DOI: 10.11817/j.issn.1672-7207.2017.06.011
»»Ń¨‘Ģ‘Ģ÷∆Őō–‘∑÷őŲľį‘Ģ÷∆Ѷ∂ĮŐ¨ňÝ∂®≤Ŗ¬‘
ŇŪőń1£¨ľß—«∑ś2£¨≥¬ ų◊ŕ1£¨’ŇĶÓĽ™1
(1. ∂ęĪĪīů—ß ‘Ģ÷∆ľľ űľįѨ‘Ģ◊‘∂ĮĽĮĻķľ“÷ōĶ„ Ķ—ť “£¨Ń…ńĢ …Ú—Ű£¨110819£Ľ
2. Őę‘≠Ņ∆ľľīů—ß ÷ō–ÕĽķ–ĶĹŐ”ż≤ŅĻ§≥Ő—–ĺŅ÷––ń£¨…Ĺőų Őę‘≠£¨030024)
’™“™£ļő™ĽŮĶ√»»Ń¨‘Ģ◊Ó”ŇļŮ∂»Ņō÷∆≤Ŗ¬‘£¨ĹÝ“Ľ≤ĹŐŠłŖļŮ∂»Ņō÷∆ĺę∂»£¨Ľý”ŕ‘Ģ÷∆Őō–‘Ļż≥Ő∑÷őŲ£¨∑÷őŲ‘Ģ÷∆Ļż≥Ő÷–Ļű∑ž°ĘņīŃŌļŮ∂»ļÕő¬∂»Ķ»∂‘≥ŲŅŕ≥…∆∑ļŮ∂»Ķń”įŌž£¨Ķ√ĶĹłų”įŌž“ÚňōĶńļŮ∂»”įŌžŌĶ ż°£’Ž∂‘ļŮ∂»ľ∆AGCļÕľŗŅōAGCīś‘ŕŌŗĽ•ł…»ŇĶńő Ő‚£¨ŐŠ≥Ų“Ľ÷÷∂ĮŐ¨ňÝ∂®‘Ģ÷∆ѶŅō÷∆≤Ŗ¬‘£¨≤ĘĹę”ŇĽĮļůĶńļŮ∂»≤Ŗ¬‘”¶”√”ŕń≥»»Ń¨‘ĢļŮ∂»Ņō÷∆ŌĶÕ≥÷–°£—–ĺŅĹŠĻŻĪŪ√ų£ļ∂‘”ŕĶš–ÕĻśłŮĶńīÝł÷£¨∆ĹĺýļŮ∂»∆ę≤Ó‘ŕ°ņ25 ¶Őm∑∂őßńŕļŮ∂»‘§≤‚ĺę∂»Ņ…īÔ96.8%“‘…Ō£¨∆ę≤Ó‘ŕ°ņ50 ¶Őm∑∂őßńŕļŮ∂»‘§≤‚ĺę∂»Ņ…īÔ98.8%“‘…Ō£¨”Ň”ŕŌ÷≥°Ņō÷∆“™«ů°£
ĻōľŁī £ļ»»Ń¨‘Ģ£Ľ∂ĮŐ¨ňÝ∂®‘Ģ÷∆Ѷ≤Ŗ¬‘£Ľ”įŌžŌĶ ż£ĽľŗŅōAGC£ĽļŮ∂»ľ∆AGC
÷–Õľ∑÷ņŗļŇ£ļTG333.5 őńŌ◊ĪÍ÷嬎£ļA őń’¬ĪŗļŇ£ļ1672-7207(2017)06-1492-07
Rolling characteristics analysis and dynamic roll force locking strategy for hot strip mill
PENG Wen1, JI Yafeng2, CHEN Shuzong1, ZHANG Dianhua1
(1. The State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110819, China;
2. Engineering Research Center for Department of Heavy Machinery Education,
Taiyuan University of Science and Technology, Taiyuan 030024, China)
Abstract: In order to obtain the thickness control scheme and improve the thickness precision in hot strip rolling, the rolling characteristics process was discussed, and the gap-position, primary thickness and the temperature which were related to the target thickness were taken into consideration, and finally the influences coefficients was received. Aiming at the problem which is mutual interference when the monitor automatic gauge control (AGC) is also used simultaneously with gauge meter AGC, a kind of novel dynamic locking force control strategy was proposed. The optimized control strategy was applied in the AGC system in one hot strip mill. The result indicates that the strip thickness deviation can be controlled within the target tolerances °ņ25 ¶Őm over 96.8%, and tolerances °ņ50 ¶Őm over 98.8%, satisfying the requirement of production.
