���±�ţ�1004-0609(2013)10-2730-08
������ѹþ�Ͻ��ٽᾧ��֯����
������1����ѧ��1���� �P2��������1
(1. ����������ѧ ���Ͽ�ѧ�빤��ѧԺ������ 454000��
2. ����������ѧ ���ù���ѧԺ������ 454000)
ժ Ҫ������������ѹ��300~360 ��ϸ����̬Mg-6Zn-1Y-1Ce�Ͻ���֯���о�����֯�ݱ�ͼ�ѹ�������ٽᾧ��֯��Ӱ�졣���������������ѹ�Ͻ������Ե���ڲ����Ȼ����ɿ���Ͳ�ڵ�ϸ�����ʹ־�����ɣ���������ż�ѹ�¶���߶���С��ϸ�������ɱ�Ե�����뼷ѹͲ��Ħ���������ڶ����ٽᾧ���£��־��������ٽᾧ�����������£��Ͻ������ɱ������ʺ��¶Ⱦ�������340 �漷ѹ�Ͻ�����ϸ��ƽ������8.2 ��m������Ե�⣬������ѹ�����кϽ��ڼ�ѹ�η���һ���ٽᾧ���մֹ��̺ͺ�������μ�ѹ���ζ���ͨ�����绬��ʵ�֡���ˣ����ż�ѹ���ε����ӣ�����ʱ����֮�ӳ���������֮���ֻ���
�ؼ��ʣ�þ�Ͻ�������ѹ���ٽᾧ����ѹ����
��ͼ����ţ�TG146.2 �� �� ���ױ�־�룺A
Characterization of recrystallized microstructure of reciprocating extruded magnesium alloy
YANG Wen-peng1, GUO Xue-feng1, REN Fang2, LIANG Shi-he1
(1. School of Materials Science and Engineering, Henan Polytechnic University, Jiaozuo 454000, China;
2. School of Economic and Management, Henan Polytechnic University, Jiaozuo 454000, China)
Abstract: The microstructure of as-cast Mg-6Zn-1Y-1Ce alloy was refined by reciprocating extrusion (REX) at the temperature range of 300-360 ��, the microstructural evolution and the effect of extrusion parameters on recrystallized microstructure were investigated. The results show that the as-REXed alloys have an inhomogeneous ring on cross section, which consists of a fine-grain ring and a coarse-grain ring on the periphery. The width of the ring decreases with increasing the extrusion temperature. The fine-grain ring is attributed to the secondary recrystallization occurring because of friction between the periphery of sample and container wall, the coarse-grain ring is attributed to grain growth followed recrystallization. The grain size of REXed alloy is determined by deformation rate and temperature, a minimum grain size of 8.2 ��m is obtained at 340 ��. During REX process, recrystallization occurs only once during extrusion except for the periphery, the deformation processes during upsetting and subsequent multi-pass REX are achieved by grain boundary sliding. Therefore, with increasing REX passes, the holding-time is prolonged and grains coarsen.
