DOI: 10.11817/j.ysxb.1004.0609.2020-39608
3D��ӡɰ������Al-7Si-0.4Mg�Ͻ����֯����ѧ����
����������ǣ���άƽ��ղȪȪ���� ��
(����������ѧ �㶫ʡ�����²����Ʊ�������ص�ʵ���ң����� 510640)
ժ Ҫ������ProCAST�����Բ�ͬ�ں�(5~30 mm)���ݼ��ij��ͺ����̹��̽���ģ�⣬���ģ�������н�עʵ�飬�ص��о��ں��3D��ӡɰ������Al-7Si-0.4Mg�Ͻ������֯����ѧ���ܵ�Ӱ�졣������������űں��С���Ͻ��Ц�(Al)�Ķ���֦���ۼ�ࡢ������ߴ��Լ���Fe��ijߴ����С�����Ͻ�����ܶȺ�������ѧ�����������ߡ�T6̬�£��Ͻ�����(�ں�5 mm)����ǿ��Ϊ279 MPa���Ϻ��쳤��Ϊ2.13%�����űں��С���Ͻ��������ȴ�ٶ����ӣ���֯�õ�ϸ�������ܶ���ߣ��Ͻ��ǿ�Ⱥ��쳤����ߡ����⣬3D��ӡɰ����������Ͻ������ܵ�ɰģճ�����������Լ���Ϻ��쳤�ʽϵ͡�
�ؼ��ʣ�ɰ��3D��ӡ���������Ͻ�ProCASTģ�⣻��֯����ѧ����
���±�ţ�1004-0609(2020)-07-1512-11���� ��ͼ����ţ�TG146���� ���ױ�־�룺A
��ͳɰ���������ģ�����ͣ�ɰ����Ϻ�ע�õ���Ʒ[1]��ģ������ɱ��ߣ���ʱ�������������������ѡ������ִ���ҵ�ķ�չ����Ʒ����������ߣ�������Ч�ʣ����Ի����Ƶ�������������ɰ��������ҵ�����µ���ս���������켼��Ӧ����ɰ����������Ϊɰ���������ȫ�µļ���������
ɰ��3D��ӡ������ͨ��ѡ���Եؽ�ճ������䵽����ɰ�ķ�ĩ����ֱ������ɰģ��о�У�Ȼ��ע�õ���Ʒ��ʵ�ֿ�������[2]��ɰ��3D��ӡ���迪ģ��ֱ��ʵ������ɰ�͵�һ�廯������Σ�������������Ч�ʣ�������������նȣ��ر��ʺ�����Ʒ������ʵ�����ơ����Ի����Ƽ���С�������������ü������Կ�������߶ȼ��θ����Ե�ɰ��ģ��[3]�����Դ�ӡ�п�ɰ��[4]�ṹ�����Զ���ϴ�ӡ[5]����Щ�Ǵ�ͳ���켼����ʵ�ֵģ��Ӷ���Ϊ�˽�������о��ȵ㡣���[6]����ɰ��3D��ӡ���������˾��и�����ǻ�����ǣ���������������Ϊ��ͳ��ģɰ�������1/6������Ƚ�Լ����ʱ�䡣ղȪȪ��[7]�о�����֬���������̻������������̻��¶Ⱥ̻�ʱ��4�����ض�3D��ӡɰ�͵�ǿ�Ⱥͷ�������Ӱ����ɡ�WALKER��[8]��Ʋ���ӡ�˿��Զ�������������´�������ɰ��ģ�ߣ���֤��ɰ��3D��ӡ��������ʵ����ɰģ�ڲ��ؼ�λ�����������ߵؼ���ǰ��δ�еļ��ˮƽ��SAMA��[9]������������͵�ֱ����(��ͳֱ�͡����������Լ�����������)������Viridis3D RAM printer��ӡ�˹�ɰģ�߲��ҽ�ע��17-4����֣�CT�ϲ�ɨ����ʾ���봫ͳֱ����ȣ��������������������ͷֱ�ʹ��������ȱ�ݼ�����56%��99.5%������3D��ӡ�ɳ������⸴�ӽṹ�ļ�����������ƿ�����������ɰ�ͺ������ͽ�������Щ�Ǵ�ͳɰ������ͽ�������������ʵ�ֵġ�����ɰ��3D��ӡ����չ����һϵ�е��ŵ㣬����Ŀǰ���ڸü������о���Ȼ������һЩ���⣬��Ҫ�����о����磺Ŀǰ��Ҫ�о��㼯����ɰ��3D��ӡ�ij����ԣ����о���ӡ����[10]��ճ�������[11-12]���̻�����[13]��ɰ������[14]��ģ������[15]�ȣ���������IJ�Ʒ����(��ѧ���ܣ��������ܣ���϶�ʵ�)����Լ�������������������ױ�������Ϊճ�������֬�ڸ��½���Һ��ע�����з����ֽ⣬�����������壬�������ײ�������ȱ��[16]����ν��������⼱���о���3DPɰģ���������ӣ���Ҫ���Ӿ�ȷ������ģ����ָ������[17]���ܻ����������������ȡ�
ɰ��3D��ӡ����ͨ����������ṹ���ӣ�����ǻ����ܵ��������������ıں�������Ƚϴ�һ��һ������£������ıں��������������ҪӰ��[18-21]�����ߣ�3D��ӡɰ�Ͳ���ӡˢ��ʽ���ѻ��������ֹ�ɰ����ѹʵ���̣�����ɢɰ��ֱ�ӳ��ξ���һ����ѧǿ�ȵ�ģ�ߣ���������[22 -24]�ı�����ɰ��3D��ӡ����ʹ�õ�ɰ�����Բ�����ճ����������봫ͳ��֬��Ӳɰ��������ô�ڴ���������£��ں�ԺϽ����ܻ���������µ�Ӱ�죬�仯������Σ�Ŀǰ��δ�����ױ������������ڴˣ��������Ȼ���ProCAST���������һ���������Ͻ���ݼ�(�ں�5~30 mm)��עϵͳ���ų����ղ����������ĸ���Ӱ�죬Ȼ��������Al-7Si-0.4Mg�Ͻ�Ľ��ݼ������ص��о��˱ں��3D��ӡɰ���������Ͻ�����֯����ѧ���ܵ�Ӱ�졣
1 ʵ��
1.1 ʵ������Ʊ�
ʵ���е�ɰ��ģ�ߺͰ���ɰ���ɹ㶫�廪���Ƽ��ɷ�����˾��ɰ��3D��ӡ��PCM-800����������Ϊ���������գ�ԭɰΪ����Ӧ�ǵĸ߰�ɰ��ճ�Ӽ�Ϊ���֬���̻���Ϊ������̻�����ճ���������Ϊ2.5%(��������)���̻���Ϊճ�����30%����ӡ���Ϊ0.4 mm��������ģ�߽ṹʾ��ͼ��ͼ1��ʾ�����в���ȡ��λ�þ���������������ײ���ʼȡ�������ұܿ��ں��������ʵ������ԭ��ΪA356�Ͻ�������Al-10Sr�м�Ͻ��ھ�����������¯�н������������徭�������������������������(720��5) ����н�ע��ģ���¶�Ϊ���£���עʱ�������4~5 s����1����Ϊ���������ò��ϵľ���ɷ֡������ȴ������գ�����540 �棬4 h��������Ϊˮ���¶�60~70 �棬ʱЧ180 �棬8 h�����ܺ�ʱЧ���ڿ�����ѭ��¯�н��С�
��1 ���������ò��ϵĻ�ѧ�ɷ�(����������%)
Table 1 Chemical composition of materials used in this article (mass fraction��%)

1.2 ��������
����Quanta 200�ͻ���ɨ�����������Nano SEM 430�ͳ�����ɨ����������۲�������ͬ���ݲ�λ������֯������Ͽ���ò��������������LeiCa/DMI 5000M�͵��ý��������۲�Ͻ������֯������ֱ��������ARL4600���������Ʊ������Ͻ�ѧ�ɷ֡������������ܲ���(GB/T 228.1��2010)��MTS-100kN�����ܲ������������ɣ�����Ƴ���Ϊ25 mm����������1 mm/min��ʵ���ܶ������ܶȲ��ð�������ˮ�����ԣ����������ܶ��ǽ��Ͻ����ɷ�����JMatPro 7.0�м���õ�������֦���ۼ��(Secondary dendrite arm spacing, SDAS)���ý��߷�����������ʱ�ڷŴ�100���ӳ���ѡȡ����10�Ž�����Ƭ������������50�����ݣ������ƽ��ֵ�����������ò����������Image Pro Plus 6.0�������ڷŴ�2000���ӳ���ѡȡ����5��SEM��Ƭ�����Ų������ݲ�����50���������ƽ��ֵ��

ͼ1 ������ģ�߽ṹʾ��ͼ
Fig. 1 Schematic diagram of casting and mold structure
2 ��������
2.1 ProCASTģ���������
���Ͻ�ѧ���ʻ��ã������������������壬���Ҫ��Ͻ��ڽ�עϵͳ������ƽ�ȣ��������������������罦����עϵͳ��Ʋ��������ײ�������ȱ��[18-21]��Ϊ��������Ϊ��עϵͳ�ȹ������ز����������ĸ���Ӱ�죬��һ�о��ں�ԺϽ����ܵ�Ӱ�죬�ڽ���ʵ������֮ǰ���Խ��ݼ��Ľ�עϵͳ������ƣ�������ProCAST�����������Ͻ�ij��ͺ����̹���ģ�⣬�õ������Ľ�ע���ղ��������Ľ��ݼ���עϵͳ���ÿ���ʽ��ע��עϵͳ[18-21]�����ڱ�(ֱ�������ώ�����ڽ����ܽ����֮��)Ϊ1:2:4��ģ��������Ͻ����ΪAl-7Si-0.4Mg��ɰ�Ͳ���Ϊ���֬ɰ(CBFMS-M)����ע�ٶ�0.53 kg/s����עʱ��4 s��ģ���¶�25 �棬��ע�¶�720 �档ͼ2��ʾΪ����������ʾ��ͼ�����Կ���������˳����ֱ�������ώ�����ڽ�����������ð�ڣ�����Һƽ��������ͼ3��ʾΪ�����ӱ�����˳�����̣��������ɳ����ڽ�����ð�ڣ��������������֡�ģ������ʾ��עϵͳ��ƺ�������������ʵ������ʵ�顣