Key words: hot strip mill; dynamic locking force control strategy; influence coefficient; monitor AGC; gauge meter AGC
»»‘ĢīÝł÷◊ųő™“ĪĹūĻ§“ĶĶń÷ō“™≤ķ∆∑Ļ„∑ļ”¶”√”ŕĻķ√Ůĺ≠ľ√Ķń–Ū∂ŗŃž”Ú°£ňś◊Ň…ķ≤ķļÕľľ űĶń∑Ę’Ļ£¨∂‘»»‘Ģ≤ķ∆∑ļŮ∂»Ņō÷∆ĺę∂»ŐŠ≥ŲŃň‘Ĺņī‘ĹłŖĶń“™«ů°£ļŮ∂»◊‘∂ĮŅō÷∆(automatic gauge control£¨AGC)ŌĶÕ≥Ļ„∑ļ”¶”√”ŕ◊‘∂ĮŅō÷∆ŌĶÕ≥ĶĪ÷–£¨∂‘Ī£÷§īÝł÷»ę≥§ļŮ∂»ĺę∂»∆ū◊Ň÷ŃĻō÷ō“™Ķń◊ų”√£¨ «Ō÷īķĽĮįŚīÝł÷…ķ≤ķ÷–÷ō“™Ķń◊ť≥…≤Ņ∑÷[1-5]°£AGCŌĶÕ≥÷ų“™įŁņ®«įņ°AGC°ĘļŮ∂»ľ∆AGCļÕľŗŅōAGC£¨∆š÷–«įņ°AGC”ŽļŮ∂»ľ∆AGCŅ…“‘∑÷Īū”ŽľŗŅōAGCŃ™ļŌ Ļ”√“‘ĽŮĶ√Ńľļ√ĶńļŮ∂»ĺę∂»£¨ļŮ∂»ľ∆AGC”ŽľŗŅōAGCŃ™ļŌ Ļ”√◊ųő™ŌŻ≥żīÝł÷ļŮ∂»∆ę≤ÓĶń÷ų“™Ņō÷∆≤Ŗ¬‘£¨ŃĹ’Ŗ÷ģľšīś‘ŕŌŗĽ•ł…»ŇĶńő Ő‚£¨÷Ó∂ŗőńŌ◊Õ®ĻżņŪ¬Ř∑÷őŲĹ“ ĺ∆šŌŗĽ•ł…»ŇĶń‘≠“Ú£¨≤…”√”…≤‚ļŮ“«≤‚ŃŅļŮ∂»∆ę≤ÓĹŠļŌļŮ∂»ľ∆AGC“ņĺ›ĶĮŐÝ∑Ĺ≥Őľ∆ň„Ķ√≥ŲļŮ∂»∆ę≤ÓĶń≤Ŗ¬‘Ĺ‚ĺŲļŮ∂»ľ∆AGC”ŽľŗŅōAGCĶńŌŗĻō–‘ő Ő‚£¨ĶęÕ¨ ĪĹĶĶÕŃňľŗŅōAGCĶńŅō÷∆ĺę∂»[6-9]°£Īĺőń◊ų’Ŗ≤…”√”įŌžŌĶ ż∑®∑÷őŲ”įŌžļŮ∂»Ņō÷∆ĺę∂»ĶńĻōľŁ“Úňō£¨≤Ę‘ŕīňĽýī°…ŌŐŠ≥Ų∂ĮŐ¨ňÝ∂®‘Ģ÷∆ѶŅō÷∆≤Ŗ¬‘£¨Ĺ‚ĺŲŃňļŮ∂»Ņō÷∆÷–ĶńŌŗĻō–‘ő Ő‚£¨ŌŻ≥żļŮ∂»ľ∆AGC”ŽľŗŅōAGC÷ģľšĶńŌŗĽ•ł…»Ň£¨ŐŠłŖŃňļŮ∂»Ņō÷∆ĺę∂»£¨Ōŗ”¶—–ĺŅ≥…ĻŻ“—≥…Ļ¶”¶”√”໻Ѩ‘Ģ…ķ≤ķĻż≥Ő÷–£¨≤Ę»°Ķ√ŃňŃľļ√ĶńļŮ∂»Ņō÷∆–ßĻŻ°£
1 ”įŌžļŮ∂»ĶńĻōľŁ“Úňō∑÷őŲ
1.1 ļŮ∂»‘ŲŃŅ∑Ĺ≥Ő
»»Ń¨‘Ģ…ķ≤ķĻż≥Ő÷–£¨√ŅłŲÕ‚»ŇŃŅ(»ŽŅŕļŮ∂»≤®∂Į°Ęő¬∂»≤®∂ĮĶ»)∂ľĽŠ‘ŕĽķľ‹ľšŌŗĽ•īęĶ›£¨‘ž≥…Ľķľ‹≤ő żĶńĪšĽĽ£¨≥ż÷ĪĹ””įŌžĪĺĽķľ‹Ļ§◊ų÷ģÕ‚£¨ĽĻĹ꼊”įŌž∆šňŻĽķľ‹ĶńĻ§◊ų£¨≤Ę◊Ó÷’”įŌž≥…∆∑ļŮ∂»°£
»»Ń¨‘Ģ…ķ≤ķĻż≥Ő÷–£¨Ĺ껻Ѩ‘Ģ‘Ģ÷∆Ѷń£–Õ īķ»ŽĶĮŐÝ∑Ĺ≥ŐĶń‘ŲŃŅ–ő Ĺ
īķ»ŽĶĮŐÝ∑Ĺ≥ŐĶń‘ŲŃŅ–ő Ĺ £¨ļŲ¬‘ňŔ∂»≤®∂ĮļÕĺę‘Ģ‘Ģ÷∆Ļż≥Ő÷–ŅŪ∂»ĪšĽĮ£¨≤Ę«“ńŅ«įĽÓŐ◊’ŇѶ∂ľń‹Ņō÷∆‘ŕľę–°∑∂őßńŕ£¨»»Ń¨‘Ģ‘ŲŃŅļŮ∂»∑Ĺ≥ŐŅ…“‘–ī≥…“Ľį„≤…”√»ÁŌ¬–ő Ĺ£ļ
£¨ļŲ¬‘ňŔ∂»≤®∂ĮļÕĺę‘Ģ‘Ģ÷∆Ļż≥Ő÷–ŅŪ∂»ĪšĽĮ£¨≤Ę«“ńŅ«įĽÓŐ◊’ŇѶ∂ľń‹Ņō÷∆‘ŕľę–°∑∂őßńŕ£¨»»Ń¨‘Ģ‘ŲŃŅļŮ∂»∑Ĺ≥ŐŅ…“‘–ī≥…“Ľį„≤…”√»ÁŌ¬–ő Ĺ£ļ
 (1)
(1)
Ĺ÷–£ļiő™Ľķľ‹ļŇ£Ľ(As)iő™Ļű∑ž”įŌžŌĶ ż£¨ £Ľ
£Ľ ő™ņīŃŌļŮ∂»”įŌžŌĶ ż£¨
ő™ņīŃŌļŮ∂»”įŌžŌĶ ż£¨ £Ľ
£Ľ ő™Īš–őŅĻѶ”įŌžŌĶ ż£¨