Key words: magnesium alloy; reciprocating extrusion; recrystallization; extrusion parameter
þ�Ͻ���Ŀǰ��Ӧ�õ�����Ľ������ṹ���ϣ��������ͺ��պ��칤ҵʹ������������[1-2]������þ�Ͻ��������ܺã���þ�ṹ����ͨ��ѹ����ʽ����[3]��Ȼ������þ�Ͻ���֯�ִ�ǿ�ȵ͡����Բ��Ʒ��״�ߴ��Ӧ�÷�Χ�ܵ��ܴ����ơ�������þ�Ͻ���ȣ��������Լӹ��ı���þ�Ͻ���֯ϸС�������������ѧ���ܣ���������������ṹ��������ṹ��������Ҫ����ʾ����ķ�չDZ��[4]��������ѹ�Ǽ���ѹ�Ͷմ�Ϊһ��Ĵ����Ա��ι��գ����Ͼ���������ѹ�Ͷմֺ���Ի���㹻���Ӧ������û������Σ�գ����κ�����ָܻ���ԭʼ�ߴ磬�ʺ��Ʊ���֯���ȵĴ��ϸ���Ͻ�[5]������������������ѹ����Ϊ����õ�ϸ����֯����֮һ���Ͻ�������ѹ����֯����ϸ����ǿ�Ⱥ��쳤�ʾ��д�����[6-9]����Ȼ����������ѹ�Ͻ���֯���������д���������Ȼ���ѱ���������[6-8]�У��о���ͨ����������ѹ�Ͻ�ֱ������ѹ�����Ľ����о�����������������ѹ��֯�ͼ�ѹ��������֯��Ӱ�����йر��������������������ѹ���յĽ�һ����չ�����������Ը�ǿ��Mg-6Zn- 1Y-1Ce�Ͻ�[10]Ϊ���۲���������ѹ�����֯�����������Ͻ���������ѹ��������֯�ݱ���ɺͱ��λ��ƣ��о���ѹ���κ��¶ȶԺϽ���֯��Ӱ�죬Ϊ������ѹ���յ��Ż���ϸ��þ�Ͻ���Ʊ��ṩ�ο���
1 ����
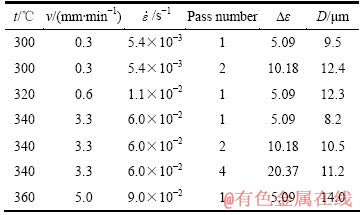
ʹ�ô�Mg����Zn��Mg-47%Y��Mg-90%Ce�м�Ͻ������Ar+SF6���屣���������Ʊ�Mg-6Zn-1Y-1Ce�Ͻ𣬽����彽����d 52 mm��ʯīģ���л���������������ӹ���d 50 mm���������ڼ�ѹ��������ѹ��ϸ���ռ�����[5]���ڱ��о��У���ѹͲֱ��d0=50 mm����ѹ��ֱ��dm=14 mm��ÿ����ѹ���κϽ��õ���Ӧ�䦤e=5.09 (��e=4 ln(d0/dm)[5])����ѹ�¶ȷ�ΧΪ300~360 �棬��ѹǰ�����Ϻͼ�ѹģ���ڼ�ѹ�¶��±���60 min��ʹ���������¶Ⱦ��ȡ���1.28 MNѹ���½��м�ѹ����ѹ�������¶Ȳ�����5 �棬���¶��¼�ѹ���˶��ٶ�v�͵�ЧӦ������ (=
(= [11]������
[11]�����У� ������ѹ�ĵ�ЧӦ�����ʣ����ǰ�ģ��ǣ�Ϊ60��)���ڱ�1��
������ѹ�ĵ�ЧӦ�����ʣ����ǰ�ģ��ǣ�Ϊ60��)���ڱ�1��
��1 ������ѹ�����;����ߴ�
Table 1 REX parameters and grain sizes
��������������ĥ�����ʴ��ʹ��Nikon Epiphot��ѧ����(OM)�۲���֯��ƽ��������ʹ�ý��߷�������
2 ��������
������ѹ��������⻬���н��������������ơ������ȱ�ݡ����ںϽ��ڶմֺ�ָ���ԭʼֱ�������Ը�����ģ��(������ѹ���Ͷմ���)��������ѹ�����ʱ�״��ʵ����Ƭ��ͼ1��ʾ��
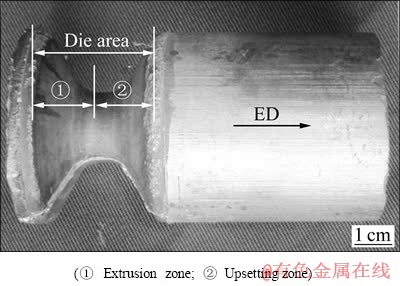
