J. Cent. South Univ. Technol. (2008) 15(s1): 424-428
DOI: 10.1007/s11771-008-392-1

Optimization of rheological parameter for micro-bubble drilling fluids by multiple regression experimental design
ZHENG Li-hui(郑力会), WANG Jin-feng(王金凤), LI Xiao-peng(李潇鹏),
ZHANG Yan(张 燕), LI Du(李 都)
(Key Laboratory of Petroleum Engineering, Ministry of Education, China University of Petroleum, Beijing 102249, China)
Abstract: In order to optimize plastic viscosity of 18 mPa・s circulating micro-bubble drilling fluid formula, orthogonal and uniform experimental design methods were applied, and the plastic viscosities of 36 and 24 groups of agent were tested, respectively. It is found that these two experimental design methods show drawbacks, that is, the amount of agent is difficult to determine, and the results are not fully optimized. Therefore, multiple regression experimental method was used to design experimental formula. By randomly selecting arbitrary agent with the amount within the recommended range, 17 groups of drilling fluid formula were designed, and the plastic viscosity of each experiment formula was measured. Set plastic viscosity as the objective function, through multiple regressions, then quadratic regression model is obtained, whose correlation coefficient meets the requirement. Set target values of plastic viscosity to be 18, 20 and 22 mPa・s, respectively, with the trial method, 5 drilling fluid formulas are obtained with accuracy of 0.000 3, 0.000 1 and 0.000 3. Arbitrarily select target value of each of the two groups under the formula for experimental verification of drilling fluid, then the measurement errors between theoretical and tested plastic viscosity are less than 5%, confirming that regression model can be applied to optimizing the circulating of plastic-foam drilling fluid viscosity. In accordance with the precision of different formulations of drilling fluid for other constraints, the methods result in the optimization of the circulating micro-bubble drilling fluid parameters.
Key words: orthogonal experimental design; uniform experimental design; circulating micro-bubbles; plastic viscosity; multiple regression experimental design
1 Introduction
At present, orthogonal experimental design and uniform design are mainly applied to optimizing oil and gas wells drilling fluids. Orthogonal test possesses many advantages in the homogeneity, comparability, and representativeness. At the mean time, it lessens the quantities of experiments. It is also better in adjusting experimental error, and more feasible in distinguishing between primary and secondary factors. Thus, the design can apply mathematical statistics approach. The experimental results proposed predictable direction[1]. The workload of uniform design is less than orthogonal experimental design. Experimental points distribute more evenly and more representative. If the levels increase, uniform design can lessen more obviously the increase in experiment quantities than orthogonal design[2]. However, in actual experiments, these two methods possess the drawbacks, for example, the amount of the agent is difficult to determine, and results are not globally optimized[3-4]. Therefore, multiple variables regression methods are proposed to apply to the design in work fluid agent.
Circulating micro-bubble drilling fluids technology is a newly developed technology applied in the field of the oil exploration and development of the low-voltage and low permeability oil and gas reservoirs. Micro-bubble drilling fluids have the properties of low and adjustable density, leak proofing, good protection to oil and gas, and other advantages. There have been up to several hundreds of well operations applying micro- bubble drilling fluids, and significant economic benefits are achieved[5]. The study of drilling fluid rheological property has a significant influence upon bailing out, wall stability, debris suspension, increasing drilling speed etc[6], and has great practicality in well drilling and well completion. The rheological property adjustment also plays a significant role and is the key technology in promoting the use of the technique of circulating micro-bubble drilling fluid.
Through the application of the orthogonal experi- mental design, uniform design and multiple regression
experimental design in the rheological parameters of circulating micro-bubble drilling fluid, this new approach is described in details. Multiple variable regression was initially pointed out by ZHENG[7] and applied to optimizing two processing agents[8].
Mechanism study shows that the ideal circulating micro-bubble drilling fluids consist of xanthan gum(XC), starch(ST), foam generation (FBM and TN), stabilization (SF), and small cationic(NW). To simulate actual operating conditions, it is also necessary to add a certain amount of crude oil. Field application showed that the drilling fluid plastic viscosity is 18 mPa?s, relatively suitable for drilling operations.
2 Orthogonal experimental design optimiza- tion
The agents, namely the factors of orthogonal experiments, have seven kinds. According to the recommended amount of agent, three different amounts were selected, that is, three levels were determined (Table 1). Selection of L18(37) orthogonal array[1], the heading, experimental arrangements and the experimental results are lsited in Table 2.
From Table 2, ST has the greatest effect on plastic viscosity, followed by TN and NW. The plastic viscosity with XC is the smallest. The impact of factors is in the sequence of ST>TN, NW>SF>Oil, FBM>XC and ST plays a decisive role on plastic viscosity. However, the plastic viscosities were all less than 18 mPa・s and did not reach the attempted objective. Therefore, the amount of ST needs to be raised to meet the requirement. Redesigned experiments are listed in Table 3.
Select L18(37) orthogonal array design experiments. The results are listed in Table 4.
It can be seen from Table 4 that the circulating micro-bubble drilling fluids that can meet requirement is 0.20% XC + 1.00% ST + 0.16% FBM + 0.04% TN + 0.20% SF + 0.10% NW +3.00% Oil.
3 Uniform experimental design optimization
Uniform experimental design was used in experiments and the results are listed in Table 5.
As shown in Table 5, 12 sets of experiments failed to meet the requirements. The experimental data were further analyzed, and experiments were redesigned to achieve the attempted objectives (Table 6).
As the starting point uniform design is a multi- factor optimization model, and the fundamental require- ment is to establish a quadratic regression model based on uniform design experimental results[1]. Since NW has little effect on the plastic viscosity, it was neglected. The interaction between factors is shown as Eqn.(1):
Table 1 Contents of agents in orthogonal experiment (mass fraction, %)

