DOI��10.19476/j.ysxb.1004.0609.2019.01.18
�Ͼ���Ԫ����ӵ���������ϵĵ��ۻ�ԭ�������ռ��䶯��ѧ
������1���1���Ÿ�2������ΰ3��������1��������1�����1
(1. ���ϴ�ѧ ұ���뻷��ѧԺ����ɳ 410083��
2. �������˲�������˾����ͨ 226010��
3. �㶫������Դ�Ƽ�����˾������ 511495)
ժ Ҫ�����ݵ�����ϡ�����������¿�ˮ��Ϊ��ԭ�Ե��ǵ����ʣ��Ե�����Ϊ��ԭ������������������ԴӷϾ���Ԫ����ӵ�����������л���Li��Ni��Co��Mn�Ľ������ս����о����ֱ���ȡ�����Ũ�ȡ���Һ�ȡ������¶Ⱥͽ���ʱ���4���м۽��������ʵ�Ӱ�졣��������������������2 mol/L H2SO4��4 g/L ���ۡ���Һ��50 g/L�������¶�80 �桢����ʱ��120 minʱ��Li��Ni��Co��Mn�Ľ����ʷֱ�ﵽ98.55%��97.6%��96.73%�Լ�91.92%�����⣬���ڶ������ɷ��̶Խ�������ѧ������������ϣ����ֳ��Ϻõ�������ضȣ�����ó�Li��Ni��Co��Mn�ı��ۻ�ֱܷ�Ϊ14.8��21.3��24�Լ�26.4 kJ/mol����������XRD��SEM����ʾ����Ҫ����ΪC��MnO2��
�ؼ��ʣ��Ͼ�����ӵ�أ��������ϣ��м۽���������������ۣ���������ѧ
���±�ţ�1004-0609(2019)-01-0153-08���� ��ͼ����ţ�TM912���� ���ױ�־�룺A
������������ε��(��Ǧ���ء������ء�������ص�)������ӵ�ؾ��������ܶȸߣ���ѹƽ̨�ߣ��Էŵ�С������ЧӦ���ߵ��������Լ�ѭ�������õ������Ѿ�����Ϊ��Ҫ�Ĵ����ֶ�֮һ[1]���ڹ�ȥ��25���У����Ÿ�����Ӳ�Ʒ�Ĵ���ӿ�֣�����������Դ������Ѹ�ͷ�չ������ӵ��(����ﮡ�����ﮡ���Ԫ�����������)��Ӧ��Խ��Խ�㷺������ҲԽ��Խ����֮�������DZ�������ӵ�صļ�������������ӵ��һ���ɽ������л����Լ����Ϲ��ɣ����а���5%~20% Co(��������)��5%~7% Li��15%�л��������Լ�7%������[2-4]��һ���棬�Ͼ�����ӵ���е��ж����ʶԻ��������ཡ������Σ������һ���棬����к��е��ڶ��м۽���(Li��Ni��Co��Mn��Cu��Al��)����ֱ�Ӷ��������������Դ�ļ����˷Ѻͻ�����Ⱦ����ˣ��Ͼ�����ӵ������и�Ч�Ļ������ú�����������
Ŀǰ���Ѿ������Ļ��շϾ�����ӵ�صķ�����Ҫ����ɸ���Ϊ��е-�ȴ�������е-��ѧ�Լ��ܽ���̡���ѧ����ͨ��������ʪ��ұ��ķ���������� ��������������ѧ�����Լ��绯ѧ���ֶ�ʵ�ַϾ�����ӵ�����м۽����Ļ���[5]�����б���֤ʵLi��Ni��Co��Mn���Ա���ӷϾ�����ӵ���н���������������HCl[6-7]��H2SO4[8-10]��HNO3[11]�Լ�һЩ�л��ᣬ�������ᡢ�����[12-13]������������г�������뻹ԭ����ʹ����е�Co3+��Mn4+��ˮ��Һ�в��ȶ����ڵĸ����ӻ�ԭΪ��ˮ��Һ���ȶ����ڵĵͼ�̬Co2+�Լ�Mn2+���������̵Ľ�����[14]��Ŀǰ��ʹ�����Ļ�ԭ��ΪH2O2���������ȶ��Խϲ���˳�ʱ��洢���Ҽ۸�ϸߡ����⣬��ǰ���йر����жԽ��������ж���ѧ��Ϊ�о��Ľ��١�
���ڵ��Ǿ��л�ԭ�ԣ�Ҳ�����ڷϾ�����ӵ�صĻ�ԭ����[9]����������ϡ�������������¿�ˮ��Ϊ���ǡ���ˣ�����ʹ�ü۸���ˡ�����洢�ĵ�����Ϊ���������еĻ�ԭ�����о���Ũ�ȡ���Һ�ȡ�����ʱ�䡢�¶��Լ����ۼ������Խ��������ʵ�Ӱ�죬�ó��˵�����Ϊ��ԭ��ʱ�������LNCM�м۽����������������Li��Ni��Co��Mn���������еĶ���ѧ��ΪҲ�������о���ͨ������ѧģ�������м۽���Ԫ�صĽ������̱��ۻ�ܡ�
1 ʵ��
1.1 ��ز���Լ������������ʷ���
ʵ���÷Ͼ�����ӵ���ɹ㶫������Դ�Ƽ�����˾�ṩ����ز��֮ǰ����5%��NaCl��Һ������ˮ�ŵ�����ѹ��1.0 V���£�Ȼ���˹������������ϣ����ó�2 cm��2 cm���ҵ���Ƭ���뱺�չ����������Բ��Ϸ�ĩ��TG-DSC���߽����ͼ1��ʾ��ʵ����ѡ�����¶�Ϊ600 �棬����1 h��ȥ��ճ�������������л����ɸ��ú�ɫ��ĩ���к�̵Ľ����о������ú�ɫ��ĩʹ��ICP-AES (Thermo ScientificTM iCETM 3000)�ⶨ����Ԫ�غ�����������1��ʾ��ʹ�ü������ȷ�����(Malvern, UK)����Ʒ�������ȷ�������Ʒ������20 ��m��ƽ��������10~15 ��m֮�䡣ʵ���������Լ���Ϊ��������
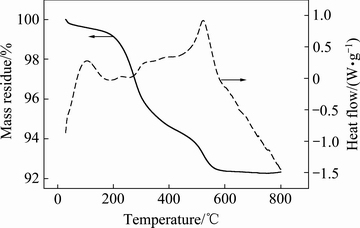
ͼ1 �������Բ��Ϸ�ĩ��TG-DSC����
Fig. 1 TG-DSC curves of cathode material powder
1.2 ����ʵ��
���н���ʵ�����500 mL��������ƿ�н��У���������ƿ�����������ˮԡ��(DF-101S���Ϻ�ʵ��������)�в��̶�����װ�����������Է�ֹ����Һ��������֮ǰ�б���[15]֤ʵ��ת�ٶԽ����Ľ�����Ӱ���С�����Ա��������н���ʵ�������ת��Ϊ400 r/min�����������(1~3 mol/L H2SO4)������Ũ��(0~10 g/L)����Һ��(30~120 g/L)������ʱ��(30~240 min)�������¶�(40~90 ��)�Ը����������ʵ�Ӱ�졣ʹ��ICP-AES������ͬ����Һ��Ʒ�и��������ӵ�Ũ�ȣ����������ʦ�Meͨ��ʽ(1)�����ã�
 (1)
(1)
ʽ�У�cMeΪ���������ڽ���Һ�е�Ũ�ȣ�g/L��MeָLi��Ni��Co��Mn�Ƚ�����VliqiudΪ��Ӧʵ�����Һ�������L��mΪ�����ɫ��ĩ���ʵ�������g��w(Me)��ɫ��ĩ�ж�Ӧ����������������(����1)��
��1 �������Բ��Ϸ�ĩ����ҪԪ�صĺ���
Table 1 Content of main elements in cathode material powder (mass fraction, %)

2 ���������
2.1 ��Ʒ���������
ͼ2��ʾΪʵ�����ú�ɫ��ĩ��XRD�ס�ͨ��XRD��������Ʒ��ĩ��Ҫ��LiNi0.5Co0.2Mn0.3O2�Լ�������C��ɡ�

ͼ2 �������Բ��Ϸ�ĩ��XRD��
Fig. 2 XRD pattern of cathode material powder
2.2 ��������
2.2.1 ��ȵ�Ӱ��
�ڵ���Ũ�� 4 g/L����Һ�� 50 g/L������ʱ��120 min�������¶�80 ���·ֱ첻ͬ����Ũ��(1��1.5��2��2.5��3 mol/L)��Li��Ni��Co��Mn�����ʵ�Ӱ�죬�����ͼ3��ʾ����ͼ3��֪��������Ũ�ȴ���2 mol/Lʱ��4�����ӵĽ����ʻ���ά�ֲ��䣻������Ũ��С��2 mol/Lʱ��4�ֽ������ӵĽ�����������ȵ����߳��ֳ�һ�����������ƣ���ˣ�ѡ����ѵ�����Ũ��Ϊ2 mol/L����ʱLi��Ni��Co��Mn�Ľ����ʷֱ�ﵽ98.55%��97.6%��96.73%�Լ�91.92%����ͼ3�����Կ�����Mn�Ľ�������ͣ�������Ũ�ȶ�Mn�Ľ�����Ӱ�������ԪLNCM����������MnΪ���ļۣ��������ڱ����������Ҫ���ӻ�ԭ��ʹ��ת��Ϊ�ͼ�̬Mn2+�����������[16-17]����Mn4+��ԭ��Mn2+��Ҫ�ϸߵ���Ⱥͽ�ǿ�Ļ�ԭ�Ի���������Ƚϵ�ʱ����ˮ���������С�����۵�ˮ��̶ȵͣ����ɵĻ�ԭ�������ǵ�������[10, 18]����ˣ�������ȵ����ߣ�Mn�Ľ������������ӣ�����Ӧ������������Ļ�ʹ��Һ��������ͣ��Ӷ�������Mn�Ļ�ԭ������
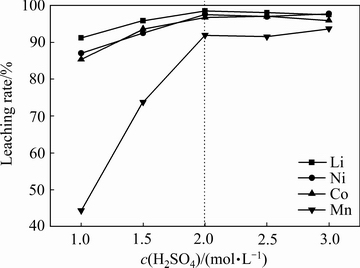
ͼ3 ��ȶԽ��������ʵ�Ӱ��
Fig. 3 Effect of acid concentration on leaching of cathode active material
2.2.2 ���ۼ�������Ӱ��
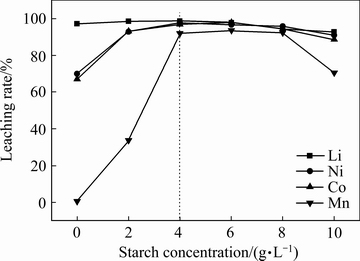
ͼ4 ����Ũ�ȶԽ��������ʵ�Ӱ��
Fig. 4 Effect of starch concentration on leaching rate of cathode active material
������Ũ�� 2 mol/L����Һ�� 50 g/L������ʱ��120 min�������¶�80 ���·ֱ첻ͬ����Ũ��(0��2��4��6��8�Լ�10 g/L)��Li��Ni��Co��Mn�����ʵ�Ӱ�죬������ͼ4��ʾ����ͼ4��֪��������Ũ��С��4 g/Lʱ�����ŵ���Ũ�ȵ����ߣ�4�ֽ������ӵĽ����ʳ��ֳ�һ�����������ƣ�����������ڵ���Ũ�����ߣ�ˮ�������������Ũ�����Ӷ��ٽ���Li��Ni��Co�ر���Mn�Ľ����ʣ�������Ũ��Ϊ4~8 g/Lʱ��4�ֽ������ӵĽ����ʻ���ά�ֲ��䣻������Ũ�ȼ�������ʱ��4�ֽ������ӵĽ����ʷ������ֳ�һ���½������ƣ�����������ڵ���Ũ�ȹ��ߵ���δˮ��ĵ��������ۻ�����Һ�������Һճ������������½����Ľ����ʽ��͡�����������������Ũ��Ϊ4 g/Lʱ��ѡ�
2.2.3 ��Һ�ȵ�Ӱ��
������Ũ��2 mol/L������Ũ��4 g/L������ʱ��120 min�������¶�80 ���·ֱ첻ͬ��Һ��(30��50��70��90�Լ�120 g/L)��Li��Ni��Co��Mn�����ʵ�Ӱ�죬�����ͼ5��ʾ����ͼ5��֪�����Ź�Һ�ȵ�������Li��Ni��Co�Լ�Mn�Ľ�������Ҫ���ֳ���С�����ƣ��ر���Mn�Ľ������ڹ�Һ�ȴ���50 g/L�罵�ͣ���Li��Ni�Լ�Co 3�ֽ����Ľ����ʽ��ͷ��Ⱥ�С����ԭ����������ŷ�Ӧ�Ľ��������ӵ�Ũ�Ȳ��Ͻ��ͣ��ڸ߹�Һ��ʱ��Ӧ��Σ������ӹ�����ǿ�ȱ���ʹ�������������������Ӷ����½��������½����������½����ۺϿ��ǣ���Һ��ȡ50 g/LΪ�ˡ�
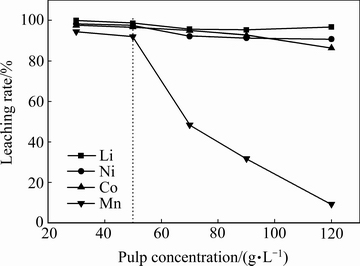
ͼ5 ��Һ�ȶԽ��������ʵ�Ӱ��
Fig. 5 Effect of S/L ratio on leaching rate of cathode active material
2.2.4 �����¶ȵ�Ӱ��
������Ũ��2 mol/L������Ũ��4 g/L����Һ��50 g/L������ʱ��120 min�·ֱ첻ͬ�����¶�(40��50��60��70��80�Լ�90 ��)��Li��Ni��Co��Mn�����ʵ�Ӱ�죬������ͼ6��ʾ����ͼ6��֪�������¶ȵ����ߣ�Li��Ni��Co�Լ�Mn�Ľ����ʳ��ֳ�һ����������ƣ���ԭ��������¶�����ʹ��Ӧ��ʼ�����������������˷�Ӧ���ʺͷ�Ӧ���еij̶ȣ����¶ȸ���80 ��ʱ��4�ֽ����Ľ����ʱ仯�����ҽ���Һ��������������Ӷ��豸��ȫ�Ե�Ҫ���������Լ�Ҫ��֤��ȫ����Ҫ�õ�һ���ϸߵĽ��������ʣ��ۺϿ��ǽ����¶�ȡ80��Ϊ�ˡ�Mn��ƽ�����������˵��Mn���ѱ����������2.3���еĶ���ѧ���������һ�¡�
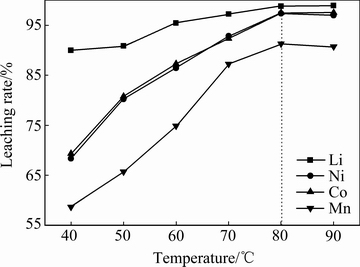
ͼ6 �¶ȶԽ��������ʵ�Ӱ��
Fig. 6 Effect of temperature on leaching rate of cathode active material
2.2.5 ����ʱ���Ӱ��
������Ũ��2 mol/L������Ũ��4 g/L����Һ��50 g/L�������¶�80 ���·ֱ첻ͬ����ʱ��(30��60��90��120��150��180�Լ�240 min)��Li��Ni��Co��Mn�����ʵ�Ӱ�죬�����ͼ7��ʾ����ͼ7���Կ�����Li��Ni��Co��Mn�Ľ��������¶�Ӱ��ϴ����������������ϵĽ������������ȹ��̣��ߵ��¶������ڽ�����Ӧ���ʵ������������������Ľ�����[19]�����Ž���ʱ����ӳ���Li��Ni��Co��Mn�Ľ����ʳ��ֳ�һ������������ƣ�������ʱ�����120 min��4�ֽ����Ľ�������һ���ض�ֵ���²�����˵�������ӳ�����ʱ��Խ�������������������������Ӧ�ѻ�����ɡ��ۺϿ��ǣ�����ʱ��ȡ120 minΪ�ˡ�
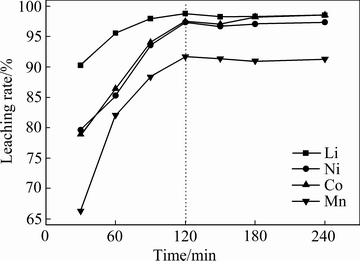
ͼ7 ��Ӧʱ��Խ��������ʵ�Ӱ��
Fig. 7 Effect of reaction time on leaching rate of cathode active material
2.3 ��������ѧ����
Ϊ�˸��õ��˽�������̣��о���Li��NiCo��Mn�Ľ������ڲ�ͬ�¶�����ʱ��ı仯���ߣ����Դ˶Խ�������ѧ�������о�����ͬ�¶���Li��Ni��Co��Mn��4��Ԫ�صĽ�������ʱ��ı仯������ͼ8(a)~(d)��ʾ�����ڻ�ѧ���ƺ���ɢ���Ƶ������˷�Ӧģ�ͣ����ij��������Li��Ni��Co��Mn�Ķ���ѧ���ݣ����л�ѧ��Ӧ����ģ�͵ķ�Ӧ����ѧ������ʽ(2)��ʾ����ɢ����ģ���ַ�Ϊ����ɢ����ģ�ͺ�����ɢ����ģ�ͣ��䷴Ӧ����ѧ���̷ֱ���ʽ(3)��ʽ(4)��ʾ[20]��
 (2)
(2)
 (3)
(3)
 (4)
(4)
ʽ�У���Ϊ��Ӧʱ��t(min)ʱ�����Ľ����ʣ�kcΪ��ѧ��Ӧ���ʳ�����kd��kd*�ֱ�Ϊ����ɢ��Ӧ���ʳ���������ɢ��Ӧ���ʳ�������ʵ�ϻ�������3�ֿ���ģ����ϵ�Li��Ni��Co��Mn��������ѧ����������ض�����ϲ�(Ϊ�˼�౾����û�и���)�����ϵ��R2��ֵ��0.46~0.95֮�䲨��������������ڽ�����Ӧ�����а�����������ԭ��Ӧ[20]��
������3�ֿ���ģ�����ƣ�����ʵ֤ģ�͵Ķ������ɷ���Ҳ���������ڻ�ѧ��Ӧ����ѧ���о�[20-23]����ʽ(5)��ʾ��
 (5)
(5)
ʽ�У�kΪ��Ӧ���ʳ���������ͼ8(a)~(d)������ ��t�����߽����ͼ9(a)~(d)��ʾ������������������ɷ�����Ͻ������̾��иߵ��������ϵ��(
��t�����߽����ͼ9(a)~(d)��ʾ������������������ɷ�����Ͻ������̾��иߵ��������ϵ��( ��0.97)��
��0.97)��
��Ӧ���ʳ������¶�֮��Ĺ�ϵ���ð�������˹���̱�ʾ(ʽ(6))���ɴ˿��Թ���������̵Ļ�ܣ�
 (6)
(6)
ʽ�У�AΪƵ�����ӣ�EaΪ���ۻ�ܣ�kJ/mol��TΪ�¶ȣ�K��RΪĦ�����峣����8.314 J/(mol��K))����ln k-1/T��ͼ�������ͼ10��ʾ����ͼ10��֪�����ֱ�߾��иߵ����ϵ��(��0.96)������ͼ10���ֱ�ߵ�б�ʿɼ����Li��Ni��Co��Mn�ı��ۻ��(Ea)�ֱ�Ϊ14.8��21.3��24�Լ�26.4 kJ/mol�����ۻ��Խ������Ӧ��Ҫ����������Խ��[24]��Mn�ı��ۻ�����˵��Mn���ѱ����������2.2.4����Mn�Ľ����ʽϵ���һ�¡���Ԫ�صĽ������ۻ�ܾ�С��40 kJ/mol��˵��������������Li��Ni��Co��Mn�Ľ������ʺܿ죬������Li�⣬���ۻ�ܾ�����20 kJ/mol���������̾�����ɢ���̺ͻ�ѧ��Ӧ���̵Ļ�Ͽ��ƣ���Ӧ���ǵ����Ի�ѧ��Ӧ����ɢ���̿���ģ�����ʱ������϶Ȳ��ߵ���Ҫԭ��
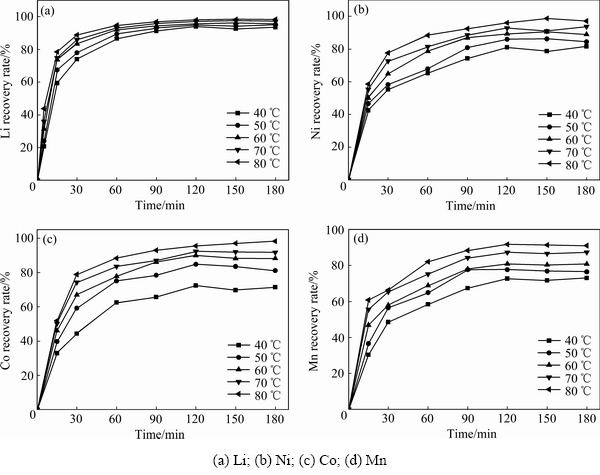
ͼ8 ��ͬ�¶��ڲ�ͬʱ��ڵ��½����Ľ�����
Fig. 8 Effect of temperature on recovery of different metals from LIBs at different time intervals
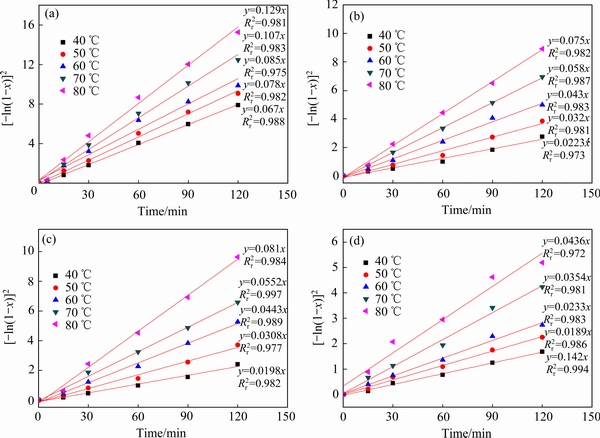
ͼ9 �������ɷ����ڲ�ͬ�¶�����϶���ѧ����
Fig. 9 Logarithmic law equation for kinetics of leaching rate of Li(a), Ni(b), Co(c), Mn(d) at different temperatures
