����Ŀ�꼶����������Ⱥ�㷨�����Էֲ�ʽ�������
��Ӣ�ܣ�Ҧ����
(����������ѧ ��е����������ѧԺ���㶫 ���ݣ�510640)
ժҪ����Դ�ͳ�ĵ���������Ż���������ֲ�ʽ��������Ż����������һ�ֻ���Ŀ�꼶����������Ⱥ�㷨�IJ�λ����Էֲ�ʽ��������Ż�ģ�ͣ����е������ƻ��㸺������ķ��䣬������Ȳ㸺������ӹ�·�ߵĹ滮����2���������쳵����ɵĵ����Ż�����Ϊ������֤�õ���ģ�͵���Ч�ԡ��о�����������������ģ���ڽ��ӹ���������ط��䵽�ʵ������ͬʱ��ʵ��������ӹ�·���Ĺ滮���Ӷ�Ϊ������Էֲ�ʽ��������Ż������ṩһ����Ч������
�ؼ��ʣ�Ŀ�꼶�������ֲ�ʽ����ƻ�����ȣ�����Ⱥ�㷨
��ͼ����ţ�TH165 ���ױ�־�룺A ���±�ţ�1672-7207(2012)01-0151-08
Planning and scheduling of multiple flexible-shops based on analytical target cascading and particle swarm optimization
HUANG Ying-jie, YAO Xi-fan
(School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China)
Abstract: Because the traditional scheduling model of single job-shop can not meet the requirements of distributed scheduling systems of multiple job-shops, a planning and scheduling model of multiple job-shops based on analytical target cascading and particle swarm optimization was established, where the planning layer was responsible for distributing jobs to each workshop, and the workshop scheduling layer was responsible for planning job operations in each workshop. Take a two job-shop system as an illustrated example to verify the proposed model. The results show that distributed scheduling problems of multiple flexible-shops can be solved effectively, and jobs can be distributed to the workshops rationally, and meanwhile job schedule in each workshop is realized.
Key words: analytical target cascading; multiple shops planning and scheduling; particle swarm optimization
