文章编号:1004-0609(2013)S1-s0462-05
热等静压对TC4钛合金薄壁铸件疲劳裂纹扩展特性的影响
冯 新1,彭 霜1,马英杰1,雷家峰1,吴鑫华2,崔玉友1,杨 锐1
(1.中国科学院 金属研究所,沈阳 110016;
2. Department of Materials Engineering, Monash University, Melbourne 3800, Australia)
摘 要:对热等静压处理前后的TC4薄壁铸件进行疲劳裂纹扩展速率测试。利用光学显微镜和扫描电镜观察材料的显微组织、疲劳断口形貌和疲劳裂纹扩展路径。结果表明:经热等静压后,疲劳裂纹扩展速率增大,主要是因为α板条和集束尺寸的增加减少了集束界面对裂纹的阻碍作用。
关键词:TC4;热等静压;裂纹扩展速率;晶体取向
中图分类号:TG146.2 文献标志码:A
Influences of hot isostatic pressing on fatigue crack propagation of TC4 titanium alloy thin wall casting
FENG Xin1, PENG shuang1, MA Ying-jie1, LEI Jia-feng1, WU Xin-hua2, CUI Yu-you1, YANG Rui1
(1. Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016;
2. Department of Materials Engineering Monash University, Melbourne 3800, Australia)
Abstract: Fatigue crack growth rates testings were carried out on as-cast TC4 thin wall structure component before and after hot isostatic pressing (HIP). The microstructure, fatigue fracture fractography and crack paths were observed by means of optical microscopy and scanning electron microscopy. The results show that fatigue crack growth rate increases after HIPping, which is mainly because the resistance of colony interfaces to crack growth is reduced as a result of the increase of the size of α platelets and colonies.
Key words: TC4; hot isostatic processing; fatigue crack growth rate; crystal orientation
钛合金具有高比强度、高比刚度及高韧性等优点,因此大量应用到飞机机体、结构体和发动机零件等领域。TC4合金是目前应用最广泛的钛合金之一。由于钛合金材料成本高,且通过机械加工、锻造和焊接等方法加工比较困难,在一定程度上限制其进一步推广应用。采用精密铸造技术则可以提高钛合金材料的利用率,降低成本[1]。目前,大型、薄壁、整体精密钛合金铸件制造已成为航空用钛合金熔模精密铸造技术的发展趋势。但是,钛合金活性高,铸造工艺复杂,影响因素多,因而铸件内部容易产生疏松、气孔等缺陷,这些缺陷会影响铸件性能,成为失效的隐患。生产中常采用热等静压技术消除这些缺陷,确保铸件质量[2]。
