文章编号:1004-0609(2008)S1-0001-08
国内外红土镍矿处理技术及进展
王成彦,尹 飞,陈永强,王 忠,王 军
(北京矿冶研究总院,北京 100044)
摘 要:综述了国内外红土镍矿的处理现状。指出红土镍矿的开发要综合考虑矿石镍、钴含量和矿石类型的差异,以及当地燃料、水、电和化学试剂等的供应状况。现阶段回转窑干燥预还原-电炉还原熔炼工艺在红土镍矿的开发中仍占主导地位,加压酸浸法随着大型压力釜制造技术的成熟也越来越受到重视和应用。我国在红土镍矿的工程化方面很欠缺,元江贫红土镍矿的开发必须综合考虑镁的产品结构和经济利用,元石山镍矿的开发必须考虑铁的综合利用。
关键词:红土镍矿;加压浸出;镍
中图分类号:TF 815 文献标识码:A
Worldwide processing technologies and progress of nickel laterites
WANG Cheng-yan, YIN Fei, CHEN Yong-qiang, WANG Zhong, WANG Jun
(Beijing General Research Institute of Mining & Metallurgy, Beijing 100044, China)
Abstract: The worldwide processing status of nickel laterite ores is reviewed. The overall exploration of laterite nickel needs to consider the contents of nickel and cobalt in ores, ore types, and the supplies of fuel, water, electricity, chemical reagents in local area. Currently, the process of drying and pre-reducing by rotary kiln-electric furnace reducing smelting is still dominating for the exploration of nickel laterite. Meanwhile, pressure acid leaching attracts much attention for practical application with the development of fabrication technology of large-scale pressure reaction kettle. The engineering integration in laterite nickel ores is still inadequate in China, for instance, the product distribution and economic utilization of magnesium must be systematically considered during the exploration of deficient laterite nickel in Yuanjiang area, and the overall utilization of ferrous should be evaluated as well for the exploration of Yuanshi Mountain ores.
Key words: nickel laterites; pressure leaching; nickel
