稀有金属 2004,(01),257-261 DOI:10.13373/j.cnki.cjrm.2004.01.063
铜、铝连续挤压技术特点及工业应用
樊志新 陈吉光 刘元文 贾春博
大连铁道学院材料科学与工程系,大连铁道学院材料科学与工程系,大连铁道学院材料科学与工程系,大连铁道学院材料科学与工程系,大连铁道学院材料科学与工程系 辽宁大连116028 ,辽宁大连116028 ,辽宁大连116028 ,辽宁大连116028 ,辽宁大连116028
摘 要:
在简叙连续挤压和连续包覆技术的工作原理基础上 , 重点介绍应用该种方法制造制冷用管技术、有线电视同轴电缆 (CATV) 外导体、铁路通信信号电缆护套技术、铝包钢丝技术、铜接触线技术及铜扁线技术。分析了该新工艺在上述几项工业应用领域应用的主要特点和应用现状。介绍了当前我国在铜铝加工新技术方面的突破
关键词:
连续挤压 ;铝加工 ;铜加工 ;
中图分类号: TG376
作者简介: 樊志新 (Email:fanzx@dlrin.edu.cn) ;
收稿日期: 2003-09-30
Features of Copper and Aluminum Continuous Extrusion Process and Industrial Application
Abstract:
The principles of continuous extrusion process and continuous cladding process were described, and the current applications in industry for copper and aluminum process were introduced, such as production cooling tubes, CATV sheath, OPGW (optical fiber composite ground wire) , aluminum cladding steel wire, copper strips and copper trolley and contract wires.
Keyword:
continuous extrusion; copper process; aluminum process;
Received: 2003-09-30
连续挤压是1972年国际上提出的塑性加工新方法。 该技术从提出到工业化应用历经了不断的完善、 提高和应用领域扩展的过程。 我国自1984年开始从国外引进设备, 当时主要用于电冰箱铝管的生产。 为了加快消化吸收的进程, 将软铝连续挤压技术的研究列为 “七五”国家重点科技攻关项目, 由大连铁道学院等单位承担。 该研究如期顺利完成, 并获国家科技进步奖。 在此基础上, 大连铁道学院成立了连续挤压工程研究中心, 在设备能力方面, 从250单槽挤压发展到350双槽挤压和包覆; 在所生产产品的品种方面, 从单一材料发展到多种材料的复合, 实现了直接包覆和间接包覆; 在成形的金属材料方面, 从铝、 铜扩展到铝合金及铜合金, 先后研制成功了KLJ250, TLJ250, TLJ300, LLJ300, TLJ350, SLJB350生产线