2.2 ����֯����
ͼ4��ʾΪ���ݼ�������֯����ͼ4(a)~(e)���Կ������Ͻ����֯��Ҫ�ɦ�(Al)֦����(��(Al)+��-Si)������ɡ�������Ƭ��ʾ��(Al)����֦���ۼ�����űں�ߴ��С������ϸ����֦�����ӷ��ͼ4(e)�кϽ��SDAS��С������֦��ϵ��ͼ5��ʾΪ��ͬ�ں��ºϽ��SDAS��ͳ�����ݣ����ݼ��ں�ԽС����ȴ�ٶ�Խ�죬SDASԽС���������ں�Ϊ30 mmʱ��SDASΪ69.01 ��m�������ں�5 mmʱSDASΪ28.75 ��m��������58.3%����ͼ4(a1)~(e1)���Կ������ں�30 mm��20 mm�ĺϽ���֯�г�������ά״�Ľ�ϸС�������⣬������һЩ�ִ�Ŀ�״�����裬��״�������������Ȼ�Ͻ���������SrԪ�����ڱ��ʹ��� ��[20, 25-26]�����ǵ���ȴ�ٶȽ���ʱ����������Ȼ�᳤�ɳߴ�ϴ�IJ������״�����ڱں�10 mm��5 mm�Ͻ��еĴֹ�����ߴ��С����״�ӽ�Բ�Ρ�
����������ijߴ硢��״�ͷֲ�״̬�ԺϽ����������ҪӰ�죬��˶�����ò������������ͳ�ƣ��ӱ�2���Կ�����̬(As-cast, ���AC)�¹����������ƽ�����ȡ����ȼ����������űں�ߴ��С����С�����ں��30 mm��С��5 mm��������ij��ȴ�6.28 ��m��С��1.94��m����С��69.1%�����ȴ�1.72 ��m��С��0.84��m����С51.1%�������ȴ�4.07��С��2.45����С39.8%��������Ͻ��������ȴ�ٶ����ӣ������ڵõ��ߴ�ϸС������Բ���Ĺ������ࡣ����T6�ȴ��������跢���۶ϣ�����������Ŀ������Ա���dz����ȱ�С���������÷dz�Բ�����������ڱں�Ϊ10mm��5 mm�ĺϽ���(��ͼ4(d2)��(e2))��
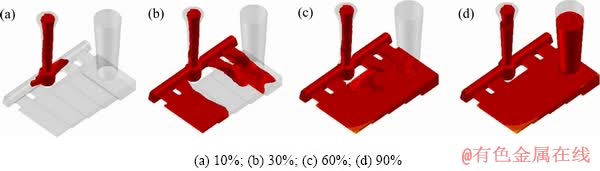
ͼ2 ��������˳��ͼ
Fig. 2 Filling sequence diagram of casting

ͼ3 ��������ʱ������������϶��
Fig. 3 Solidification time and total shrinkage porosity of casting

ͼ4 ���ݼ���ͬ�ں�����֯
Fig. 4 Microstructures of stepped parts with different thicknesses

ͼ5 ��ͬ�ں��ºϽ�Ķ���֦���ۼ��
Fig. 5 SDAS of alloys with different thicknesses
��ͼ6���Կ������Ͻ��еĺ�Fe����Ҫ�����֣���EDS������һ���Ǧ�-Fe(Al8FeMg3Si6)[27-29](��ɫ��ͷ��ָ)���ʲ�������״����һ���Ǧ�-Fe(Al5FeSi)[27-29] (��ɫ��ͷ��ָ)������״������̬�Ͻ��У��ں��С���γɵĺ�Fe��ߴ��ϼ�С�����ͬʱ���������ӣ���-Fe���γɻ��ܵ����ƣ���ͼ6(b)��ʾ���ں�5 mm�ĺϽ��дֺ�Fe��Ϊ��-Fe����ͼ6(a1)~(b1)�ı仯��֪��T6�ȴ����ں�30 mm�ĺϽ��к�Fe��ߴ���Ȼ�ϴ��ں�5 mm�ĺϽ��к�Fe��ߴ��С�˺ܶ࣬�Ҿ�EDS������Ϊ��-Fe��
2.3 �ܶ������ܶ�
�Բ�ͬ�ں�ĺϽ�����ܶȲ��ԣ�������������ܶ�Ϊ2.69 g/cm3��ʵ���ܶȺ����ܶȲ��Խ����ͼ7��ʾ����ͼ7�п��Կ��������űں��С���Ͻ��ʵ���ܶȲ��������ڱں�Ϊ5 mmʱ�ﵽ�ܶ����ֵ2.62 g/cm3���ܶȵı仯����������������Ϊ�ں��С���Ͻ���ȴ�ٶ���ߣ���֯����ϸ�����ܣ�����ȱ��(���ɡ�����)�������ͳߴ��С[30-31]�����ԺϽ���ܶȲ�����ߡ����⣬�ں��30 mm��С��5 mm�����ܶȴ�92.01%���ߵ�97.28%�������5.73%���Ͻ����ܶ����Ϊ97.28%���ڲ����ڿ�϶������3D��ӡɰ�����������ճ������������й�[22, 32]����������������������ʱ�ų���������Һ���γɿ��������˺Ͻ�����ܶȡ�

ͼ6 ��Fe�����ò������
Fig. 6 Morphologies and types of Fe-containing phases
��2 ���������������
Table 2 Morphological characteristic parameters of eutectic silicon


ͼ7 �ں����ܶȺ����ܶȵĹ�ϵ
Fig. 7 Relationship between wall thickness and density and density
2.4 �Ͻ����ѧ����
ͼ8��ʾΪ�Ͻ����ѧ������ں�ı仯��ϵ����ͼ8(a)���Կ��������űں��С���Ͻ����̬��ѧ���ܲ�����ߡ���̬��������T6�ȴ���֮�Ͻ������ǿ�ȺͿ���ǿ�ȴ���������Ϻ��쳤���½�������T6̬���������ں��30 mm��С��5 mm������ǿ�ȴ�205.95 MPa���ӵ�243.2 MPa������ǿ�ȴ�209.1 MPa���ӵ�279 MPa���Ϻ��쳤�ʴ�0.23%���ӵ�2.13%���ֱ������18.1%��32.6%��830.4%������Ҫ����Ϊ���űں��С���Ͻ�SDAS��С�����ܶ���ߣ����⣬����������ߴ�ͺ�Fe��ߴ����С��������T6�����й���������۶ϣ����Լ���Fe�����仯������ܽ⣬��Ҳ�����ںϽ���ѧ���ܵ���ߡ��ں�30 mm��20 mm�ĺϽ�û���κ����ԣ���15 mm��С��5 mm���Ͻ���쳤�ʿ�ʼ��ߣ����(5 mm������SDASΪ28.75 ��m)���쳤�ʴﵽ5.13%(��̬)��2.13%(T6̬)��SNELLING[14]����EXONETM��ɰ��3D��ӡ����������ֱ��25.4 mm��A356Բ��������SDASΪ45.28 ��m��T6�ȴ�����Ŀ���ǿ��Ϊ236.36 MPa���������Ʊ��ĺϽ���SDASΪ60.90 ��mʱ��T6����ǿ�ȾͿ��Դﵽ232 MPa����SDASΪ41.14 ��mʱ��T6����ǿ�ȸ��Ǵﵽ275 MPa��ӵ�б�����[14]���õ����ܡ����⣬�����Ʊ���A356���Ͻ���̬����ǿ�Ⱥ��쳤�ʻ�Զ����SINGAMNENI��[33]����ZCastTM��3D��ӡɰ�����칤���Ʊ���A356���Ͻ���̬����ǿ�Ⱥ��쳤��(132 MPa��0.8%)��

ͼ8 �Ͻ����ѧ������ں�Ĺ�ϵ
Fig. 8 Relationship between mechanical properties of alloy and wall thickness
�廪��ѧ�ij���[27]�о��˴�ͳɰ�������Al-7Si-0.4Mg-T6�Ͻ��ڲ�ͬ�ں��µ��������ܣ���SDASΪ70.1 ��mʱ���Ͻ���ǿ��Ϊ225 MPa���쳤��Ϊ0.6%����SDASΪ24.9 ��mʱ���Ͻ���ǿ��Ϊ278 MPa���쳤��Ϊ8.2%�����ٴ���[34]Ҳ�Ʊ��˲�ͬ�ں�Ĵ�ͳɰ��A356���Ͻ𣬵�SDASΪ30 ��mʱ���Ͻ�Ŀ���ǿ��Ϊ280 MPa���쳤��Ϊ7.9%���Աȱ����кϽ�������������ݿ��Եó�������SDAS�ϴ���߽�С�������Ʊ��ĺϽ���ǿ�ȶ�����������ҵ������Ĵ�ͳɰ�����죬���ǵ�SDAS��Сʱ���Ϻ��쳤�ʵ������ǣ�չ�ֳ���һ�����ص�(��������������)��
ͼ9��ʾΪ���ݼ����������ĶϿ���ò����ͼ9���Կ������ڱں�30 mm�Ͻ������Ͽ��У����ڴ����IJ���������棬�������ԵĴ��Զ�������[35]������������Ͻ��дִ�Ĺ�������ͺ�Fe��������أ�����������Դ����Щλ��[27]�����űں��С���Ͻ�Ͽ��Ͽ�ʼ�������ѣ�����������١��ں�5 mm�Ͻ�ĶϿڱ�����Ҫ�dzߴ�ϸС�����Ѻ�˺���⣬�������Ե����Զ�������[35]����������Ͻ����ǰ�����˴��������Ա��Σ���˶Ϻ��쳤����ߡ��ӶϿ���ò�ı仯��֪�����űں��С���Ͻ�Ķ�����Ϊ�ɴ��Զ��������Զ���ת�䡣T6����֮����ͼ10��ʾ���ں�30 mm�Ͻ�Ͽ�����Ȼ���������̨�����������ѣ����űں��С���Ͽ��Ͻ���������٣�����������ʼ���ӣ���ȼ�����ѳߴ���ϸС���ȡ���ͼ10(c)���ں�5 mm�ĺϽ�Ͽ�������������࣬�������ߴ���ϸС����˱��ֳ���ߵ�������ѧ���ܡ�

ͼ9 ��̬���ݼ����������ĶϿ���ò
Fig. 9 Fracture morphologies of tensile specimen of stepped part (as-cast