ͼ1 ������ѹ������Ƭ
Fig. 1 Photo of REXed sample
Ϊ�о�������ѹ��������֯�ݱ���ɣ���300 �澭1���μ�ѹ�Ͻ�Ϊ������������ͼ2��ʾΪ���������Ͱ�ģ���ݽ�����ͺ����֯���Ӻ������֯(��ͼ2(a))�ɿ�����������Ե���ڿ���Լ5 mm�Ļ�״��������֯���������Ե�������ӣ��Ͻ���֯���ȣ�����Ϻ��ѷֱ����֯��𡣺Ͻ��ڼ�ѹ��(��ͼ2(b))�ı���������ѹ���ƣ������������κ��մ֣�����Լ������ѹ���߷ֲ����ڼ�ѹͲ�Ͱ�ģ���紦(��ͼ2(b)�в�ͼ)���ڲ�������֯�����������ԼΪ5 mm��������(��ͼ2(a))�����Ȼ���Ӧ���������������� ���ɣ���֯���ھ��ȡ�
ͼ3��ʾΪ��ģ���ݽ�������֯����ͼ3(a)��֪��������ģ����֯������ѹ�Ͻ����ƣ��ڿ�����ģһ�࣬��ѹ������ģΪ����������������Գ�������С�������Ļ�����ת��Ϊƽֱ���ڿ�����ģ�����Ͻ����˳�ֵĶ�̬�ٽᾧ����֯�ɾ���ϸС�ĵ��ᾧ���(��ͼ3(b))��ƽ���ߴ�Ϊ8.7 ��m���ھ��밼ģϸ����Լ1.3 mm������������ɫ������Щ������δ�����ٽᾧ�������ؼ�ѹ���������ұ߽�ʾ��״(��ͼ3(a)��ͼ)����ģ������Ե���� ������������֯�������֣��������ٽᾧ�����ߴ����
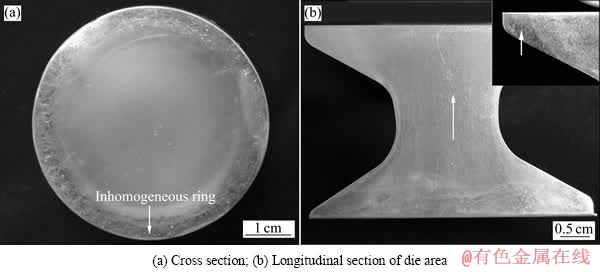
ͼ2 ������ѹ���������֯
Fig. 2 Macrostructures of REXed sample
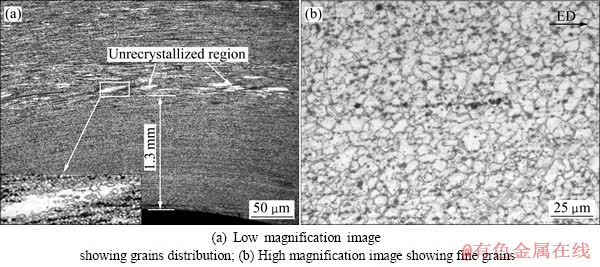
ͼ3 300 ��������ѹ������ģ���ݽ�����֯
Fig. 3 Longitudinal section microstructures of die area of REXed sample processed at 300 ��
ͼ4��ʾΪ���������ӱ�Ե�������������֯�ݱ䣬ͼ5��ʾΪ�����ߴ��������Ե�������ӵı仯ͼ����ͼ4(a)��5(a)��֪��������Ե�������һ��ϸС�ĵ��ᾧ������������ԼΪ100 ��m��������ѹͲ�ڴ�����ƽ���ߴ�ԼΪ2.1 ��m���������Ե������ �ӣ������ֻ�������߽�100 ��m��������ƽ���ߴ�ԼΪ4.3 ��m������߽�250 ��m����ƽ�������ߴ��Ѵ�11.9 ��m����һ���棬�������Ե��������ӣ���֯��ϸС�������������С���ִ���������������ӡ��ھ��ԵԼΪ600~870 ��m֮��������(��ͼ4(b))���ֵľ���Ϊ�־����ִ���֮�仹����������ϸС���ᾧ����ͼ4(b)�м�ͷ��ʾ����������ƽ�������ߴ�ԼΪ13.0 ��m���������Ե����1 mmʱ����֯�������ɴ־���ɣ����ѷ���ϸС���ᾧ���ھ����Ե1~4 mm�������У���֯����������Ծ��ȵĴ־���ɣ��ڲ����Ȼ�����������(�����ԵԼ2 mm)(��ͼ4(c))��ƽ�������ߴ�ԼΪ13.3 ��m���ھ���߽�5 mm�����У��־��������ϸС�ĵ��ᾧ��֯ת�䡣ͼ4(d)��ʾΪ�־��;��ȵ��ᾧ�������������֯���ھ��ȵ��ᾧ���Ͻ����ߴ�仯����ƽ�������ߴ�ԼΪ(9.5��0.2) ��m�������������������ߴ����ž��Ե����ı仯��ͼ5(b)��ʾ��
�о�����������ѹ�¶������������ڲ����Ȼ������Ҳ����Ȼ����ɿ�����ѹͲ�ڵ�ϸ�����ʹ־�����ɣ����ż�ѹ�¶����ߣ������ȱ�խ��320��340��360 �漷ѹ���������Ȼ����ȷֱ�ԼΪ1.6 mm��580 ��m��540 ��m��ϸ�������Ⱦ���30 ��m���ң���Ҫ�Ǵ־������������¶����Ӷ���С��
ͼ6��ʾΪ300~360 �漷ѹ����������֯����ͼ6��֪�����¶��ºϽ�������˳�ֵ��ٽᾧ����֯�ɾ��ȵĵ��ᾧ��ɣ�ƽ�������ߴ����1�����������������ż�ѹ�¶ȵ���ߣ������ߴ���֮���ӡ�340 �漷ѹ�Ͻ�����С��ƽ�������ߴ�ԼΪ8.2 ��m����������ѹ������ĵڶ�������Գ���״�ֲ����������ż�ѹ�¶ȵ���ߣ����ȶȲ������Ը��ơ�
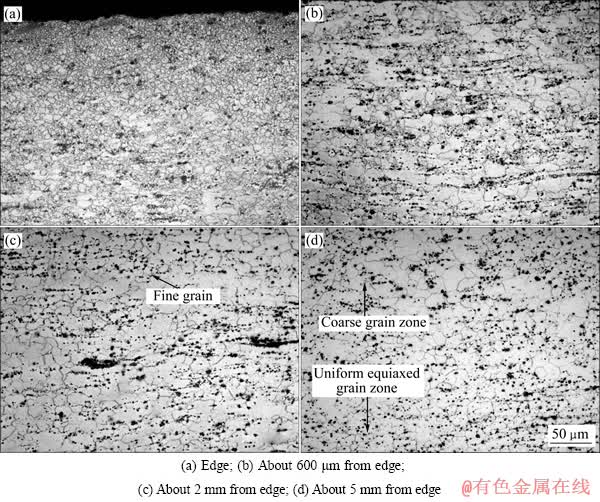
ͼ4 300 ��������ѹ�����������֯�ݱ�
Fig. 4 Microstructural evolutions of cross section of REXed sample processed at 300 ��
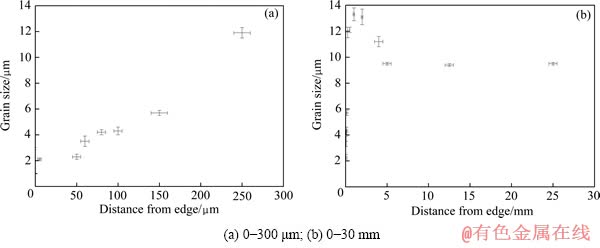
ͼ5 ���Ե�����뾧���ߴ�֮��Ĺ�ϵ
Fig. 5 Relationship between distance from edge and grain size
������Ϲ۲��������о���ѹ���ζԺϽ���֯Ӱ��ʱ�����¶�ȷ��Ϊ300 ���340 �档ͼ7��ʾΪ��300 ���340 �����μ�ѹ������֯����ͼ7(a)��֪��300 ���¾�2���μ�ѹ��������ƽ���ߴ�Ϊ12.4 ��m�����һ����Թ۲쵽�����ߴ�ԼΪ40 ��m�Ĵִ��������ͷ��ʾ����340 �澭2��4���μ�ѹ��������ƽ���ߴ�ֱ�Ϊ10.5 ��m ��11.2 ��m�������С��28 ��m����ͼ7���Կ�����������ѹ������ĵڶ������������״�ֲ����������ż�ѹ���ε����ӣ������ֲ��ľ��ȶ�������ߡ�
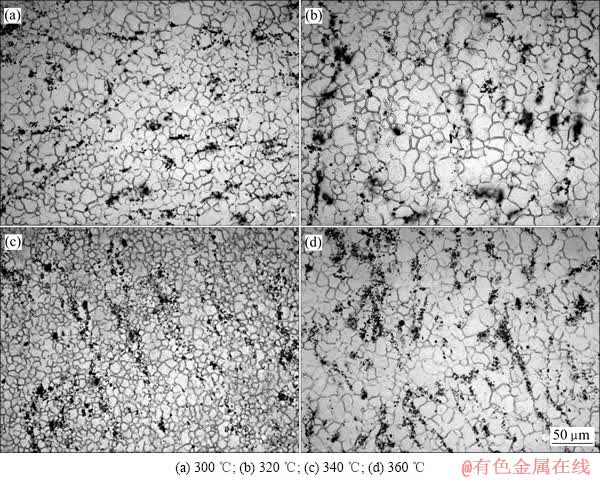
ͼ6 ��ͬ�¶�������ѹ�����������֯
Fig. 6 Cross section microstructures of REXed samples at various temperatures
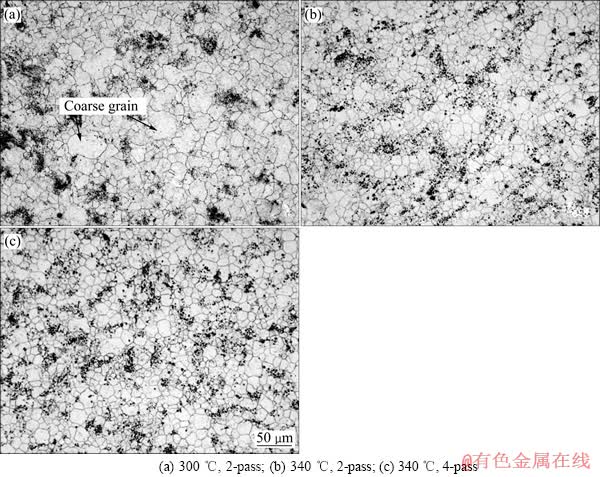
ͼ7 300 ���340 �澭2���κ�4���μ�ѹ�����������֯
Fig. 7 Cross section microstructures of REXed samples at 300 ��and 340 �� for 2-pass and 4-pass
3 ����
3.1 �����
ͨ����Ϊ[12-14]��������ѹ�����кϽ�ᷢ������ٽᾧ�����ڼ�ѹ���̺Ͻ�ᷢ����һ���ٽᾧ���ڶմֹ����кϽ�����Ӧ���ͼ���Ӧ�������£��ٽᾧ������λ��������ֳ��λ���Ϳ�λ�ܶȻ��д�����ߣ������ܴﵽ�ٽ�ֵʱ���ٴη����ٽᾧ��Ȼ����ͨ����֯������������Ϊ�ڶմֹ��̺Ͻ�δ�����ڶ��ֶ�̬�ٽᾧ������Ҫԭ�����£�
1) 300 �漷ѹ�Ͻ���֯��δ�ٽᾧ������о��״�߽磬�ٽᾧ����Ϊ���繭���κ˵Ķ�̬�ٽᾧ����[15](��ת��̬�ٽᾧ����Ҳ��������Ƶ���֯����������ת��̬�ٽᾧֻ�ھ��дִ��ٽᾧ������֯�ͽ�ǿ������ά֯����þ�Ͻ����Ʊ���ʱ���ܹ۲쵽������δ�ٽᾧ����û�����Ա�����������[16])�����Ͻ��ڶմֹ����з�������һ�ֵ��ٽᾧ������֯�пɹ۲쵽���繭���κ�����ԭʼ����(�����ٽᾧ����)��Χ�����һЩϸС���������ڼ�ѹ��������ģ��ȡ�������������ڿ�����ģ�������ٽᾧ�������¶�Ӱ���С����ʹ�ٽᾧ������������Ҳ���Է���һ��������ϸ����Ȼ������֯�۲������������ѹ�Ͻ�մֺ�ľ����ߴ����ò�뾱��������ޱ仯(��ͼ3)���մ�����δ�����ٴ��ٽᾧ��ϸ����
2) ������ѹ���̵ļ����ģ��������[17]���������������������ٶ���죬���ڶմ�һ�࣬������ѹͲ�ڱڣ����ϵ��˶��ٶ��������Բ���Ϊԭ��ģ��������ѹ���̷���[18]���ڶմ�һ������������Ȼ���ϵ������ٶ���죬�������������С�����Ҿֲ���������������������ֱ�ڼ�ѹ�������������ԣ���Եأ��ڿ�����ѹͲ�ڲ࣬��Ȼ���ϵ������ٶȽ��������������ϴɹ۲쵽�����ؼ�ѹ�������Եر������������ϻ�õı�������Сʱ�������Ա��ι����У�λ���ܶȽϵͣ����ϻ�õ����ܾͽ�С�����ԣ����ѷ�����һ���ٽᾧ�����Ӵ���ѹͲ�ڵ���������ٴη����ٽᾧ��
3) �о���������250~300 �淶Χ�ڣ�þ�Ͻ绬�Ƽ������뾧����ɢ�����ܽӽ�����320~400 �淶Χ�ڣ�þ�Ͻ绬�Ƽ������뾧����ɢ�����ܽӽ�[19-21]�����ھ����ߴ�С��10 ��m��þ�Ͻ𣬵������¶Ƚϸ�ʱ��ԭ�������ܽϴ����绬�Ƶļ������Ը��ھ�����ɢ��/�;�����ɢ������ʱ������ᷢ����Ի��ơ���300 ��������ѹʱ�����Ͻ�ͨ����ѹ������ʱ���������Ѿ�������̬�ٽᾧ���γ���ԼΪ8.7 ��m��ϸС���ᾧ����ˣ������Ķմֹ����У�ϸС�ľ�����ȫ����ͨ�����绬����ʵ�֡������ڶմֹ����У����ϵĵ�ЧӦ������Ϊ2.7��10-3 s-1����ʹ�����Ա��ι����в���λ����λ��Ҳ�г����ʱ��ͨ�����ƻ����������磬�����������ա�
ͨ�����Ϸ�����֪����������ѹ�����У�ʵ���ϺϽ����ֻ������һ�ֶ�̬�ٽᾧ�����ڼ�ѹ������δ�����ٽᾧ�������ڶմֹ����к�����ϸ��һ��ͨ�����绬��ʵ�����Ա��Σ���Щ�����ں������ι��̻���۴���λ�����������ٽᾧ�����Զմֺ���������ѷ���δ�ٽᾧ����
3.2 �����Ȼ�
������ѹ�Ͻ�������ڲ����Ȼ�������ϸ�����ʹ־�������ģ����֯(��ͼ3(a))������֪��������ģ�������ٽᾧ���֣���֯�ɾ���ϸС�ĵ��ᾧ��ɣ��������Ȼ����ڰ�ģ��ĩ�˺ͼ�ѹͲ�Ӵ�����ſ�ʼ����(��ͼ3(b))����ˣ�����ȷ�������Ȼ����ڶմ������γɵġ��Ͻմֳ��ͺ����ż�ѹ�˵����ƣ��������������Ա��Σ�����������ѹװ���ڼ������ȣ����Կ�����ѹͲ�������¶Ƚϸߣ�������������ԣ�����γɴ־�����
ϸ�����IJ��������ںϽ��뼷ѹͲ֮���Ħ�������á�����Ħ�������ã��������ܵ��ļ������ϴ��Ӧ��ϴӶ������˵ڶ����ٽᾧ���������Ե�������ӣ������ܵ��ļ�������������������С��ֻ�в����������ڶ����ٽᾧ������ͼ4(b)�д־�֮����ӵ�ϸС����Ϊ�ڶ����ٽᾧ�������������������ľ�������ƣ�ϸС���ᾧ������������������١�
����Ħ�������µ�ϸ�������Ȼ������䣬���Բ����Ȼ��Ŀ�����Ҫ�ɴ־��������������ѹ�¶Ƚϵ�ʱ���Ͻ�������ʽ���(����1)�������ֻ��������¶�Ӱ��ϴ��Ͽ�����֮��Ȼ��
3.3 �����ȼ���ѹ�¶ȶ���֯��Ӱ��
Mg-6Zn-1Y-1Ce�Ͻ���300��340��370 �澭����ѹ������ƽ���ߴ�ֱ�Ϊ2.7��3.3��11.2 ��m[10]����ѹ����ͬʱ������1����������ѹ�Ͻ��õ���Ӧ��������ѹ��2����Ȼ����300 ���340 ��������ѹ�Ͻ���ƽ���ߴ�ֱ�Ϊ9.5 ��m��12.3 ��m���ɼ���Ӧ�����Ծ�����û��ֱ����ϵ��һ����ԣ��ٽᾧ�����ߴ�D���κ���N�������ٶ�v����[22]��
 (1)
(1)
�κ�����Ӧ�������йأ�Ӧ�����ʽϴ�ʱ�����ι����в�����λ��û�г����ʱ����������գ�λ���ܶȽϸߣ��ٽᾧ�κ��ʽϴ��ٽᾧ���������ٶ����¶��йأ��¶���ߣ�������ɢ�;���Ǩ��������ǿ���������׳�������¾����ֻ�����ˣ�����ѹ��������ѹ�Ͻ�ľ����ߴ�����Ҫ����Ӧ�����ʵ�Ӱ�졣���������ۺ��¶Ⱥ�Ӧ�����ʵ�Zener- Hollomon�������̽�������[23]��
 (2)
(2)
 (3)
(3)
ʽ�У�QΪ���μ����ܣ�RΪĦ�����峣����TΪ�����¶ȣ�k��b��Ϊ��������ʽ(2)��(3)��֪������ѹ�¶Ⱥ�Ӧ������ȷ��ʱ���Ͻ�ľ����ߴ�Ҳ��ȷ���ġ�����������ѹʱ��ѹ��ͬʱ���ܵ��մַ���������Ӱ�죬���ԺϽ�������ʷdz�С(��1)��(���磬300 ������ѹ��Ӧ������ԼΪ������ѹ��30�����ֱ�0.16 s-1[10]��5.4��10-3 s-1)������ѹ�����¶Ⱥͼ�ѹ����ͬʱ��������ѹ�Ͻ������¶ȵ�Ӱ����ֻ���ϸ��Ч��ѷ������ѹ�Ͻ�ġ�
��300 ���320 �漷ѹʱ����ѹ�˵��˶��ٶȷֱ�Ϊ0.3 mm/min��0.6 mm/min���ٽᾧϸ���г��������ʱ�䣬��ˣ����վ�����С�ɿ����Ǹ��¶���ƽ�⾧���ߴ磬������ѹ��֯��ȣ����ܴ�
���¶�����ʱ����ѹ�ٶ�������ߣ��ٽᾧ�����������¶�Ӱ��̶Ƚ��ͣ���ˣ�340 �漷ѹ�Ͻ�����300 ���320 ��ʱ��ѹ�Ͻ�ĸ�ϸС��360 ��ʱ�������ڸ���������Ǩ���ٶȺܿ죬�ٽᾧ����Ѹ�ٳ�����ֻ���ͬʱ�����ڼ�ѹ�ٶ���ߣ��ٽᾧ�������¶�Ӱ���С�����ԣ�360 ��������ѹ�Ͻ�����С��370 ������ѹ�Ͻ�����С�ӽ���
3.4 ��ѹ���ζ���֯��Ӱ��
ͨ����Ϊ����ѹ���������ٽᾧ����Ҳ�����ӣ�������Խ��Խϸ[7-9, 13]��Ȼ������300 ���340 �治ͬ��ѹ������֯�۲�������������ż�ѹ���ε����Ӷ��ֻ�������3.1�ڷ�����֪���Ͻ�ֻ��ͨ����ģʱ����һ�ֶ�̬�ٽᾧ�����մֵij�������ϸ��ͨ�����绬��ʵ�ֵġ�����Ͻ��ڵ�2���μ�ѹʱ�����ڶ����ٽᾧ�����������ϸС����ʹ�ڸ����¾�������������ҲС��1���μ�ѹ�Ͻ���ˣ�������������ѹ����ʵ����Ҳ��ϸ��ͨ�����绬��ʵ�ֵġ����������о��������dz����ģ����ż�ѹ�������Ӿ�����ֻ����ڶ���εļ�ѹ�����У�ϸ���������λ����ͨ����ת�������ںϽ�����Ա��Σ���˾�������ϻ�����Ȼ���������ѹʱ��ЧӦ�����ʹ��ͣ���������Ϊ��Ҫ�Ŀ��ƻ��ơ����磬300 �漷ѹ�ٶȺ�������ѹʱ��������������شֻ������Ҵ����쳣����Ĵ־�(��ͼ7(a))��
�����Ϸ�����֪��ͨ�����Ӽ�ѹ����������Ӧ������������ʹ��֯ϸ�����������ڳ�ʱ�䱣�»�ʹ��֯�ֻ�����Ҫ���ϸ����֯��������ѹ���ڽϵ��¶ȺͽϿ��Ӧ�������½��С�
4 ����
1) �Ͻ���������ѹ�ļ�ѹ�η���һ���ٽᾧ�����մֹ�����ͨ�����绬��ʵ�ֵġ�
2) ������ѹ����������Ե���ڲ����Ȼ��������Ȼ��ɿ���Ͳ�ڵ�ϸ�����ʹ־�����ɣ�ϸ�������γɹ����ڱ�Ե������Ͳ��Ħ���������ڶ����ٽᾧ���־��������ھ����������Ȼ��Ŀ����漷ѹ�¶���߶���С��
3) ������ѹ�Ͻ��ٽᾧ�����ߴ���Ӧ�����أ��ɱ������ʺ��¶Ⱦ�����Ҫ���ϸ������֯��Ӧ��ȡ���ʵ��¶Ⱥͱ������ʡ�1.28��106 N��ѹʱ����340 �漷ѹ����������ϸ��Ϊ8.2 ��m��
4) ��������μ�ѹ����Ҳ��ϸ��ͨ�����绬��ʵ�ֵģ����ż�ѹ�������ӣ�����ʱ�����ӣ������ֻ���
REFERENCES
[1] ANYANWU IA, GOKAN Y, NOZAWA S, KAMADO S, KOJIMA Y, TAKEDA S, ISHIDA T. Heat resistant magnesium alloys for automotive powertrain applications[J]. Materials Science Forum, 2003, 419/422(I): 445-450.
[2] FROES F. Advanced metals for aerospace and automotive use[J]. Materials Science and Engineering A, 1994, 184(2): 119-133.
[3] FRIEDRICH HE, MORDIKE BL. Magnesium technology: Metallurgy, design data, applications[M]. Berlin Heidelberg: Springer Verlag, 2006: 144-218.
[4] �� ��, ������, ���ճ�, ������. ����þ�Ͻ���о���������Ӧ��[J]. �й���ɫ����ѧ��, 2003, 13(2): 277-288.
YU Kun, LI Wen-xian, WANG Ri-chi, MA Zheng-qing. Research, development and application of wrought magnesium alloys[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(2): 277-288.
[5] ZRNIK J, DOBATKIN S,  I. Processing of metals by severe plastic deformation (SPD)��Structure and mechanical properties respond[J]. Metalurgija, 2008, 47(3): 211-216.
I. Processing of metals by severe plastic deformation (SPD)��Structure and mechanical properties respond[J]. Metalurgija, 2008, 47(3): 211-216.
[6] GUO X, SHECHTMAN D. Reciprocating extrusion of rapidly solidified Mg-6Zn-1Y-0.6Ce-0.6Zr alloy[J]. Journal of Materials Processing Technology, 2007, 187/188: 640-644.
[7] ��ѧ��, ������, ����ά. ������ѹMg-4Al-2Si�Ͻ�ĸ�����������[J]. �й���ɫ����ѧ��, 2010, 20(6): 1032-1038.
GUO Xue-feng, YANG Wen-peng, SONG Pei-wei. Elevated temperature tensile properties of Mg-4Al-2Si alloy prepared by reciprocating extrusion[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(6): 1032-1038.
[8] LEE S, CHEN YL, WANG H, YANG C F, YEH J W. On mechanical properties and superplasticity of Mg-15Al-1Zn alloys processed by reciprocating extrusion[J]. Materials Science and Engineering A, 2007, 464(1/2): 76-84.