20世纪80年代以来,中国经济取得了高速的发展,有色金属消费需求旺盛,1993~2003年的10年间,中国精镍的消费量年平均增长率高达12%。2003年国内矿山生产镍约6万t,消费量约12.3万t,供需缺口约6.3万t;2004年国内精炼镍产量近8万t,消费量达到14.6万t;2005年中国的镍消费量为18.9万t,年同比增长20.55%;2006年镍消费量达25.5万t,成为近年来全球镍消费增长最快的国家,消费量连续3年世界第一。但我国镍市场受国内资源状况的制约,国内自产镍的生产却没有大的改观,镍资源自给率不断下降,已由2002年的62%下降到2006年的51%。消费的高速增长与生产的艰难发展日益加剧着我国镍的供需矛盾。
镍的资源类型通常分为硫化镍矿和氧化镍矿二类。从世界范围看,目前约有70%的镍是从硫化镍矿 中提取的,但赋存在氧化矿床中的镍却占镍储量的65%~70%,这是一个很大的矛盾。随着硫化镍资源和高品位红土镍矿资源的逐渐减少,大量存在的品位在1%左右的红土镍矿的经济开发日益为人们所关注。
氧化镍矿是含镍橄榄石经长期风化淋滤变质而形成的矿物,由于矿床风化后铁的氧化,矿石呈红色,因而通称为红土矿(Laterite)。根据矿石中铁和镁含量的不同,含镍红土矿可以简单地分为褐铁矿类型和残积矿类型。一般残积矿类型氧化镍矿含镁较高,而褐铁矿类型镍红土矿含铁较高而含镁较低。
1 现有红土镍矿处理技术概况
在红土镍矿处理方面,比较成熟的冶炼方法包括:回转窑干燥预还原-电炉熔炼法(RKEF)、烧结-鼓风炉硫化熔炼法、烧结-高炉还原熔炼法、还原焙烧-氨浸法和高压酸浸法。此外,堆浸法、羟基法、氯化水浸法、氯化挥发法、氯化离析法等也有小规模的生产或进行过试验研究[1-8]。上述处理方法均有各自的适应性,需要根据矿石镍、钴含量和矿石类型的差异,以及当地燃料、水、电和化学试剂的供应状况等的不同,选用适宜的冶炼工艺。从总体上说,氧化镍矿的处理主要分为火法冶金和湿法冶金两种。
1.1 火法冶金
火法冶金主要处理含镍1.5%~3%、Fe10%~40%、MgO5%~35%、Cr2O31%~2%的含镍品位较高的变质橄榄岩。冶炼工艺主要包括回转窑干燥预还原-电炉熔炼法(RKEF)、烧结-鼓风炉硫化熔炼法、烧结-高炉还原熔炼法等,产品主要为镍铁合金和镍锍产品,镍铁合金主要供生产不锈钢,镍锍则须经转炉进一步吹炼生产高冰镍产品。日本大江山冶炼厂则采用回转窑高温还原焙烧产出粒铁,经磁选、跳汰富集产出含镍大于20%的镍铁合金供生产不锈钢,并被公认为是目前最为经济的处理红土镍矿的方法。
1.1.1 回转窑干燥预还原-电炉还原熔炼法[1-2]
回转窑干燥预还原-电炉还原熔炼是处理红土镍矿的经典工艺。含水约30%的红土镍矿经回转窑在800 ℃干燥脱水和预还原处理后,再送入矿热电炉,在约1 550~1 600 ℃的高温下还原熔炼产出含镍>15%的镍铁,再经转炉进一步精炼富集至25%以上出售,供生产不锈钢。具有工艺适应性强、流程简短、镍回收率高等特点。国外已有多个生产厂家采用该工艺,所使用的矿热电炉功率最大为85 000 kV?A。中国有色矿业集团有限公司拟在缅甸投资建设的达贡山镍冶炼厂也采用该冶炼工艺,设计年生产规模3万t镍,设计的矿热电炉功率为80 000 kV?A。
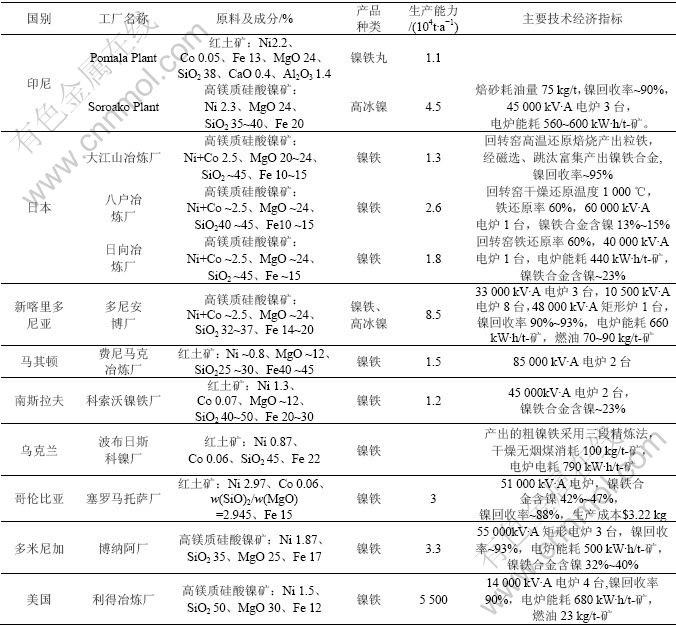
回转窑干燥预还原-电炉还原熔炼法的致命缺点是无法回收镍矿中的钴,对钴含量较高的氧化镍矿并不适用。由于工艺能耗高,从经济角度上考虑,适宜于处理镍含量大于2%、钴含量小于0.05%的矿石,且要求当地要有充沛的电力或燃料供应。国外采用回转窑干燥预还原-电炉熔炼法的有关生产厂家及基本情况见表1。
表1 国外采用回转窑-电炉熔炼法的有关生产厂家及基本情况
Table 1 Nickel smelting and basic status in foreign adopting RKEF process
1.1.2 烧结-鼓风炉硫化熔炼法