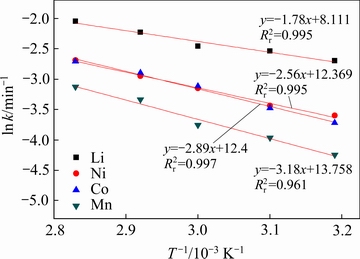
ͼ10 Li��Ni��Co��Mn�İ�������˹��������
Fig. 10 Arrhenius plot for Avrami equation kinetic model for Li, Ni, Co and Mn
2.4 ��������XRD��SEM����
����ѽ�������2 mol/L H2SO4��4 g/L���ۡ���Һ��50 g/L�������¶�80 �桢����ʱ��120 min�����ý�������XRD����ͼ11��ʾ����ͼ11���Կ���������������Ҫ����ΪMnO2��C��û�з���Li��Ni��Co��3�ֽ���������������࣬˵����3�ֽ�����������ȫ���������������ѽ��������һ�¡�C����Ҫ�����ڱ��չ�����δ��ȫȼ����ɵ��������ࡣ��ǰ������Mn4+(MnO2)��ԭ��Mn2+��Ҫ��ǿ����Ⱥͻ�ԭ�����������Mn�����Li��Ni��Co���ѱ����������ŷ�Ӧ�Ľ��У���Һ����ȡ���ԭ��Ũ�����ͣ�ʹ����Mn����������������ٲ���Mn��MnO2����ʽ���������У�������ʵĽ��һ�¡�
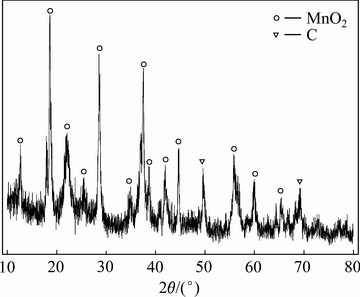
ͼ11 ��������XRD��
Fig. 11 XRD pattern of leaching residue
��ĩ��Ʒ�ͽ�������SEM����ͼ12��ʾ����ͼ12���Կ���������ǰ����Ʒ��ĩ����ò�����˽����Եı仯������ǰ(��ͼ12(a))�ķ�ĩ������״������ߴ��С��һ��ϸС������ɣ�������������Щ�������ϱ���������ʴ����״���ƻ��������̬(��ͼ12(b))���Խ�����Ԫ�سɷݽ���SEM-EDS�������֣�����������ҪԪ�������C��O�Լ�Mn��δ��Li��Ni��Co�Ĵ��ڣ�����XRD���������һ�¡�
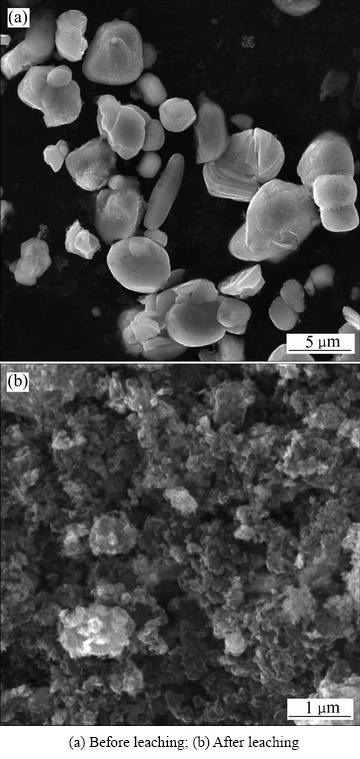
ͼ12 ��Ʒ��ĩ�ڽ���ǰ���SEM��
Fig. 12 SEM images of sample powder before and after leaching
3 ����
1) ���õ�����ϡ���������������ˮ��Ϊ���ǵ����ԣ��õ��۳䵱��ԭ����Ϊ�Ͼ���ԪLNCM����ӵ���������ϵ��������������ȫ���еģ�ʹ�������Եͼ�̬����(Ni2+��Co2+��Mn2+)���뵽����Һ�С�
2) ��ѽ����������£�2 mol/L H2SO4��4 g/L���ۡ���Һ��50 g/L�������¶�80 �桢����ʱ��120 min����ʱ��Li��Ni��Co��Mn�Ľ����ʷֱ�ﵽ98.55%��97.6%��96.73%�Լ�91.92%�����µĽ�������ҪΪMnO2��δ��ȫȼ�յ�C��
3) �¶ȷ�Χ40~80 ���ڻ��ڶ������ɷ�����Ͻ�������ѧ������ʾ�������õ���϶ȣ�����ó�Li��Ni��Co��Mn�ı��ۻ�ֱܷ�Ϊ14.8��21.3��24�Լ�26.4 kJ/mol��
REFERENCES
[1] VIKSTROM H, DAVIDSSON S, HOOK M. Lithium availability and future production outlooks[J]. Applied Energy, 2013, 110: 252-266.
