��ǻ�ṹ��AZ31þ�Ͻ�������ѹ��չ���ι��ɵ�Ӱ��
��Դ�ڿ���ϡ�н���2016���4��
�������ߣ��Ӣ ���±� ��ӱ ������ �α��
����ҳ�룺307 - 314
�ؼ��ʣ�������ѹ;��ֵģ��;��չ����;�����ٶ�;
ժ Ҫ��Ӧ��������ѹ��չ���η�ʽ����þ�Ͻ���,��ǻ�ṹ��þ�Ͻ����ֱ����������еIJ���Ӱ�����ԡ�����DEFORM-3D����,���������ǻ�ṹ,��ֵģ���˺��Ϊ8 mm,���ȳߴ�ֱ�Ϊ80,120��160 mm 3�ֹ���þ��ĵ�������ѹ��չ���ι���,̽������ǻ�ṹ�Ͳ�Ʒ�ߴ�仯�������ٶȵĹ�ϵ���������,������ǻ���,�������ߴ�����,�����������ٶȽ���,ģ�ڴ������ٶȲ��С�����Ų�Ʒ��������,�����ٶȽ���,ģ�ڴ����پ���������,�����IJ����ȳ̶����ӡ���ǻ�ṹ�Ͳ�Ʒ�ߴ�仯�����������ٶȵ�Ӱ��Ե��ģ��Ħ���������á�����ͨ����,�IJ������ܵ���Ħ����������С,�Ӵ����IJ���ģ������������ٶȲ��֮,������ǻ���,ģ���������,Ħ������������������,���������ٶȵ����á�
������ʱ��: 2015-04-07 09:26
ϡ�н��� 2016,40(04),307-314 DOI:10.13373/j.cnki.cjrm.2016.04.002
�Ӣ ���±� ��ӱ ������ �α��
������ͨ��ѧ������ѹ�����������о�����
Ӧ��������ѹ��չ���η�ʽ����þ�Ͻ���,��ǻ�ṹ��þ�Ͻ����ֱ����������еIJ���Ӱ�����ԡ�����DEFORM-3D����,���������ǻ�ṹ,��ֵģ���˺��Ϊ8 mm,���ȳߴ�ֱ�Ϊ80,120��160 mm 3�ֹ���þ��ĵ�������ѹ��չ���ι���,̽������ǻ�ṹ�Ͳ�Ʒ�ߴ�仯�������ٶȵĹ�ϵ���������,������ǻ���,�������ߴ�����,�����������ٶȽ���,ģ�ڴ������ٶȲ��С�����Ų�Ʒ��������,�����ٶȽ���,ģ�ڴ����پ���������,�����IJ����ȳ̶����ӡ���ǻ�ṹ�Ͳ�Ʒ�ߴ�仯�����������ٶȵ�Ӱ��Ե��ģ��Ħ���������á�����ͨ����,�IJ������ܵ���Ħ����������С,�Ӵ����IJ���ģ������������ٶȲ��֮,������ǻ���,ģ���������,Ħ������������������,���������ٶȵ����á�
������ѹ;��ֵģ��;��չ����;�����ٶ�;
��ͼ����ţ� TG379
����飺�Ӣ(1981-),Ů,ɽ���ij���,��ʿ�о���,������,�о�����:���Գ��μ���;�绰:0411-84109425;E-mail:yangjy@djtu.edu.cn;
�ո����ڣ�2014-10-09
��������ʡ��Ȼ��ѧ������Ŀ(2013020135);����ʡ��������ѧ�о���Ŀ(L2013186)����;
Yang Junying Yun Xinbing Zhao Ying Li Xiaoyang Song Baoyun
Engineering Research Center of Continuous Extrusion,Ministry of Education,Dalian Jiaotong University
Abstract��
Continuous extrusion expansion forming process was implemented to produce magnesium alloy sheets. Cavity structure had significant influence on expansion forming of magnesium alloy which was sensitive to deformation conditions. The expansion forming processes with two types of cavity structures were simulated with DEFORM-3D software. Three kinds of magnesium sheets were studied,which were 8 mm in thickness and 80,120 and 160 mm in width,respectively. The relationships between flow velocity and variations of cavity structure and product dimension were discussed. The results showed that when the cavity depth increased,the dimension of low velocity region increased,the flow velocity of high velocity region reduced,and the flow velocity difference at the die exit decreased. When the product widths increased,the flow velocity reduced,and the standard deviation of velocity at the die exit and the non-uniformity of flow increased. The effect of cavity structure and product dimension change on flow velocity resulted from the friction action of cavity walls. When the flow channel was short,the effect of friction resistance on core region was small,which increased the flow velocity difference between core region and cavity wall region. Conversely,when increasing the depth of cavity,the region of friction action increased because the area of cavity wall enlarged,the friction played the role of homogenizing flow velocity.