ő™Īš–őŅĻѶ”įŌžŌĶ ż£¨ °£
°£
Ņľ¬«ĶĹ∑÷őŲ—–ĺŅĶń∂‘Ōů «łų≤ő żĶńĪš∂ĮŃŅ£¨∆ęőĘ∑÷ŌĶ żĶń«ůĹ‚Ņ…“‘Õ®Ļż≤…”√‘ŕ–°ĪšĽĮ∑∂őßńŕĹę∑«ŌŖ–‘ļĮ żŌŖ–‘ĽĮĶń∑Ĺ∑®ĹÝ––—–ĺŅ°£≤…”√“‘Ō“«–ŌŖĶńĹŁň∆∑Ĺ∑®ĹÝ––ľ∆ň„(»ÁÕľ1ňý ĺ)£¨“‘ ő™ņż£¨Õ®ĻżłńĪšĽķľ‹Ķń≥ŲŅŕļŮ∂»
ő™ņż£¨Õ®ĻżłńĪšĽķľ‹Ķń≥ŲŅŕļŮ∂» £¨«ů≥Ų–¬Ķń‘Ģ÷∆Ѷ
£¨«ů≥Ų–¬Ķń‘Ģ÷∆Ѷ £¨ī”∂Ýľ∆ň„Ķ√ĶĹ∆ęőĘ∑÷ŌĶ ż°£
£¨ī”∂Ýľ∆ň„Ķ√ĶĹ∆ęőĘ∑÷ŌĶ ż°£
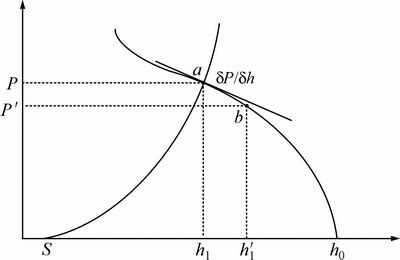
Õľ1 łÓŌŖŐśīķ∑® ĺ“‚Õľ
Fig. 1 Schematic of secant method
 (2)
(2)
ĶĪbĶ„őřŌřŔţ”ŕaĶ„ Ī£¨Ō“ľī≥…ő™«–ŌŖ£¨ Ļ”√Õ¨—ýĶń∑Ĺ∑®Ņ…“‘ľ∆ň„ ļÕ
ļÕ Ķ»∆ęőĘ∑÷ŌĶ ż°£
Ķ»∆ęőĘ∑÷ŌĶ ż°£
1.2 ”įŌžŌĶ ż∑÷őŲ
‘ŕīÝł÷Ķń»»Ń¨‘ĢĻż≥Ő÷–£¨ő™Ńň∑÷őŲ»Ň∂ĮŃŅľįŅō÷∆ŃŅ∂‘ńŅĪÍŃŅĶń”įŌž£¨“Ľį„Ĺ®ŃĘ”…ńŅĪÍŃŅ°Ę»Ň∂ĮŃŅļÕŅō÷∆ŃŅ◊ť≥…Ķńĺ≤Ő¨◊ŘļŌ∑÷őŲ‘ŲŃŅ ż—ßń£–Õ°£∂‘”໻Ѩ‘ĢĽķ◊ťņīňĶ£¨ņīŃŌő¬∂»ĪšĽĮ‘ž≥…Ķń”≤∂»≤®∂Į“‘ľįņīŃŌļŮ∂»ĶńĪšĽĮő™»Ň∂ĮŃŅ£¨—ĻŌ¬őĽ÷√Īš∂Įő™Ņō÷∆ŃŅ£¨≥ŲŅŕńŅĪÍļŮ∂»ő™ńŅĪÍŃŅ°£≤…”√”įŌžŌĶ ż∑®«ůĹ‚łų”įŌž“ÚňōŌŗĻō‘ŲŃŅ–ő Ĺīķ ż∑Ĺ≥Ő◊ť£¨Ņ…“‘”––ß∑÷őŲłų”įŌž“Úňō∂‘≥ŲŅŕļŮ∂»Ķń”įŌž[10-11]°£
Ņľ¬«ĶĹ»»Ń¨‘Ģ«į“Ľľ‹Ķń≥ŲŅŕļŮ∂»ĪšĽĮő™Ō¬“ĽĽķľ‹»ŽŅŕļŮ∂»ĪšĽĮ’‚“ĽŐōĶ„£¨‘ŕ∑÷őŲ»ő“Ľ»Ň∂ĮŃŅĽÚŅō÷∆ŃŅ∂‘ńŅĪÍŃŅĶń”įŌž Ī£¨≤ĽĶę“™ľ∆ň„∆š∂‘ĪĺĽķľ‹≥ŲŅŕļŮ∂»”įŌž£¨ĽĻ–Ť“™ľ∆ň„ĪĺĽķľ‹≥ŲŅŕļŮ∂»ĪšĽĮ∂‘≥…∆∑ļŮ∂»Ķń”įŌž°£
ĶĪ—–ĺŅĻű∑žőĽ÷√ĪšĽĮ ∂‘◊Ó÷’≥…∆∑ļŮ∂»hnĶń”įŌž£¨ľīĶŕiĽķľ‹Ķń—ĻŌ¬∂Į◊ų∂‘≥…∆∑ļŮ∂»Ķń”įŌž Ī£¨”…Ō¬ ĹĹÝ––ľ∆ň„£ļ
∂‘◊Ó÷’≥…∆∑ļŮ∂»hnĶń”įŌž£¨ľīĶŕiĽķľ‹Ķń—ĻŌ¬∂Į◊ų∂‘≥…∆∑ļŮ∂»Ķń”įŌž Ī£¨”…Ō¬ ĹĹÝ––ľ∆ň„£ļ
 (3)
(3)
ĹÝ“Ľ≤Ĺ”–£ļ
 (4)
(4)
ņīŃŌļŮ∂»≤®∂Į ∂‘◊Ó÷’≥…∆∑ļŮ∂»hnĶń”įŌžŌĶ żő™
∂‘◊Ó÷’≥…∆∑ļŮ∂»hnĶń”įŌžŌĶ żő™
 (5)
(5)
Ļ £ļ
 (6)
(6)
‘ŕ—–ĺŅ»ŽŅŕő¬∂»≤®∂Į‘ž≥…ĶńĪš–őŅĻѶ≤®∂Į ∂‘≥…∆∑ļŮ∂»hnĶń”įŌž Ī£¨–Ť“™Ņľ¬«“‘Ō¬2łŲ∑Ĺ√ś£ļ
∂‘≥…∆∑ļŮ∂»hnĶń”įŌž Ī£¨–Ť“™Ņľ¬«“‘Ō¬2łŲ∑Ĺ√ś£ļ
1) ∂‘√ŅłŲĽķľ‹∂ľĽŠ≤ķ…ķ”įŌž£¨∂‘√ŅĽķľ‹ĽŠ”– (
( )£Ľ
)£Ľ
2) Ĺę ĻiĽķľ‹≤ķ…ķ £¨∂Ý”÷ĽŠ”įŌžļů√śłųĽķľ‹Ķń≥ŲŅŕļŮ∂»°£
£¨∂Ý”÷ĽŠ”įŌžļů√śłųĽķľ‹Ķń≥ŲŅŕļŮ∂»°£
 “Ľį„”…īÝł÷ő¬∂»ĪšĽĮ‘ž≥…£¨“Úīň£¨