[2] ¬����, ���Է�, ������, �� ��, ŷ����, �Ź���. ������ӵ���м�������������ʵķ���[J]. �й���ɫ����ѧ��, 2007, 17(6): 997-1001.
LU Yi-ping, XIA Zi-fa, FENG Qi-ming, LONG Tao, OU Le-ming, ZHANG Guo-fan. Separation of current collectors and active materials from spent lithium-ion secondary batteries[J]. The Chinese Journal of Nonferrous Metals, 2007, 17(6): 997-1001.
[3] FOUAD O A, FARGHALY F I, BAHGAT M. A novel approach for synthesis of nanocrystalline ��-LiAlO2, from spent lithium-ion batteries[J]. Journal of Analytical & Applied Pyrolysis, 2007, 78(1): 65-69.
[4] KANG J, SENANAYAKE G, SOHN J, SHIN S M. Recovery of cobalt sulfate from spent lithium ion batteries by reductive leaching and solvent extraction with cyanex 272[J]. Hydrometallurgy, 2010, 96(3): 168-171.
[5] MESHRAM P, PANDEY B D, MANKHAND T R. Extraction of lithium from primary and secondary sources by pre-treatment, leaching and separation: A comprehensive review[J]. Hydrometallurgy, 2014, 150: 192-208.
[6] �� ΰ, ������, ����Ө, �� ��. �绯ѧ��ԭ�����ӷϾ�����ӵ���н���LiCoO2[J]. �й���ɫ����ѧ��, 2014, 24(3): 787-792.
CHANG Wei, MAN Rui-lin, YIN Xiao-ying, ZHANG Jian. Leaching LiCoO2 from spent lithium-ion batteries by electrochemical reduction[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(3): 787-792.
[7] GRANATA G, MOSCARDINI E, PAGNANELLI F, TRABUCCO F, TORO L. Product recovery from Li-ion battery wastes coming from an industrial pre-treatment plant: Lab scale tests and process simulations[J]. Journal of Power Sources, 2012, 206(1): 393-401.
[8] ZOU H, GRATZ E, APELIAN D, WANG Y. A novel method to recycle mixed cathode materials for lithium ion batteries[J]. Green Chemistry, 2012, 15(5): 1183-1191.
[9] PINNA E G, RUIZ M C, OJEDA M W, RODRIGUEZ M H. Cathodes of spent Li-ion batteries: Dissolution with phosphoric acid and recovery of lithium and cobalt from leach liquors[J]. Hydrometallurgy, 2016, 167: 66-71.
[10] MESHRAM P, PANDEY B D, MANKHAND T R. Hydrometallurgical processing of spent lithium ion batteries (LIBs) in the presence of a reducing agent with emphasis on kinetics of leaching[J]. Chemical Engineering Journal, 2015, 281: 418-427.
[11] �� ��, �����, ������ķ, ������, �����, �ƾ���. ������ӵ�ظ������ϵĻ�е���������[J]. �й���ɫ����ѧ��, 2011, 21(12): 3082-3086.
ZHOU Xu, ZHU Shu-guang, CIXI La-mu, HE Wen-zhi, LI Guang-ming, HUANG Ju-we. Mechanical separation and recovery process of anode materials from spent lithium-ion batteries[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(12): 3082-3086.
[12] LI L, GE J, WU F, CHEN R, CHEN S, WU B. Recovery of cobalt and lithium from spent lithium ion batteries using organic citric acid as leachant[J]. Journal of Hazardous Materials, 2010, 176(1): 288-293.
[13] LI L, GE J, CHEN R, WU F, CHEN S, ZHANG X. Environmental friendly leaching reagent for cobalt and lithium recovery from spent lithium-ion batteries[J]. Waste Management, 2010, 30(12): 2615-2621.
[14] �� ��, ���´�, �� ��, �� ��, ��־��. �ӷϾ�����ӵ���з������������[J]. �й���ɫ����ѧ��, 2011, 21(5): 1192-1198.
CHEN Liang, TANG Xin-cun, ZHANG Yang, QU Yi, WANG Zhi-min. Separation and recovery of Ni, Co and Mn from spent lithium-ion batteries[J]. The Chinese Journal of Nonferrous Metals, 2011, 21(5): 1192-1198.
[15] ZENG X, LI J, SHEN B. Novel approach to recover cobalt and lithium from spent lithium-ion battery using oxalic acid[J]. Journal of Hazardous Materials, 2015, 295: 112-118.
[16] YANG Y, XU S, HE Y. Lithium recycling and cathode material regeneration from acid leach liquor of spent lithium-ion battery via facile co-extraction and co-precipitation processes[J]. Waste Management, 2017, 64: 219-227.
[17] Ҧ ·. �Ͼ�����ӵ���������ϻ����������о�[D]. ����: ����ʦ����ѧ, 2016.