Keyword��
continuous extrusion; numerical simulation; expansion forming; flow velocity;
Received�� 2014-10-09
������ѹ����ͨ����������ǻ�ڵ���չ����,ʵ����С����ĸ������������İ���ĵ�Ŀ��[1,2,3,4]��������ѹ��չ������ͭ����ļӹ��������˳ɹ�Ӧ��,��ͭ���ߡ�ͭ�š�����ͭ�ź�ͭ����ȡ�����þ�Ͻ���ϵ�����ŵ�[5],����������ѹ���μ����ӹ�þ���ѿ�ʼ�õ����ǵĹ�ע����Zhang��[6,7]���AZ31 þ�Ͻ�,����ֱ��Ϊ10mm��þ��,������ѹ����ֱ��Ϊ8 mm��þ�Ͻ��,���Ա���������ѹ����ʽ��ѹ���Ʒ������֯����ѧ����,��������������ѹ�����ӹ�þ�Ͻ��ǿ��еġ�He��[8]����þ�Ͻ�������ѹ�����˾��Ҽ��б���ʹ��������ϸ��,���ɻ�ø���ĵ�ЧӦ�䡣Yang��[9,10]�о��˼�ѹ��ת�١������¶ȶ�AZ31 þ�Ͻ�������ѹ����֯��Ӱ�졣��Щ��������,��������ѹ������,þ�Ͻ���ѹӦ��״̬��,���,������þ�Ͻ����ֵ����Բ��Ͼ��нϺõij������ܡ�Ȼ��,Ŀǰ��Щ�о��Ծ����ڼ�����Ʒ�ߴ������ϳߴ������������,�����������,þ�Ͻ�ӽ�����ǻ��ģ�ڼ���,��չ����������,����˵,�ڳ��ι�����,���ϵ������ٶȳ��Ͼ���,���������ȵ��µĸ�����Ӧ��������,���þ�Ͻ�����������ġ�����,������������ѹ����������ͭ���������ȳߴ�ϴ�������,��������þ�Ͻ�����ǻ�е���չ�������⡣�����ǿ��ǵ�þ�Ͻ�Ϊ������������ṹ,���Ա��������ϲ�,��ͭ����չ��ǻ�е���������[11,12,13,14,15,16]��������ͬ�����,����ǻ�ṹ����չ�Ƕ�,̽��þ�Ͻ���չ��������ǻ�ṹ�Ĺ�ϵ,������þ�Ͻ�������ѹ����չ���ι���,�����������������,�ﵽ����������ѹ����ʵ��þ�Ͻ��������Ŀ���Ǿ���ָ������ġ�
�������þ�Ͻ��������ѹ��չ����,����DEFORM-3D����,���ڸ���������Ԫ( FEM ) ģ��,̽����ǻ��Ⱥ���չ���ȶԺ���������ٶȡ���ģ�ڴ��ٶȲ��Լ��ݽ��������ٶȵ�Ӱ����ɡ�
1 ������ѹ����Ԫģ������
1. 1 ����Ԫģ�͵Ľ���
����DEFORM-3D����,����þ�Ͻ�������ѹ��չ��������Ԫģ��( ͼ1) �������ǵ������β������жԳƽṹ,��ʵ�ʽṹ��1 /2 ����ģ��,ͬʱ�������ϵ�Ӱ�졣
1. 2 ����ģ�ͼ�ģ�ⷽ��
ģ�������õı��β���ΪAZ31 þ�Ͻ�,��ģ�߲���ΪH13 �֡�H13 �ֲ���DEFORM�������Ͽ��е�ģ��; AZ31 þ�Ͻ�ı���������ʽ( 1)[17]:

ʽ��,��
���ø���������Ԫ��,��AZ31 þ�Ͻ���������Ϊ������,�����������嵥Ԫ��������,��ѹ�֡�ѹʵ�ֺ�ģ��Ϊ�����塣
���ǵ���ǻ�ṹΪ����( ͼ2) : A��ǻ: ��ǻ����չ������Ϊ36 mm,��չ���˲�����ģ�ߡ�B��ǻ: ����չ����ģ��֮������һ������Ϊ25 mm�ĵ滷,�滷���ڿ߶ȸ���ģ�ڸ߶�20 mm,���ȳߴ�����չ�����ڵ���ͬ��
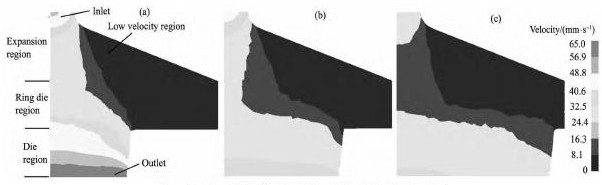
�о����Ϊ8 mm,���ȳߴ�ֱ�Ϊ80,120,160 mm 3 �ֹ���þ��ĵ�������ѹ��չ���ι���,����ģ��������1 ��ʾ[18,19]��
2 ���������
2. 1 ��ǻ��ȺͲ�Ʒ���ȶԺ���������ٶȵ�Ӱ��
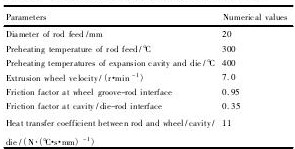
ͼ3 ��A��ǻ�����,��ѹ��ת��7 r��min- 1,������Ʒ�ߴ�Ϊ80 mm �� 8 mm,120 mm �� 8 mm,160 mm �� 8 mm��������ѹ��չ���ι��̵��ٶȷֲ���ͼ���ɼ�,��ǻ����չ����ģ�������ڳߴ�ͻ��,����һ��������,��Ʒ���ȵIJ�ͬ,ʹ�������ߴ粻ͬ,������ǻ�ڽ����������ٶȼ���ֲ���̬�仯�����Եġ��ڼ�����Ʒ�ߴ�Ϊ80 mm �� 8mm����ǻ��( ͼ3( a) ) ,�������ٶȷֲ������,�����������ٶ���С,��ֵС��8 mm��s- 1,Ϊ�������ٶ���������ǻ�IJ�,�����������ٶ���ߵ�����,�����ٶ���60 mm��s- 1����,ͬʱ,���������,���Ͽںͳ�ģ������������ٶȸ���������������ǻ���ĵ�����ٶ�������������֮��,�γ��������ٶȹ�����,�����ٶ���20 ~ 40 mm��s- 1���䡣�ڲ�Ʒ�ߴ�Ϊ120 mm �� 8 mm����ǻ��( ͼ3( b) ) ,���Ų�Ʒ���ȵ�����,���������С,������������ǻ��������չ�������ٶȹ�����,��ߴ��������ӡ�����ǻ�IJ�������,�����ٶ��ڽ��Ͽڴ��仯������,���ؼ�������������Ե��½�����,����ģ�ڸ���,�ٶ��½���35 mm��s- 1���ҡ��ڲ�Ʒ�ߴ�Ϊ160 mm �� 8 mm����ǻ��( ͼ3( c) ) ,���ڲ�Ʒ��������ǻ����ƫ���С,ʹ����ƫ���γɵĽ��������С,��������������ת��Ϊ�����͡������ٶȹ�����,�ߴ�����,����ǻ�в���չ,�����쵽ģ�ڡ������IJ�������,�������,�ٶȽ��͵�30 mm��s- 1����,ͬʱ,�ٶ��ؼ�������IJ����ȳ̶�����,�����������ٶȹ��������쵽��ģ�ڴ�,����ģ�ڴ����ȷ�����ٶȲ����ȳ̶��������ӡ�
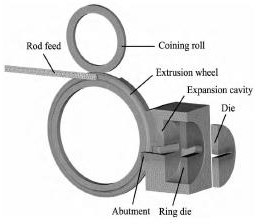
ͼ1 ������ѹ����Ԫģ��Fig. 1 FEM model of continuous extrusion