Table 2 Orthogonal experimental arrangements and experimental results
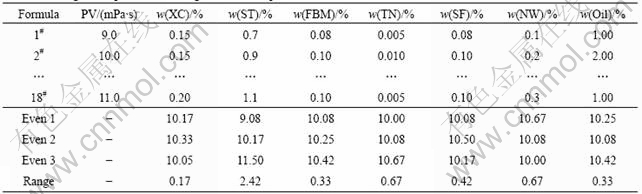
Table 3 Orthogonal experimental factors
 Table 4 Orthogonal experimental arrangements and experimental results
Table 4 Orthogonal experimental arrangements and experimental results

Table 5 Uniform experimental arrangements and experimental results

Table 6 Uniform experimental arrangements and experimental results

 (1)
(1)
where x1, x2, …, x6 represent the amount of XC, ST, FBM, TN, SF and Oil, respetively. b0, b1, …, b12 are regression coefficients.
Eqn.(1) can be transformed into linear equation by variable transformation:

where m stands for the number of factors, and m=6; bi stands for the regression coefficient:
 (2)
(2)
bi can be solved by multiple linear regression equation group[1]:
 (3)
(3)
The regression coefficient liy can be solved:

where yi stands for plastic viscosity. Then, bi can be solved, too. Substitute bi into Eqn.(2), then b0=372.25. Therefore, the established regression equation is
Because |b9|=max(bi)=9 058.19, FBM has the most significant effect on plastic viscosity, followed by the SF. To reach the objective, the amounts of XC and ST were raised, and experiments were redesigned (Table 6).
It can be seen from Table 6 that the circulating micro-bubble drilling fluid that meet requirement is 0.17% XC + 1.30% ST + 0.13% FBM + 0.04% TN + 0.19% SF + 0.28% NW + 2.30% Oil.
4 Multiple regression experimental design
By randomly selecting arbitrary agent amount within the recommended range, the algebra relationship between plastic viscosity and the amount of each agent was fitted. Through multiple regression analysis[10], it is found that there are some relations between plastic viscosity and the amount of each agent. Assuming it is linear, correlation coefficient will be too low. Neglecting the interaction between the factors, it becomes a quadratic function relation (Table 4):
 (4)
(4)
Apply quadratic regression analysis to experimental data, assuming n (n>m) times independent observation data for variables to be {(yi, xi1, xi2, ????, xim), i=1, ????, n} (m is the number of variables), then these data should meet Eqn.(4):
 (5)
(5)
Assuming that
Y=(y1, y2, …, yn)T
β=(b0, b1, …, bm, bm+1, …, b2m)T