鼓风炉硫化熔炼也是经典工艺,在前苏联和北欧使用较多,如列日镍厂(2台11.7 m2鼓风炉、一台20 m2鼓风炉,年产6 000 t金属量的低冰镍)、乌法列伊镍公司(6台20 m2鼓风炉处理含镍0.76%的氧化镍矿200万t)、奥尔斯克镍厂等。红土镍矿在配入适量的CaO和SiO2后,在约1 100 ℃下烧结成块(或挤压成团、自然晾干),再配入20%左右的黄铁矿和约20%~30%的焦炭,在鼓风炉内约1 350 ℃的温度下熔炼,产出含镍8%~15%的低冰镍产品。镍回收率通常可以达到85%以上,并可以回收钴。由于镍回收率低,适用于处理含镍大于1%的红土镍矿。
近几年,随着红土镍矿的大量进口,国内也建成了数家采用鼓风炉硫化熔炼生产低冰镍的冶炼厂,但所使用的鼓风炉较小,一般在2.5 m2左右,如辽宁朝阳附近建有几十台2.5 m2的鼓风炉,由于环保治理措施不到位,管理粗放,污染比较严重。在内蒙古自治区武川县建有一座6 m2的鼓风炉,年处理红土镍矿8万t。广东河源市金宇有色金属有限公司建有一座8 m2的鼓风炉,年处理含镍铜的电镀污泥10万t。
和回转窑干燥预还原-电炉还原熔炼工艺相比较,鼓风炉硫化熔炼具有工艺简单、投资低、操作简便、用电量低等优点。如果当地有充沛的硫化铁矿或石膏矿供应,且不考虑铁的回收,鼓风炉硫化熔炼应该是一个经济可行的选择。
鼓风炉硫化熔炼需要预先对氧化镍矿进行干燥或烧结处理,同时需要对鼓风炉产出的低浓度SO2烟气进行吸收处理。
1.1.3 烧结-高炉还原熔炼法
烧结-高炉还原熔炼工艺是具有中国特点的我国独创的工艺。随着国家产业政策的调整,大量500 m3以下的炼铁高炉被淘汰。但由于国内不锈钢用镍紧张,红土镍矿大量进口,加之当地政府为了解决就业问题和创造税收,这些被淘汰的高炉又被用于红土镍矿的 处理,生产含镍3%~5%的镍生铁。
从技术层面讲,烧结-高炉还原熔炼工艺存在着高炉体积利用率低、焦炭消耗量大、烧结污染严重、镍生铁含磷高、镍回收率低等缺点;同时,由于镍生铁出售时铁、钴均不计价,加之最近海运费用和冶金焦价格飚升,在目前镍价25万元左右的状况下,烧结-高炉还原熔炼法已经很难维持。
1.2 湿法冶金
世界范围内大规模工业应用的湿法冶金生产工艺主要有两种:还原焙烧-氨浸法和加压酸浸法。近年来,我国有关单位借鉴低品位铀矿和低品位氧化铜矿的堆浸技术,开展了低品位氧化镍矿的堆浸实践,并取得了一定进展。
1.2.1 还原焙烧-氨浸法[1, 8]
对于含MgO大于10%、含镍1%左右且镍赋存状态不太复杂的红土镍矿,通常采用还原焙烧-氨浸工艺处理,其主要优点是试剂可循环使用,消耗量小,能综合回收镍和钴;缺点是浸出率偏低,镍、钴金属回收率分别为75%~85%和40%~60%。而对于含镍蛇纹石类的红土镍矿,如我国的元江镍矿,则不适宜采用还原焙烧-氨浸工艺。采用氨浸法的生产厂有古巴的尼卡罗冶炼厂、印度的苏金达厂、阿尔巴尼亚的爱尔巴桑钢铁联合企业、斯洛伐克的谢列德冶炼厂、菲律宾的诺诺克镍厂、澳大利亚雅布鲁精炼厂及加拿大INCO的铜崖铁矿回收厂等。国内,由北京矿冶研究总院设计的青海元石山镍铁矿也采用了还原焙烧-氨浸工艺,正在建设年处理40万t镍铁矿的冶炼厂,预计将于2008年8月进行试生产。国内外采用还原焙 烧-氨浸法的有关生产厂家及基本情况如表2所示。
表2 国内外采用还原焙烧-氨浸法的有关生产厂家及基本情况
Table 2 Nickel smelting and basic status in world adopting Reductive Roasting and Ammoria Leaching process

1.2.2加压酸浸法[2-3]
对于含镁小于10%,特别是小于5%的红土镍矿,比较适合采用硫酸加压酸浸(HPAL)的全湿法流程。红土镍矿在高温(230~260 ℃)和高压(4~5 MPa)下用硫酸浸出,可以获得较高的镍、钴回收率,镍、钴回收率通常为90%~95%。加压酸浸工艺经济指标主要受硫酸消耗量的影响,因而含镁量和硫酸成本的高低直接影响该工艺的应用。通常加压酸浸工艺可以经济地处理含镍1.3%以上的低品位矿石。