目前对钛合金铸件的研究主要集中于铸造工艺和缺陷控制,而对钛合金薄壁铸件的疲劳性能研究较少。本研究选取薄壁机匣TC4钛合金铸件为研究对象,对比TC4钛合金在铸态和热等静压态的显微组织特征,研究两种状态下合金的疲劳裂纹扩展行为。
1 实验
1.1 实验材料
实验材料取自熔模铸造TC4薄壁铸件,其尺寸为d 60 cm×77 cm,如图1所示。分别对热等静压前后的铸件进行疲劳裂纹扩展实验。在图1所示薄壁上的A区切取部分试样后进行热等静压处理,加热温度为920 °C,氩气压力为150 MPa,保温保压时间为2 h。

图1 TC4钛合金薄壁机匣铸件简图
Fig. 1 Schematic diagram of thin-wall engine casing of TC4 casting
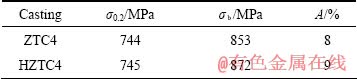
表1 铸造TC4合金热等静压前后的力学性能
Table 1 Mechanical properties of TC4 castings before and after HIPping
1.2 实验方法
依据GB/T 6398-2000金属材料疲劳裂纹扩展速率试验方法,在MTS疲劳试验机上进行试验,疲劳裂纹扩展实验采用W=30 mm、B=3 mm的紧凑拉伸试样(如图2所示),载荷频率f=5 Hz,应力比R=0.1。而后利用AXiovert 200-MAT光学显微镜观察裂纹扩展路径,利用Nova NanoSEM430扫描电镜和Oxford channel five软件对裂纹边部进行背散射电子衍射测试分析,并利用岛津SSX-55扫描电镜观察断口微观形貌。
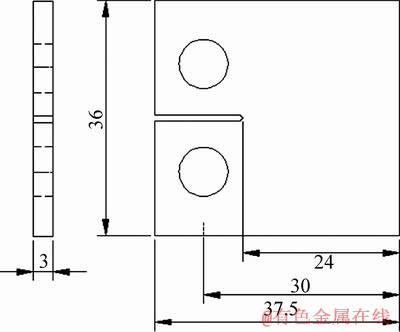
图2 CT试样尺寸
Fig. 2 Dimensions of CT specimen (Unit: mm)
2结果与分析
2.1 热等静压对疲劳裂纹扩展速率的影响
图3所示为ZTC4和HZTC4的显微组织,可以看出两种铸件均为魏氏组织,都由片状α+片间β+晶界α组成。由于铸造为薄壁机匣,铸态组织冷却速度快,α片层和集束均较小。经热等静压后,即在高温长时间保温后,片状α相和集束宽化并长大,合金组织趋于均匀稳定。
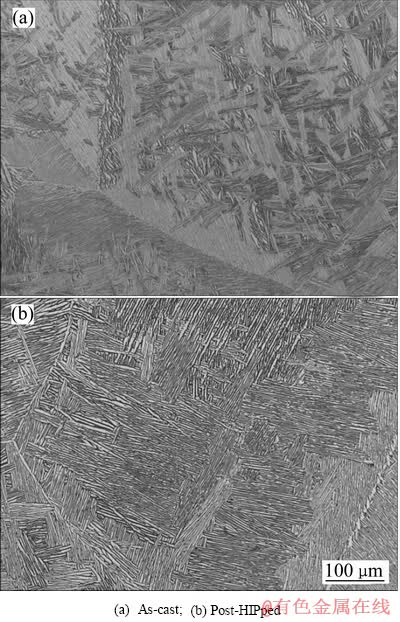
图3 铸造TC4钛合金热等静压前后的微观组织
Fig. 3 Optical microstructures of TC4 alloy
表1所列为TC4热等静压前后的力学性能,可以看出,经热等静压后,TC4的屈服强度、抗拉强度和塑性均略有提高。这是由于热等静压后组织宽化,铸造残余应力得到不同程度的消除。
对两种组织进行疲劳裂纹扩展速率测试,发现两种组织获得的疲劳裂纹扩展曲线趋势大体一致(见图4)。TC4的裂纹扩展速率略高于ZTC4,主要是因为随着α片层和集束尺寸的增大,疲劳裂纹扩展的有效滑移距离增大,路径曲折程度降低,减少了扩展所需的能量。当裂纹长度较短时,两者差别略大,说明短裂纹受周围组织影响较大。另外,从疲劳裂纹扩展速率曲线可以看出,数据点较为分散,这是由魏氏组织裂纹扩展路径较为曲折所造成的。
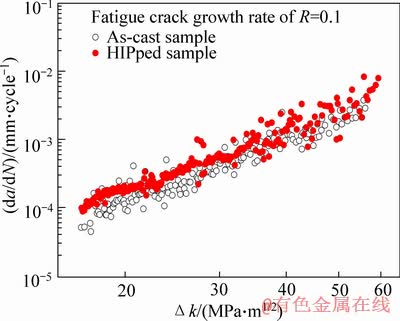
图4 TC4疲劳裂纹扩展速率曲线
Fig. 4 Fatigue crack growth rate curves of TC4 alloy
2.2 裂纹扩展路径分析
通过观察疲劳裂纹扩展路径(见图5)可以发现,疲劳裂纹多是沿α/β界面开裂或与片层呈一定角度扩展。这是由于疲劳裂纹扩展对合金组织结构特别敏感,裂纹根据周围的组织特征选择在晶界或集束界面等消耗能量最低的区域扩展[3],或选择最易于扩展的位错滑移方向扩展。裂纹沿α/β界面扩展,主要是因为两相界面处的结合力低于α片层内部,导致界面成为裂纹扩展薄弱区域[4]。裂纹与片层方向呈一定角度的方向扩展,与应力和片层方向的夹角和裂纹尖端组织晶体滑移系有关。图6所示为疲劳裂纹扩展路径一侧的EBSD分析结果,将部分α集束的3D晶体取向图及相应集束编号标注。从图中可以看出,图6(a)中的A集束和图6(b)中的D、G集束主要沿平行柱面滑移开裂,而图6(b)中E集束主要沿基面滑移方向开裂。