The multiple linear regression Eqn.(5) can be written in the form of matrix:
Y=Xβ (6)
Substituting 17 groups of data into Eqn.(4), the undetermined bi values are solved to be -71.830, 337.574, -18.181, 773.993, 326.652, 9.483, -4.610, 4.760, -776.254, 9.966, -3 137.043, 1 803.698,
-164.697, 13.970, -0.805. And, 95% confidence intervals of the coefficient are shown in Table 7.
Model correlation coefficient R2=0.998 9, so the regression precision is high. Substitute bi values into Eqn.(4), then get the quadratic function relation of plastic viscosity and the amount of each agent:
 (7)
(7)
New formulas are verified in Table 8. Set plastic viscosity y in Eqn.(7) to be 18, 20 and 22 mPa・s, with trial methods we obtain that the accuracy valves for five drilling fluid formulas are 0.000 3, 0.000 1 and 0.000 3, respectively.
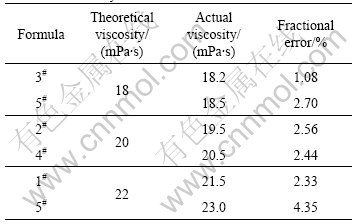
For experimental verification of each target value from Table 8 under the optional formula, error analysis is shown in Table 9.
Seen from Table 9, the fractional errors between theoretical value and actually measured value are all less than 5%. Therefore, the regression model can be applied. The model cannot only be used to predict plastic viscosity of 18 mPa・s drilling fluid formula, but also can be used for other plastic viscosity drilling fluid formula.
Table 7 95% confidence interval of coefficient

Table 8 Multiple regression experimental arrangements and experimental results
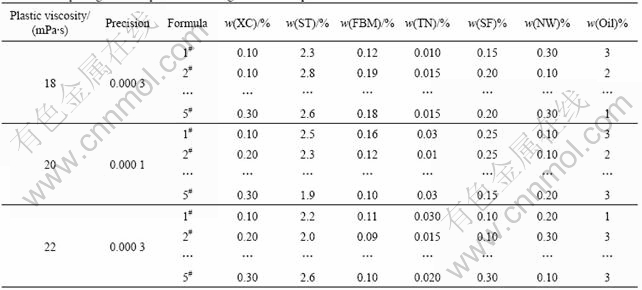
Table 9 Error analysis results
Firstly the calculated formula is tested, then other rheological parameters are used as constrains, and finally the optimized formulas are got. These formulas were verified by experiments.
5 Conclusion
Multiple regression experimental design method can be used to optimize the parameter of circulating micro- bubbles drilling fluid. One of its distinguished advantages is that as for the inexperience, so long as the arbitrary amount of agent is added within the range, several groups of suitable formulas can be obtained through mathematical methods. With conducting further experiments, coupled with restrictive conditions, the optimized formula can be obtained. Therefore, multiple regressions can be used in the experimental design of circulating micro-bubble drilling fluid rheological parameters, as well as other performance optimization.
References
[1] WANG Hong-yan. Computer and chemical experimental data processing [M]. Changchun: Jilin Univ Press, 2002: 148-159. (in Chinese)
[2] LIU Wen-qing. Experimental design [M]. Beijing: Tsinghua Univ Press, 2002: 65-133. (in Chinese)
[3] LEI Huan-ming, WU Xue-shi, SUN Ruo-bing. Orthogonal with multiple indicator of the value of integrated (RVT) interval score of optimizing the preparation of the mud [J]. Mathematical Statistics and Management, 1988, 17(4): 19-23. (in Chinese)
[4] WU Jian-min, TAO Ju-chun. The weighted composite score optimize drilling mud formula [J]. Journal of Agricultural Engineering, 2002, 18(2): 45-48. (in Chinese)
[5] SCHANEMAN B D, TEXACO C, JONES T, ANTHOY B. Aphrons technology―A solution [C]// AADE Technical Conference. Huston, USA: 2003: 1-7.
[6] FAN Shi-zhong, YAN Jie-nian, ZHOU Da-chen. Drilling and completion fluid and hydrocarbon reservoir protection technology [M]. Dongying: Petroleum University Press, 1996, 4: 129-144. (in Chinese)
[7] ZHENG Li-hui. Studies on the natural macromolecule drilling fluids system [D]. Beijing: China University of Petroleum, 2005: 81-88. (in Chinese)
[8] ZHENG Li-hui, YAN Jie-nian, CHEN Mian, ZHANG Guang-qing. Optimal model of well working fluid cost control [J]. Journal of Oil, 2005, 26(4): 102-105. (in Chinese)
(Edited by YANG Bing)
Foundation item: Project(50304010) supported by the National Natural Science Foundation of China
Received date: 2008-06-25; Accepted date: 2008-08-05
Corresponding author: ZHENG Li-hui, Senior Engineer; Tel: +86-10-89731026; E-mail: zhenglihui@vip.sohu.com