加压酸浸工艺自20世纪50年开始,在古巴毛阿(MOA)开始应用,经过接近40年的运营,证明该工艺是经济可行的。目前该厂年生产镍量约32 000 t,产品为混合镍钴硫化物精矿,为加拿大一家镍精炼厂提供原料,采用帕丘卡槽作为加压浸出设备,被认为是红土镍矿加压酸浸工艺的鼻祖。
西澳大利亚的3个镍红土矿加压酸浸厂自建成投产以来并未取得预想的效果,使得红土镍矿加压酸浸的投资热度有所降低。考斯镍冶炼厂1999年投产,是成功地从含镍红土矿中直接生产出电积镍的冶炼厂,但因处理流程过于繁长,试生产期间就发生了资金链断裂问题而停产,后被OMG公司收购。和考斯厂同时投产的布隆镍冶炼厂的设计能力为9 000 t/a阴极镍,加压浸出液经石灰中和除杂后直接采用萃取-电积生产阴极镍,由于硫酸钙问题导致萃取-电积无法正常运转,萃取三相多、镍阳极板变形、腐蚀,最终因经营不善而破产。穆林穆林厂设计能力为4.5万t/a氢还原镍粉(镍块)和3 000 t/a电解钴。投产后的前三年仅达到设计能力的65%,主要是为了节省投资,在施工过程中使用了较多的替代材料。后经改进,目前已达到设计能力的80%以上。
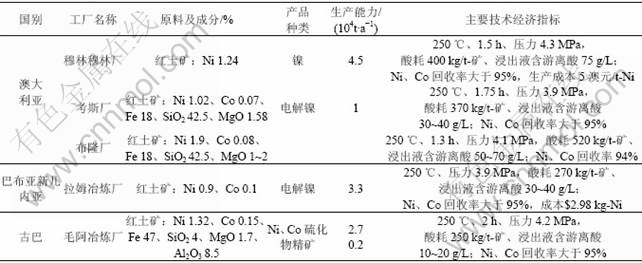
上述3个红土镍矿加压酸浸厂的主体工艺是成功的,但局部问题影响了整个工艺的贯通。正是基于这一看法,镍红土矿加压酸浸法越来越受到重视和应用。国内外采用加压酸浸工艺处理镍红土矿的主要生产厂家及基本情况如表3所示。
表3 国外采用加压酸浸法的有关生产厂家及基本情况
Table 3 Nickel smelting and basic status in foreign adopting HPAL process
1.2.3 堆浸法
2001年,我国有关单位借鉴低品位铀矿和低品位氧化铜矿堆浸的成功经验,针对云南元江镍矿的开发开展了低品位氧化镍矿的堆浸实践,虽然存在镍、钴浸出率低(Ni~60%、Co~40%,渣含镍~0.4%)、硫酸消耗量大(70 t H2SO4/t Ni)、硫酸镁溶液直接排放等一系列的问题,但受国内镍资源短缺和世界镍价的影响,加之生产规模较小,对资源破坏和环境影响尚不严重,该工艺目前尚能维持。但若考虑大规模的工业开发,该工艺对资源的破坏和环境的影响显然非常严重,即便考虑对硫酸镁进行回收,硫酸镁的销售也存在很大的问题,若按年产5 000 t-Ni、镍回收率50%、镁浸出率60%计算,年产结晶硫酸镁将达到100万t,而每年35万t硫酸的采购和运输也是一个很棘手的问题。
2 国内红土镍矿处理技术的研究及进展
国内早在20世纪60年代就开展了红土镍矿处理技术的研究,主要工作围绕着阿尔巴尼亚爱尔巴桑镍铁矿(援阿试验)、元江镍矿和元石山镍矿开展。但受我国镍矿资源条件所限(86%为硫化铜镍矿、红土型镍矿只占9.6%),直到近几年才取得了一些突破[7-10]。
2.1 阿尔巴尼亚镍铁矿的开发利用研究
20世纪60年代,在阿尔巴尼亚爱尔巴桑镍铁矿的开发利用过程中,以北京矿冶研究总院为骨干,联合国内多家单位,针对阿尔巴尼亚镍铁矿的具体特点,先后完成了系统的火法冶金和湿法冶金的试验研究。火法冶金采用回转窑干燥预还原-电炉熔炼工艺,产品主要为镍铁和半钢渣,铁从半钢渣中回收;湿法冶金采用二段还原焙烧-氨浸工艺,产品为氢还原镍粉(镍块)。两种方案均在国内完成了半工业试验,取得了比较理想的结果。在此基础上阿尔巴尼亚选择了二段还原焙烧-氨浸工艺,于20世纪70年代末建成了镍铁矿冶炼厂并生产至今。
2.2 元江氧化镍矿的开发利用研究
2.2.1 资源特点
发现于20世纪60年代的云南元江镍矿(也称为墨江镍矿),是一个典型的高MgO含量的蛇纹石结合型贫红土镍矿,金属镍储量43万t,平均含镍0.83%、含钴0.08%。工艺矿物学研究表明,该矿床的矿化经过了母岩蛇纹石化和褐铁矿化两个过程,使镍在褐铁矿及硅酸盐矿物(蛇纹石、绿泥石等)中富集成矿。