ͼ10 T6̬���ݼ����������ĶϿ���ò
Fig. 10 Fracture morphologies of tensile specimen of stepped part (T6 state)

ͼ11 T6̬���ݼ����������Ͽ���ò�ͱ���Ƭ
Fig. 11 Fracture low magnification morphologies of stepped tensile specimen (T6 state)
ͼ12 �����γ�ԭ��
Fig. 12 Formation principle of holes
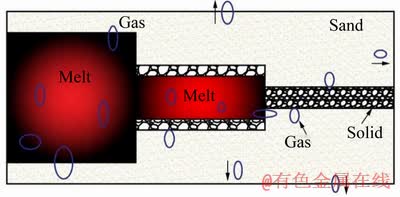
ͼ11��ʾΪ�Ͻ������Ͽڵͱ�ͼƬ�����Կ������Ͽڱ���ֲ��д����ף����ض���״���ڲ�����¶��Բ����壬���ǵijߴ�ɴ�0.2~0.7 mm�����űں��С�����ijߴ������ͬʱ���٣�����2.3���кϽ�����ܶ���ں��С�����ߵĹ���һ�¡��γ���Щ����ȱ�ݵ�����һ���������ڽ�עǰ����Һ���������Ǵ�������Դ����֬ɰģ�߷���[36]�������γɹ��ɿ��Խ��ͼ12�����ͣ���������Һ����3DP����ģ����ǻʱ�����֬�̻����������·����ֽ⣬��ʱ���ڲ����������壬��H2��O2��N2��CmHn[21, 37]�ȣ�һ����������ģ��������ͨ���ݳ�������ʱ�ų�������������ɰ���ڣ�ɰ��������ѹ����������(��Ҫ��H2[38-39])��������Һ�У��Ͻ����̽ᾧʱ����ԭ�������Ͻ�Һ�е��ܽ�ȼ��罵 ��[40]�����̽���ǰ�����������ٷ��主���Ĵ�����ԭ�Ӵ����䱥��Ũ�ȣ��ͻ��������ݣ�����γ����ף��谭�Ͻ�������̣�������֦���ֲ����γ�����Щ��ɢ��������Ĵ�����ں�Խ�Ͻ�����Խ��������ʱ��Խ����Խ���������������ͳ����γɵĿ���Խ�ࡢԽ�����ڴ��Ѿ�����Ϊ����(Solid)����������һ������ʱ����ڴ���Ȼ��δ����״̬(Melt)�����������������У����Ժ�ڴ��γɵĿ�����ࡣ
�Ͻ���쳤�ʶ�����ȱ�ݷdz����У�����������Դ�ڿ�����Щ���������Ʊ��ĺϽ��쳤����SDAS��Сʱ�ȴ�ͳɰ������͵���Ҫԭ��3DPɰģ��ɢɰ���ӡˢ���ɣ���ѹʵ���̣�Ϊ��֤�㹻�Ļ�еǿ���������죬��ǰ�Σ���ճ�������(1%~4%)һ���ȴ�ͳ��Ӳ��֬ɰ(0.8%~1.5%)��[32, 41-42]���ϸ�ճ�������ȷ����ɰģ��ǿ�ȣ�ͬʱ������Ҳ��֮����[43]������ȱ�����࣬��ˣ��Ͻ���쳤������ڴ�ͳɰ������������½������Ǵ�ʵ�ýǶȿ��������Ʊ���3D��ӡɰ������Al-7Si-0.4Mg�Ͻ���ǿ�ȿ��������Ѿ���ҵ������Ĵ�ͳɰ�����죬���������ǡ���������쳤����Ҫ���������˵��3D��ӡɰ��������������乤ҵӦ��Ҫ��[44]��δ�����о�������Է��ڽ���ճ�����������������3D��ӡɰ�������Ʒ���ܺͼ�������ģ��ҵ��Ӧ�÷dz��м�ֵ��
3 ����
1) ����3D��ӡɰ�������Al-7Si-0.4Mg�Ͻ����бں�5 mmʱ�Ͻ������ǿ�ȡ�����ǿ�ȡ��Ϻ��쳤�ʿ��Դﵽ234.4 MPa��279 MPa��2.13%��
2) ���ں��30 mm��С��5 mm����̬�Ͻ��Ц�(Al)֦����SDAS��С��58.3%����Fe��ߴ��С�Ҧ�-Fe�γ��ܵ����ƣ����������ƽ�����ȡ������Լ������ȷֱ��С��69.1%��51.2%��39.8%���Ͻ�����ܶ���ں��С�����ߣ�30 mm�ں�Ϊ92.01%��5 mm�ں����ܶ�Ϊ97.28%�������5.73%���Ͻ������ǿ�ȺͿ���ǿ����ں��С��������������Ϻ��쳤��С������������ˣ�3D��ӡɰ�������Al-7Si-0.4Mg�Ͻ����ѧ��������֯�����ܶ�������ء�
3) �����Ʊ���3D��ӡɰ�������Al-7Si-0.4Mg�Ͻ�Ŀ���ǿ�ȿ���������ҵ������Ĵ�ͳɰ�����죬���ܵ�3DPɰģճ�����������Լ���Ϻ��쳤�ʽϵ͡�
REFERENCES
[1] ���ٺ�, �� ��. 3D��ӡ�ı�������»������˳�[M]. ����: �廪��ѧ������, 2013: 15-30.
