稀有金属 2008,(04),437-441 DOI:10.13373/j.cnki.cjrm.2008.04.027
难熔金属注射成形的研究
曲选辉 秦明礼 欧阳明亮
北京科技大学材料科学与工程学院
摘 要:
采用金属粉末注射成形技术成功制得了形状复杂的纯钨和纯钼零件。粉末注射成形工艺为:粉末装载量为52%, 注射温度为165℃, 注射压力为65 MPa, 溶剂脱脂+热脱脂两步脱脂法, 经2300℃氢气气氛烧结, 钨烧结样品的密度可达18.26 g.cm-3, 相对密度为94.61%;经1900℃氢气气氛烧结, 钼烧结样品的密度为9.7 g.cm-3, 相对密度达95.09%, 制品尺寸精度控制在±0.3%以内。同时, 通过实验对比研究了掺加少量的稀土氧化物 (La2O3, Y2O3) 对注射成形钨和钼制品性能的影响。实验结果表明:稀土元素氧化物的添加, 提高了注射成形钨和钼制品烧结后的密度, 明显细化了烧结后样品的晶粒, 稀土氧化物作为第二相粒子弥散分布于晶界处, 提高了注射成形钨和钼制品的强度。
关键词:
钨 ;钼 ;金属粉末注射成形 ;稀土氧化物 ;
中图分类号: TF124.39
收稿日期: 2007-11-20
基金: 国家973计划 (2006CB605207); 国家自然科学基金重点项目 (50634010); 教育部长江学者和创新团队发展计划 (I2P407) 资助;
Study on Injection Forming of Refractory Metal Powder
Abstract:
Adopting the technology of metal powder injection forming complex shape parts of pure tungsten and molybdenum were produced successfully.The technical parameters of the injection forming were that the loading is 52% in volume ratio, injection temperature 165 ℃, injection pressure 65 MPa and debinding used solvent plus thermal debinding method.After sintering at 2300 ℃ in hydrogen atmosphere, the