“Ľį„”…īÝł÷ő¬∂»ĪšĽĮ‘ž≥…£¨“Úīň£¨
(7)
Ĺ÷–£ļ ő™ő¬∂»∂‘Īš–őŅĻѶĶń”įŌžŌĶ ż£Ľő™»ŽŅŕő¬∂»≤®∂Į‘ž≥…ĶńĪš–őŅĻѶĪšĽĮŃŅ°£
ő™ő¬∂»∂‘Īš–őŅĻѶĶń”įŌžŌĶ ż£Ľő™»ŽŅŕő¬∂»≤®∂Į‘ž≥…ĶńĪš–őŅĻѶĪšĽĮŃŅ°£
Ņ…“‘Ķ√≥Ųő¬∂»≤®∂Į∂‘ļŮ∂»Ķń”įŌžŌĶ ż £ļ
£ļ
 (8)
(8)
Ļ £ļ
 (9)
(9)
1.3 »»Ń¨‘Ģ‘Ģ÷∆Őō–‘∑÷őŲ
1.3.1 ∆ęőĘ∑÷ŌĶ żľ∆ň„
ń≥1 580 mm»»Ń¨‘ĢĽķ◊ťő™ņż£¨‘ĢĻű÷Īĺ∂760 mm£¨‘ĢĽķł’∂»ő™5 800 kN/mm£¨∂‘ŅŪ∂»1 250 mmł÷÷÷Q235ĶńĶš–ÕļŮ∂»īÝł÷ĹÝ––”įŌžŌĶ żľ∆ň„°£
“‘ļŮ∂»‘ŲŃŅ∑Ĺ≥Őő™Ľýī°£¨∑÷Īū∂‘ Ķľ …ķ≤ķĻż≥Ő÷–ĶńĶš–Õ‘Ģ÷∆ļŮ∂»ĹÝ––∆ęőĘ∑÷ŌĶ żľ∆ň„£¨∆š÷–ļŮ∂»5.20 mmīÝł÷Ķń∆ęőĘ∑÷ŌĶ ż»ÁĪŪ1ňý ĺ°£“‘īňő™ŐűľĢ£¨“‘»ŽŅŕļŮ∂»≤®∂Į1 mm£¨»ŽŅŕő¬∂»≤®∂Į20 °ś£¨łųĽķľ‹Ļű∑ž∆ę≤Ó1 mm£¨ĹÝ“Ľ≤Ĺľ∆ň„ŃňīÝł÷ļŮ∂»∑÷Īūő™2.00 mm£¨3.52 mm“‘ľį7.00 mmĶń”įŌžŌĶ ż°£
1.3.2 ‘Ģ÷∆Őō–‘∑÷őŲ
Ļű∑ž”įŌžŌĶ żĪšĽĮ«ų ∆»ÁÕľ2ňý ĺ°£”…Õľ2Ņ…“‘Ņī≥Ų£¨∂‘”ŕłų≤ĽÕ¨ļŮ∂»ĶńīÝł÷£¨Ō¬”őĽķľ‹Ļű∑žĪšĽĮĶń”įŌž≥ …Ō…ż«ų ∆£¨≤Ę«“ňś◊Ň≥…∆∑ļŮ∂»Ķń‘Ųľ”£¨Ļű∑žĶń”įŌžĪšĶ√łŁľ”÷ō“™°£
…Ō”őĽķľ‹F1~F3Ļű∑žĪšĽĮ∂‘≤ĽÕ¨ļŮ∂»īÝł÷Ķń≥…∆∑ļŮ∂»”–“Ľ∂®”įŌž£¨ňś◊ŇńŅĪÍļŮ∂»Ķńľű–°£¨∂‘≥…∆∑ļŮ∂»Ķń”įŌž÷ūĹ•‘Ųīů£¨∂‘”ŕĹŌļŮīÝł÷(ļŮ∂»7.0 mm)£¨F3Ľķľ‹”įŌžŌĶ ż–°”ŕ0.02£¨Õ∂”√AGC∂‘≥…∆∑ļŮ∂»”įŌžĹŌ–°£ĽĶę∂‘”ŕĪ°īÝł÷(ļŮ∂»2.0 mm)£¨F3Ľķľ‹”įŌžŌĶ ż‘ŕ0.05◊ů”“£¨∂‘≥…∆∑ļŮ∂»”įŌžŌŗ∂‘ĹŌīů°£
◊Óń©Ľķľ‹F6ļÕF7Ļű∑žĪšĽĮ∂‘≥…∆∑ļŮ∂»ĺý”–ļ‹īů”įŌž£¨“Úīň‘ŕ◊Óļů2łŲĽķľ‹Õ∂”√AGC∂‘”ŕĪ£÷§≥…∆∑ļŮ∂»∆ūĶĹ÷ŃĻō÷ō“™Ķń◊ų”√°£
ļŮ∂»”įŌžŌĶ żĪšĽĮ«ų ∆»ÁÕľ3ňý ĺ°£”…Õľ3Ņ…“‘Ņī≥Ų£ļņīŃŌļŮ∂»∂‘F1ļÕF2Ľķľ‹≥ŲŅŕļŮ∂»Ķń”įŌžĹŌīů£¨∂Ý∂‘Ō¬”őĽķľ‹Ķń”įŌžĹŌ–°£¨ňĶ√ų»»Ń¨‘ĢĽķ◊ťĪĺ…ŪĺŖ”–ľű–°‘≠ŃŌĺÝ∂‘ļŮ≤ÓĶńń‹Ń¶£¨«“ĺ≠Ļż∂ŗĽķľ‹‘Ģ÷∆ļůņīŃŌļŮ∂»ľłļű∂‘≥…∆∑ļŮ∂»őř”įŌž°£
ő¬∂»∂‘≥ŲŅŕļŮ∂»Ķń”įŌž÷ų“™ŐŚŌ÷‘ŕő¬∂»≤®∂Į∂‘Īš–őŅĻѶĶń”įŌž£¨Īš–őŅĻѶĶńĪšĽĮĹÝ“Ľ≤Ĺ”įŌž≥ŲŅŕļŮ∂»°£ő¬∂»”įŌžŌĶ żĪšĽĮ«ų ∆»ÁÕľ4ňý ĺ°£”…Õľ4Ņ…“‘Ņī≥Ų£ļņīŃŌĪš–őŅĻѶĪšĽĮ∂‘«įňńĽķľ‹≥ŲŅŕļŮ∂»”–ĹŌīů”įŌž£¨∂‘”ŕļů»żĽķľ‹Ķń”įŌžŌĶ żňš»ĽŌ¬ĹĶ£¨Ķ껑»ĽĪ»ĹŌīů£¨ «”įŌžĽķľ‹≥ŲŅŕļŮ∂»Ķń÷ō“™“Úňō£¨’‚“≤≥š∑÷∑ī”≥Ńň”…ő¬∂»≤Ľĺý‘ž≥…ĶńĪš–őŅĻѶ≤®∂Į∂‘ňý”–Ľķľ‹≥ŲŅŕļŮ∂»Ķń”įŌž∂ľĹŌīů£¨ĺŖ”–÷ō∑Ę–‘°£