GUO Shao-hao, L? Zhen. A new wave of new opportunities for 3D printing to change the world[M]. Beijing: Tsinghua University Press, 2013: 15-30.
[2] UPADHYAY M, SIVARUPAN T, EL MANSORI M. 3D printing for rapid sand casting-A review[J]. Journal of Manufacturing Processes, 2017, 29: 211-220.
[3] �� ��. ����ճ����������īɰ����ά��ӡ�����½�չ[J]. ���繤�̼���, 2018, 47(9): 109-114.
JIN Feng. New development of 3D printing technology for inkjet sand mould based on binder jetting[J]. Electromechanical Engineering Technology, 2018, 47(9): 109-114.
[4] KANG Jin-wu, SHANGGUAN Hao-long, DENG Cheng-yang, HU Yong-yi, YI Ji-hao, WANG Xiang, ZHANG Xiao-chuan, HUANG Tao. Additive manufacturing-driven mold design for castings[J]. Additive Manufacturing, 2018, 22: 472-478.
[5] ROACH D J, HAMEL C M, DUNN C K, JOHNSON M V, XIAO Kuang, JERRY Q H. The m4 3D printer: A multi-material multi-method additive manufacturing platform for future 3D printed structures[J]. Additive Manufacturing, 2019, 29: 100819.
[6] �� ��, ԭ����, ������. 3D��ӡ�����ڸ߶������з��еĴ���Ӧ��[J]. ��ҵ��������, 2017, 4(4): 67-70.
LI Dong, YUAN Xiao-lei, MENG Qing-wen. 3D printing technology innovatively applied in R&D of professional casting[J]. Industrial Technology Innovation, 2017, 4(4): 67-70.
[7] ղȪȪ, �����, ��άƽ, �� ��, �¶���. ��Ӧ�淨�Ż�3D��ӡ���֬ɰ��������[J]. �������켰��ɫ�Ͻ�, 2019, 39(9): 981-983.
ZHAN Quan-quan, ZHU De-zhi, CHEN Wei-ping, CHEN long, WEN Dong-bao. Optimization of 3D printing furan resin sand process conditions by response surface methodology[J]. Special Casting & Nonferrous Alloys, 2019, 39(9): 981-983.
[8] WALKER J, HARRIS E, LYNAGH C, BECK A, LONARDO R, VUKSANOVICH B, THIEL J, ROGERS K, CONNER B, MACDONALD E. 3D printed smart molds for sand casting[J]. International Journal of Metalcasting, 2018, 12(4): 785-796.
[9] SAMA S R, WANG J, MANOGHARAN G. Non- conventional mold design for metal casting using 3D sand-printing[J]. Journal of Manufacturing Processes, 2018, 34: 765-775.
[10] VAEZI M, CHUA C K. Effects of layer thickness and binder saturation level parameters on 3D printing process[J]. The International Journal of Advanced Manufacturing Technology, 2011, 53(1/4): 275-284.
[11] KHANDELWAL H, RAVI B. Effect of molding parameters on chemically bonded sand mold properties[J]. Journal of Manufacturing Processes, 2016, 22: 127-133.
[12] XUE Liang, HU Chang-an, LI Xing-xing, LI Wang-ze, ZHANG Rui. Research on the influence of furan resin addition on the performance and accuracy of 3D printing sand mold[J]. Materials Science and Engineering A, 2018, 392(6): 062044.
[13] MITRA S, DE CASTRO A R, EL MANSORI M. The effect of ageing process on three-point bending strength and permeability of 3D printed sand molds[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97(1/4): 1241-1251.
[14] SNELLING D A, WILLIAMS C B, DRUSCHITZ A P. Mechanical and material properties of castings produced via 3D printed molds[J]. Additive Manufacturing, 2019, 27: 199-207.
[15] TOTH J, SVIDRO J T, DIOSZEGI A, STEVENSON D. Heat absorption capacity and binder degradation characteristics of 3D printed cores investigated by inverse Fourier thermal analysis[J]. International Journal of Metalcasting, 2016, 10(3): 306-314.
