DOI: 10.11817/j.issn.1672-7207.2018.12.006
�����ܻ����ղ����Ծۺ��������������ܵ�Ӱ��
�����ף����|�������࣬��Ӣƽ��������Х��
(���ϴ�ѧ ���繤��ѧԺ�������ܸ�����������ص�ʵ���ң����� ��ɳ��410083)
ժҪ��Ϊ�˲��Գ����ܻ��ľۺ��������������ܣ������������Ƶİ���������ģ�߽��г����ܻ�ע����ͳ���ʵ�飬ͨ������ȱ����ۺ�����������ܡ��Ծۼ���ϩ�����(PMMA������)���۱�ϩ(PP����ᾧ��)��������66(PA66���ᾧ��)��3�ֲ�ͬ���͵ľۺ���Ϊ�����õ�����ʵ�鷨�ֱ��о�����������ܻ�ʱ�䡢�ܻ�ѹ������ѹʱ�䡢��ѹѹ����ģо�¶ȵȹؼ����ղ����Ծۺ������ȵ�Ӱ����ɡ��о������������߳���������ӳ��ܻ�ʱ�䡢�����ܻ�ѹ�������ģо�¶Ⱦ���������߾ۺ�����������ܣ�����ͬ�����£���3�־ۺ���ij����L��ϵΪLPA66��LPP��LPMMA������ѹʱ���2 s��ߵ�6 sʱ����3�־ۺ������ȷֱ����24.3%��21.1%��24.1%��������뱣ѹѹ��������������ϵ���о������Ϊ���������ܻ��ľۺ��������Բ��Ա��ṩ�ο���
�ؼ��ʣ������ܻ���ע����ͣ��ۺ��������
��ͼ����ţ�TQ320.66 ���ױ�־�룺A ���±�ţ�1672-7207(2018)12-2939-07
Effect of process parameters on fluidity of polymer melt plasticized by ultrasound
JIANG Bingyan, LIU Tao, WU Wangqing, ZHANG Yingping, ZOU Yang, ZHOU Xiaotian
(State Key Laboratory of High-Performance Complex Manufacturing,
School of Mechanical and Electrical Engineering, Central South University, Changsha 410083, China)
Abstract: In order to test the fluidity of polymer melt plasticized by ultrasound, the ultrasonic plasticization filling experiment with self-designed spiral mold was conducted, and the fluidity was characterized by filling length. Three types of polymer material, i.e., PMMA, PP and PA66, were used as the research objects. These experiments were made to explore the influence of factors on ultrasonic amplitude, ultrasonic time, plasticization pressure, holding time, holding pressure, mold core temperature and filling length. The results show that fluidity of polymers increases with the increase of amplitude, ultrasonic time, plasticization pressure and mold core temperature, and the length relationship of the three polymers at the same condition is LPA66��LPP��LPMMA. The holding time increases from 2 s to 6 s, and the filling length of three kinds of polymers increase by 24.3%, 21.1% and 24.1%, respectively. And there is linear relationship between the holding pressure and filling length.The results provide reference for the establishment of ultrasonic plasticization polymer fluidity test standard.
Key words: ultrasonic plasticization; microinjection mold; polymer; fluidity
�����ݸ��ܻ�ע����ͷ�ʽ���;ۺ���ϸ�Ƽ�ʱ�������ᷢ�������ȫ�����氼�ݡ�Ӧ�����ѵ�ȱ�ݣ�����Լ�˾ۺ���ϸ�Ƽ���߾��ܵķ���չ[1-2]��������������ij����ܻ�ע����ͼ���������Ч�����Щ����[3]�������ܻ�ע����ͼ���װ�������ڲ������ܺĵͣ���ʡ���ϣ��Ҿ��м��ߵij���Ч��[4]����ע����ͼ�����չ��һ����Ҫ�����ڳ����ܻ������У���Ƶ������ʹ�ۺ������֮�����Ħ����������������ʹ�ۺ����������[5-7]����Ƶ�����Եij�����Ծۺ�����������������ã�����������ľۺ�������������������������������ȡ�Ӷ������˾ۺ����������[8]��CHEN��[9]ͨ��ʵ���о����ֳ����Ծ۱�ϩ�����ȴ��������ͻ�ѧ2�������Ӱ�죬���У�����Ӱ�������߷������˶����ԡ��ٽ��������ѧӰ�������ѧ�����ѡ���Է����������͵ȣ�������Ӱ��̶ȴ��ڻ�ѧӰ��̶ȡ�KIM��[10]�������ų�������ʱ���ӳ�������Է��������۱�ϩ����Է��������۱�ϩ���Ⱦ����½����������½��̶ȸ���MICHAELI��[11]���ó����ܻ���ʽ������������������ֳ����������ѹѹ�����Ƽ��������Ӱ�졣SACRIST