Õ®Ļż‘ĢĽķ”įŌžŌĶ ż∑÷őŲŅ…“‘Ķ√≥Ų£¨ī÷‘Ģ≥ŲŅŕļŮ∂»∆ę≤Óĺ≠»»Ń¨‘Ģĺę‘ĢĽķ◊ť‘Ģ÷∆ļů∂‘≥…∆∑ļŮ∂»”įŌžľę–°£¨∂Ý”…īÝł÷»ę≥§ő¬∂»≤Ľĺý‘ž≥…ĶńĪš–őŅĻѶ≤®∂ĮĺŖ”–÷ō∑Ę–‘£¨∂‘īÝł÷≥…∆∑ļŮ∂»∆ę≤Ó”–ļ‹īů”įŌž°£
ĪŪ1 ļŮ∂»5.20 mmīÝł÷Ķń∆ęőĘ∑÷ŌĶ ż
Table 1 Partial differential coefficients for strip steel with thickness of 5.20 mm


Õľ2 Ļű∑ž”įŌžŌĶ żĪšĽĮ«ų ∆
Fig. 2 Trend of gap influence coefficient

Õľ3 ļŮ∂»”įŌžŌĶ żĪšĽĮ«ų ∆
Fig. 3 Trend of thickness influence coefficient

Õľ4 ő¬∂»”įŌžŌĶ żĪšĽĮ«ų ∆
Fig. 4 Trend of temperature influence coefficient
2 ļŮ∂»ľ∆AGC”ŽľŗŅōAGCĶńŌŗĻō–‘
‘ŕAGCŅō÷∆Ļż≥Ő÷–£¨“Ľį„≤…”√ļŮ∂»ľ∆AGCļÕľŗŅōAGCŌŗĹŠļŌĶń≤Ŗ¬‘Ī£÷§≥…∆∑ļŮ∂»ĶńŅō÷∆ĺę∂»£¨Ĺ‚ĺŲļŮ∂»ľ∆AGCļÕľŗŅōAGCĶńŌŗĻō–‘ő Ő‚ «ŐŠłŖļŮ∂»Ņō÷∆ĺę∂»ĶńĻōľŁňý‘ŕ°£
ő¬∂»∂‘≥…∆∑ļŮ∂»Ķń”įŌž÷ų“™ŐŚŌ÷‘ŕő¬∂»≤®∂Į∂‘Īš–őŅĻѶ‘ž≥…Ķń”įŌž°£‘໻Ѩ‘Ģ…ķ≤ķĻż≥Ő÷–£¨īÝł÷ő¬∂»≤®∂ĮĶń‘≠“Ú”–“‘Ō¬2÷÷[12-14]£ļ1) ”…”ŕīÝő≤≥§ ĪľšĪ©¬∂‘ŕŅ’∆Ý÷–‘ž≥…”…īÝÕ∑ĶĹīÝő≤Ķńő¬∂»«ų ∆–‘ĹĶĶÕ£Ľ2) ľ”»»¬ĮńŕĶľĻž‘ŕł÷ŇųĪŪ√ś‘ž≥…ĶńĶÕő¬∂ő£¨īň∂őő¬∂»≤®∂Įīů£¨»›“◊‘ž≥…ĹŌīůļŮ∂»≤®∂Į°£
ŌŻ≥żÕ¨ŐűīÝł÷ļŮ∂»∆ę≤ÓĶń÷ų“™≤Ŗ¬‘ «≤…”√ļŮ∂»ľ∆AGC£¨“ÚīňļŮ∂»ľ∆AGC≤ĽĹŲ“™ŌŻ≥ż”…ňģ”°‘ž≥…ĶńļŮ∂»≤®∂Į£¨ĽĻ“™ŌŻ≥żīÝł÷Õ∑ő≤ő¬≤Ó‘ž≥…ĶńīÝł÷»ę≥§«ų ∆–‘ļŮ∂»∆ę≤Ó£¨‘ŕīÝł÷Õ∑ő≤ő¬≤ÓĹŌīů ĪĽŠ‘ž≥…ļŮ∂»ľ∆AGCĶųĹŕŃŅĹŌīů«“”ŽľŗŅōAGCĶųĹŕ∑ĹŌÚŌŗ∑īĶń«ťŅŲ£¨ ĻľŗŅōAGCĪĽ∆»÷–ÕĺÕ£÷ĻĻ§◊ų°£ő™Ĺ‚ĺŲ…Ō Ųő Ő‚£¨≤…»°”…ļŮ∂»ľ∆AGCŌŻ≥żňģ”°‘ž≥…ĶńļŮ∂»∆ę≤Ó£¨”…ľŗŅōAGCŌŻ≥ż”…īÝł÷Õ∑ő≤ő¬≤Ó‘ž≥…Ķń«ų ∆–‘ļŮ∂»∆ę≤ÓĶńŅō÷∆≤Ŗ¬‘°£
2.1 ∂ĮŐ¨ňÝ∂®‘Ģ÷∆ѶŅō÷∆≤Ŗ¬‘
ļŮ∂»ľ∆AGC÷–ňÝ∂®ļŮ∂»”…ňÝ∂®Ļű∑ž÷ĶļÕňÝ∂®‘Ģ÷∆Ѷłý囑ĢĽķĶĮŐÝŐō–‘«ķŌŖĶ√≥Ų[15-16]°£”…”ŕňģ”°÷ų“™Õ®Ļż‘Ģ÷∆Ѷ≤®∂Į“ż∆ūļŮ∂»≤®∂Į£¨“ÚīňŅ…“‘≤…”√∂ĮŐ¨ňÝ∂®‘Ģ÷∆ѶĶń∑Ĺ Ĺņīľű–°”…īÝł÷Õ∑ő≤ő¬≤Ó‘ž≥…Ķń‘Ģ÷∆Ѷ≤®∂Į∂‘ļŮ∂»ľ∆AGCĶń”įŌž°£
ļŮ∂»ľ∆AGC∑Ĺ≥Ő£ļ
 (10)
(10)
Ĺ÷–£ļKmő™‘ĢĽķł’∂»£¨kN/mm£ĽQő™‘ĢľĢň‹–‘ŌĶ ż£¨kN/mm£ĽfHő™‘ĢĽķŇ∆∑ĽĶĮŐÝ∑Ĺ≥Ő£ĽfMő™ĻűŌĶń”«ķ∑Ĺ≥Ő£Ľ¶«ő™ĻűŌĶń”«ķ–ř’ż“Ú◊”£ĽSő™Ļű∑ž£¨mm£ĽSLő™ňÝ∂®Ļű∑ž£¨mm°£