�����ƻ����ƶ��Ǻ���������ҵ��Դ�����������ͻ�����Ĺؼ��������������������ٲ�Ʒ�����ȴ�ʱ�����ʱ�䡢��������豸�����ʵ���Ҫ�ֶΣ���ˣ��������ȵ��Ż�����һֱ���о����ȵ㡣�������������ȵ��о�����Ҫ��Ե�������������[1-2]���������Էֲ�ʽ������������������о��Ƚ��٣������Էֲ�ʽ����ĵ���ϵͳ�У�����������Դ��طֲ��������豸�ֲ��ڲ�ͬ�Ĺ����䣬����������Ϣ���зֲ��Ժͷ�Ԥ���Եȣ�ʹ�����е��������Ȼ��ơ�������������ڲ��������Ч������ˣ�������Ҫ�µĵ��ȷ����͵��Ȼ���������������Էֲ�ʽ��������Ż����⡣Ŀǰֻ�������о����о����ֲ�ʽ������ȵ����⣬�磺Jia[3]���Ŵ��㷨���ֲ�ʽ����������⣻������[4]�øĽ����Ŵ��㷨�����ƻ���������⣻��������[5]�û����Ŵ�����������ʽ�㷨���༶���������ƻ���������⡣Ŀ�꼶���� (TC)�ֳ�ΪĿ�꼶��������(ATC)�����������Ľ���Ǽ���ʽ����νṹЭ�������һ���·���[6]����������νṹ�и�Ԫ���������ߣ�����Ԫ�ض��Ӵ�Ԫ�صľ��߽���Э���Ż����Ӷ����������������Ž⣻�������Ż�������ȣ����пɲ����Ż��������������ƺ;����ϸ������֤��[7]���ŵ㣬��ˣ������ڽ������ϵͳ�Ż�����[8-9]������Ⱥ�㷨����Kennedy��Eberhart�����һ��Դ�ڶ���Ⱥ��ʳ��Ϊģ����µĽ������㷽��������и�����Ŀ�١������³���Ժõ��ص�[10-13]����JSP(Job-shop scheduling problem)�������Ż������л���˳ɹ�Ӧ�á��ڴˣ���������ͨ��ATC����������Ⱥ�㷨��������Էֲ�ʽ����������⣬��ʵ�ֶ������Գ������ϵͳ���������Ż���
1 Ŀ�꼶����
Ŀ�꼶������Kim��[6, 14-15]�����һ�ֽ������ϵͳ��Ŀ���Ż�������·��������������£�������Ŀ�꼶������ϵͳ�еĸ���ϵͳΪ��ϵͳ����Ŀ�겢��Ŀ�괫�ݸ���ϵͳ����Σ���ϵͳ����һ������ģ�������ϵͳ����Ӧ��ͬʱ���̳���Эͬ�Ż���������С�����������Э����ϵͳ֮���ƫ�����ﵽ��ϵͳ֮��һ���Ե�˼�롣��Эͬ�Ż��У�ÿһ����ϵͳ������Ż�ʱ��ʱ������ͬ����ϵͳ֮�����ϵ�����������Ż����Ż�Ŀ����ʹ����ϵͳ����Ż��������һ��ϵͳ�Ż��ṩ��Ŀ�������С��������ϵͳ����Ż�����IJ�һ����ͨ����һ��ϵͳ�Ż���Э����
ATC�ǻ���ģ��ġ�����Ե��Ż�������ATCģ���а���2��ģ�飺�Ż����ģ��ͷ���ģ�顣�Ż����ģ�鸺��Ԫ��Ŀ����Ż�������ģ�����ڼ���Ԫ�صķ�Ӧ���ֲ���Ʊ������������Ӵ�Ԫ�صķ�ӦΪ�����룬�����ݸ��Ż����ģ��ķ�ӦΪ�������ͼ1��ʾ��ATC�Ż�ģ����Ԫ��Pij��ԭ��ͼ[6]��Pij���Ż�Ŀ�� ����ϵ����
����ϵ���� �ɸ���ϵͳ����������Pij���Ż������������Ӧ
�ɸ���ϵͳ����������Pij���Ż������������Ӧ ����ϵ������ֵ
����ϵ������ֵ �ش�������ϵͳ��ͬʱ����
�ش�������ϵͳ��ͬʱ���� ��
�� �´����Ӵ�ϵͳ������Ϊ�Ӵ�ϵͳ
�´����Ӵ�ϵͳ������Ϊ�Ӵ�ϵͳ ���Ż�Ŀ�����ϵ���������У�
���Ż�Ŀ�����ϵ���������У� ��
�� ��
�� Ϊ����ģ������룬
Ϊ����ģ������룬 Ϊ����ģ��������
Ϊ����ģ��������
ATCģ���У�Ԫ��Pij����ѧģ��[6-7]�������¡�
min��

s.t. 
ʽ�У� ΪPij�ľֲ���Ʊ�����ΪPij����ϵ������Ϊ����ϵͳΪ����ϵͳ�趨����ϵ������Ϊ����ϵͳΪ�Ӵ�ϵͳ�趨����ϵ������
ΪPij�ľֲ���Ʊ�����ΪPij����ϵ������Ϊ����ϵͳΪ����ϵͳ�趨����ϵ������Ϊ����ϵͳΪ�Ӵ�ϵͳ�趨����ϵ������ Ϊ�Ӵ�ϵͳ���ر���ϵͳ����ϵ������Ϊ
Ϊ�Ӵ�ϵͳ���ر���ϵͳ����ϵ������Ϊ �ķ�Ӧֵ��Ϊ����ϵͳΪ����ϵͳ�趨�ķ�Ӧֵ��
�ķ�Ӧֵ��Ϊ����ϵͳΪ����ϵͳ�趨�ķ�Ӧֵ�� Ϊ����ϵͳΪ�Ӵ�ϵͳ�趨�ķ�Ӧֵ��
Ϊ����ϵͳΪ�Ӵ�ϵͳ�趨�ķ�Ӧֵ�� Ϊ�Ӵ�ϵͳ�ش�����ϵͳ�ķ�Ӧֵ��
Ϊ�Ӵ�ϵͳ�ش�����ϵͳ�ķ�Ӧֵ�� ��
�� �ֱ�Ϊ����ϵͳ���Ӵ�ϵͳ��Ӧƫ���Ȩ��ϵ����
�ֱ�Ϊ����ϵͳ���Ӵ�ϵͳ��Ӧƫ���Ȩ��ϵ���� ��
�� �ֱ�Ϊ����ϵͳ����ϵͳ��ϵ����ƫ���Ȩ��ϵ����
�ֱ�Ϊ����ϵͳ����ϵͳ��ϵ����ƫ���Ȩ��ϵ���� ��
�� �ֱ�Ϊ��Ӧ����ϵ������ƫ��������
�ֱ�Ϊ��Ӧ����ϵ������ƫ�������� ��
�� ΪPij�Ӵ�����ĸ�����SijΪ������ѡ�����gij��hij�ֱ�Ϊ����ʽԼ���͵�ʽԼ����
ΪPij�Ӵ�����ĸ�����SijΪ������ѡ�����gij��hij�ֱ�Ϊ����ʽԼ���͵�ʽԼ����
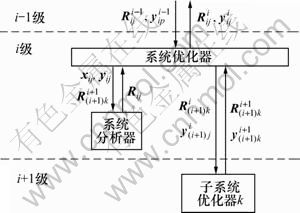
ͼ1 ATC�Ż�ģ��Pij��ԭ��ͼ
Fig.1 Schematic diagram of ATC optimization model
2 ����ATC�IJ�λ�����ģ�������
����ATC�����Էֲ�ʽ�������ģ��Χ����һ��������N���������쳵��ӹ������������С������������ж������Ҫ�ӹ��������е�ÿ���������N�����쳵������һ���ӹ������ڸ��������мӹ��豸�����ܲ�ͬ����������ڸ��������еļӹ�ʱ�䲻һ�������ԣ�����ϵͳ���ȵ������Ǹ������쳵����豸���ܺ�����ļӹ�Ҫ��������ȷ������ļӹ����䣬Ȼ���ڸ����ӹ������и��ݱ�����ӹ������Ĺ���Լ���ͼӹ�ʱ�����滮�����ڸ�������ļӹ�·�ߡ�����ģ�͵�Ŀ����ʹ������������������ܼӹ�ʱ����̣�����N���ӹ����������ӹ��ij�������ӹ����ʱ��Ϊ����ļӹ����ʱ�䡣
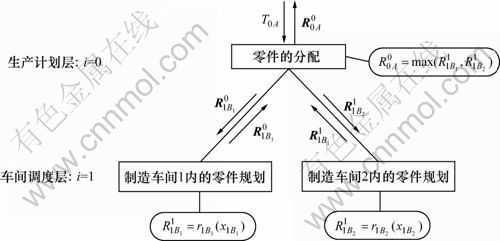
ͼ2 ����ATC�����Զ�����ģ��
Fig.2 Scheduling model of multi-shop based on ATC
����ATC�����˼�룬���Էֲ�ʽ�������ģ�ͷ�Ϊ�����ƻ���ͳ�����Ȳ㣬�����ƻ���������Ǹ�������ķַ���������Ȳ���������������ӹ�·�ߵĹ滮����ͼ2��ʾ��2�����쳵��ĵ���Ϊ����˵�����Էֲ�ʽ������ȵ��Ż�ģ�͡�
2.1 �����ƻ����ģ�������
�����ƻ����������Ϊ������������ط���ӹ������ʹ�����쵥Ԫ�ļӹ�������ͬʱ��ɡ������Ŀ���Ǽӹ������������ʱ����̣�Ϊ�˼�㣬���Ż���ƫ��Ȩ��ϵ��ȡ1��������ѡ�����ϵ��SijȡΪ0������ѧģ��Ϊ��
min
w.r.t.( ,
, ,
, ,
, )
)
s.t. 