ͼ2 ������ǻ�ṹʾ��ͼFig. 2 Schematic diagram of two types of cavity structures( a) Cavity A; ( b) Cavity B
��1 ��ֵģ��ij�ʼ����Table 1 Initial parameters of numerical simulation ����ԭͼ
��1 ��ֵģ��ij�ʼ����Table 1 Initial parameters of numerical simulation
��ǻ�ڽ��������ٶ����Ų�Ʒ���Ȳ�ͬ�ķֲ��ص����,��Ʒ���ȵı仯����Ӱ����ǻ���ٶȳ��ķֲ������Ʒ���ȵ�����,��ǻ�����Ⱥ�ģ�ߵĿ��Ȳ��С,��ǻ�������,ʹ�����ؿ��ȷ������չ�̶�����,���½������������ٶȽ��͡�ͬʱ,������չ���߶�28 mm��ģ������߶�8 mm�IJ��,ʹ��������������������ǻ�߶ȵı仯�������ı�,Ӱ�쵽ģ�����������ٶȷֲ�,����Ʒ����Сʱ,�IJ��ĸ�������ģ�����ܵ��߶Ȳ��Ӱ������,���������ȷ�������,��ʹģ�ڵ������ٶ��������ӡ����Ʒ��������,�IJ��ٶȽ���,��ģ�ڽ����ؿ��ȷ���������������,����ģ�ڴ������ٶȵIJ����������ӡ�
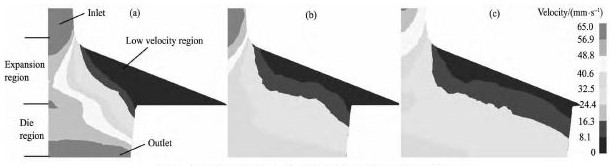
ͼ4 ��B��ǻ�����,��ѹ��ת��7 r��min- 1,������Ʒ�ߴ�Ϊ80 mm �� 8 mm,120 mm �� 8 mm,160 mm �� 8 mm��������ѹ��չ���ι��̵��ٶȷֲ���ͼ���ɼ�,B��ǻ��������չ����ģ����֮�������˳���Ϊ25 mm�ĵ滷,���������������ȵ�����,ͬʱ,���ڼ�������������,ʹ��������״ת��Ϊ�ı��Ρ������������,��Ʒ���ȵĸı���ٶȷֲ���Ӱ����A��ǻ�ṹ������ͬ���ڲ�Ʒ�ߴ�Ϊ80 mm �� 8 mm����ǻ��( ͼ4( a) ) ,�������ٶȷֲ������,��ǻ��������γɵIJ������ı�������������ٶ���С,��ֵС��8 mm��s- 1,Ϊ�������ٶ�������չ���͵滷��֮�����ǻ�IJ����ٶ�ԼΪ20 mm��s- 1,�ٶȳ������IJ�����Ͽںͳ�ģ�������ߵ������ͷֲ���̬,�ڳ�ģ�ڴ��ٶȴﵽ60 mm��s- 1���ҡ��ڲ�Ʒ�ߴ�Ϊ120mm �� 8 mm����ǻ��( ͼ4 ( b) ) ,���Ų�Ʒ���ȵ�����,�ʲ������ı��εĵ��ٶ����ߴ�������С,��ǻ�IJ��ٶȽ���,��Ȼ��������Ͽںͳ�ģ�ڷ��������ߵķֲ���̬,��ģ�ڴ��ٶ���35mm��s- 1���ҡ��ڲ�Ʒ�ߴ�Ϊ160 mm �� 8 mm����ǻ��( ͼ4( c) ) ,���ܲ�Ʒ��������ǻ����ƫ���С,�����ٶ����ijߴ�仯����,������ǻ�в���չ,������ǻ�IJ��ٶȽ�һ������,ʹģ�ڴ����ٶȲ����ȳ̶����ӡ�
ͼ3 ��Ʒ���ȶ����Ϻ���������ٶȷֲ���Ӱ��( A��ǻ)Fig. 3 Effect of product width on flow velocities in cross-section ( Cavity A)