YAO Lu. Study on recycling of cathode material from waste lithium ion batteries[D]. Xinxiang: Henan Normal University, 2016.
[18] ����Ƽ. ��ˮ������Ʊ�����������ᾧ�ṹ�����ʵ��о�[D]. ���: ����ѧ, 2003.
Study on the preparation of starch microcrystalline by acid hydrolysis of starch and the crystalline structure and properties of starch microcrystalline[D]. Tianjing: Tianjing University, 2003.
[19] KAMBLE M P, YADAV G D. Kinetic resolution of (R,S)-��-tetralol by immobilized Candida antarctica lipase B: Comparison of packed bed over stirred tank batch bioreactor[J]. Industrial & Engineering Chemistry Research, 2017, 56(7): 1750-1757.
[20] �� ��, ������, �� ��, ����÷, �� ��, �� ��. ����ո�������շϾ�﮵����Co�Ķ���ѧ[J]. �й���ɫ����ѧ��, 2015, 25(4): 1103-1108.
HE Feng, MAN Rui-lin, LIU Qi, SUN Zu-mei, XU Juan, ZHANG Jian. Kinetics of acid leaching cobalt from waste lithium-ion batteries using oat straw[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(4): 1103-1108.
[21] SUN L, QIU K. Organic oxalate as leachant and precipitant for the recovery of valuable metals from spent lithium-ion batteries[J]. Waste Management, 2012, 32(8): 1575-1582.
[22] ����Ⱥ, ������, �� ��, �� ��, �� ��, ����÷. ������-������������շϾ�﮵��[J]. �й���ɫ����ѧ��, 2014, 24(10): 2576-2581.
XU Xiao-qun, MAN Rui-lin, ZHANG Jian, LIU Qi, XU Juan, SUN Zu-mei. Electrolytic stripping-biomass acid leaching- recycling spent Li-ion battery[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(10): 2576-2581.
[23] LI L, BIAN Y, ZHANG X, GUAN Y, FAN E, WU F. Process for recycling mixed-cathode materials from spent lithium-ion batteries and kinetics of leaching[J]. Waste Management, 2018, 71: 362-371.
[24] RENDONANGELES J C, MATAMOROSVELOZA Z, VELOZA A M, PEREZGARIBAY R, RODRIGUEZGALICIA J L, KAZUMICHI Y. Facile synthesis of perovskite-structured powders using barite-celestite ore under hydrothermal alkaline conditions[J]. Industrial & Engineering Chemistry Research, 2017, 56(36): 9942-9952.
Optimization and kinetics of leaching valuable metals from cathode materials of spent ternary lithium ion batteries with starch as reducing agent
LAI Yan-qing1, YANG Jian1, ZHANG Gang2, TANG Yi-wei3, JIANG Liang-xing1, YANG Sheng-hai1, LI Jie1
(1. School of Metallurgy and Environment, Central South University, Changsha 410083, China;
2. Zhongtian New Material Co., Ltd., Nantong 226010, China;
3. Guangdong Jiana Energy Technology Co., Ltd., Guangzhou 511495, China)
Abstract: Based on the properties that starch can be hydrolyzed into reduced monosaccharide under dilute acid or heating conditions, starch was used as a reducing agent by acid leaching method for recovering Li, Ni, Co, Mn from cathode materials of spent ternary lithium ion battery. The effects of acid concentration, starch concentration, solid to liquid ratio, leaching temperature and leaching time on the leaching rate of four valuable metals were investigated. The results show that the leaching rates of Li, Ni, Co and Mn reach 98.55%, 97.6%, 96.73% and 91.92%, respectively under the optimum conditions of 2 mol/L H2SO4, 4 g/L starch, solid-liquid ratio at 50 g/L, leaching temperature at 80 �� and leaching time at 120 min. In addition, a good linear correlation is shown by fitting the kinetic parameters of leaching based on the logarithmic law equation, and the apparent activation energies of Li, Ni, Co and Mn are 14.8 kJ/mol, 21.3 kJ/mol, 24 kJ/mol and 26.4 kJ/mol, respectively. The analysis results of XRD and SEM show that the main phases of the leaching residue was C and MnO2.
Key words: spent lithium ion battery; cathode material; valuable metal; acid leaching; starch; leaching kinetics
Received date: 2018-01-16; Accepted date: 2018-05-14
Corresponding author: JIANG Liang-xing; Tel: +86-731-88830474; E-mail: lxjiang@csu.edu.cn
(�༭ ������)
�ո����ڣ�2018-01-16�������ڣ�2018-05-14
ͨ�����ߣ������ˣ������ڣ���ʿ���绰��0731-88830474��E-mail��lxjiang@csu.edu.cn