[1 ]
, 分别用于加工铝及合金的管材与型材、 铝包钢丝、 光纤护套、 有线电视同轴电缆 (CATV) 、 铁路通信信号电缆、 电力机车铜合金接触导线、 光纤复合架空地线 (OPGW) 、 优质铜扁线、 铜母线等产品, 形成了完全国产化的连续挤压和连续包覆系列成套设备和具有自主产权的关键技术。 目前, 为国内装备了40多条连续挤压和连续包覆生产线, 并出口到香港、 台湾和东南亚等国家和地区。 依托技术、 质量、 价格和服务优势使进口设备逐渐退出我国市场, 特别是新研制开发的铜扁线短流程连续挤压技术和成套设备, 具有产品质量高、 工艺简单、 高效节能、 符合环保等优点, 倍受铜扁线制造厂家的青睐, 已经成为铜扁线生产的更新换代产品, 该套设备在国内市场的占有量已达90% 以上, 完全取代了进口。
1 连续挤压和连续包覆基本工作原理
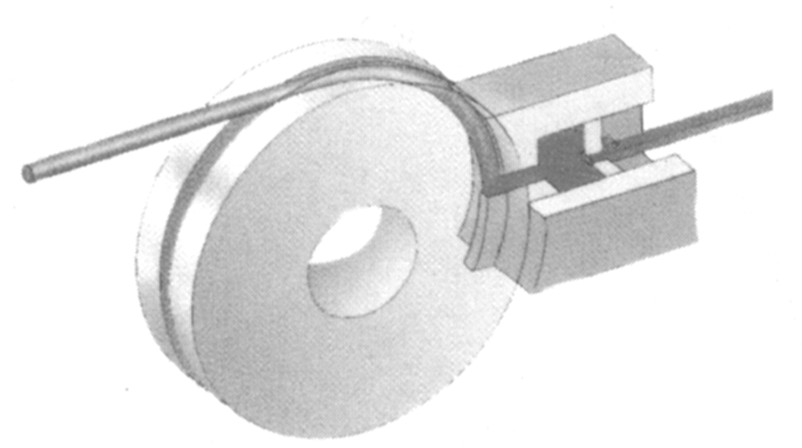
连续挤压原理见图1。 模腔位于挤压轮侧面, 坯料在旋转挤压轮的带动下进入挤压腔内, 在轮槽摩擦力的作用下, 坯料温度升高压力加大, 达到一定值后便从模孔中挤出, 形成管材或型材产品。 根据设备品种不同, 坯料可以是一根, 也可以是两根; 根据坯料材料的不同, 可以挤压铝、 铜及其合金。 此种工作方式主要用于生产冷柜、 空调、 汽车等制冷用管, 异形截面型材及变压器、 电机用铜电磁线等产品。
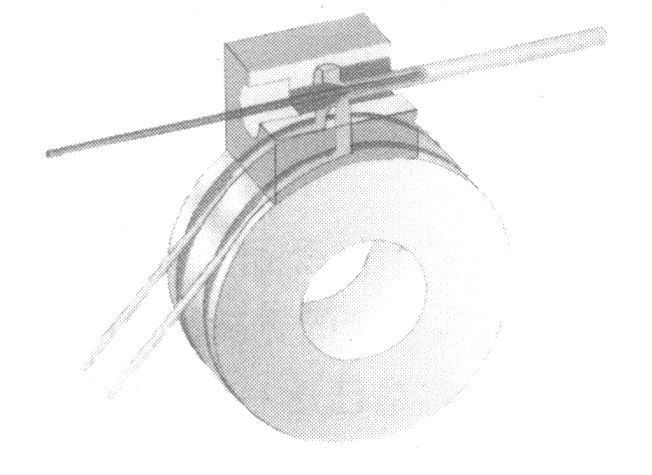
连续包覆原理见图2。 将模腔置于挤压轮上方, 中间穿过一根芯线, 铝杆经挤压后即可包覆在芯线外部。 如果是金属芯线, 铝料可以包覆在芯线外层, 形成冶金结合, 称为直接包覆, 用于制造铝包钢丝等产品。 如果是电缆或光纤等芯线, 铝料可以挤压成管子空套在芯线上, 保护芯线不被灼伤。 然后迅速冷却, 再经过拉拔后包套在芯线上, 称为间接包覆, 用于制造有线电视同轴电缆、 铁路通信信号护套电缆等产品
[2 ]
。
2 连续挤压和连续包覆技术的应用
图1 连续挤压原理 Fig.1 Principle of continuous extrusion
图2 连续包覆原理 Fig.2 Principle of continuous cladding
2.1 制冷用管制造技术
制造小直径薄壁制冷用管的传统工艺方法是:热挤压+冷轧+减径拉伸, 但该方法设备投资大, 工序多, 材料利用率低, 制造异形空心管的工艺就更为复杂, 由于连续挤压技术的应用使得这一难题得以解决。 该方法与传统工艺相比具有如下优点: (1) 一次成形为产品, 大大简化了生产工序、 缩短了生产周期; (2) 无压余及工序间废料, 材料利用率可达到95%以上; (3) 不需要加热设备, 节约能源; (4) 连续生产, 无间隔时间, 生产率高, 自动化程度高; (5) 可生产超大长度的产品, 为制冷管的应用厂家自动化生产提供了基础; (6) 投资省, 占地面积小。