”… Ĺ(9)Ņ…Ķ√∂ĮŐ¨ļŮ∂»∆ę≤Ó£ļ
 (11)
(11)
Ĺ÷–£ļ ő™∂ĮŐ¨ňÝ∂®‘Ģ÷∆Ѷ£¨kN°£
ő™∂ĮŐ¨ňÝ∂®‘Ģ÷∆Ѷ£¨kN°£
īÝł÷Õ∑ő≤ő¬≤Ó‘ž≥…Ķń‘Ģ÷∆Ѷ≤®∂ĮňśĽķ«į≤‚ő¬“«ő¬∂»ĪšĽĮ∂ÝĪšĽĮ£¨ňý“‘Ņ…”…Ľķ«į≤‚ő¬“«Ķńő¬∂»ĪšĽĮ«ų ∆»∑∂®ňÝ∂®‘Ģ÷∆ѶĪšĽĮ«ų ∆°£
ő™ŃňŌŻ≥żňŔ∂»ĪšĽĮ∂‘īÝł÷ő¬∂»≤®∂Įłķ◊ŔĶń”įŌž£¨≤…”√—ýĪĺłķ◊Ŕ∑Ĺ Ĺľ∆ň„Ķ•őĽ—ýĪĺ≥§∂»ő¬∂»∆ę≤Ó£ļ
 (12)
(12)
Ĺ÷–£ļ ő™Ķ•őĽ—ýĪĺ≥§∂»ő¬∂»∆ę≤Ó£¨°ś£Ľtső™Ķ•őĽ—ýĪĺ≥§∂»īÝł÷ő¬∂»£¨°ś£ĽtLő™īÝł÷Õ∑≤Ņő¬∂»ňÝ∂®÷Ķ£¨°ś°£
ő™Ķ•őĽ—ýĪĺ≥§∂»ő¬∂»∆ę≤Ó£¨°ś£Ľtső™Ķ•őĽ—ýĪĺ≥§∂»īÝł÷ő¬∂»£¨°ś£ĽtLő™īÝł÷Õ∑≤Ņő¬∂»ňÝ∂®÷Ķ£¨°ś°£
∂®“Ś ő™Ōŗ∂‘”ŕňÝ∂®ő¬∂»ĶńĶ•őĽ—ýĪĺ≥§∂»ő¬∂»≤®∂ĮĪ»ņż£ļ
ő™Ōŗ∂‘”ŕňÝ∂®ő¬∂»ĶńĶ•őĽ—ýĪĺ≥§∂»ő¬∂»≤®∂ĮĪ»ņż£ļ
 (13)
(13)
ĶŕiĽķľ‹‘Ģ÷∆īÝł÷—ýĪĺ≥§∂»ő™
 (14)
(14)
Ĺ÷–£ļLő™īÝł÷Ķ•őĽ—ýĪĺ≥§∂»£¨mm£ĽHő™īÝł÷ņīŃŌļŮ∂»£¨mm£Ľhiő™ĶŕiĽķľ‹ł÷īÝł÷ļŮ∂»£¨mm°£
ĶŕiĽķľ‹∂ĮŐ¨ňÝ∂®‘Ģ÷∆Ѷ £ļ
£ļ
 (15)
(15)
Ĺ÷–£ļ ő™Ľķľ‹īÝł÷Õ∑≤ŅňÝ∂®‘Ģ÷∆Ѷ£¨kN£Ľ¶Őő™‘Ģ÷∆Ѷ–ř’ż“Ú◊”£¨”ŽīÝł÷≤ń÷ °ĘŅŪ∂»ľįļŮ∂»”–Ļō°£
ő™Ľķľ‹īÝł÷Õ∑≤ŅňÝ∂®‘Ģ÷∆Ѷ£¨kN£Ľ¶Őő™‘Ģ÷∆Ѷ–ř’ż“Ú◊”£¨”ŽīÝł÷≤ń÷ °ĘŅŪ∂»ľįļŮ∂»”–Ļō°£
”… Ĺ(11)ļÕ Ĺ(15)Ń™ŃĘŅ…Ķ√∂ĮŐ¨ňÝ∂®‘Ģ÷∆ѶŅō÷∆∑Ĺ ĹŌ¬ĶńļŮ∂»∆ę≤Ó£ļ



 (16)
(16)
Ĺ÷–£ļSiő™ĶŕiĽķľ‹Ļű∑ž£¨mm°£
2.2 ļŮ∂»ľ∆AGC”ŽľŗŅōAGCĶńŌŗĻō–‘∑÷őŲ
ő™ ĻļŮ∂»ľ∆AGCļÕľŗŅōAGCĶńļŮ∂»Ľý◊ľĪ£≥÷“Ľ÷¬£¨‘ŕľ∆ň„ňÝ∂®ļŮ∂» Ī”¶◊ŘļŌŅľ¬«ňÝ∂®Ļż≥Ő÷–Ķń≥ŲŅŕļŮ∂»∆ę≤Ó £¨ľīļŮ∂»∆ę≤Ó
£¨ľīļŮ∂»∆ę≤Ó ő™
ő™

 (17)
(17)
ī”∂ÝĶ√ĶĹľŗŅōAGCÕ∂»Ž Ī£¨ļŮ∂»ľ∆AGCĶńĻű∑žĶųĹŕŃŅ ő™
ő™

 (18)
(18)
3 Ō÷≥°”¶”√–ßĻŻ∑÷őŲ
ĪĺőńĶńŅō÷∆≤Ŗ¬‘“—≥…Ļ¶”¶”√”ŕń≥»»Ń¨‘Ģ…ķ≤ķŌŖ£¨≤…”√∂‘Ī»…ķ≤ķ ‘—ťĶń∑Ĺ ĹĹÝ–– Ķľ –ßĻŻ∑÷őŲ°£Õľ5ļÕÕľ6ňý ĺ∑÷Īūő™ł÷÷÷ő™Q235B£¨≥…∆∑ļŮ∂»5.20 mmĶń≤ķ∆∑‘ŕīęÕ≥AGCŅō÷∆ļÕĽý”ŕ∂ĮŐ¨ňÝ∂®‘Ģ÷∆ѶAGCŅō÷∆≤Ŗ¬‘Ō¬Ķń Ķľ ļŮ∂»Ņō÷∆–ßĻŻ«ķŌŖ°£
”…Õľ5Ņ…“‘Ņī≥Ų£ļ‘ŕīÝł÷Õ∑≤ŅļŮ∂»Ņō÷∆Ļż≥Ő÷–īś‘ŕľŗŅōAGCĶųĹŕļ‹ŅžīÔĶĹŌř∑ýĶńő Ő‚£¨ĹŲ“ņŅŅļŮ∂»ľ∆AGCļ‹ń—Ī£÷§īÝł÷Ķń≥…∆∑ļŮ∂»ĺę∂»£¨‘ž≥…≥…∆∑īÝł÷ļŮ∂»∆ę≤ÓĹŌīů°£”…Õľ6Ņ…“‘Ņī≥Ų£ļ≤…”√Ľý”ŕ∂ĮŐ¨ňÝ∂®‘Ģ÷∆ѶĶńAGC≤Ŗ¬‘ Ī£¨Ņ…“‘”––ßĶōĪ‹√‚2÷÷AGCł…»ŇĶńő Ő‚£¨ĹęīÝł÷ĶńļŮ∂»∆ę≤ÓŅō÷∆‘ŕĹŌłŖĺę∂»“‘ńŕ£¨»°Ķ√ŃňŃľļ√ĶńŅō÷∆–ßĻŻ°£