[16] WEN Shi-feng, SHEN Qi-shen, WEI Qing-song, YAN Chun-ze, ZHU Wei, SHI Yun-song, YANG Jing-song, SHI Yu-sheng. Material optimization and post-processing of sand moulds manufactured by the selective laser sintering of binder-coated Al2O3 sands[J]. Journal of Materials Processing Technology, 2015, 225: 93-102.
[17] NASTAC L. Modelling approach for quantitative prediction of macroshrinkage and microshrinkage in A356 sand mould castings[J]. International Journal of Cast Metals Research, 2012, 25(3): 144-154.
[18] ������, ������, �촺��. ���칤�ռ�Ӧ��[M]. ����: ������ҵ������, 2011.
L�� Zhen-lin, ZHOU Yong-xin, XU Chun-jie. Casting process and application[M]. Beijing: National Defense Industry Press, 2011: 123-180.
[19] ���ʢ, ���. ���칤��ѧ[M]. ����: �й�ˮ��ˮ�������, 2005.
LI Kui-sheng, HOU Fu-sheng. Foundry technology[M]. Beijing: China Water Resources Press, 2005: 145-167.
[20] ���. ���칤��ʦ�ֲ�[M]. ����: ��е��ҵ������, 2001: 334-385.
LI Chuan-shi. Foundry engineer manual[M]. Beijing: China Machine Press, 2001: 334-385.
[21] ����, �� ��. ���֬ɰ����������Ӧ��ʵ��[M]. ����: ��ѧ��ҵ������, 2012.
WU Dian-jie, ZHANG Zhou. Furan resin sand casting production and application examples[M]. Beijing: Chemical Industry Press, 2012: 120-146.
[22] �� ��. �����������켼������ģ�������Ż�[D]. ̫ԭ: ̫ԭ������ѧ, 2016.
LI Hui. Optimization of pattern less casting manufacturing based on additive manufacturing technology[D]. Taiyuan: Taiyuan University of Technology, 2016.
[23] SNELLING D, LI Q, MEISEL N, WILLIANS C B, BATRA R C, DRUSCHITZ A P. Lightweight metal cellular structures fabricated via 3D printing of sand cast molds[J]. Advanced Engineering Materials, 2015, 17(7): 923-932.
[24] HAWALDAR N, ZHANG J. A comparative study of fabrication of sand casting mold using additive manufacturing and conventional process[J]. The International Journal of Advanced Manufacturing Technology, 2018, 97: 1037-1045.
[25] ZHANG Wei-da, MA Shi-xuan, WEI Zhen-hua, BAI Pei-kang. The relationship between residual amount of Sr and morphology of eutectic Si phase in A356 alloy[J]. Materials, 2019, 12(19): 3222.
[26] TIMELLI G, CALIARI D, RAKHMONOV J. Influence of process parameters and Sr addition on the microstructure and casting defects of LPDC A356 alloy for engine blocks[J]. Journal of Materials Science & Technology, 2016, 32(6): 515-523.
[27] �� ��. ���Ͻ�����-�ȴ���ȫ��������֯��ֵģ�⼰����Ԥ��[D]. ����: �廪��ѧ, 2017.
CHEN Rui. Numerical simulation of microstructure and mechanical property of aluminum alloy during solidification and heat treatment processes[D]. Beijing: Tsinghua University, 2017.
[28] WANG Q G, DAVIDSON C J. Solidification and precipitation behaviour of Al-Si-Mg casting alloys[J]. Journal of Materials Science, 2001, 36(3): 739-750.
[29] �� ��. Fe��A356�������Ͻ����ܵ�Ӱ���о�[D]. ����: �����ѧ, 2015.
WANG Li. Effect of Fe on the properties of A356 alloy[D]. Chongqing: Chongqing University, 2015.
[30] CESCHINI L, MORRI A, MORRI A, PIVETTI G. Predictive equations of the tensile properties based on alloy hardness and microstructure for an A356 gravity die cast cylinder head[J]. Materials and Design, 2011, 32(3): 1367-1375.
[31] CARRERA E, GONZALEZ J A, TAMANTES-SILVA J, COLAS R. Effect of the delay in time between cooling and aging in heat-treated cast aluminum alloys[J]. Metallurgical and Materials Transaction B, 2011, 42: 1023-1030.
[32] ZHAO Dong-hua, GUO Wei-zhong, ZHANG Bai-bing, GAO Feng. Research on key technique of line forming for 3D sand mould printing based on quantitative analysis of binder content[J]. Rapid Prototyping Journal, 2019, 25(1): 62-75.
[33] SINGAMNENI S, DIEGEL O, SINGH D, MCKENNA N. Rapid casting of light metals: An experimental investigation using taguchi methods[J]. International Journal of Metalcasting, 2011, 5(3): 25-36.
[34] SUN Shao-chun., YUAN Bo, LIU Man-ping. Effects of molding sands and wall thickness on microstructure and mechanical properties of Sr-modified A356 aluminum casting alloy[J]. Transactions of the Nonferrous Metals Society of China, 2012, 22(8): 1884-1890.
[35] ����. ������ѧ����[M]. ����: ��е��ҵ������, 2018: 24-48.
PENG Rui-dong. Mechanical properties of materials[M]. Beijing: China Machine Press, 2018: 24-48.