X射线衍射、显微镜观察及扫描电镜分析等手段进行的矿物检测表明,原矿物主要有褐铁矿、磁铁矿、赤铁矿、铬铁矿、叶蛇纹石、绿泥石等,同时还含有少量铬铁尖晶石、橄榄石、顽火辉石、及斑铜矿、方铅矿、菱铁矿方解石等。原矿中,褐铁矿主要呈薄膜状分布于硅酸盐矿物表面,是主要的含镍矿物。蛇纹石是由母岩(橄榄石或辉石)蛇纹石化而形成,含有一定量的镍,也是主要的含镍矿物,绿泥石中也含有一定量的镍。
化学分析表明,该红土镍矿除含镍、钴外,尚含有约12%的Fe、约28%的MgO、约8%的Al2O3和约35%的SiO2,CaO含量小于0.5%。
2.2.2 研究进展概况
受元江镍矿中镍赋存状态的影响,自20世纪60年代以来,国内对该矿的开发利用虽然进行了大量的研究,提出了一系列的处理方案,如还原焙烧-氨浸、中温氯化焙烧-氨浸、氯化离析-湿式磁选、氯化离析-氨浸等,但终因技术或经济方面的原因而没能实现工业应用。前苏联工作者提出了回转窑干燥预还原-电炉还原熔炼生产镍铁、炉渣生产钙镁磷肥的工艺方案,在完成半工业试验的基础上进行了施工设计和冶炼厂的初步建设,后因种种原因而终止。
从经济上来说,采用回转窑干燥预还原-电炉还原熔炼生产镍铁的方案处理元江红土镍矿并不可取,主要有以下几方面的原因:1)气候原因。元江镍矿地处亚热带地区,降雨量大,矿石含水量一般在30%以上,干燥预还原需消耗大量的燃料。2)渣型的选择。元江镍矿中MgO含量高,为降低炉渣的熔点和粘度,熔炼时需配入大量的CaO造渣。3)焦炭及燃料的供应。元江地区附近没有焦炭和燃煤,由于没有铁路,运输费用和价格昂贵。4)副产品的销售。钙镁磷肥在当地没有销路。5)电炉还原熔炼电耗较高。按平均含镍0.83%、电炉熔炼回收率90%、每吨矿耗电700 kW.h(元江红土镍矿炉渣熔点高)、CaO加入量20%计算,仅电炉还原熔炼一项的电耗就超过1.1×105 kW?h/t-Ni,基本不存在经济处理的可能。
1995年,在元江县政府的资助下和总结前人所做工作的基础上,北京矿冶研究总院采用氯化离析-焙砂氨浸-萃取分离方法对元江红土镍矿的处理进行了研究,取得了镍浸出率大于80%、钴浸出率大于50%的较好结果,但经济上的可行性尚存在较大的疑问,加之氯化离析的腐蚀问题,该项研究也最终停止。
最近几年,一些投资者采用硫酸直接浸出工艺对元江红土镍矿进行了处理。但如前所述,该工艺并不具备大规模工业应用前景。
总结国内外对元江镍矿所作的有关工作可以清楚地看出,前述所有处理工艺均是以回收矿物中的镍和钴作为最基本的出发点,而把矿物中所含的价值最高的镁作为一种有害杂质进行处理。按金属价格计算,元江贫红土镍矿的价值组成如下(按1 t计算):8.3 kg镍,价值约1 660;0.8 kg钴,价值约280元;170 kg镁,价值约3 400元。金属镁的价值几乎为镍、钴价值的2倍。因此,元江镍矿开发利用的关键不在于镍、钴的回收,而在于对镁的合理开发和利用,而镁合理开发和利用的关键在于镁的产品结构。
在镁的产品中,应用最为广泛的是金属镁和MgO耐火材料,尤其是金属镁,在镁合金新材料领域需求量巨大。因此,在元江贫红土镍矿开发方案的选择中,一定要以能生产出金属镁或MgO耐火材料为前提,在此条件下再选择具有镍、钴回收率高、试剂消耗少、经济可行的新工艺。
基于对元江贫红土镍矿的全新认识和上述构想,在国家自然科学基金委员会的资助下,北京矿冶研究总院开展了高镁贫镍矿非常规介质温和提取新工艺的基础理论研究,取得了重大进展;2006年,该项目得到了国家科技部高技术研究发展计划(863计划)的进一步支持,开展了详细的工艺试验研究。研究表明,在150 ℃、0.35 MPa的温和浸出条件下(传统的硫酸加压浸出需要250 ℃、4.2 MPa的浸出条件),镍、钴、镁的浸出率均可以达到95%以上,铁、铝、锰和二氧化硅基本不浸出;浸出液经MgO中和沉淀镍、钴后,溶液中的镁可以再以轻质MgO的形态产出(MgO含量大于98%),浸出试剂可循环利用。该工艺不仅充分回收了镍、钴、镁,试剂消耗少,而且矿物中的镁以轻质MgO的产品形态产出,可以进一步加工生产金属镁或MgO耐火材料;同时,由于实现了浸出剂的低成本循环利用,吨镍加工费用大大降低,是一个很有前途的处理高镁质镍矿的新工艺。镁质镍矿处理新工艺流程如图1所示。