density of pure tungsten parts could reach 18.36 g・cm-3, and its relative density was 95.12%.After sintering at 1900 ℃ in hydrogen atmosphere, the density of pure molybdenum parts could reach 9.70 g・cm-3, and the its relative density was 95.09%.The size precision of these parts was controlled in ±0.3%.By experiments the influences of adding a small amount of rare earth oxides, such as La2O3 and Y2O3 on the properties of the tungsten and molybdenum products were also studied.The results indicated that: addition of the rare earth oxides improved densities of pure tungsten and pure molybdenum products after sintering, and refined the grain size of the products obviously.The rare earth oxide as a second phase in the matrix distributed at grain boundary, which prevent dislocations from moring and grains from growing when sintered at high temperatures.So that the strength and the ductility of the products were also increased.
Keyword:
tungsten;molybdenum;metal powder injection forming of molding;rare earth oxide;
Received: 2007-11-20
钨和钼具有高密度、 高强度、 低的热膨胀系数、 优良的抗腐蚀性能和热电子发射能力等, 在航空航天、 电子、 化工等许多工业和国防领域得到了广泛应用。 但由于钨室温塑性差, 加工成形困难以及高温抗氧化性能不好等缺点, 其应用受到了限制
[1 ]
。
金属注射成形技术 (Metal Injection Molding, 简称MIM) 是传统粉末冶金技术和塑料注射成形技术相结合而发展起来的一门新兴的近净成形技术。 MIM具有能成形复杂形状、 成本低、 批量生产一致性好、 各向同性等优点, 被称为“当今最热门的零部件成形技术”
[2 ,3 ]
。 将金属粉末注射成形工艺用于纯钨钼零件制备, 以较低的成本制备密度较高、 组织均匀、 形状复杂的钨钼零件, 对金属粉末注射成形领域的研究与发展很有意义。
国内外材料工作者的大量研究表明: 稀土钨的韧性好且能有效提高钨电极的电子发射性能
[4 ,5 ,6 ,7 ]
。 利用在钼及其合金中加入适量的稀土元素, 可提高其高温强度和再结晶温度, 改善材料经高温热处理后的室温韧性等
[8 ,9 ,10 ,11 ]
。
本文研究了用注射成形方法, 制备纯钨和钼以及掺杂稀土钨钼零件, 并对其微观结构及其力学性能和致密度进行了研究。
1 实 验
1.1 原材料选用
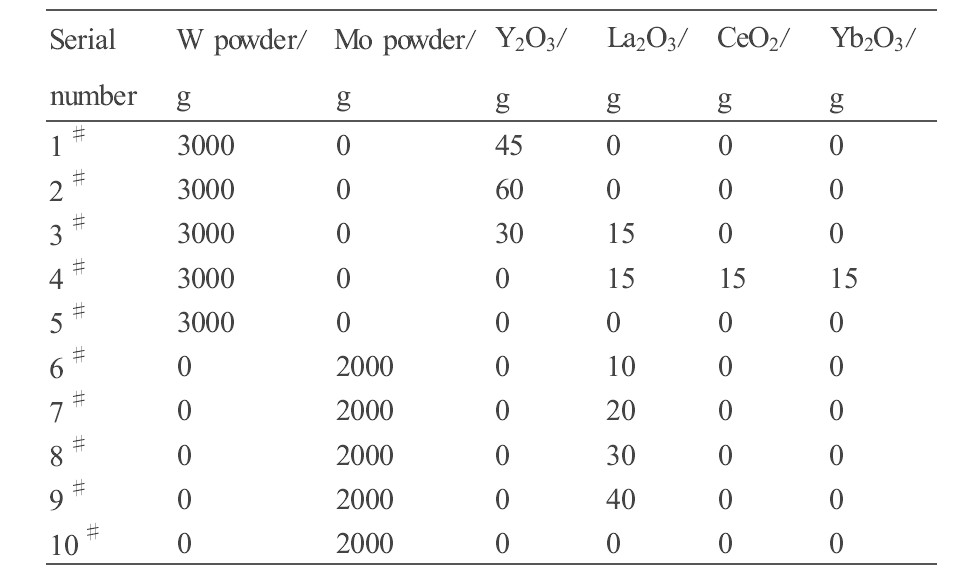
实验选用的粉末为粒径2~3 μm的高纯钨粉、 粒径3~5 μm的高纯钼粉和粒径3~5 μm的高纯稀土氧化物粉末, 具体配比见表1。 实验选用的粘结剂是以熔点低、 流动性好的石蜡 (PW) 作为主要组元, 添加适量熔点较高的高密度聚乙烯 (HDPE) 和聚丙烯 (PP) 以提供坯体足够的强度, 另外还添加少量的表面活性剂硬脂酸 (SA) 。 该粘结剂具有溶胀小、 流动性好、 保形性好和易脱除的特点。
表1 实验原料成分表 下载原图
Table 1 Components of experimental materials
表1 实验原料成分表
1.2 实验方法
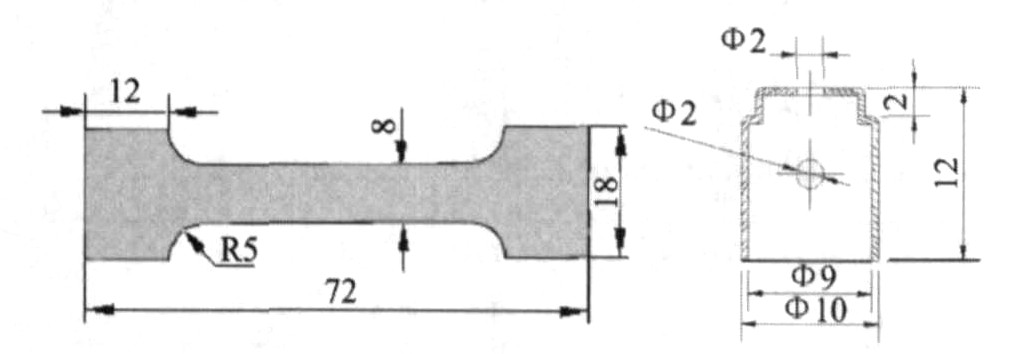
按表1中配料比例配制混合粉末, 在滚筒球磨机中球磨8 h, 转速45 r・min-1 , 使稀土氧化物和钨粉充分混合。 按粉末装载量为52%加入粘结剂, 将粉末与粘结剂在X (S) K-160型混炼机上混合成注射喂料, 混炼温度为140~150 ℃, 混炼时间为1.5 h。 再在CJ-80E型注射成形机上注射得到力学性能试样生坯和零件生坯, 形状和尺寸见图1。 注射温度为165 ℃, 注射压力为65 MPa。 生坯经室温溶剂脱脂和1200 ℃热脱脂, 最后在氢气气氛中, 钨制品经2300 ℃烧结, 钼制品经1900 ℃烧结。
