J. Cent. South Univ. (2012) 19: 150-154
DOI: 10.1007/s11771-012-0984-7
Effects of automatic variable preload device on performance of spindle
KIM Dong-Hyeon, LEE Choon-Man
Department of Mechanical Design and Manufacturing Engineering,Changwon National University, Changwon 641-773, Korea
? Central South University Press and Springer-Verlag Berlin Heidelberg 2012
Abstract: To increase the machine accuracy by improving the stiffness of bearings, a preload was applied to bearings. A variable preload technology was necessary to perform machining processes in both low and high speed regions. An automatic variable preload device was fabricated using an eccentric mass. By installing the fabricated device on a spindle, the effect of the automatic variable preload device on the performance of the spindle was analyzed. In the results of the vibration measurement of the spindle, the vibration is increased by 20%-37% according to measurement points at the maximum rotation speed of 5 000 r/min. And, in the results of the noise measurement of the spindle, the spindle rotation speed is increased by about 1.9% and 1.5% at the front and side of the spindle, respectively. Based on the results of this analysis, an improved method that reduces such effects on the performance of the spindle is proposed.
Key words: machine tool spindle; automatic variable preload device; vibration; noise
1 Introduction
Rolling bearings that have high stiffness and load capacity are largely used in a machine tool spindle. A cutting force is loaded to the spindle in a machining process. Here, the performance of bearings which support a shaft significantly affects the performance of the entire spindle [1]. Thus, a preload is applied to bearings in order to increase the stiffness of bearings or improve the machining accuracy. The preload is an internal load to maintain the operational clearance with negative values between the rolling element and the race [2]. The advantages of a preload applied to bearing represent an increase in its stiffness, a decrease in rotational noise, an improvement in the accuracy of a shaft, ensuring its long life, wear compensation and preventing the orbital and spin motions of elements, etc [3].
The methods for applying a preload to spindle bearings are fixed position preload, constant pressure preload, convertible preload, and variable preload [4-6]. The present machine tool spindle should increase its stiffness through applying a large preload to bearings in a low speed region and ensure high speed rotation by lowering heat generation through applying a small preload in a high speed region [7-8]. In addition, it is possible to vary the preload according to spindle speeds and machining conditions. Thus, a technology that applies an automatic variable preload to bearings is required.
Recently, hydraulic and pneumatic variable preload devices have been largely used. In Refs. [9-10], such devices as commercial products were applied.
Besides the hydraulic and pneumatic devices, TSUTSUI et al [11], CHEN and CHEN [12], and NYE [13] studied the variable preload device using a piezoelectric effect. KITAMURA and TANIGUCHI [14] performed a study on the variable preload device using a shape memory alloy. Also, HWANG and LEE [15-16] investigated the variable preload device using a centrifugal force and electromagnet. In recent years, studies on the vibration analysis of machining centers have been actively performed with the high speed of machine tools [17].
In this work, a study was performed on the automatic variable preload device using an eccentric mass. An automatic variable preload device using such an eccentric mass was fabricated and installed on a spindle [18-19].
In this work, a prototype has been fabricated as structure of the actual spindle to commercialize. An inner and outer spacers and one main bearing were added. And the vibration and noise of the automatic variable preload device on the spindle performance were analyzed. Based on the results of the analysis, an improved method that reduces such effects on the performance of the spindle is proposed.
2 Automatic variable preload device
2.1 Operation principles
Figure 1 shows the detailed assembly of an automatic variable preload device using an eccentric mass. The device consists of a plate, bolts, and nuts. The principle of applying a preload is presented in Fig. 2. As shown in Fig. 2(a), the initial preload is applied using a constant pressure preload. The constant pressure preload is determined by the fastening force of a spring and lock nut. Figure 2(b) shows the change in the automatic variable preload device when a preload is applied. As the spindle begins to rotate, a centrifugal force is generated. Then, a displacement to the axial direction due to the centrifugal force is generated and the axial force by the axial displacement is applied to bearings. In the results of the previous study [19], it was just verified that the automatic variable preload device using an eccentric mass effectively applies a preload to the device. The present spindle differs from the previous study in the structure of main bearings. A prototype has been designed as structure of the actual spindle to commercialize. Inner spacer and outer spacer are installed between the two main bearings. The automatic variable preload device using an eccentric mass represents a simple structure and its operation principle is also simple. Thus, it is expected that the device will reduce manufacturing and operating costs because it makes possible to remove hydraulic systems or electric equipments used in the conventional variable preload device.
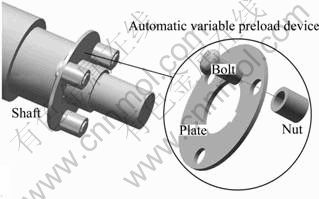
Fig. 1 Detailed assembly of an automatic variable preload device [18-19]
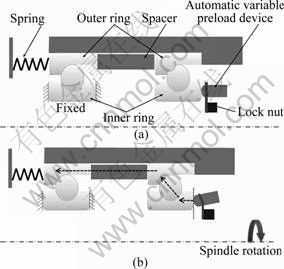
Fig. 2 Adjustment principle of a preload: (a) Initial preload; (b) Changes in preload [19]
2.2 Design and manufacturing of spindle
A spindle is fabricated for installing an automatic variable preload device and evaluating its performance. Figure 3 shows the conceptual drawing for fabricating a spindle in which four angular contact ball bearings are used. Two sets of bearings are installed at both the front and rear of the spindle, respectively. Auxiliary bearings, which support the shaft, and main bearings, are installed at the rear and front sides, respectively.