(a)80 mm��8 mm;(b)120 mm��8 mm;(c)160 mm��8 mm
ͼ4 ��Ʒ���ȶ����Ϻ���������ٶȷֲ���Ӱ��( B��ǻ)Fig. 4 Effect of product width on flow velocities in cross-section ( Cavity B)
(a)80 mm��8 mm,(b)120 mm��8 mm;(c)160 mm��8 mm
��ͼ3 ��4 ������A,B��ǻ�ڽ����������ٶ����Ų�Ʒ���ȵķֲ��ص����,A��ǻ�ĵ������ߴ�С��B��ǻ��,A��ǻ���ٶȳ�������ǻ�IJ�����������͵ķֲ���̬,B��ǻ���ٶ���Ҫ����Ϊ�ؼ�������ı仯,����ǻ�IJ�����Ͽںͳ�ģ�������ߵ������ͷֲ���̬��������������չ����ģ��֮�����ӵ滷,ʹ�����ϵ���ǻ��չ�������,������ǻ�IJ��ٶȼ�С,ͬʱ,ģ���������,ģ��Ħ�����������÷�Χ����,���µ����������������һ����,���ӵ滷,ʹ���ϵ�����ͨ����������25 mm,ʹ��ǻ�ڵ�ѹ������,��������ǻ�������ľ����ʱ�䶼����,�����˽�����ǻ��ѹ��ƫ�������,�Ӷ��������IJ��������������ٶ�,��С���ؿ��ȷ��������ٶȵIJ��
��ͼ3 ��4 ��֪,������������ѹ��ǻ�о���չ������ģ�ڼ���ʱ,�������ٶ��Dz����ȵ�,���������ܵ�ģ��Ħ����������С,�����ٶ����Ǵ��ڱ�Ե����,���Ų�Ʒ��չ���ȵ�����,��Ե����������������ٶ�ƫ������,�����ٶȲ��γɵĸ�����Ӧ������ʹ��Ʒ���ڳߴ�ƫ��,����ʱ�ᵼ��þ�Ͻ����ֵ����Բ��ϳ��������������ڳ������Ρ����,������ǻ�ṹ�ĺ�����,��Ҫ����ģ�߳��ڴ��������ٶȲ�Լ�ѹģ�߳�ģ�ڴ��ٶȳ���ƫ��ֵSDV( standard deviation of velocity) �����������ľ��ȳ̶�,������ֵԽС,�����ý����ϵĽ��������ٶȲ�ԽС,����Խ����,��֮,����Խ�����ȡ����پ�����SDV����ʽΪ:

ʽ��,NΪ����������( ��ģ�ڴ�) �Ľڵ���Ŀ; vziΪ�涨ƽ���Ͻڵ������ٶ�; vzaveΪ�涨ƽ����ƽ�������ٶȡ�
��2 �����˲�ͬ��Ʒ������þ�Ͻ���ٶ�������Сֵ�Լ����پ�����ɼ�,���Ų�Ʒ���ȵ�����,��������ǻ�ṹ��,þ�Ͻ�����پ����������,��ӳ�˲�ƷԽ��ʱģ�߳��ڴ�����������Խ�����ȡ����ò��ӵ滷��A��ǻʱ,��Ʒ������80 mm���ӵ�160 mm,������С�ٶȵIJ�ֵ��2. 15 mm��s- 1������10. 86 mm��s- 1,���پ������0. 50 ������3. 25,�ʵ������ơ��������ӵ滷��B��ǻʱ,������С�ٶȵIJ�ֵ��0. 78 mm��s- 1��Ϊ9. 56 mm��s- 1,���پ������0. 19 ������3. 00������ͨ���ı���ǻ�ṹ,�������ڸ������ϵ�������̬�ġ�
��2 ��ͬ��Ʒ������þ�Ͻ�����پ�����Table 2SDV of magnesium alloy under different product widths ����ԭͼ

��2 ��ͬ��Ʒ������þ�Ͻ�����پ�����Table 2SDV of magnesium alloy under different product widths
2. 2 ��ǻ��ȺͲ�Ʒ���ȶ��ݽ��������ٶȵ�Ӱ��
Ϊ���о�A,B������ǻ�ṹ�²�Ʒ���ȶ������ݽ��������ٶȷֲ���Ӱ��,���ݽ����3 �����Ͳ���Ϊ�о�����,����ֵģ��������ȡ�ٶ�ֵ,��������Գ����ϵ��ٶȱ仯���ɡ�����ǻ������-��ǻͨ���ϲ�-��չ���ϲ�-( �滷���ϲ�) -ģ�����ϲඨ��Ϊ�ϲ���,���ֲ۵ײ�-��ǻͨ���²�-��չ���²�-( �滷���²�) -ģ�����²ඨ��Ϊ�²���,ȡ���±���֮�������������Ϊ�в���,A,B��C��ֱ�Ϊ�ϲ��桢�в�����²�������( ͼ5) ,O��Ϊ���ϴ����ֵ������˶�תΪ�����˶���ת�۵㡣
ͼ6 ����ֱ����������A��Ϊ������ϱ���չ�����������Ϊ������( ͼ5) ,A��B������ǻ�ṹ��,���Ʒ���ȵIJ�ͬ,�ϲ�����������ٶ�������·���ı仯������ɼ�,����A��ǻ( ͼ6( a) ) ,��ֱ����������ģ����,�ϲ��������ٶȳ������ԵIJ���״������ֱ��������,3 �ֲ�Ʒ�ߴ�������ٶȾ���Լ100 mm��s- 1б���½�������Ϊ��( 28 mm��) ,��ֱ������������չ��֮��( 28 ~ 88 mm��Χ) ,�ٶȳʵ���״�ֲ�,�����λ�û�����ͬ,���ȳߴ�Խ��,��ֵԽ��,��Ʒ������80 mm���ӵ�160 mm,�����벨���ٶȵIJ�ֵ��60 mm��s- 1���͵�40 mm��s- 1������չ��,�ٶȳ��½�����,���ȳߴ�Խ��,�ٶ�ֵԽС,������Ϊ73 ~ 88 mm��Χ,�γ�һ�ٶȽӽ���ֵ��������������ģ����,���������ӡ�ͼ6( b) ΪB��ǻ�IJ�Ʒ���ȶ��ϲ�����������ٶȵ�Ӱ�졣�ɼ�,��A��ǻ���,�����ٶȵIJ����̶ȼ�������ֱ�����������滷��,��ֵ�ٶȾ�������С,��ֱ������������չ��֮���γɵ��ٶȷ���ʧ,��չ���ٶȾ��ȳ̶���������,����滷��,�ٶȽ�һ������,�γ���10 mm���ҵ���������,����ģ����,�ٶ�ͬ��������״̬��
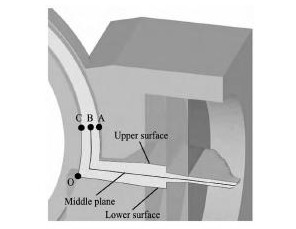
ͼ5 �ϲ��桢�в�����²���λ��ʾ��ͼFig. 5 Schematic diagram of sampling point locations on upper surface,middle plane and lower surface
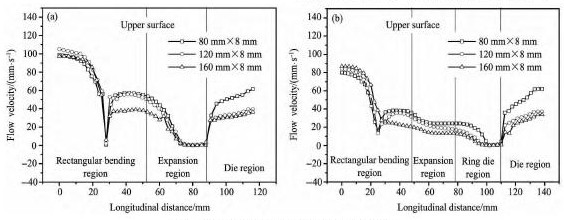