由于以上特点, 连续挤压技术已经广泛应用于这一领域。
2.2 有线电视同轴电缆外导体、 通信信号电缆护套制造技术
有线电视同轴电缆外导体和通信信号电缆护套的传统制造方法为铝带纵向弯曲后焊接, 一般采用氩弧焊或高频焊。 但由于焊接方法的限制总存在焊缝, 使得电缆的气密性、 电气特性及生产效率难以得到根本的改善和提高。
大连铁道学院在全面系统地研究连续包覆全新的工作原理基础上, 研制成功了国产第一条SLJB350连续挤压包覆机及一系列配套设备, 构成由14台单机组成的连续包覆自动化生产线。 该工艺方法的特点在于实现了连续生产, 可制造超大长度的电缆产品; 产品无缝, 没有泄露, 大大地提高了产品质量; 各种尺寸规格产品仅需同一规格、 在线缆行业广泛应用的铝盘条为原材料, 因此备料方便, 成本低廉; 生产效率高, 加工线速度可达60 m・min-1 。
该技术与与国外同类设备相比: 产品最大直径提高了5倍, 产品最大截面积增加95%。 该技术与传统焊接工艺相比:生产效率提高5倍, 材料利用率提高25%, 原材料成本降低20%。
生产线的工艺流程见图3所示。 两根连铸连扎的铝杆毛坯经放线、 矫直、 行星轮刷式表面清理、 高压涡流清洗和干燥, 保证铝杆毛坯达到要求的清洁度后喂入包覆主机。 同时软芯线也从放线架放出, 经过摆臂和矫直送入连续包覆主机。 在主机作用下铝管就会包覆在芯线的外面形成有间隙的包套。 但此时的温度较高, 所以还得对铝管进行快速冷却, 同时依靠必要的隔离措施保证芯线免于
图3 连续挤压包覆盖生产线的工艺流程 Fig.3 Scheme of continuous extrusion cladding line
受压和烫伤。 再经过冷却槽充分冷却后, 绕过摆臂、 通过拉拔站缩经、 经过产品清洗除去表面的拉拔液, 在履带牵引机的牵引下, 最后经由计米装置, 由收线机卷取成盘
[3 ]
。
2.3 铝包钢丝制造技术
2.3.1 铝包钢丝连续挤压包覆工作原理及生产线的配置
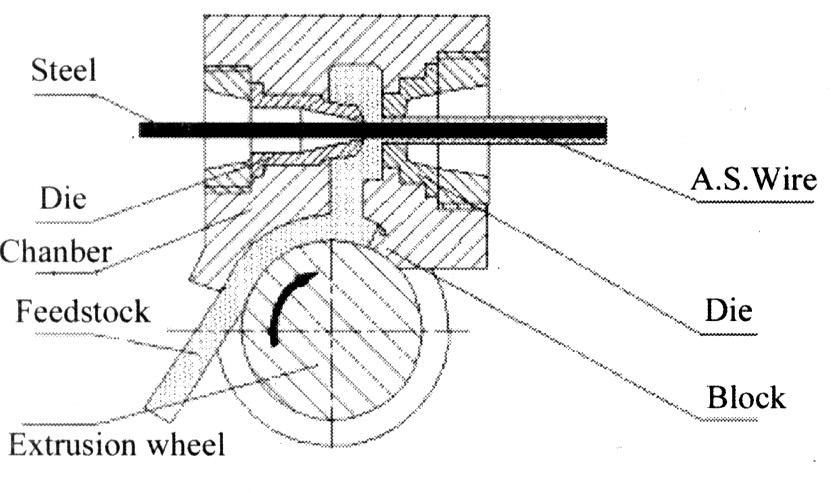
钢丝连续挤压包覆的工作原理如图4所示。 钢芯线直接穿过模腔, 挤压轮沿图示方向旋转, 两根铝杆坯料进入挤压轮轮槽时, 在槽壁摩擦力的作用下被曳引到模腔内, 在摩擦力产生的高压和高温作用下, 铝在模腔内与钢芯线形成良好结合后通过模口挤出形成铝包钢丝
[4 ]
。
由工作原理可知, 这种生产方法可任意改变芯线材料和尺寸, 而且包覆层厚度也可调节, 这使生产多规格的产品成为可能。
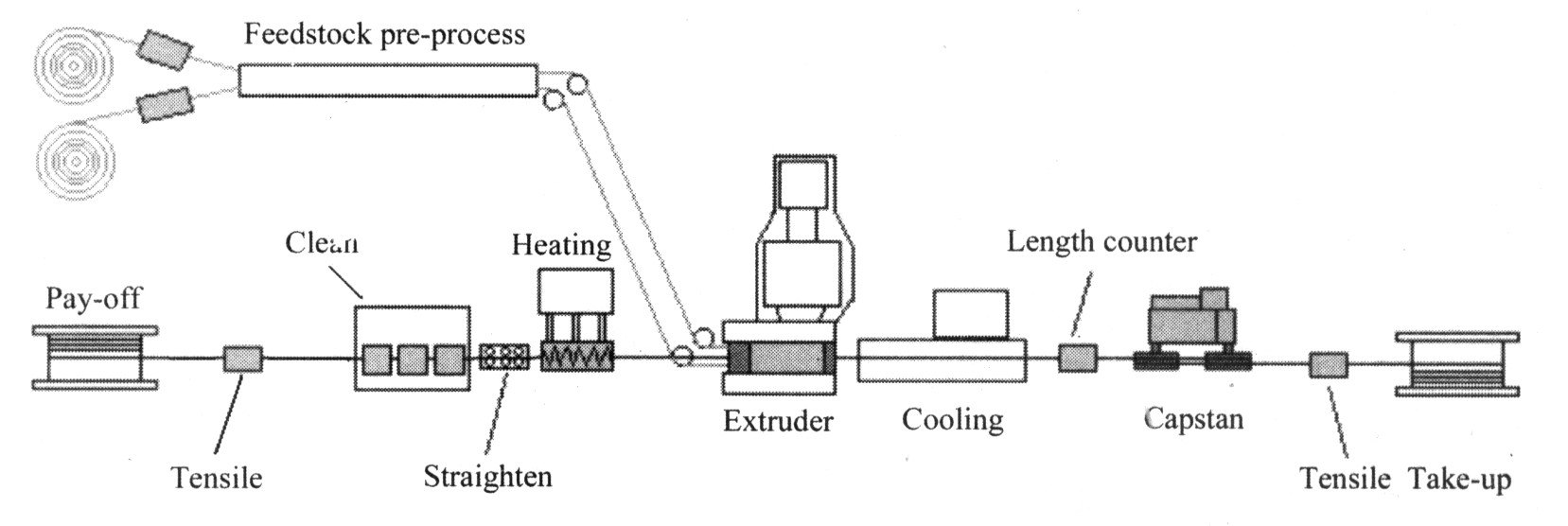
生产线的工艺流程见图5所示。 两根连铸连扎的铝杆毛坯经放线、 矫直、 行星轮刷式表面清理、 高压涡流清洗和干燥, 保证铝杆毛坯达到要求的清洁度后喂入包覆主机。 同时钢芯线也从放线架放出, 经过矫直、 抛丸清理、 感应加热、 惰性气体
图4 连续挤压包覆工作原理 Fig.4 Illustrate of continuous cladding process