Figure 4 shows the spindle fabricated in this work.
Figure 5 shows the installation of an automatic variable preload device on the spindle.
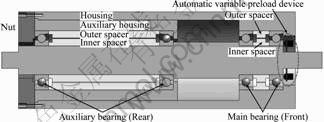
Fig. 3 Conceptual drawing of spindle

Fig. 4 Photograph of spindle

Fig. 5 Photograph of spindle with automatic variable preload device
3 Performance evaluation of spindle
For the performance evaluation of the spindle, the vibration and noise according to the installation of an automatic variable preload device were compared and analyzed.
3.1 Vibration measurement
A device used to measure the vibration of the system was Vibrometer (VL-8000) by HOFFMANN that presents a resolution of 0.1-200 mm/s, a vibration range of 0.05 mm/s, and an uncertainty of measurement of 0.03 mm/s with its equipment resolution. Also, the bandwidth of this device was 10 Hz-10 kHz and the measurement was performed by the unit of mm/s. In Korean Industrial Standards, the most reasonable method for evaluating the broadband vibration of a rotation machine is to consider the RMS (root mean square) value of its vibration speed [20]. This is due to the fact that the vibration speed is related to the vibration energy.
Figure 6 shows the configuration of a vibrometer. As shown in Fig. 7, two vibration measurement points were determined to a vertical direction. Also, the spindle speed increased up to 1 000-5 000 r/min with an interval of 1 000 r/min. In the experiment environment, temperature and humidity were maintained as 21 °C and 45%, respectively.

Fig. 6 Photograph of spindle with vibration measurement equipment
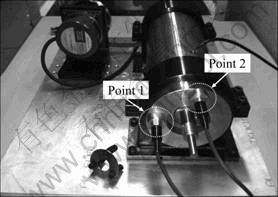
Fig. 7 Vibration measurement points
Figure 8 presents the values of the measurement at Point 1 and Point 2 according to spindle speeds. As the automatic variable preload device was not installed at a maximum speed of 5 000 r/min, vibrations were recorded by 0.96 mm/s and 0.70 mm/s at Point 1 and Point 2, respectively. Whereas, as the automatic variable preload device was installed, vibrations were presented by 1.21 mm/s and 1.12 mm/s at Point 1 and Point 2, respectively. In the differences in vibrations according to the installation of the automatic variable preload device, Point 1 and Point 2 showed 0.25 mm/s and 0.42 mm/s, respectively. Based on these results, vibrations increased by about 20% and 37% at Point 1 and Point 2, respectively. It was verified that as the automatic variable preload device was installed at the spindle, vibrations increased according to the increase in the spindle speed. The spindle fabricated in this study indicated the maximum rotation speed as 5 000 r/min.
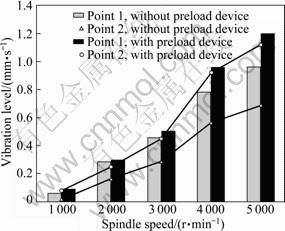
Fig. 8 Vibrations with spindle rotational speed
In high speed machining processes (20 000- 40 000 r/min), the automatic variable preload device may affect its vibration and noise more than regular speed machining processes. It is due to the fact that the centrifugal force increases with the square of its rotation speed. In this study, three eccentric masses are used. Also, it is expected that if the number of eccentric masses increases, vibrations will be reduced. In addition, it is considered that if the density of the eccentric mass increases and the volume decreases, vibrations will be reduced. However, there are no problems in these vibration increases because the reference proposed at industrial fields is about 1.2 mm/s for about 5 000 r/min.
3.2 Noise measurement
Sound level meter (NL-31) by RION that presents a level range of 30-120 dB and a frequency range of 20-12 500 Hz was used to measure the noise. The height of the measurement points was 1.2 m from the bottom, and the distance of the measurement points was 1 m from the front and side of the spindle.
Figure 9 shows the sound level meter used in the measurement. The noise was measured according to the installation of the automatic variable preload device. Table 1 gives the noise for each rotation speed according to the specific measurement position. Figure 10 shows the comparison of the average value measured at the front and side of the spindle.