ͼ6 ��Ʒ���ȶ��ϲ�����������ٶȵ�Ӱ��Fig. 6 Effect of product width on flow velocities of upper surface( a) Cavity A; ( b) Cavity B
ͼ7 ��A��B������ǻ�ṹ�²�Ʒ���ȶ��в��������ٶȵ�Ӱ�졣��ͼ7( a) �ɼ�,��ֱ����������ģ����,�����ٶȳ��������½����ơ���ֱ��������( 0 ~ 38 mm��Χ) ,3 �ֿ��ȳߴ��µ��ٶȻ�����ͬ����ֱ������������չ��( 38 ~ 100 mm��Χ) ,�ٶȻ�����б���½�,���ȳߴ�Խ��,�ٶ�ֵԽС����ģ����,���ٴ���С���������������ӡ���ͼ7( b) �ɼ�,��A��ǻ�ṹ���,��Ʒ���ȳߴ�������ٶȵ�Ӱ��̶ȼ���,�����ٶȳ����ڰ��εı仯����,����չ���͵滷���ٶȴ������ֵ,�ٶ�����ȳߴ�����������,���������ٶȵIJ�ֵ��73 mm��s- 1����Ϊ86 mm��s- 1,����ģ����,��Ʒ���ȵļ�С���������������ٶȡ�
ͼ8 ��A��B������ǻ�ṹ�²�Ʒ���ȶ��²�����������ٶȵ�Ӱ�졣��ͼ8( a) �ɼ�,����A��ǻ,��ֱ����������ģ����,�����ٶȳ��ִ������״������ֱ��������( 0 ~ 65 mm��Χ) ,3�ֿ��ȳߴ��µ��ٶȷֲ���ͬ,���ֲ۵ײ��Ӵ�������( 0 ~ 40 mm��Χ) ,�����ٶ����,ԼΪ120 mm��s- 1,��ֱ��ת�䴦( O��) �γ��ٶȲ���,�����ٶȾ�ֱ���½����ӽ���ֵ,��ֱ������������չ��( 65 ~ 134 mm��Χ) ,�ٶȴӷ�ֵ���½�,��Ʒ���ȳߴ�Խ��,�ٶ�ֵԽС������չ��( 120 ~ 134 mm��Χ) �γ�һ���ٶȽӽ���ֵ��������������ģ����,��������,���ϱ�������ơ���ͼ8( b) �ɼ�,��A��ǻ���,B��ǻ�ṹ�������ٶ���Ȼ���ִ������״������Ҫ��ͬ��������չ���͵滷��,��չ�����ٶ�ֵ�½��̶ȴ�,�ڵ滷���ٶȽ�һ����С,���γ�10 mm���ҵ���������,ģ�����ٶ���������
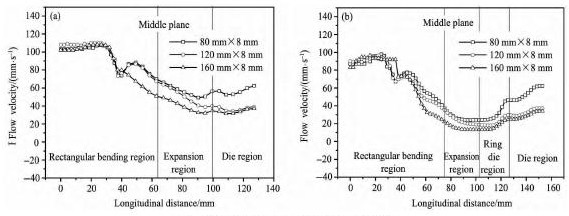
ͼ7 ��Ʒ���ȶ��в�����������ٶȵ�Ӱ��Fig. 7 Effect of product width on flow velocities of middle plane
(a)Cavity A;(b)Cavity B
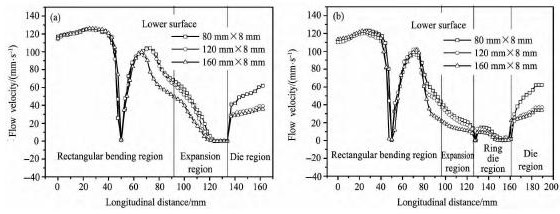
ͼ8 ��Ʒ���ȶ��²�����������ٶȵ�Ӱ��Fig. 8 Effect of product width on flow velocities of lower surface
(a)Cavity A;(b)Cavity B