保护管, 使钢芯线达到要求的表面状态和温度后也送入连续包覆主机。 在主机的作用下铝会直接包覆在芯线的表面形成铝包钢线产品。 但此时的温度较高、 速度较快, 所以还得经过冷却, 再经过牵引绞盘、 缓冲器, 最后由收线机卷取成盘
[5 ]
。
2.3.2 双金属同步拉拔技术
双金属同步拉拔设备可采用直线式或活套式拉丝机, 一般为六道次至九道次的连续拉拔机组。 该设备的特点主要体现在卷筒筒型、 模盒结构和设备冷却系统等方面, 使线材在拉拔中排升线容易、 自动调节对中, 并能保证充分冷却。
在工艺中, 要保证在拉拔过程中双金属同步变形, 必须采用强制润滑技术。 这种强制润滑方式保证在拉拔过程中模具与线材之间有一层高压润滑膜, 从而消除线材表面摩擦应力场的作用, 避免粘模现象, 实现了钢铝同步变形
[6 ]
。
2.3.3 铝包钢丝制造技术的特点
采用“连续挤压包覆+拉拔”技术生产铝包钢丝, 是对传统制造工艺的一次重大变革, 具体表现在如下几个方面
[7 ]
: (1) 生产线自动化程度高, 工艺简单, 各工艺参数容易控制, 生产成本低; (2) 通过改变钢芯线性能、 尺寸和包覆层厚度, 就可调节产品的力学性能和电性能; (3) 原材料铝为统一规格的盘条杆, 备料方便; (4) 变换产品仅需更换一只模具, 快捷方便, 准备周期短, 特别适于多品种生产; (5) 连续生产, 生产效率高。 工人劳动强度低, 工作环境得到改善。
从所生产的产品质量方面看, 还具有如下优点: (1) 铝包钢丝尺寸和性能可调节范围加大。 产品尺寸范围可达Φ 1.2 mm~10 mm, 产品强度范
图5 铝包钢丝生产线工艺流程 Fig.5 Scheme of continuous A.S wire extrusion line
围为50~1400 MPa, 铝层与线材截面之比的调节范围达13%~85%, 导电率范围为14%~55% IACS; (2) 铝钢间的结合强度好。 在挤压包覆过程中, 铝以热挤压状态包覆到热钢丝上, 两者形成了良好的冶金结合, 在拉拔过程中, 通过冷变形使钢铝间的结合强度得到进一步的改善; (3) 导线的断面可制成复杂的形状。 改变芯线断面积和模孔形状即可生产出所需形状的断面积; (4) 产品具有较高的尺寸精度、 光洁度。
2.3.4 应用现状
铝包钢丝与镀锌钢丝相比, 在相同断面积情况下, 铝包钢丝铝绞线的导电率比钢芯铝绞线提高了5%~8%; 在重量方面, 降低5%~6%, 即吨长度增加2%~10%; 在强度方面, 增加2%~4%。
铝包钢丝另一个最显著的特点是具有优异的耐大气腐蚀性, 特别耐含有SO2 , H2 S, NO, CO2 等工业大气的腐蚀性。 如在海洋气氛中, 镀锌钢丝与铝包钢丝的腐蚀率之比为5.1∶1, 在工业污染气氛中腐蚀率之比为8∶1。 在钢芯铝绞线中, 钢芯表面的锌与铝线接触形成电化学腐蚀, 结果使镀锌层快速腐蚀, 从而使钢芯暴露在大气中而被腐蚀。 对于铝包钢丝铝绞线, 铝包钢丝外层的铝与铝导线绞合在一起, 同种金属不存在电化学腐蚀问题, 因而腐蚀程度成倍降低。 比较试验结果显示, 5年后, 铝包钢丝绞线的强度几乎没有降低, 而钢芯铝绞线中的镀锌钢丝强度下降了9%左右。 由于铝包钢丝这种优良的耐蚀性能, 铝包钢丝铝绞线的使用寿命可达30年以上。