ʽ�У� Ϊ�����ƻ����ϵͳ��Ӧֵ�����ڼӹ�������������Ľ���ֵ��T0AΪϵͳ����Ŀ��ֵ�����Զ��ĵ��������Ǿ�����������������ļӹ�ʱ�䣬��ˣ���Ŀ��ֵT0AȡΪ0��Ϊ�����ƻ���ķ�Ӧ������Ϊʹ�������Ŀ��ֵ��С����ֱ��ȡΪ��Ӧƫ��ֵ��ƽ���ͣ�������
Ϊ�����ƻ����ϵͳ��Ӧֵ�����ڼӹ�������������Ľ���ֵ��T0AΪϵͳ����Ŀ��ֵ�����Զ��ĵ��������Ǿ�����������������ļӹ�ʱ�䣬��ˣ���Ŀ��ֵT0AȡΪ0��Ϊ�����ƻ���ķ�Ӧ������Ϊʹ�������Ŀ��ֵ��С����ֱ��ȡΪ��Ӧƫ��ֵ��ƽ���ͣ�������
 ��Ϊ�����ƻ���Ϊ������Ȳ���B1�趨��ϵͳ��Ӧ����Ҫ��ļӹ����ʱ�䣻
��Ϊ�����ƻ���Ϊ������Ȳ���B1�趨��ϵͳ��Ӧ����Ҫ��ļӹ����ʱ�䣻 Ϊ������Ȳ���B1�ϴ��������ƻ����ϵͳ��Ӧֵ��ͬ����Ϊ�����ƻ���Ϊ������Ȳ���B2�趨��ϵͳ��Ӧ��
Ϊ������Ȳ���B1�ϴ��������ƻ����ϵͳ��Ӧֵ��ͬ����Ϊ�����ƻ���Ϊ������Ȳ���B2�趨��ϵͳ��Ӧ�� Ϊ������Ȳ���B2�ϴ��������ƻ����ϵͳ��Ӧֵ��x0AΪ�������Ʊ�������ʵ������λ����������ʾ��
Ϊ������Ȳ���B2�ϴ��������ƻ����ϵͳ��Ӧֵ��x0AΪ�������Ʊ�������ʵ������λ����������ʾ�� Ϊ��������ļ��ϡ�
Ϊ��������ļ��ϡ�
��Ʊ���x0A���������ı��뷽������1��Pά(�����������)������Xworkshop[P]����ʾλ�ã�λ�������е�ÿһλ����ÿ������ӹ��ij���ID�š�����λ������Ϊ[2 1 2 3 2 3 1 3 2 3]�����ʾ�ö�������10�����Ҫ�ӹ�����3���ӹ����䣬��1������ڳ���2�мӹ�����2������ڳ���1�мӹ�����3������ڳ���2�мӹ����������ƣ���10������ڳ���3�мӹ���
��������Ⱥ�㷨�������ռ���㷨��������������������ˣ�λ�������ڵ�����������Щ�ģ�������λ��������ʽ�����������С�������ȡ����ȡ���İ취�������������ҳ���������ȡֵΪ[1, p]�������������������Ľ������ȡֵ���䣬���ձ߽�ȡֵ�����Ż�������ֵ����Ϊ��Ŀ�꺯���ĵ�����
2.2 ���Գ�����Ȳ�ģ�������
���Գ�����Ȳ������������������쳵���ڸ�����ļӹ�����·�߹滮��ʹ�������쳵���е��������ӹ���ɡ������Ŀ���Ǿ��������̸��������쳵�����мӹ�������ʱ���������ƻ�������������ѧģ��Ϊ��
min
w.r.t.( )
)
ʽ�У� Ϊ
Ϊ �������쳵�����������ļӹ����ʱ�䣻
�������쳵�����������ļӹ����ʱ�䣻 Ϊ�����ƻ���Ϊ���������쳵���趨�ķ�Ӧֵ��
Ϊ�����ƻ���Ϊ���������쳵���趨�ķ�Ӧֵ�� Ϊ�������쳵��ľֲ���Ʊ�������ʾ������ļӹ�·����ʵ������λ����������ʾ��
Ϊ�������쳵��ľֲ���Ʊ�������ʾ������ļӹ�·����ʵ������λ����������ʾ��
������1��2Lά( ��Ϊ�ܹ�����)����������ʾ��λ��������ʵ���ϣ����λ��������2��Lά��������ɣ�����������Xprocess[L]�ͻ�������Xmachine[L]��ɡ���������Xprocess[L]��L�������Ҳ�����n (������)����Ȼ����ɣ���Ȼ����˳������˹�������ļӹ�˳�����û��ڲ����ı��뷽������ÿ������������L������������λ��ɣ������в�����һ�����С����繤������Xprocess[L]Ϊ[2 1 1 2 2 3 1 3 3]�������е�1��ʾ����1��2��ʾ����2��3��ʾ����3����1�γ��ֵ�1��������1�ĵ�1������, ��2�γ��ֵ�1��������1�ĵ�2������,��3�γ��ֵ�1��������1�ĵ�3��������2����3���������ͬ����������Xmachine[L]��L����0�Ҳ�����m(������)����Ȼ����ɣ������ӹ�Xprocess[L]��Ӧλ�ù���Ļ����š�
��Ϊ�ܹ�����)����������ʾ��λ��������ʵ���ϣ����λ��������2��Lά��������ɣ�����������Xprocess[L]�ͻ�������Xmachine[L]��ɡ���������Xprocess[L]��L�������Ҳ�����n (������)����Ȼ����ɣ���Ȼ����˳������˹�������ļӹ�˳�����û��ڲ����ı��뷽������ÿ������������L������������λ��ɣ������в�����һ�����С����繤������Xprocess[L]Ϊ[2 1 1 2 2 3 1 3 3]�������е�1��ʾ����1��2��ʾ����2��3��ʾ����3����1�γ��ֵ�1��������1�ĵ�1������, ��2�γ��ֵ�1��������1�ĵ�2������,��3�γ��ֵ�1��������1�ĵ�3��������2����3���������ͬ����������Xmachine[L]��L����0�Ҳ�����m(������)����Ȼ����ɣ������ӹ�Xprocess[L]��Ӧλ�ù���Ļ����š�
��������Ⱥ�㷨�������ռ���Ż��㷨����������ҵ���������������ɢ�ķ���ֵ�Ż����⣬��ˣ��ڵ�����������н��������ģ�
(1) ����Xmachine[L]�����ڻ���������ȡֵΪ[1, m]�����������������λ�ù�ʽ�����������С�������ȡ����ȡ���İ취����������������λ�ù�ʽ������Ľ������ȡֵ���䣬���ձ߽�ȡֵ��
(2)����Xprocess[L]���������Գ�������Ż�����Ϊ����˳����������⣬��ˣ��������·������е������㡣�羭��ij�ε�������õ����½����


����������ֵ������С��������������մ������������ֵ����Ӧ�ij�ʼֵ�������У��õ����½����
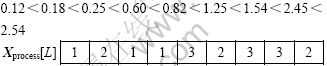
����ε�������Ľ��Ϊ[1 2 1 1 3 2 3 3 2]������������ת���Ϳ��Եõ�һ������Ҫ��Ŀ��н⡣
3 ATC���Զ����ȵ�����
����ATC���Էֲ�ʽ�������ģ����һ�ֲ���Ż�ģ�͡���ATC���Ż������У������ƻ��㲻�ϸ�������Ȳ�ĸ������趨��С�ӹ����ʱ�䣬�ڳ�����Ȳ�ĸ����쳵���Ż���ɺ�õ���С�ӹ����ʱ�䴫�ݻ������ƻ��㣬�������в��ϵ�������������Ž⡣����ATC�����Էֲ�ʽ�������������ͼ3��ʾ�����岽�����¡�
��1����Ԥ���趨�����ƻ������Ⱥ��NPopsize�ͳ�����Ȳ���������Ⱥ��NPopsize1�Լ������ƻ���ͳ�����Ȳ�����Ⱥ�Ż��㷨�ĸ�����������趨�����ƻ���ĵ�������NMaxEvolve�ͳ�����Ȳ�Ľ�������NMaxEvolve1��
��2�����������ƻ����ڣ����ȡNPopsize�� ��
�� ������
������ ���������ƻ���ķ�Ӧֵ
���������ƻ���ķ�Ӧֵ �����ֱ�ѷ�Ӧֵ����Ϊ2������ĸ���ֵ���ݸ�������Ȳ㡣���ȡNPopsize�����ֱ�������н��룬�Ѷ����е�������䵽2���ӹ����䡣
�����ֱ�ѷ�Ӧֵ����Ϊ2������ĸ���ֵ���ݸ�������Ȳ㡣���ȡNPopsize�����ֱ�������н��룬�Ѷ����е�������䵽2���ӹ����䡣
��3�����ڸ������쳵���ڣ����������ƻ����ÿ�����ӣ��������NPopsize����������Xprocess[L]�ͻ�������XMachine[M]��Ϊ��ʼ��Ⱥ�����������ͻ���������λ���ɷ��䵽����������ĸ���������������ÿ�����ӣ���������Ⱥ�㷨���ٶȼ��㹫ʽ��������ӵĹ����ٶ�vProcess[L]�ͻ����ٶ�vMachine[M]�������㷨��λ�ü��㹫ʽ���¸����ӵĹ�������XProcess[L]�ͻ�������XMachine[M]������������������ӵļӹ����ʱ�䣬����С��������Ȳ��Ŀ�꺯�� �����ϵؽ��е����Ż���ֱ�������������ڸ���ֵNMaxEvolve1Ϊֹ����ÿ�����Ž�ķ�Ӧֵ
�����ϵؽ��е����Ż���ֱ�������������ڸ���ֵNMaxEvolve1Ϊֹ����ÿ�����Ž�ķ�Ӧֵ ���ݻ������ƻ��㡣
���ݻ������ƻ��㡣
��4�����������ƻ����ڣ��ֱ���NPopsize�����쳵�䴫�ݻصķ�Ӧֵ�� �����㷴Ӧƫ���ƽ����
�����㷴Ӧƫ���ƽ���� ����
���� ������������Ŀ��
������������Ŀ�� ����������Ŀ����С����x0A����������Ⱥ�㷨���ٶȼ��㹫ʽ�����ٶ�����vworkshop[P]�����ٶȺ����ٶȣ����㷨��λ�ü��㹫ʽ����λ������Xworkshop[P]�������жϵ��������Ƿ���ڵ�1�������������ƻ�������������NMaxEvolve����С��NMaxEvolve�������x0A�������ص�3����������NMaxEvolve���������һ����
����������Ŀ����С����x0A����������Ⱥ�㷨���ٶȼ��㹫ʽ�����ٶ�����vworkshop[P]�����ٶȺ����ٶȣ����㷨��λ�ü��㹫ʽ����λ������Xworkshop[P]�������жϵ��������Ƿ���ڵ�1�������������ƻ�������������NMaxEvolve����С��NMaxEvolve�������x0A�������ص�3����������NMaxEvolve���������һ����
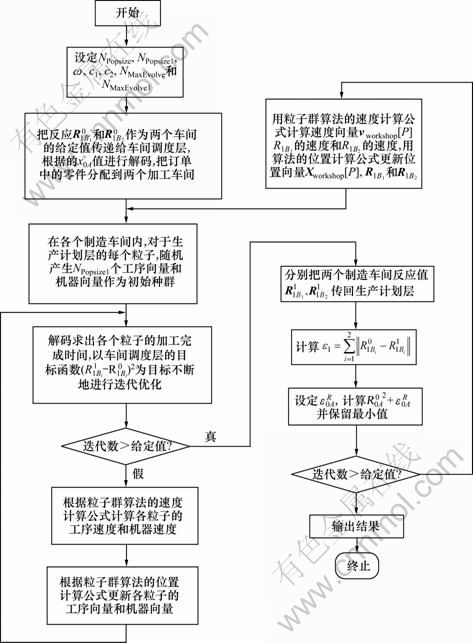
ͼ3 ATC������ȵ�����
Fig.3 Flow chart of ATC-based multi-shop scheduling
��5��������Ŀ����Сʱ��������Ϊ��̵ļӹ����ʱ��������Ա�������������ֱ���Ϊ����ڸ����쳵���е����ŷ��䷽������������żӹ�·�ߣ������Ż���
4 ��������
��3�����Գ���ĵ����Ż�Ϊ��˵�����Էֲ�ʽ�������ģ�͡��ڳ���1����5̨�������ֱ��ΪA��B��C��D��E���ڳ���2��Ҳ��5̨�������ֱ��ΪF��G��H��I��J���ڳ���3��Ҳ��5̨�������ֱ��ΪK��L��M��N��O����һ������13������Ķ���Ҫ�ӹ�����ӹ�ʱ�����1��ʾ��
��1 �����е�����ӹ�ʱ��
Table 1 Process jobs in order form