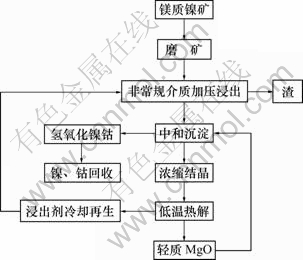
图1 镁质镍矿处理新工艺流程
Fig.1 Principle flow sheet on new technology of magnesium- rich lateriate ores extraction in unconventional medium
2.3 元石山镍矿的开发利用研究
2.3.1 资源特点
发现于20世纪60年代的元石山镍矿地处青海省海东地区平安县古城乡,矿体由铁镍矿、硅镍矿、镁镍矿及铁矿4种矿石类型组成,镍在铁镍矿石中含量最高,平均达0.97%,镁镍矿石次之,为0.41%,硅镍矿石最低,为0.38%;铁是铁镍矿中主要伴生元素,全矿区铁镍矿石平均品位达31.52%,钴在铁镍矿石中含量稍高,平均含量0.057%,镁、硅矿石次之。根据青海省国土资源厅批准的《平安县元石山铁镍矿区矿产资源储量套改结果批准书》,批准的储量为:镍预可采储量78703 t,资源量57748 t;钴预可采储量4378 t,基础储量5472 t;铁矿石预可采储量561万t,基础储量701万t。
2.3.2 研究进展概况
20世纪70年代,北京矿冶研究总院、昆明冶金研究院等在地质勘探工作的基础上开展了多种冶金工艺的试验研究,先后完成了回转窑还原焙烧-氨浸工艺和鼓风炉还原硫化工艺的小型和半工业试验,但终因当时的条件所限,该项目最终没能继续下去。
随着我国资源开发热潮的兴起和对不可再生资源综合回收利用的重视,元石山镍矿的开发再次被提到了日程上。
表4列出了元石山最具回收价值的铁质矿的组成,镍约占原矿总值的50%,铁约占44%,二者价值相差无几。因此,冶炼工艺的选择方面,在保证镍回收率的前提下,考虑铁的综合回收很有必要。
表4 1 t元石山铁镍矿的价值组成
Table 4 Value constitution of Yuanshishan lean nickel laterite

1) 加压酸浸工艺
根据目前所完成的试验研究结果,采用湿法加压硫酸浸出工艺处理元石山红土镍矿从技术上是可行的,在250 ℃、4 MPa的浸出条件下,镍浸出率高达98%,钴也可以达到93%以上。
但加压酸浸工艺对于青海元石山镍项目来说存在如下的不利因素:
①生产工艺复杂,工艺环节多,辅助配套设施较多。主要工序包括矿石原料制备、矿浆预热、高压锅炉站、加压酸浸、减压闪蒸、矿浆中和、浸出渣浓密洗涤、溶液除杂、硫化沉淀镍钴、废水废渣处理、尾矿设施等11个主要工序。
②对设备质量要求较高。国内厂家尚不具备加工制造150 m3以上、耐压5 MPa的高压釜和4~5 MPa高压泵的能力,高压釜和高压泵需进口解决或委托国外厂家设计制造,设备投资大。
③试剂消耗高。由于采用250 ℃、4 MPa的浸出条件,浸出后液游离酸仍高达40 g/L左右,致使大量的铁被浸出,因而酸耗较大,每吨矿石浸出酸耗约300 kg-H2SO4,考虑到元石山红土镍矿的镍含量较低,按含镍0.97%、镍回收率95%计算,折合吨镍的硫酸消耗将高达33 t。
④加压釜结疤严重。目前影响红土镍矿湿法加压酸浸冶炼厂的一个重要问题是加压釜的结疤问题。由于结疤严重,生产厂家每年不得不浪费2~3个月的时间,停产清除加压釜的结疤。
⑤由于浸出液中铁含量较高、镍含量较低,铁镍比大于5,中和除铁过程镍、钴损失较大,镍、钴回收率将大幅降低。
⑥铁在渣中部分以铁矾的形态存在,硫酸根含量较高,因而铁和渣均无法利用,必须配套建设尾矿设施。
⑦环保治理不易达标。元石山镍铁矿中镁含量较高,加压浸出过程大部分镁、锰将以硫酸镁、硫酸锰的形态进入溶液,造成治理困难。