1.3 试样检测
样品在S-360型扫描电镜上进行形貌、 断口和能谱分析, 在REGER3010型拉伸弯曲实验机上进行力学性能测试, 用红外碳硫仪分析C含量, 用XJP-6A显微镜观察金相组织, 在TG-328A型分析天平上, 采用Archimedes法测量密度。
2 结果与讨论
2.1 钨和钼注射成形工艺的研究
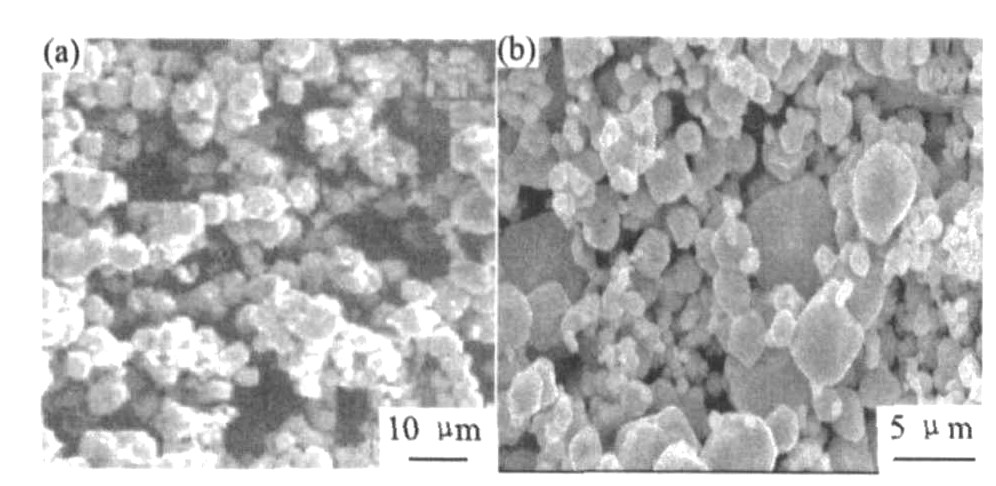
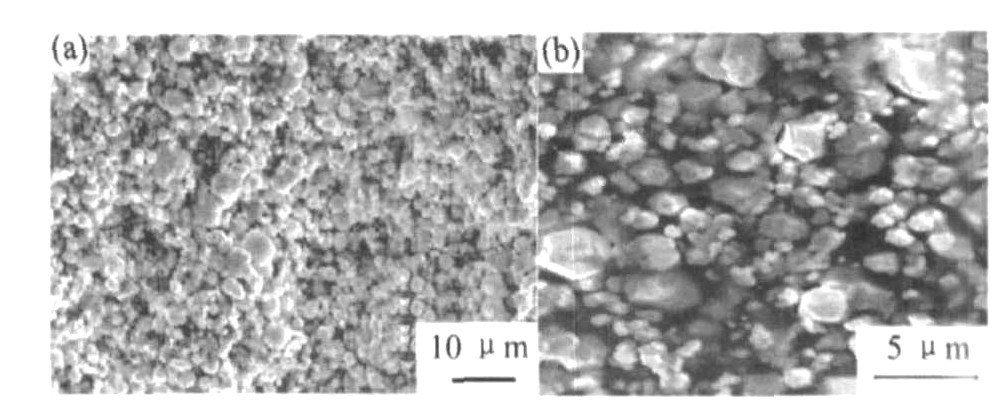
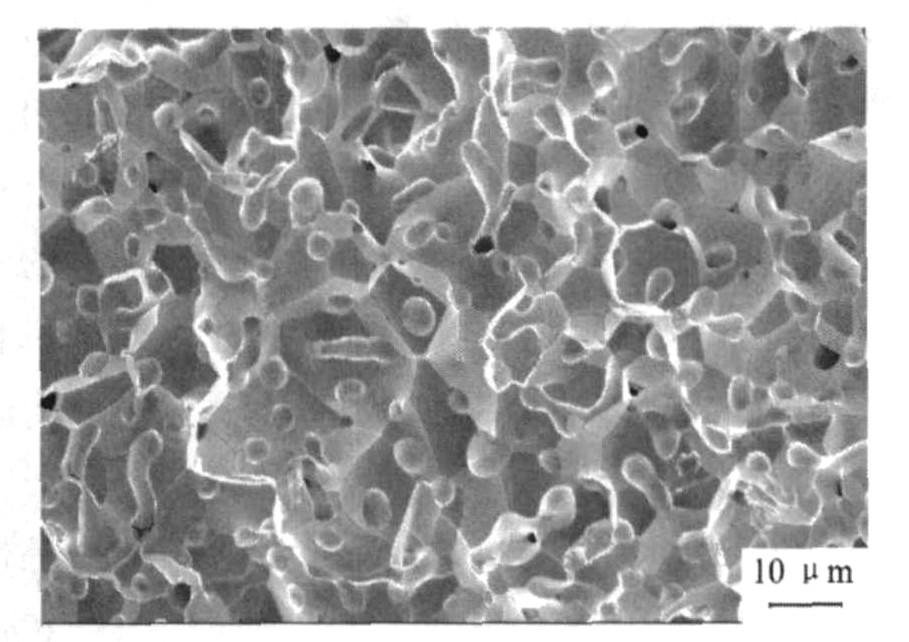
图2和3分别是粉末和试样溶剂脱脂前后的SEM相片, 从图2中可看出: 原料粉末呈近球形, 颗粒细小且粒径相差不大, 适合粉末注射成形。 从图3 (a) 中可知, 粘结剂均匀地包裹了粉末颗粒, 并填充了颗粒间的间隙。 图3 (b) 表明: 经溶剂脱脂后, 粉末之间已经形成了连通的孔隙网络, 这是溶剂脱除了部分粘结剂后形成的, 连通的孔隙网络为完全脱除粘结剂提供了保障。
图1 试样 (a) 和复杂形状零件 (b) 的生坯尺寸图 (单位: mm)
Fig.1 Size fig of green pact of sample (a) and complex shape part (b)
图2 粉末的SEM相片 ( (a) 钨粉, (b) 钼粉)
Fig.2 SEM pictures of powder
图3 6#试样溶剂脱脂前后的SEM相片 ( (a) 为溶剂脱脂前, (b) 为溶剂脱脂后)
Fig.3 SEM pictures of samples before and after solvent debinding
粉末装载量Φ (粉末体积含量) 可用下式表示
[12 ]
:
Φ = ρ b W Ρ ρ b W Ρ + ρ p + W b ? ? ? ( 1 )
Φ = ρ b W P ρ b W P + ρ p + W b ? ? ? ( 1 )
式中W P , W b 分别为金属粉末和粘结剂的重量, ρ p , ρ b 分别为金属粉末和粘结剂的密度。 喂料的密度可由下式来计算。
ρ =ρ b +? (ρ P -ρ b ) (2)
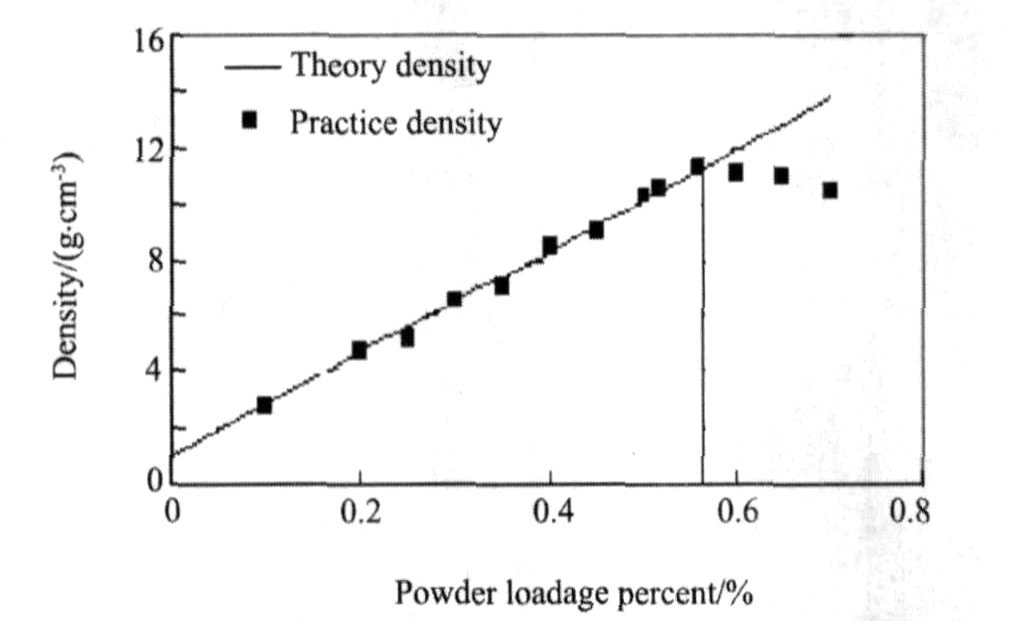