BANTOUNAS等[5]指出,疲劳加载过程中,单个集束中滑移系的开动主要取决于两个因素:Schmid因子和开动滑移系所需要的临界剪切应力。对于密排六方结构,基面滑移系、柱面滑移系和锥面滑移系所需的临界剪切应力比为1:1:2.64。所以,基面和柱面滑移系易于开动。在同一集束中,裂纹既可以沿基面也可以沿柱面滑移系方向扩展,如图6(a)中的B集束和图6(b)中的G集束。在图6(a)的B集束中,裂纹沿平行柱面扩展一段距离后,转向沿平行基面扩展。可见滑移系对裂纹扩展方向有很大的影响。而图6(b)中F集束裂纹不平行平滑移系方向,可能是α/β界面强度低,或者是两侧的G集束先于F集束沿滑移系开裂,导致裂纹没有选择沿滑移系方向扩展。当应力方向不利于滑移系开动时,或两个晶粒内裂纹面间角过大时[6],裂纹也会倾向于沿α/β界面或晶界扩展。
由于同一β晶粒内不同集束的晶体学取向和滑移系不同,所以疲劳裂纹从一个集束扩展至下一个相邻集束时,滑移系的改变会导致裂纹扩展方向的改变,路径变得曲折。与HZTC4相比,ZTC4的α集束尺寸小,相同体积内集束数目多,裂纹扩展方向改变的次数增加,路径更为曲折,且疲劳断面粗糙度大,裂纹闭合效应明显,从而裂纹扩展速率降低。
2.3 断口分析
通过观察疲劳裂纹扩展断面可以看出,当裂纹从一个集束扩展至下一个集束时,裂纹会发生偏折,如图7(a)所示。即使裂纹沿同一集束中α/β界面扩展时,裂纹方向也有可能改变,如图7(b)所示。由于疲劳加载产生的位错易于在集束界面处塞积,产生应力集中引起开裂,这在一定程度上缓解裂纹尖端的应力集中,降低裂纹扩展速率。同时,疲劳裂纹扩展将会在界面处暂停,且需要多次循环即损伤积累来开启在下一个集束的裂纹扩展[7],疲劳寿命增加。由于ZTC4集束界面多,因此,裂纹扩展至界面处停顿的次数和在界面处产生二次裂纹的数目增加,导致裂纹扩展速率降低。
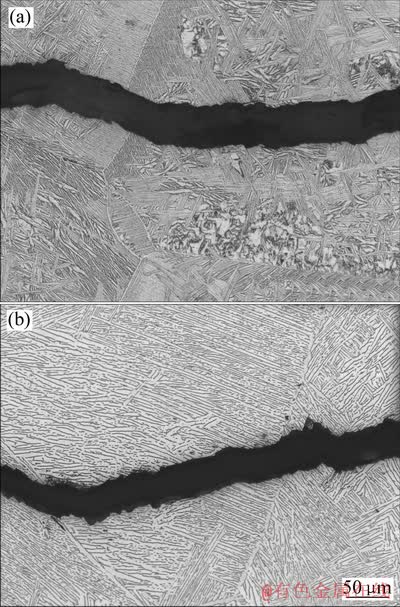
图5 TC4疲劳裂纹微观路径
Fig. 5 Crack path morphologies of as-cast (a) and post- HIPped (b) TC4 castings
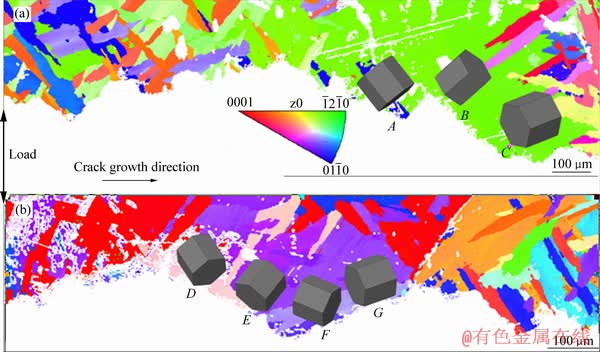
图6 TC4疲劳裂纹扩展路径的EBSD分析结果
Fig. 6 EBSD analysis of crack paths in as-cast (a) and post-HIPped (b) TC4 castings
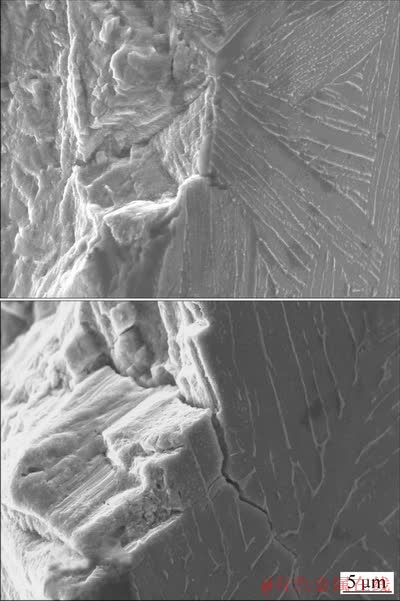
图7 TC4合金疲劳断口的SEM像
Fig. 7 SEM images of fatigue fracture surfaces of as-cast (a) and post-HIPped (b) TC4 alloy
3 结论
1) 由于裂纹主要沿平行滑移系方向扩展,不同 集束内滑移系不同,导致裂纹在各集束内的扩展方向发生改变。同时,集束界面对裂纹扩展具有阻碍作用。当裂纹扩展至集束界面时,位错会在集束界面处塞积引发应力集中,产生二次裂纹,这将有效减缓裂纹尖端的应力集中,降低裂纹扩展速率。
2) TC4合金经热等静压后,α片层和集束尺寸长大,在相同体积内集束数目减少,裂纹偏析程度降低,界面的阻碍作用减少,裂纹扩展速率提高。
REFERENCES
[1] 肖树龙, 陈玉勇, 朱洪艳, 田 竟, 吴宝昌. 大型复杂薄壁钛合金铸件熔模精密铸造研究现状及发展[J]. 稀有金属材料与工程, 2006, 35(5): 678-681.