2) 加压氧浸工艺
为解决硫酸运输储存不便、运输成本和价格高、加压釜结疤等传统加压浸出工艺的系列问题,北京矿冶研究总院提出了用元素硫替代硫酸的氧压浸出新工艺。在~250 ℃、4~4.5 MPa的浸出条件下,保持釜内0.5 MPa左右的氧分压,使元素硫氧化为硫酸。由于反应釜内的酸度不会很高,釜的结疤问题可以得到很好的控制。
氧压浸出新工艺的优点如下:
①对硫酸的依赖程度低,大规模生产时无需单独建设硫酸厂。
②元素硫的运输和储存方便。
③可以解决加压釜的结疤问题,工厂有效工作时间延长。
④能耗低。由于元素硫在加压釜内氧化时可以产生大量的热量,这部分热量又可用于矿浆的预热,因而基本可以实现自热浸出,锅炉房配套设施投资少。
⑤浸出温度易于控制。通过控制氧气的供给量,就可以控制所需要的浸出温度和压力。
但氧压浸出也存在如下的不利因素:
①需配套建设氧气制备站。由于浸出条件比较苛刻,高压力下氧气的安全使用比较棘手。
②和加压酸浸一样,在氧压酸浸时铁、镁、锰也被大量浸出,必须配套建设尾矿设施和解决镁、锰污染问题。
3) 回转窑还原焙烧-氨浸工艺
由北京矿冶研究总院、昆明冶金研究院和青海钢铁厂等单位于20世纪70年代共同完成的回转窑还原焙烧-氨浸工艺,采用焙砂三段逆流浸出,镍、钴浸出率分别达到了80%~85%和45%~50%,取得了很好的技术指标。2005年,受业主委托,北京矿冶研究总院进一步开展了回转窑还原焙烧-氨浸-磁选工艺的研究,在用煤作为还原剂和800 ℃左右的还原焙烧温度下,焙砂经二段浸出,镍、钴浸出率分别达到了85%~90%和50%~55%,氨浸渣经磁选,可以得到含铁60%的铁精矿,铁回收率大于70%。
回转窑还原焙烧-氨浸工艺的优点如下:
①工艺简单、技术成熟。主要包括原料制备、回转窑还原焙烧、二段氨浸、浓密洗涤、磁选、镍萃取、硫化沉钴等7个主要工序。
②投资少、项目风险低。从投资角度、技术成熟角度、工艺配置角度等方面考虑,项目本身存在的风险性较小。
③实现了镍、钴、铁的综合利用,资源利用好,工厂产值高、效益好。
④能耗低。采用煤作为能源和还原剂实现镍铁矿的还原焙烧,热能利用好;由于不使用人工煤气,因而无需建设煤气站。
⑤无需配套建设尾矿设施。磁选尾矿主要为SiO2和非磁性铁,可以作为硅酸盐水泥原料直接出售,基本不存在固体废弃物的外排,因而无需建设尾矿设施。
⑥基本没有废水外排。磁选废水循环使用,基本不存在废水外排问题,不会对当地的水源产生影响,对环境友好。
⑦无需建设高压锅炉房。利用回转窑废热生产低压蒸汽,充分利用废热进行冬季供暖,运营费用低。
⑧利用回转窑尾气补充CO2,试剂消耗低。
采用回转窑还原焙烧-氨浸工艺应注意如下问题:
①需要进行选择性还原。镍铁矿对还原焙烧的控制要求较高,一旦发生铁的过还原,将导致矿浆沉淀性能的恶化和镍、钴损失的增加。
②在还原焙烧过程中,焙砂需进行水淬急冷处理,水耗较大。
③元石山红土镍矿中含有一定量的砷,在还原焙烧-氨浸过程中,约有40%的砷进入氨浸液中,必须进行脱砷处理。
年处理40万t镍铁矿的回转窑还原焙烧-氨浸工程的建设已接近尾声,预计2008年8月进行试生产。
4 结语
镍红土矿的开发需要综合考虑矿石镍、钴含量和矿石类型的差异,以及当地燃料、水、电和化学试剂等的供应状况。从世界范围看,回转窑干燥预还原-电炉还原熔炼工艺在红土镍矿的开发中仍处于主导地位。随着大型压力釜制造技术的成熟,加压酸浸法也越来越受到重视和应用。
截止2002年底,我国镍资源储量约828万t,而可利用资源仅190万t,目前技术难以经济利用的高达638万t,静态保证年限仅为20年。随着硫化镍资源和高品位镍红土矿资源的逐渐减少,我国大量的高碱性脉石低品位镍矿的经济开发已迫在眉睫。
REFERENCES
[1] 刘大星. 从红土镍矿中回收镍钴技术的进展[J]. 有色金属(冶炼部分), 2002(3): 15-19.