公式 (2) 中ρ , ρ P , ρ b 分别为喂料、 粉末、 粘结剂的理论密度, 喂料的理论密度与粉末装载量呈线性关系。 临界装载量是指粘结剂恰好充满颗粒间的空隙, 喂料处于最紧密堆积状态时粉末颗粒的体积分数。 由于粉末不能自由流动充满整个空间, 粉末含量过高时, 没有足够的粘结剂来填充颗粒间的空隙, 当粉末含量高于临界粉末含量时, 由于存在空隙, 喂料密度会低于理论密度, 此时的粉末装载量即为粉末临界装载量。 根据钨喂料密度实验测得的钨喂料的临界装载量约为57% (图4) , 实践中粉末注射成形喂料的最佳粉末装载量低于粉末临界装载量约2%~5% (质量分数) 。 通过实验本文选择的粉末装载量为52%。
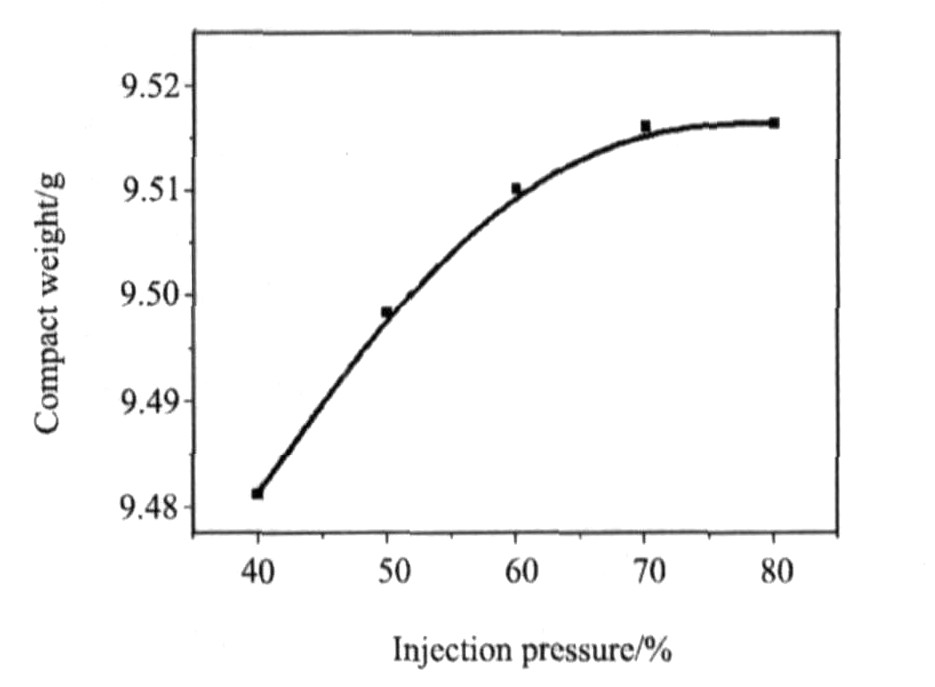
在满足注射坯质量的条件下, 较低的注射温度有利于制品的尺寸精度控制, 通过实验选择注射温度为165 ℃。 图5表明了注射压力对生坯重量的影响, 随着注射压力的增加, 生坯重量增加。 注射过程中, 随着喂料填充到模腔中, 模腔内压力逐渐升高, 以阻止喂料的继续流入, 注射压力增加, 可以克服模腔内填充而形成的抗力, 即增加了填充时间, 将更多喂料压入模腔中, 从而重量增加。 经验表明: 注射成形生坯重量变化0.2%, 可引起尺寸变化0.3%。 太高的注射压力还可能增加生坯的残余应力, 致使试样烧结时容易变形, 本文选择的注射压力为65 MPa。 从试样和零件中随机抽取10个进行尺寸检测, 生坯和烧结制品的尺寸精度都在±0.3%之内。
2.2 稀土元素对钨和钼制品性能的影响
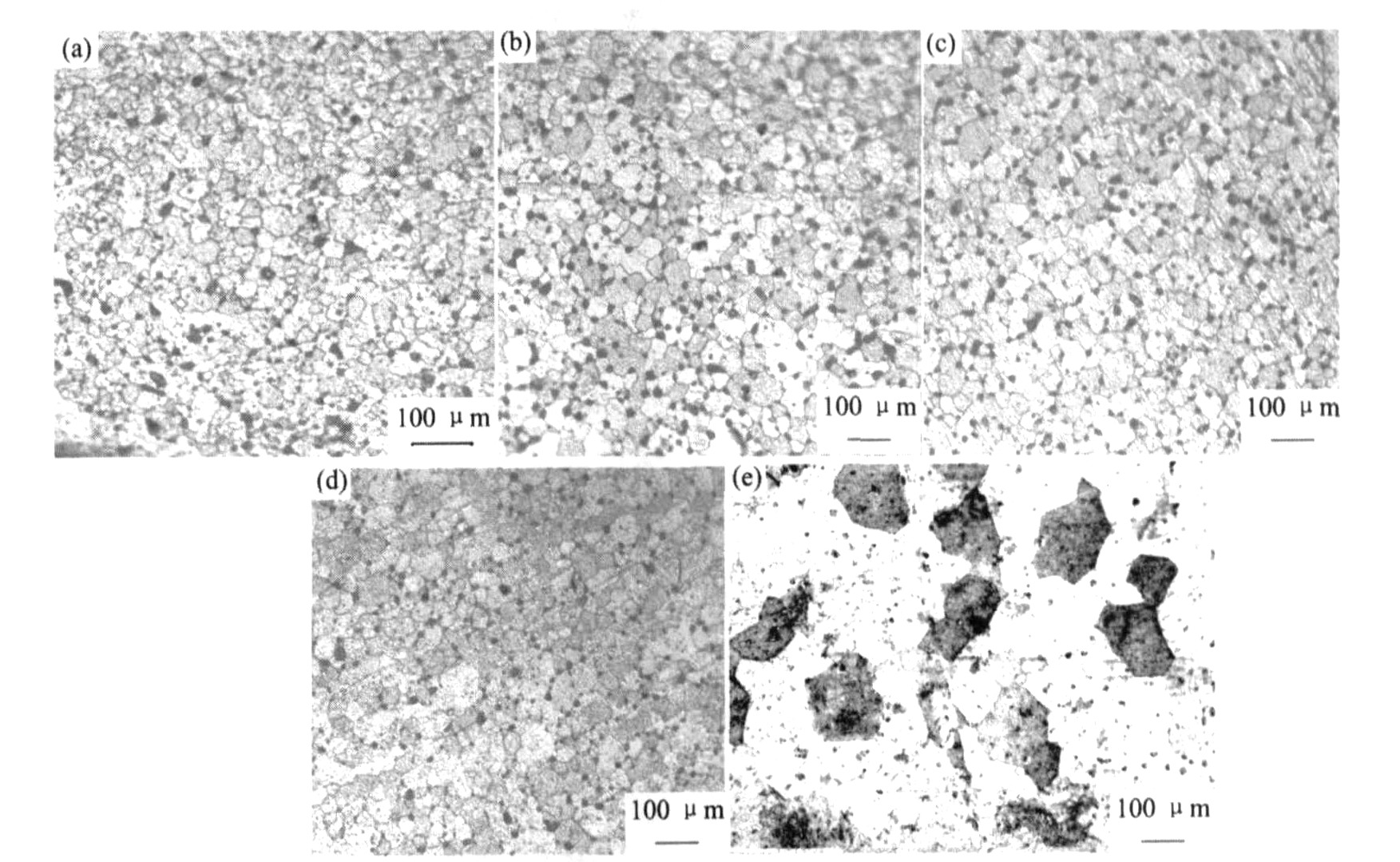
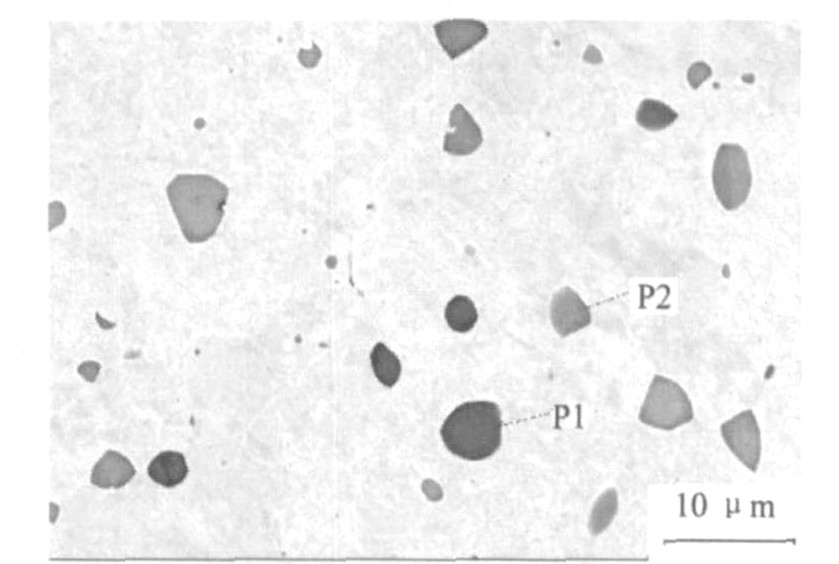
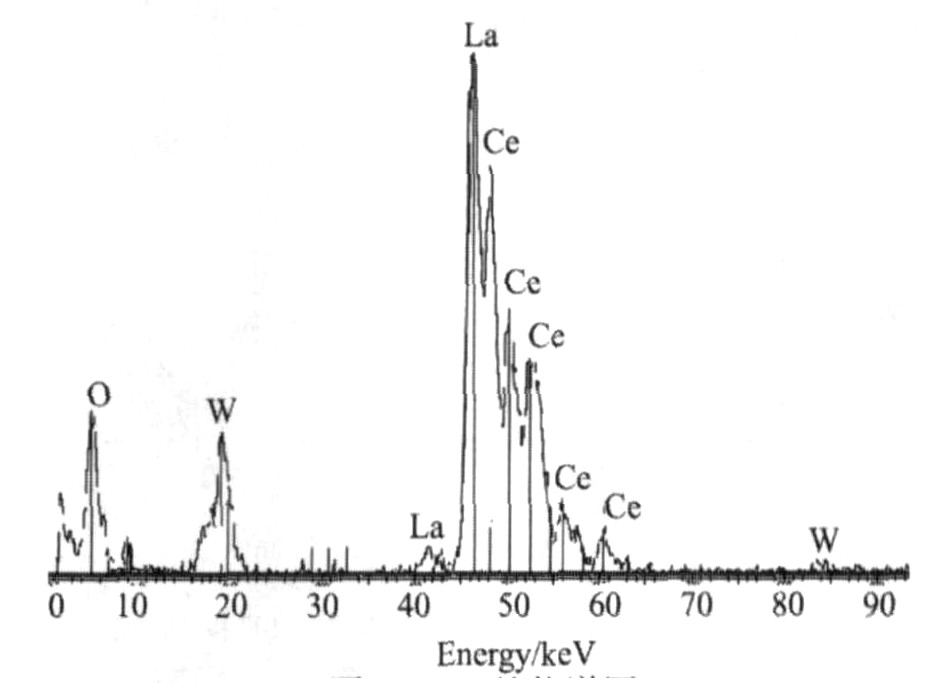
图6是在2300 ℃烧结后钨制品的金相照片。 从金相照片可以明显看出, 纯钨注射坯烧结后的晶粒粗大, 加入稀土元素后, 晶粒明显下降。 对于钼烧结制品, 稀土元素有着同样的作用。 通过对4# 样品进行断口扫描 (图7) 和背散射电子扫描 (QBSD) (图8) , 并对其晶界粒子进行了能谱分析 (图9和10) , 可以证实均匀弥散分布在晶界的细小粒子是稀土氧化物。 稀土元素作为弥散第二相粒子阻碍晶粒长大, 细化了晶粒, 稳定了亚结构。