[9] CHEN Y J, WANG Q D, ROVEN H J, LIU M P, KARLSEN M, YU Y D, HJELEN J. Network-shaped fine-grained microstructure and high ductility of magnesium alloy fabricated by cyclic extrusion compression[J]. Scripta Materialia, 2008, 58(4): 311-314.
[10] YANG Wen-peng, GUO Xue-feng. A high strength Mg-6Zn- 1Y-1Ce alloy prepared by hot extrusion[J]. Journal of Wuhan University of Technology, 2012, 28(2): 389-395.
[11] DIETER GE. Mechanical metallurgy[M]. Singapore: McGraw-Hill Book Company, 1988: 625-629.
[12] JIANG T, GUO XF, MA G. Microstructures and properties of reciprocating extruded as-cast ZK60 magnesium alloy[J]. Transactions of Nonferrous Metals Society of China, 2007, 17(S1): s396-s399.
[13] LIN J, WANG Q, PENG L, ROVEN H J. Microstructure and high tensile ductility of ZK60 magnesium alloy processed by cyclic extrusion and compression[J]. Journal of Alloys and Compounds, 2009, 476(1/2): 441-445.
[14] �촺��, ��ѧ��, ֣ˮ��, ������. ������ѹ����Mg-Zn-Y�Ͻ�[J]. ���Ϲ���, 2007(7): 16-20.
XU Chun-jie, GUO Xue-feng, ZHENG Shui-yun, ZHANG Zhong-ming. Mg-Zn-Y alloy with high elongation properties by reciprocating extrusion[J]. Journal of Materials Engineering, 2007(7): 16-20.
[15] AL-SAMMAN T, LI X, CHOWDHURY SG. Orientation dependent slip and twinning during compression and tension of strongly textured magnesium AZ31 alloy[J]. Materials Science and Engineering A, 2010, 527(15): 3450-3463.
[16] DEL VALLE JA,  MT, RUANO OA. Texture evolution during large-strain hot rolling of the Mg AZ61 alloy[J]. Materials Science and Engineering A, 2003, 355(1/2): 68-78.
MT, RUANO OA. Texture evolution during large-strain hot rolling of the Mg AZ61 alloy[J]. Materials Science and Engineering A, 2003, 355(1/2): 68-78.
[17] Ҷ����, �� ��, ��ѧ��, �촺��, ������. ���������ֵģ��������ѹAZ31���ι���[J]. �������Ͽ�ѧ�빤��, 2007, 30(6): 10-13.
YE Yong-nan, LIU Jun, GUO Xue-feng, XU Chun-jie, ZHANG Zhong-ming. Numerical simulation on reciprocating extrusion of AZ31 alloy by thermal-mechanical coupling method[J]. Ordnance Material Science and Engineering, 2007, 30(6): 10-13.
[18] ��ѧ��. ϸ��þ�Ͻ��Ʊ���������֯������[M]. ����: ұ��ҵ������, 2010: 263-265.
GUO Xue-feng. Refined Mg alloys and their microstructures and properties[M]. Beijing: Metallurgical Industry Press, 2010: 263-265.
[19] CHUVIL��DEEV V, NIEH T, GRYAZNOV M, KOPYLOV V I, SYSOEV A N. Superplasticity and internal friction in microcrystalline AZ91 and ZK60 magnesium alloys processed by equal-channel angular pressing[J]. Journal of Alloys and Compounds, 2004, 378(1/2): 253-257.
[20] BUSSIBA A, BENARTZY A, SHTECHMAN A, LFERGAN S, KUPIEC M. Grain refinement of AZ31 and ZK60 Mg alloys��towards superplasticity studies[J]. Materials Science and Engineering A, 2001, 302(1): 56-62.
[21] CHEN T, MOHAMED FA, MECARTNEY ML. Threshold stress superplastic behavior and dislocation activity in a three- phase alumina-zirconia-mullite composite[J]. Acta Materialia, 2006, 54(17): 4415-4426.
[22] ë����. �������ٽᾧ�뾧������[M]. ����: ұ��ҵ������, 1994: 56-69.
MAO Wei-min. Recrystallization and grain growth of metals[M]. Beijing: Metallurgical Industry Press, 1994: 56-69.
[23] ZENER C, HOLLOMON JH. Effect of strain rate upon plastic flow of steel[J]. Journal of Applied Physics, 1944, 15(1): 22-32.
(�༭ ����)
������Ŀ������ʡ��������Ȼ��ѧ����(2010A4300008)���й���ʿ���ѧ����������Ŀ(2013M541973)������ʡ�ߵ�ѧУ��ҵ���̲����ص�ѧ�ƿ���ʵ���ҿ��Ż���(KLMEM2012)
�ո����ڣ�2012-11-12�������ڣ�2013-02-25
ͨ�����ߣ���ѧ�棬���ڣ���ʿ���绰��0391-3986958��E-mail: guoxuef@gmail.com