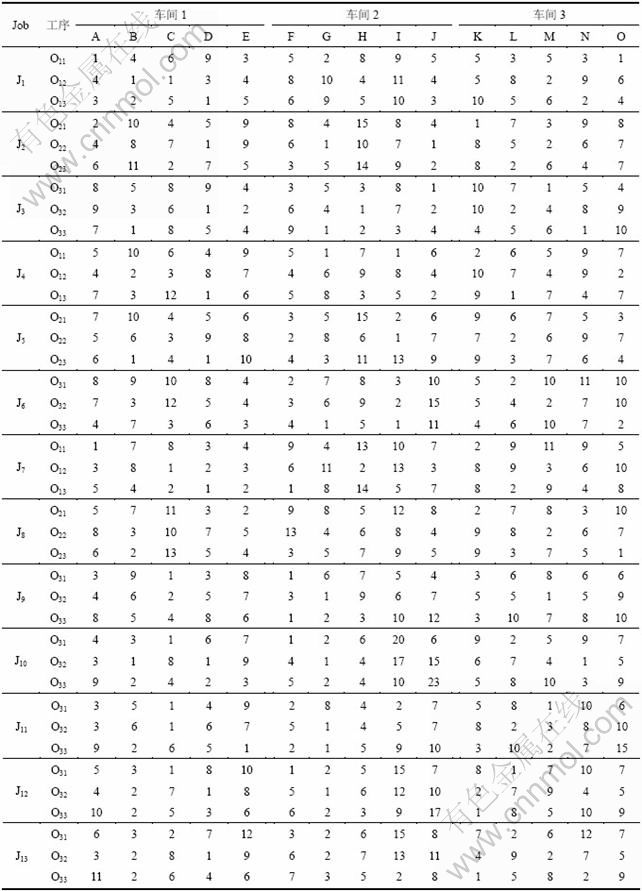
�����ƻ��������������NMaxEvolveΪ30����ʼ��Ⱥ��ģNΪ50������Ⱥ�㷨������ϵ����1Ϊ0.9����С����ϵ����2Ϊ0.3��c1��c2��Ϊ2.0��������Ȳ������������NMaxEvolve1Ϊ50����ʼ��Ⱥ��ģN1Ϊ100������Ⱥ�㷨������1Ϊ0.9����2Ϊ0.3��c1��c2��Ϊ2.0�����Ż�����üӹ����ʱ��Ϊ12�������ƻ����Ⱦɫ��Ϊ [3 3 3 2 2 2 3 1 1 1 1 2 1]�����������8��9��10��11��13�ڳ���1�мӹ������4��5��6��12�ڳ���2�мӹ������1��2��3��7�ڳ���3�мӹ���ͼ4��ʾΪ����1�ĸ���ͼ��ͼ5��ʾΪ����2�ĸ���ͼ��ͼ6��ʾΪ����3�ĸ���ͼ���ڸ���ͼ�к�����Ϊ�ӹ�ʱ�䣬������Ϊ�������ͣ�����ͼ�м������Ϊ�ӹ��Ĺ������͡�����ʱ��˳�����α�ʾ������1~3�������繤������10�ĵ�1�����ڻ���A�мӹ�����2�����ڻ���B�мӹ�����3�����ڻ���D�мӹ�����������8�ĵ�1�����ڻ���E�мӹ�����2�����ڻ���B�мӹ�����3�����ڻ���D�мӹ������������������ơ���ͼ4~6���Կ�����������������Էֲ�ʽ�������ģ���ܺܺõ�����������Էֲ�ʽ������ȵ��Ż����⣬�ڵ����м��ܰ���������ط��䵽���ʵij���ӹ������ܺܺõع滮����ļӹ�·����

ͼ4 ����1�ĸ���ͼ
Fig.4 Gantt chart for first shop
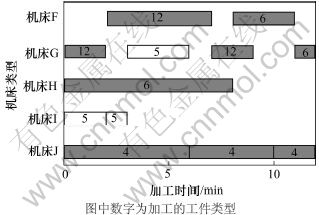
ͼ5 ����2�ĸ���ͼ
Fig.5 Gantt chart for second shop

ͼ6 ����3�ĸ���ͼ
Fig.6 Gantt chart for third shop
5 ����
(1) ������һ�ֻ���Ŀ�꼶����������Ⱥ�㷨�����Էֲ�ʽ�������ģ�ͣ�����2���������쳵��ĵ����Ż�Ϊ������֤�õ����Ż�ģ�͵���Ч�ԣ�Ϊ������Էֲ�ʽ��������Ż������ṩ��һ����Ч����ʵ�õķ�����
(2) �÷����ܹ��ڷֲ�ʽ����ϵͳ�к����ط���ӹ�����滮����ļӹ�·�������Ż�������û������Ⱥ�㷨��������Ⱥ�㷨�����Ի�ø��õ��Ż�Ч�������Ż�ʱ�佫�䳤��
�ο����ף�
[1] ��ҫ��, Ҧ����, ����. һ�����ڳ�����ȵĻ����صĻ���Ŵ��㷨[J]. ����������ѧѧ��: ��Ȼ��ѧ��, 2009, 37(9): 112-116.
CHEN Yao-jun, YAO Xi-fan, ZHANG Qing. A hybrid genetic algorithm based on entropy for job-shop scheduling[J]. Journal of South China University of Technology: Natural Science Edition, 2009, 37(9): 112-116.
[2] Gaafer L K. Genetic algorithms and simulated annealing for scheduling in agile manufacturing[J]. International Journal of Production Research, 2005, 43(14): 3069-3085.
[3] Jia H Z. A modified genetic algorithm for distributed scheduling problems[J]. Journal of Intelligent Manufacturing, 2003(14): 351-362.