图10是4# 试样的断口形貌图, 从图10可知, 试样的断口为典型的脆性沿晶断口, 等轴多晶体沿晶界面彼此分开, 呈有晶界小平面的冰糖状形貌。 除了钨的本身脆性外, 样品内存在的少量气孔也是造成脆性断裂的原因。
图4 钨喂料密度与装载量的关系曲线
Fig.4 Curve of relationship between tungsten density and loading
图5 注射压力对生坯重量的影响
Fig.5 Effects of injection pressure on weight of green pact
图6 2300 ℃烧结后钨烧结试样的金相组织相片
Fig.6 Microstructure pictures of tungsten sample after sintering at the temperature of 2300 ℃
(a) , (b) , (c) , (d) and (e) denote the sample s of 1#, 2#, 3#, 4#, 5#
图7 4#试样的断口SEM图
Fig.7 SEM of 4# sample
图8 4#样品QBSD照片
Fig.8 QBSD photo of 4# sample
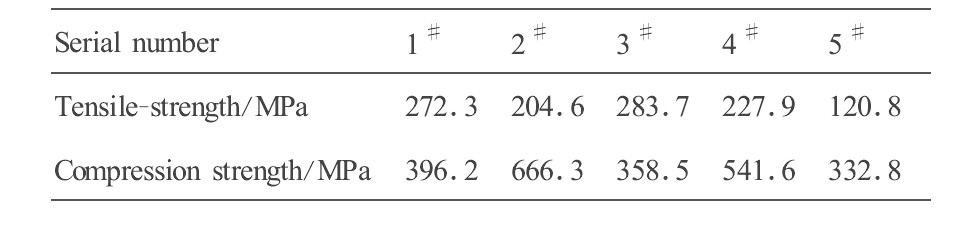
表2的实验数据表明: 添加稀土氧化物后, 钨注射样品的力学性能明显提高。
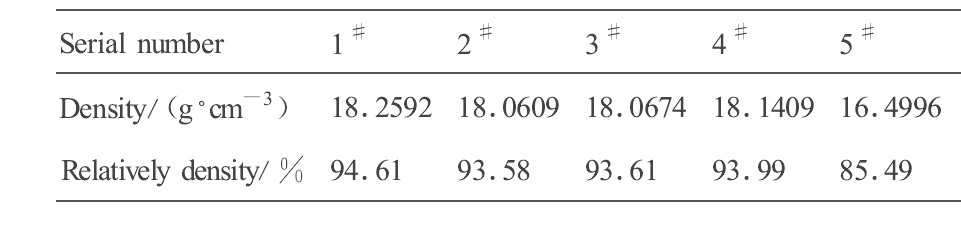
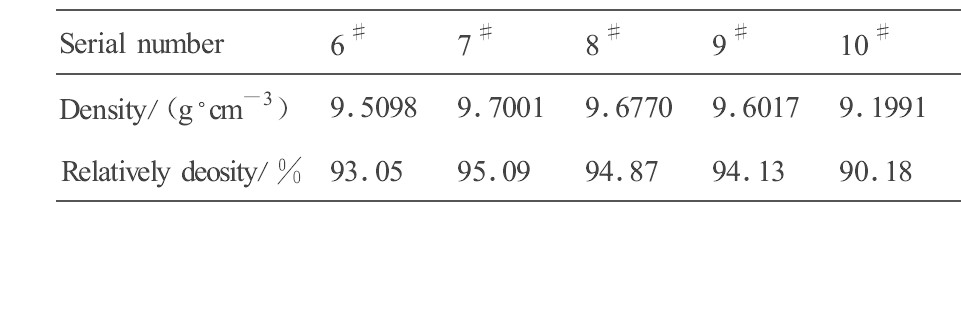
除了显著提高力学性能外, 添加稀土元素后, 钨和钼的密度得到很大提高。 从表3和4可看出: 钨注射样品的致密度从85.49%提高到94.61%; 钼注射样品的致密度从90.18%提高到95.09%; 稀土氧化物在钨烧结中能提高致密度, 由于有水汽的存在, 稀土元素会与钨发生化学反应, 生成熔点相对较低的钨酸盐或钨酸盐氧化物。 图8和9中的能谱分析结果中有钨的存在可证实发生了上述反应。 在本实验的烧结温度2300 ℃下, 这些新生成的钨酸盐和钨酸盐氧化物呈液态, 液相提高了原子的传输速率, 有效填充了内部的孔隙, 提高了烧结效率, 有助于致密度的提高。 添加稀土氧化物对钼的烧结所起的作用与钨类似。
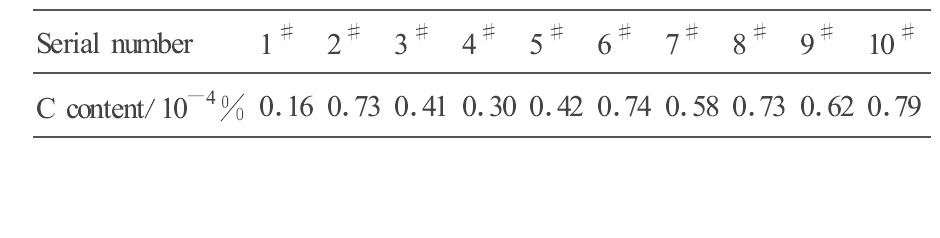
表5表明, 采用金属粉末注射成形工艺得到的钨制品的含碳量比较低, 碳的存在将影响钨注射制品的性能, 较低的C含量有利于提高材料的综合性能。