[36] �� ��. ���Ͻ���֬ɰ�����������������γɵ��о�[D]. �Ͼ�: ���ϴ�ѧ, 2016.
CHEN Ling. Study on the formation of intrusive pores in Al-Si castings made in sand mold[D]. Nanjing: Southeast University, 2016.
[37] ���Ļ�. ���֬ɰ��������ȱ�ݼ���ֹ��ʩ[J]. �ִ�����, 2006, 5: 76-78.
JI Weng-hua. Common defects and preventive measures of furan resin sand castings[J]. Modern Cast Iron, 2006, 5: 76-78.
[38] ������, �ƾ���. �������Ͻ���������״����չ[J]. �ȼӹ�����, 2005, 1: 58-61.
FENG Peng-fa, TANG Jing-lin. Progress and prospect of refining technologies of aluminum casting alloys[J]. Hot Processing Technology, 2005, 1: 58-61.
[39] ������ɫ�Ͻ����������ϱ�д��. ������ɫ�Ͻ�������[M]. ����: ������ҵ������, 1980: 18-23.
Casting nonferrous alloy and its smelting joint writing group. Casting nonferrous alloy and its smelting[M]. Beijing: National Defense Industry Press, 1980: 18-23.
[40] ������, �ƾ���. ��ɫ��������������[M]. ����: ��ѧ��ҵ������, 2006: 67-78.
ZHANG Si-qi, HUANG Jin-song. Smelting and ingot casting of non-ferrous metals[M]. Beijing: Chemical Industry Press, 2006: 67-78.
[41] WOODS K, GIESE S, TRIKHA S. Feasibility of US foundry supply chain consumables for three-dimensional sand printing[J]. International Journal of Metalcasting, 2019, 13(3): 500-503.
[42] �����, ������, ������, ������. ��ɫ���������֬ɰ�����е�Ӧ��[J]. ���켼��, 2017, 38(1): 27-30.
XING Zhen-guo, QI Zi-xin, CHANG Lian-bo, LI Li-xin. Application of green casting idea in furan resin sand casting[J]. Foundry Technology, 2017, 38(1): 27-30.
[43] MITRA S, DE CASTRO A R, EL MANSORI M. On the rapid manufacturing process of functional 3D printed sand molds[J]. Journal of Manufacturing Processes, 2019, 42: 202-212.
[44] ��ΰҵ, ��άƽ, �� ��, �����, ��־��. ������ֵģ���ɰ3D��ӡ�Ļ�ϻ�����������칤���о�[J]. ����, 2019, 68(8): 905-910.
XU Wei-ye, CHEN Wei-ping, JIN Feng, ZHU De-zhi, LING Zhi-cheng. Study of cartridge receiver gravity casting process based on 3D printing sand mold and numerical simulation[J]. Foundry, 2019, 68(8): 905-910.
Microstructures and mechanical properties of 3D printing sand casting Al-7Si-0.4Mg alloy
LAI Xiao-yu, ZHU De-zhi, CHEN Wei-ping, ZHAN Quan-quan, CHEN Long
(Guangdong Provincial Key Laboratory for Processing and Forming of Advanced Merallic Materials, South China University of Technology, Guangzhou 510640, China)
Abstract: ProCAST software was used to simulate the filling and solidification process of step parts with different thicknesses (5-30 mm), and the casting experiment was carried out in combination with the simulation results, the effects of thickness on the microstructure and mechanical properties of 3D printing sand casting Al-7Si-0.4Mg alloy were studied. The results show that, as the wall thickness decreases, the secondary dendrite arm spacing, eutectic silicon size, and Fe-containing phase size of ��(Al) in the alloy decrease, while the density and tensile mechanical properties of the alloy increase significantly. In the T6 state, the highest (thickness of 5 mm) tensile strength of the alloy is 279 MPa, and the elongation after break is 2.13%. According to the analysis, as the thickness decreases, the solidification cooling rate of the alloy increases, the microstructure is refined, the density is increased, and the strength and elongation of the alloy are improved. In addition, the properties of 3D printings and casting aluminum are limited by the sand mold binder content, and the elongation is low.
Key words: 3D sand printing; cast aluminum alloy; ProCAST simulation; microstructure; mechanical properties
Foundation item: Project(201804020071) supported by Guangzhou Basic Research, China; Project(2017B090911010) supported by Guangdong Science and Technology Plan Project-Major Special, China; Project (2018B090905002) supported by Guangdong Province Key Field Research and Development Program
Received date: 2019-09-25; Accepted date: 2020-01-12
Corresponding author: ZHU De-zhi; Tel: +86-20-87113267; E-mail: mezhudz@scut.edu.cn.
(�༭ ������)
������Ŀ�������л����о���Ŀ(201804020071)���㶫ʡ�Ƽ��ƻ���Ŀ-�ش�ר��(2017B090911010)���㶫ʡ�ص������з��ƻ�������Ŀ(2018B090905002)
�ո����ڣ�2019-09-25�������ڣ�2020-01-12
ͨ�����ߣ�����ǣ������ڣ���ʿ���绰��020-87113267��E-mail��mezhudz@scut.edu.cn