[4] ����, ս�³�. ��������ƻ�������Ż�ģ��������㷨[D]. ������: ��������ҵ��ѧ�������ѧ�뼼��ѧԺ, 2007: 1-176.
SU Sheng, ZHAN De-cheng. Optimization models and algorithm for production planning and scheduling of multiple plants[D]. Harbin: Harbin Institute of Technology, School of Computer Science and Technology, 2007: 1-176.
[5] ������, �Ϻ�ɭ. �༶���������ƻ��͵��ȵļ����Ż�[J]. ��е����ѧ��, 2005, 41(9): 98-105.
ZHAN Xiao-dong, YAN Hong-sen. Integrated optimization of production planning and scheduling for multi-stage workshop[J]. Chinese Journal of Mechanical Engineering, 2005, 41(9): 98-105.
[6] Kim H M. Target cascading in optimal system design[D]. University of Michigan, Ann Arbor, 2001: 1-145.
[7] Kim H M. Lagrangian coordination for enhancing the convergence of analytical target cascading[J]. AIAA Journal, 2006, 44(10): 2197-2207.
[8] ����һ, ����. ����ATC�Ĺ�Ӧ���Ż����[D]. �Ϸ�: �й���ѧ������ѧ������ѧ�빤��, 2007: 10-30.
LING Liu-yi, LIANG Liang. Optimization design of supply chain based analytical target cascading[D]. Hefei: University of Science and Technology of China, Management Science and Engineering, 2007: 10-30.
[9] �Ը�, ��ƽ��. ������ģ����������e-���쵥ԪĿ��������Ż��滮ģ��[J]. ��е����ѧ��, 2007, 43(2): 178-185.
ZHAO Gang, JIANG Ping-yu. Analytical target cascading based synergistic cell formation model in E-manufacturing system for mass customization[J]. Chinese Journal of Mechanical Engineer -ing,2007, 43(2): 178-185.
[10] ����, �»�ƽ, ��ҫ��. �������Ⱥ�㷨�����Թ�����������е�Ӧ��[J]. ϵͳ����ѧ��, 2007, 19(20): 43-47.
JIA Shao-hong, CHEN Hua-ping, SUN Yao-hui. Hybrid particle swarm optimization for flexible job-shop Scheduling[J]. Journal of System Simulation, 2007, 19(20): 43-47.
[11] �ȷ�, �»�ƽ, ¬��ԭ, ��. ����Ⱥ�㷨�����Թ�����������е�Ӧ��[J]. ϵͳ����, 2005, 23(9): 20-23.
GU Feng, CHEN Hua-ping, LU Bing-yuan, et al. Particle swarm optimization for flexible job shop scheduling[J]. Systems Engineering, 2005, 23(9): 20-23.
[12] ���γ�, �պ���. һ�ָĽ�������Ⱥ�Ż�RBF����ѧϰ�㷨[J]. ����������뷢չ, 2006, 16(2): 185-187.
LIU Xin-chao, YAN Hong-wen. A RBF neural network learning algorithm based on improved PSO[J]. Computer Technology and Development, 2006, 16(2): 185-187.
[13] ����. һ����ɢ����ҵ���������е��Ż������о�[D]. �Ϸ�: �Ϸʹ�ҵ��ѧ����ѧԺ, 2009: 1-115.
LIU Lin. Research on optimization problem of manufacturing process in a discrete manufacturing industry[D]. Hefei: Hefei University of Technology. School of Management, 2009: 1-115.
[14] Kim H M, Michelean N F, Papalambros P Y. Target cascading in optimal system design[J]. Journal of Mechanical Design, Transactions of the ASME, 2003, 125(3): 474-480.
[15] Michalek J J, Papalambros P Y. An efficient weighting update method to achieve acceptable consistency deviation in analytical target cascading[J]. Journal of Mechanical Design, Transactions of the ASME, 2005, 127(3): 206-214.
(�༭ �²ӻ�)
�ո����ڣ�2011-05-15�������ڣ�2011-07-28
������Ŀ�����Ҹ����о���չ�ƻ�(��863���ƻ�)��Ŀ(2007AA04Z111)��������Ȼ��ѧ����������Ŀ(51175187)
ͨ�����ߣ���Ӣ��(1977-)���У��㶫÷���ˣ���ʿ�о�������������ϵͳ�Ż����˹����ܵ��о����绰��15989184129��E-mail: huangyingjiehyj@163.com