������ѹ��չ���ι��̵������ٶȱ仯�ص����,��ǻ�ṹ�Ͳ�Ʒ���ȵIJ�ͬ,���ڸ����������ٶȵ�Ӱ��̶��Dz�ͬ�ġ������в���,���ڽ�������������ǻ��������Ӱ���С,�ӽ�����ǻ����ģ�ڼ���,�����ٶȵIJ����̶Ƚ�С������A��ǻ�ṹ,��������ͨ����,ģ��Ħ�����С,�����ϵ���������С,���,�в���������ٶȵĽ��ͳ̶�С��B��ǻ�ṹ�ġ��������²������,�������ٶ��ܵ�ģ��Ħ������Ӱ������,���,�����ٶ����Ե����в���,���ٶȵIJ����̶�������B��ǻ�����˵滷,ʹ����ͨ����������,����������������������,�������ó̶ȶ����²���������ͬ�������ϲ���,�����ٶȾ���������,�����²���,���ڴ�C�㵽O���������,�����ܵ���Ħ������������,�����ϵ�����������һ�µ�,����ͨ���������������������������������Ӱ��̶�С,���,��ǻ�ṹ�ı仯���������������ٶ�Ӱ�첻���ԡ��ϡ��²���������ٶ�Ҳ�������������ǻ����ߴ�ı仯�йء���O��( ͼ5) ,�������ϵ�����������90�� ��ת��,��˳�������������������չ��,������ǻ����������,��ʹ���Ϸ�����������,�����ϡ��²�����������������ͬ�����������������ɼ�,��ǻ�ṹ�ĸı�,����û�иı�O������������������ߴ�,���,�����������Ǵ��ڵġ���Զ���,��ǻ�ṹ�ĸı�,��ҪӰ����������������ٶȷֲ���̬,����B��ǻ,����ģ��Ħ���������ó̶�����,��������������������ٶ�,����Э�����������������á�
3 ����
1. ��ǻ��ȵĸı�������ٶ�Ӱ������,A��ǻ������ͨ����,���ٶȳ�������ǻ�IJ�����������͵ķֲ���̬,B��ǻ���ٶ���Ҫ����Ϊ�ؼ�������ı仯,����ǻ�IJ�����Ͽںͳ�ģ�������ߵ������ͷֲ���̬��������������չ����ģ��֮�����ӵ滷,��������ǻ����չ���,ģ��Ħ���������ó̶�����,ʹ�������ߴ�����,ͬʱ,��ǻѹ������,�ٽ������ϴ��������Ե����չ,��С���ؿ��ȷ�����ٶȲ��
2. ��Ʒ���ȵIJ�ͬ,Ӱ�쵽�����ٶȵľ�����,���Ų�Ʒ���ȵ�����,�����ٶȽ���,ģ�ڴ�����������������,�����IJ����ȳ̶����ӡ���Ե�ڲ�Ʒ��������ʹ��ǻ�������,���ϵĺ��������̶�����,�Ӿ��������ٶ��ؿ��ȷ���IJ������ԡ�
3. �������ݽ�����ٶȷֲ��������������ǻ������ı仯�������,�����в���,���ڽ�������������ǻ��������Ӱ���С,�����ٶȵIJ����̶Ƚ�С���������²���,����ǻ��Ħ���������ô�,��ǻ�ڵ������ٶȵ����в���,�����ٶȷ�����ת������ǻ�������������������
�����
[3] Maddock B.Aluminum rod and other products by CONFORM[J].Wire Industry,1987,54(12):728.