铝包钢丝主要应用在电力输配、 电气化铁路、 邮电通讯、 地探测量等领域, 如良导体架空线, 大跨越输电线, 光纤复合架空地线 (OPGW) , 防冰雪导线, 电气化铁路承力索等。 实际上, 美国、 日本、 南朝鲜、 印度尼西亚等沿海高蚀性气侯地区以及高原山区大都采用铝包钢丝铝绞线来替代钢芯铝绞线。 尤其OPGW线是集通讯与输电于一身的高性能导线, 该导线必须由铝包钢丝制造。 在日本, 28%的高压输电网已配用OPGW线。
近年来, 我国重大电力工程开始越来越多地采用铝包钢丝。 在三峡工程的电力网建设中, 所要配套的OPGW线达10000 km左右。 220 kV以上输电线路所需导线达500 kt, 预计其中的铝包钢丝铝绞线能占100 kt左右。 铁道部在1997年制定了电气化铁路用铝包钢丝技术标准, 每年约有1500~2500 km铁路需电气化, 加上已有的电气化铁路需更新改造, 每年对铝包钢丝绞线和铝包钢丝铝绞线的需求量在2~5 kt。
2.4 高速铁路铜合金接触线制造技术
高速铁路接触网是机车良好受流和安全运行的关键设备之一, 也是高速技术的主要难点和突破点, 这已被认为是制约高速列车运行和继续提高速度的关键因素之一, 而高速铁路接触网的关键设备是接触线。
目前, 国内生产的纯铜接触线、 铜银合金接触线还不能适应高速铁路建设的需要, 铜镁合金接触线还正在试验, 现在运营和正在建设的准高速、 高速铁路线路的接触线基本都采用进口产品。
采用连续挤压方法在连续挤压过程中, 坯料是在与挤压轮和模腔的剧烈摩擦下进入塑性变形区的, 变形金属发生很大的剪切变形, 其变形行为受模腔结构、 变形速率和变形温度的影响。 由于连续挤压成形的压力和温度完全依赖于工具与坯料间的摩擦, 而金属的变形方式取决于模腔的结构形式, 因而摩擦速率与材料温升速度、 变形温度与变形抗力、 摩擦发热与热量传导、 金属受力状态与变形方式等因素决定了整个变形过程。
由连续挤压变形的原理不难看出, 该技术与其他工艺相比, 具有以下特点: (1) 工艺简单, 可连续生产。 连续挤压变形是靠旋转的挤压轮对坯料的摩擦来驱动的, 其操作不受最大行程的限制, 可以不间断地连续生产; (2) 坯料无须加热。 连续挤压是通过坯料与进料导板的摩擦生热来控制金属的变形温度, 铜合金在变形时的温度最高可达800~850 ℃, 因此无须加热, 降低了60%的能耗; (3) 变形金属受力状态好, 组织致密。 坯料在连续挤压过程中处于强烈的三向压应力状态, 有利于提高金属的塑性, 消除铸造缺陷, 同时发生再结晶, 改善组织结构, 细化晶粒, 从而提高了金属的机械性能和电性能。 由该方法获得的铜合金线晶粒度通常仅为0.01~0.02 mm; (4) 同一种直径的杆坯既可以生产更小截面的产品, 也可以通过扩张模生产比杆坯截面还大的产品, 从而满足不同线径产品的需要。