ĺ≠Ļż≥§ ĪľšĶńĶų ‘ļÕ≤ő ż”ŇĽĮ£¨ĪĺŅō÷∆≤Ŗ¬‘“—ő»∂®”¶”√”໻Ѩ‘ĢłųĻśłŮ≤ķ∆∑Ķń…ķ≤ķĻż≥Ő÷–£¨∂‘“ĽłŲ‘Ģ÷∆÷‹∆ŕńŕ252ŅťīÝł÷ĹÝ––ļŮ∂»∆ę≤ÓÕ≥ľ∆£¨Õ≥ľ∆ĹŠĻŻ»ÁĪŪ2ňý ĺ°£Õ≥ľ∆ żĺ›ĪŪ√ų£¨”ŽīęÕ≥Ņō÷∆≤Ŗ¬‘ŌŗĪ»£¨ļŮ∂»∆ę≤Ó°ņ25 ¶ŐmĶńŅō÷∆ĺę∂»”…87.8%ŐŠłŖ÷Ń96.8%£¨ļŮ∂»∆ę≤Ó°ņ50 ¶ŐmĶńŅō÷∆ĺę∂»”…93.2%ŐŠłŖ÷Ń98.8%£¨Ō‘÷ÝŐŠłŖŃň≤ķ∆∑÷ ŃŅ°£

Õľ5 īęÕ≥AGCŌĶÕ≥Ņō÷∆–ßĻŻ
Fig. 5 Control effect of traditional AGC controlling system in hot strip mill

Õľ6 Ľý”ŕ∂ĮŐ¨ňÝ∂®‘Ģ÷∆ѶĶńAGCŅō÷∆–ßĻŻ
Fig. 6 Control effect of AGC controlling system based on dynamic locking force in hot strip mill
ĪŪ2 ļŮ∂»Ņō÷∆ĺę∂»Õ≥ľ∆
Table 2 Thickness precision statistic %

4 ĹŠ¬Ř
1) ≤…”√”įŌžŌĶ ż∑®∑÷őŲĻű∑ž°ĘņīŃŌļŮ∂»ļÕő¬∂»Ķ»≤ő ż∂‘īÝł÷≥ŲŅŕļŮ∂»Ķń”įŌž£¨≤Ę»∑∂®”…ő¬∂»‘ž≥…ĶńĪš–őŅĻѶ≤®∂Į Ī «”įŌž≥ŲŅŕļŮ∂»Ķń÷ų“™“Úňō°£
2) “‘”įŌžŌĶ ż∑÷őŲĹŠĻŻő™Ľýī°£¨ŐŠ≥Ų∂ĮŐ¨ňÝ∂®‘Ģ÷∆ѶŅō÷∆≤Ŗ¬‘”ŇĽĮAGC”ŽľŗŅōAGCĶńŌŗĻō–‘£¨ŐŠłŖAGCĶųĹŕń‹Ń¶£¨ŐŠłŖŅō÷∆ŌĶÕ≥ĺę∂»°£
3) Ĺę≤…”√AGC”ŇĽĮ≤Ŗ¬‘ĶńŅō÷∆ŌĶÕ≥”¶”√”໻Ѩ‘Ģ…ķ≤ķŌŖ°£Õ≥ľ∆ żĺ›ĪŪ√ų£¨∂‘”ŕĶš–ÕļŮ∂»ĶńīÝł÷≤ķ∆∑£¨ļŮ∂»∆ę≤Ó°ņ25 ¶Őm∑∂őßńŕļŮ∂»‘§≤‚ĺę∂»ń‹ĻĽīÔĶĹ96.8%£¨ļŮ∂»∆ę≤Ó°ņ50 ¶Őm∑∂őßńŕļŮ∂»‘§≤‚ĺę∂»Ņ…īÔ98.8%£¨ŐŠłŖŃňļŮ∂»Ņō÷∆ĺę∂»£¨»°Ķ√ŃňŃľļ√ĶńŅō÷∆–ßĻŻ°£
≤őŅľőńŌ◊£ļ
[1] GINZBURG V B. High quality steel rolling: theory and practice[M]. New York: Marcel Dekker Inc, 1993: 159-162.
[2] ZHANG Dianhua, ZHANG Hao, SUN Tao, et al. Monitor automatic gauge control strategy with a smith predictor for steel strip rolling[J]. Journal of University of Science and Technology Beijing, 2008, 15(6): 827-832.
[3] TAN Shubin, LIU Jianchang. Research on Mill Modulus Control of Strip Rolling AGC Systems[C]//2007 IEEE International Conference on Control and Automation, Washington: IEEE Computer Society, 2007: 497-500.