图9 P1处能谱图
Fig.9 Energy spectrum fig on P1
图10 P2处能谱图
Fig.10 Energy spectrum fig on P2
表2 钨烧结试样的力学实验数据 下载原图
Table 2 Mechanics experimental data of tungsten sample
表2 钨烧结试样的力学实验数据
表3 2300 ℃烧结后的钨试样密度 下载原图
Table 3 Density of tungsten sample after sintering at 2300 ℃
表3 2300 ℃烧结后的钨试样密度
表4 1900 ℃烧结后钼试样密度 下载原图
Table 4 Density of molybdenum sample after sintering at 1900 ℃
表4 1900 ℃烧结后钼试样密度
表5 烧结样品的含碳量 下载原图
Table 5 Carbon contents of sintering samples
表5 烧结样品的含碳量
3 结 论
1. 添加稀土氧化物后, 钨注射样品烧结后的致密度从85.49%提高到94.61%; 钼注射样品烧结后的致密度从90.18%提高到95.09%。
2. 采用金属粉末注射成形技术, 钨和钼制品经烧结后的尺寸精度可控制在±0.3%之内。
3. 添加稀土氧化物后, 烧结后试样的晶粒明显减小。
4. 添加稀土元素氧化物后, 能显著提高钨烧结制品的拉伸强度和抗压强度。
5.采用合适的粉末注射成形工艺, 能得到含碳量较低的钨和钼制品。
参考文献
[1] 张启修, 赵秦生.钨钼冶金[M].北京:冶金工业出版社, 2005.5.
[2] German R M.Technological barriers and opportunities in powderinjection molding[J].Powder Metallurgy International, 1993, 25 (4) :165.
[3] German R M.Scientific status of metal powder injection molding[J].International Journal of Powder Metallurgy, 2000, 36 (3) :31.