XIAO Shu-long, CHEN Yu-yong, ZHU Hong-yan, TIAN Jing, WU Bao-chang. Recent advances on precision casting of large thin wall complex castings of titanium alloys[J]. Rare Metal Materials And Engineering, 2006, 35(5): 678-681.
[2] 张 满, 南 海, 黄 东, 曹国平. 钛合金铸件的热等静压和氢处理工艺研究[J]. 中国钛造装备与技术, 2002, 5: 1-3.
ZHANG Man, NAN Hai, HUANG Dong, CAO Guo-ping. Study of heat isostatic pressing and thermohydrogen treatment of titanium alloy castings[J]. China Foundry Machinery and Technology, 2002(5): 1-3.
[3] SANSOZ F, GHONEM H. Effects of loading frequency on fatigue crack growth mechanisms in α/β Ti microstructure with large colony size[J]. Materials Science and Engineering A, 2003, 356(1/2): 81-92
[4] 徐 峰. Zr含量对Ti-1100合金650 °C拉伸变形和断裂机制的影响[D]. 沈阳: 中国科学院, 金属研究所, 2008.
XU Feng. The effect of Zr addition on 650 °C deformation and fracture mechanisms in Ti-1100 alloy[D]. Shenyang: Institute of Metal Research, Chinese Academy of Sciences, 2008.
[5] BANTOUNAS I, DYE D, LINDLEY T C. The effect of grain orientation on fracture morphology during high-cycle fatigue of Ti-6Al-4V[J]. Acta Materialia, 2009, 57(12): 3584-3595.
[6] 雷家峰, 刘羽寅, 杨 锐, 李 东. 一种亚稳β钛合金中疲劳短裂纹穿晶扩展晶体学特征的EBSD研究[J]. 金属学报, 2002, 38(增刊): 272-276.
LEI Jia-feng, LIU Yu-yin, YANG Rui, LI Dong. EBSD study on the crystallographic characteristics of fatigue crack propagation through a grain boundary in a metastable Beta titanium alloy[J]. ACTA Metallurgica Sinica, 2002, 38(s): 272-276.
[7] EYLON D, BANIA P J. Fatigue cracking characteristics of beta-annealed large colony Ti-11 alloy[J]. Metallurgical Transactions A, 1978, 9: 1273-1279.
(编辑 方京华)
基金项目:欧盟宇航局资助项目, 欧盟委员会-中国共同资助项目(FP7-AAT-2010-RTD-CHINA)
收稿日期:2013-07-28;修订日期:2013-10-10
通信作者:雷家峰,研究员,博士;电话:024-23971958;E-mail:jflei@imr.ac.cn