[4] ňÔĹ‹, ’Ňļ∆”Ó, ņÓ–Ů, Ķ». Ļ„“Ś‘§≤‚Ņō÷∆‘ŕľŗŅō AGC ŌĶÕ≥÷–Ķń”¶”√[J]. ÷–ńŌīů—ß—ßĪ®(◊‘»ĽŅ∆—ßįś), 2012, 43(10): 3852-3856.
SUN Jie, ZHANG Haoyu, LI Xu, et al. Generalized predictive control scheme for monitor AGC system[J]. Journal of Central South University (Science and Technology), 2012, 43(10): 3852-3856.
[5] ÕĮ≥ĮńŌ, ňÔ“ĽŅĶ, ≥¬įŔļž, Ķ». »»Ń¨‘Ģ◊ŘļŌAGCŌĶÕ≥Ķń÷«ń‹ĽĮŅō÷∆[J]. ĪĪĺ©Ņ∆ľľīů—ß—ßĪ®, 2002, 24(5): 553-555.
TONG Chaonan, SUN Yikang, CHEN Baihong, et al. Intelligent control of a multi-function AGC system in hot strip mills[J]. Journal of University of Science and Technology Beijing, 2002, 24(5): 553-555.
[6] HU Xianlei, WANG Zhaodong, ZHAO Zhong, et al. Gauge-meter model building based on the effect of the elastic deformation of rolls in plate mill[J]. Journal of University of Science and Technology Beijing, 2007, 14(4): 381-385.
[7] ňÔĹ‹, ’ŇĶÓĽ™, ņÓ–Ů, Ķ». ļŮ∂»ľ∆AGC”¶”√÷–īś‘ŕĶńő Ő‚ľį∂‘≤Ŗ[J]. ∂ęĪĪīů—ß—ßĪ®(◊‘»ĽŅ∆—ßįś), 2009, 30(11): 1621-1627.
SUN Jie, ZHANG Dianhua, LI Xu, et al. Existing problems of gauge meter AGC in application and solutions[J]. Journal of Northeastern University (Natural Science), 2009, 30(11): 1621-1627.
[8] DONG Min, LIU Cai. Design and fault diagnosis observer for HAGC system on strip rolling mill[J]. Journal of Iron and Steel Research, International, 2010, 17(2): 22-22.
[9] —Óőņ∂ę. īÝł÷»»Ń¨‘ĢAGCŌĶÕ≥Ķńńŕ‘ŕ√¨∂‹[J]. ĪĪĺ©Ņ∆ľľīů—ß—ßĪ®, 1996, 18(1): 23-27.
YANF Weidong. Inhere contradictory of hot strip rolling AGC system[J]. Journal of University of Science and Technology Beijing, 1996, 18(1): 23-27.
[10] LIU Guangrning, DI Hongshuan, ZHOU Cunlong, et al. Tension and thickness control strategy analysis of two stands reversible cold rolling mill[J]. Journal of Iron and Steel Research, International, 2012, 19(10): 20-25.
[11] ŃűĻ‚√ų, Ř°ļťňę, ļÓ‘ů‘ĺ, Ķ». ňęĽķľ‹Ņ…ńśņš‘ĢĽķ◊ť∂ĮŐ¨Őō–‘∑÷őŲ[J]. ł÷Őķ—–ĺŅ—ßĪ®, 2010, 22(3): 9-12.
LIU Guangrning, DI Hongshuan, HOU Zeyue, et al. Analysis on dynamic characteristics of twin stand reversible cold rolling mill[J]. Journal of Iron and Steel Research, 2010, 22(3): 9-12.
[12] …ÚĪŻ’Ů, ÷‹ĹÝ, ļę÷ĺ«Ņ, Ķ». »»‘Ģ»ęŃų≥ŐīÝł÷ő¬∂»≥° ż÷Ķń£ń‚[J]. «ŚĽ™īů—ß—ßĪ®(◊‘»ĽŅ∆—ßįś), 2003, 43(5): 601-604.
SHEN Bingzhen, ZHOU Jin, HAN Zhiqiang, et al. Numerical simulation of plate temperature distribution during hot rolling[J]. Journal of Tsinghua University (Science and Technology), 2003, 43(5): 601-604.
[13] MOONA C H, LEE Y. An approximate method for computing the temperature distribution over material thickness during hot flat rolling[J]. International Journal of Heat and Mass Transfer, 2012, 55: 310-315.
[14] GUO W M, WANG Z C, Liu S, et al. Effects of finish rolling temperature on microstructure and mechanical properties of ferritic-rolled p-added high strength interstitial-free steel sheets[J]. Journal of Iron and Steel Research: International, 2011, 18(5): 42-46
[15] JI Yafeng, ZHANG Dianhua, SUN Jie, et al. Algorithm design and application of novel GM-AGC based on mill stretch characteristic curve[J]. Journal of Central South University, 2014, 21(3): 942-947.
[16] SUN Jie, ZHANG Dianhua, LI Xu, et al. Smith prediction monitor AGC system based on fuzzy self-tuning PID control[J]. Journal of Iron and Steel Research, International, 2010, 17(2): 22-22.
(Īŗľ≠ ’‘Ņ°)
’łŚ»’∆ŕ£ļ2016-06-02£Ľ–řĽō»’∆ŕ£ļ2016-09-27
ĽýĹūŌÓńŅ(Foundation item)£ļĻķľ“◊‘»ĽŅ∆—߼ýĹū◊ ÷ķŌÓńŅ(51074051)£ĽŃ…ńĢ °≤© Ņ∆Ű∂ĮĽýĹū◊ ÷ķŌÓńŅ(20131033)£Ľ÷–—ŽłŖ–£ĽýĪĺŅ∆—–“ĶőŮ∑—◊®ŌÓ◊ Ĺū◊ ÷ķŌÓńŅ(N160704004)(Project(51074051) supported by the National Natural Science Foundation of China; Project(20131033) supported by the PhD Start-up Fund of Natural Science Foundation of Liaoning Province, China; Project(N160704004) supported by the Fundamental Research Funds for the Central University)
Õ®–Ň◊ų’Ŗ£ļŇŪőń£¨≤© Ņ£¨ī” ¬‘Ģ÷∆Ļż≥Ő◊‘∂ĮĽĮŃž”ÚĶń—–ĺŅ£ĽE-mail£ļpengwen233@163.com