2.5 铜扁线制造技术
在铜扁线加工中, 一直沿用传统的轧制―拉拔―退火工艺。 由于其生产工序多、 周期长、 成本高, 并且原料尺寸与产品规格有关, 从而给多品种、 小批量生产模式的生产准备带来困难。 而应用连续挤压方法生产铜扁线, 可采用统一规格的原材料, 通过连续挤压一道工序即可生产出符合国家标准的软态铜扁线, 是一种短流程铜扁线制造新技术, 目前已经得到较广泛的工业应用
[8 ]
。
相对于传统工艺, 该技术具有如下特点: (1) 在高温、 高压条件下成形, 铜杆的原始内部铸造缺陷如气孔、 缩松等可以在连续挤压过程中被消除, 所生产的铜扁线可获得优良的机械性能, 塑性指标和细的晶粒度; (2) 成形过程为热挤压塑性成型, 可消除原材料表面缺陷及机械损伤对产品质量的影响, 产品表面不会产生传统工艺法极易出现的翘皮、 毛刺等现象, 使得铜扁线具有良好的表面质量; (3) 由于组织致密, 因而导电率提高; (4) 省去了退火工序, 不仅可以节省电能而且彻底避免了退火过程中炉温不均匀导致的产品性能变化, 可保证产品的性能沿整个长度均匀一致, 容易满足变压器、 电机阻抗匹配的要求; (5) 由于取消了退火工序, 极大地缩短了生产周期, 对于小批量的单批次生产, 每吨产品的生产周期从原来的48 h缩短到现在的2.5 h; (6) 很容易生产b/a 大于10 (薄而宽) 和特殊规格的大断面非标扁线; (7) 采用统一规格的12.5 mm的上引无氧铜杆作为坯料, 不需要根据不同产品规格来准备不同规格的坯料; (8) 整条生产线采用的先进计算机控制系统, 生产过程可自动监测和运行, 实现了自动化生产, 降低了操作工人的劳动强度
[9 ]
。
参考文献
[1] 刘元文, 宋宝韫. TLJ300铜扁线连续挤压机研制[J].电线电缆, 2003.1.
[2] 宋宝韫, 周传河. 纯Al颗粒CONFORM连续挤压工艺的试验研究[J].金属学报, 1991.1.
[3] 宋宝韫, 郑大梁. 电缆铝护套连续挤压包覆技术及设备[J].光纤与电缆, 1997.2.
[4] GaoFei, SongBaoyun. Astudyofcontinuousextrusion claddingprocessforproduction claddingsteelwire[J].ActaMetallurgicaSini ca, 1999.2.
[5] 高 飞, 宋宝韫. 铝包钢丝制造新技术的研究[J].中国机械工程, 2001.1.
[6] GaoFei, SongBaoyun. Drawingofaluminumcladsteelwirebyforce feedlubrication[J].ActaMetallurgicaSinica, 1999.2.
[7] 高 飞, 宋宝韫. 铝包钢丝特点及应用[J].金属制品, 1999, 1.
[8] 宋宝韫, 樊志新. 应用连续挤压技术生产铜扁线[J].电线电缆, 2001.1.
[9] 刘元文, 宋宝韫. 铜扁线连续挤压工艺[J].电线电缆, 2002, 5.