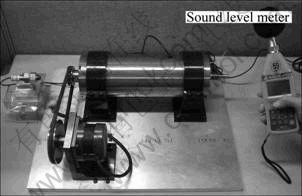
Fig. 9 Photograph of spindle with noise measurement equipment
Table 1 Measured noise with rotation speed (dB)
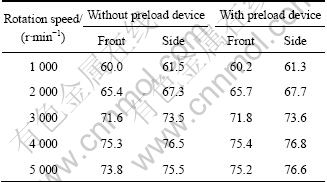

Fig. 10 Noise measurement with spindle rotational speed
As the automatic variable preload device was not installed at the maximum speed of 5 000 r/min, the noise levels at the front and side of the spindle were 73.8 dB and 75.5 dB, respectively. Also, as the automatic variable preload device was installed, the noise levels at the front and side of the spindle were 75.2 dB and 76.6 dB, respectively. The noise levels increased by about 1.9% and 1.5% at the front and side of the spindle, respectively. It was verified that as the automatic variable preload device was installed to the spindle, the noise levels increased according to the increase in spindle speeds. However, it was considered that an increase in the noise level was small.
4 Conclusions
1) In the results of the vibration measurement of the spindle, the vibration increased by 20%-37% according to measurement points at the maximum rotation speed of 5 000 r/min as the automatic variable preload device was installed.
2) In the results of the noise measurement of the spindle, the spindle rotation speed increased by about 1.9% and 1.5% at the front and side of the spindle, respectively, at the spindle rotation speed of 5 000 r/min as the automatic variable preload device was installed. Because its increasing level was small, it was considered that the automatic variable preload device showed almost no effects on the noise of the spindle.
3) Although the noise level did not affect the spindle significantly, it was considered that the vibration significantly affected the spindle. As the number of eccentric masses increased or heavy eccentric masses were used, the vibration might be reduced.
4) In future studies, it is necessary to perform studies on optimal automatic variable preload devices by varying the shapes of eccentric masses for applying the device to high speed machining and its commercialization.
References
[1] MARSH E R. Precision spindle metrology [M]. Lancaster: DEStech Publications, 2008: 127-146.
[2] HARRIS T A. Bearing design in machinery [M]. Marcel Dekker, 2003: 236-599.
[3] DORNFELD D, LEE D E. Precision manufacturing [M]. Springer, 2008: 455-554.
[4] HARRIS T A. Rolling bearing analysis [M]. London: Taylor & Francis, 2007.
[5] HWANG Y K, LEE C M. A review on the preload technology of the rolling bearing for the spindle of machine tools [J]. International Journal of Precision Engineering and Manufacture, 2010, 11(3): 497-504.
[6] KIM J H. Development of piezoactuator using three dimensional bridge type hinge mechanism [D]. Korea Advanced Institute of Science and Technology, 2003.
[7] HARRIS T A, KOTZALAS M N. Advanced concepts of bearing technology [M]. London: Taylor & Francis, 2007: 209-258.
[8] KIM B S, RO S K, PARK J K. Development of a 3-axis desktop milling machine and a CNC system using advanced modern control algorithms [J]. International Journal of Precision Engineering and Manufacture, 2010, 11(1): 39-47.
[9] IBAG Switzerland AG. Hydraulic variable preload [EB/OL]. http://www.ibag.ch
[10] GMN Paul Müller Industrie GmbH & Co. Pneumatic variable preload [EB/OL]. KG. http://www.gmn.de
[11] TSUTSUI S, AOYAMA T, LNASAKI I. Development of a spindle system with an adjustable preload mechanism using a piezoelectric actuator [J]. The Japan Society of Mechanical Engineering, 1988, 31(3): 593-597.
[12] CHEN J S, CHEN K W. Bearing load analysis and control of a motorized high speed spindle [J]. International Journal of Machine Tools and Manufacture, 2005, 45(12): 1487-1493.
[13] NYE T W. Active control of bearing preload using piezoelectric translators [R]. NASA Technical Report N90-22098, 1990.
[14] TANIGUCHI K K. Preload control apparatus for bearings with shape memory alloy springs [P]. United States Patent 5094551, 1992-03-10.
[15] HWANG Y K, LEE C M. Development of automatic variable preload device for spindle bearing by using centrifugal force [J]. International Journal of Machine Tools and Manufacture, 2009, 49(10): 781-787.
[16] HWANG Y K, LEE C M. Development of a newly structured variable preload control device for a spindle rolling bearing by using an electromagnet [J]. International Journal of Machine Tools and Manufacture, 2010, 50(3): 253-259.
[17] GUO R, JANG S H, CHOI Y H. Torsional vibration analysis of lathe spindle system with unbalanced workpiece [J]. Journal of Central South University of Technology, 2011, 18: 171-176.
[18] KIM D H, LEE C M. Pre-load control device of bearing for machine tool [P]. Korea Patent 0125502, 2010-12-09.
[19] KIM D H, LEE C M. A basic study on the development of a variable preload device for a spindle bearing by using an eccentric mass [C]// Proc of KSPE Spring Conference. 2010: 341-342.
[20] KS B ISO 10816-1:2001. Mechanical vibration evaluation of machine vibration by measurements on non-rotating parts-Part 1: General guidelines [S].
(Edited by YANG Bing)
Foundation item: Project(2011-0027035) supported by the Basic Science Research Program through the National Research Foundation of Korea (NRF) funded by the Ministry of Education, Science and Technology, Korea
Received date: 2011-05-24; Accepted date: 2011-10-10
Corresponding author: LEE Choon-Man, Professor, PhD; Tel: +82-55-213-3622; E-mail: cmlee@changwon.ac.kr