LIU Da-xing. The technical progress of the nickel cobalt extraction from laterite [J]. Nonferrous Metals (Metallurgical part), 2002(3): 15-19.
[2] 李建华, 程 威, 肖志海. 红土镍矿处理工艺综述[J]. 湿法冶金, 2004(12): 4-8.
LI Jian-hua, CHENG Wei, XIAO Zhi-hai. Overview of the extraction processing on laterite [J]. Hydrometallurgy, 2004(12): 4-8.
[3] 肖振民. 世界红土型镍矿开发和高压酸浸技术应用[J]. 中国矿业, 2002(1): 24-29.
XIAO Zhen-ming. Status of exploitation of laterite type nickel ore and application of high pressure acid leaching technology in the world [J]. China Mining Magnize, 2002(1): 24-29.
[4] 崔和涛, 雪 萍, 徐有生. 我国镍冶金的发展与工艺技术进步[J]. 矿冶, 1997(6): 22-25.
CUI He-tao, XUE Ping, XU You-sheng. The development and technique advancement of the nickel metallurgy industry in our country [J]. Mining and Metallurgy, 1997(6): 22-25.
[5] 谭世雄. 我国镍冶炼工艺技术发展[J]. 科学中国人, 1999(2), 29-30.
TAN Shi-xiong. The development of the nickel metallurgy technique in our country [J]. Scientific Chinese, 1999(2), 29-30
[6] 王成彦, 江培海. 云南中低品位氧化锌矿及元江镍矿的合理开发和利用[J]. 中国工程科学, 2005(7): 147-150.
WANG Cheng-yan, JIANG Pei-hai. The reasonable exploitation of middle & low grade zinc oxide ore and Yuanjiang nickel oxide ore in Yunnan [J]. Chinese Engineering Science, 2005(7): 147-150.
[7] 王成彦. 元江贫镍矿的氯化离析[J]. 矿冶, 1997(3): 56-59.
WANG Cheng-yan. Chloridezing of Yuanjiang lean nickel oxide ore [J]. Mining & Metallurgy, 1997(3): 56-59.
[8] 王成彦. 元江贫氧化镍矿氯化离析焙砂的氨浸[J]. 有色金属(冶炼部分), 2001(2): 12-14.
WANG Cheng-yan. Ammonia leaching of chlorideizing slag of Yuanjiang lean nickel oxide ore [J]. Nonferrous Metals (Metallurgical part), 2001(2): 12-14.
[9] 王成彦, 胡福成. Cyanex272 在镍钴分离中的应用[J]. 有色金属(冶炼部分), 2001(3): 1-4.
WANG Cheng-yan, HU Fu-cheng. Application of Cyanex272 for Co/Ni separation [J]. Nonferrous Metals (Metallurgical part), 2001(3): 1-4.
[11] 王成彦. 氨性溶液中铜、镍、钴的萃取分离[J]. 有色金属(冶炼部分), 2002(1): 23-25.
WANG Cheng-yan. Using solvent extraction to separate Cu, Ni and Co from their ammonia solution [J]. Nonferrous Metals (Metallurgical part), 2002(1): 23-25.
基金项目:国家重点基础研究发展计划资助项目(2007CB613505);国家高技术发展计划资助项目(2006AA06Z131);国家自然科学基金资助项目(50674014)
通讯作者:王成彦,博士,研究员;电话:010-88399551;E-mail: wchy3207@sina.com
(编辑 杨 兵)