[4] Chen Wenge, Zhang Hui, Ding Bingjun.Advances in study on W-La2O3electrode materials[J].Ordnance Material Science and Engi-neering, 2002, 25 (4) :55.
[5] 周美玲, 聂柞仁, 陈颖, 张久兴, 左铁镛.稀土钨电极研究与应用[J].中国钨业, 2000, 15 (1) :30.
[6] Sedak A A, Ushio M, Matsuda F.Effect of rare earth metal oxideadditions to tungsten electrode[J].Metallurgical Trans.A, 1990, 21 (A) :3221.
[7] 刘孙和, 刘心宇.在钨电极中添加稀土元素的优化研究[J].稀有金属与硬质合金, 2003, 31 (2) :15.
[8] 王思清, 魏光明, 李淑霞.稀土元素La对钼还原及制坯的影响[J].中国钼业, 1997, 21 (2) :99.
[9] Zhang Jiuxing, Zhou Meiling, Liu Danmin, Zuo Tieyong.Fracturetoughness of sintered Mo-La2O3alloy and the toughening mechanisms[J].International Refractory Metals and Hard Materials, 1999, 17:405.
[10] Myoung K.Recrystallization of molybdenum wire doped with lan-thanum oxide[J].International Refractory Metals and Hard Materi-als, 1995, 13 (4) :221.
[11] Yutaka Hiraoka, Tetsuji Hoshika.Parameter representing low-tem-perature fracture strength in molybdenum having an elongated andlarge grain structure[J].International Journal of Refractory Metals&Hard Materials, 1999, 17:339.
[12] 曲选辉, 等译.粉末注射成形[M].长沙:中南大学出版社, 2001.9.