N��[12]�ڴ˻����϶��������������ʵ����н�һ���о������ֲ��ô�������е��ܻ�ѹ��ʱ��������и�ǿ�ij�����������ʤ[13]�������ƵIJ���װ�ò����˲�ͬ�ۺ����ڳ��������µ�����ָ����ͬ��������߳��������������߾ۺ��������������ܣ���������ָ������Ҫ��ģ���¶ȸ��ھۺ��������¶ȣ��ۺ����ܻ�����Ҫ������Դ���ⲿ���ȣ��������dz�����Ϊ�˸��õ��Ż������ܻ��ӹ����ռ�ģ����ƣ���Ҫ���ú��ʵ������Բ��Է������Ծۺ����������ܡ���ѹëϸ�������ǡ���ת�����ǡ�����ָ�����dz����ۺ��������Բ�������������Щ��������ֱ�Ӳ��Գ����ܻ��ľۺ��Ҳ���������߶�ЧӦ�µľۺ���������ܡ����ð���������ģ�߽��оۺ��������Բ�����һ����֮��Ч�ķ���[14]�������������ڿɸ���ֱ�۵ط�ӳ�ۺ����������е��������ܼ��������ܣ��ҽṹ������ʵ�֡�������[15]�����һ����������ģ�ߣ�ʵ��֤����ģ���ܹ���Ч���Ծۺ��P�������������ԡ��������[16]��������ģ�߶Ծ۱�ϩ�;���ϩ��2�ֲ��ϵ����������Ƚ��в��ԣ�������������������ǻ���������Ĺ�ϵ������Щ�о����ǻ��ڳ����ݸ��ܻ��ľۺ��������Բ��ԣ�ģ�������ߴ�ϴ���ע��������ⲻ��������ǰ��ȱ��ע����������µľۺ��������Բ��Է�������ر���Ϊ�ˣ��������߽��÷������볬���ܻ��ۺ��������Բ����У�������������������ģ�ߣ�ͨ�������ط������о�����������ܻ�ʱ�䡢�ܻ�ѹ���ȹؼ����ղ����Ծۺ��������������ܼ��������ܵ�Ӱ�졣
N��[12]�ڴ˻����϶��������������ʵ����н�һ���о������ֲ��ô�������е��ܻ�ѹ��ʱ��������и�ǿ�ij�����������ʤ[13]�������ƵIJ���װ�ò����˲�ͬ�ۺ����ڳ��������µ�����ָ����ͬ��������߳��������������߾ۺ��������������ܣ���������ָ������Ҫ��ģ���¶ȸ��ھۺ��������¶ȣ��ۺ����ܻ�����Ҫ������Դ���ⲿ���ȣ��������dz�����Ϊ�˸��õ��Ż������ܻ��ӹ����ռ�ģ����ƣ���Ҫ���ú��ʵ������Բ��Է������Ծۺ����������ܡ���ѹëϸ�������ǡ���ת�����ǡ�����ָ�����dz����ۺ��������Բ�������������Щ��������ֱ�Ӳ��Գ����ܻ��ľۺ��Ҳ���������߶�ЧӦ�µľۺ���������ܡ����ð���������ģ�߽��оۺ��������Բ�����һ����֮��Ч�ķ���[14]�������������ڿɸ���ֱ�۵ط�ӳ�ۺ����������е��������ܼ��������ܣ��ҽṹ������ʵ�֡�������[15]�����һ����������ģ�ߣ�ʵ��֤����ģ���ܹ���Ч���Ծۺ��P�������������ԡ��������[16]��������ģ�߶Ծ۱�ϩ�;���ϩ��2�ֲ��ϵ����������Ƚ��в��ԣ�������������������ǻ���������Ĺ�ϵ������Щ�о����ǻ��ڳ����ݸ��ܻ��ľۺ��������Բ��ԣ�ģ�������ߴ�ϴ���ע��������ⲻ��������ǰ��ȱ��ע����������µľۺ��������Բ��Է�������ر���Ϊ�ˣ��������߽��÷������볬���ܻ��ۺ��������Բ����У�������������������ģ�ߣ�ͨ�������ط������о�����������ܻ�ʱ�䡢�ܻ�ѹ���ȹؼ����ղ����Ծۺ��������������ܼ��������ܵ�Ӱ�졣
1 ʵ��
1.1 ʵ��ԭ���ͷ���
�����ܻ�ע����ͷ�ʽ�����ø�Ƶ������ʹ���˼��ۺ�������ܻ��������һ�ֳ��ͷ�ʽ�������ܻ������εĻ��֣��ɽ����Ϊ�����ܻ������͡����ܻ��߳��2�֡����ܻ�����ʽ���ص����ܻ�ǻ����ǻ���룬�ۺ������ڳ�����������ȫ�ܻ����ٴ�����������г�����ܻ��߳��ʽ���ص��ǽṹ���ܻ�ǻ����ǻû�зָ��������ܻ����������ܻ����������̳����ǻ�С�Ŀǰ���о�����ñ��ܻ��߳��ʽ�������о�Ҳ�ǻ������ֳ��ͷ�ʽ���С��ɽ�һ���������ܻ�ע������̻���Ϊ���ϡ��ܻ������ѹ��ȡ��4���Σ���ͼ1��ʾ�����У����ܻ�������迪���������رճ����������̽��뱣ѹ�Ρ�
Ϊ�˱�֤���ݵ�ȷ�ԣ����ʵ�����漰�ij��������ѹ�����¶ȵȹؼ��������в�����У�������ұ��涨���������ָ���ӻ������ļӹ�ͷ������λ�Ʒ��ȵ��������[17]�����ó�����������Dz��ԵĹ���ͷ��������ǵ�����������ݹ��ұ�Ӧ��ȡ��2���������ܻ��ۺ��������Բ���ԭ����ͼ2��ʾ������ͷ���ŷ����������ͨ�������ŷ������ת�ؿ��Եõ���ͬ�Ĺ���ͷѹ���������ǵ�����Ħ�������أ�ʵ��ѹ����С������ֵ������ѹ��������ֱ�Ӳ��Թ���ͷ����ѹ�����Եõ��������ת���µ�ʵ��ѹ����ʵ����ģо�ɵ������Ƭ���м��ȣ��������ݲɼ��������ȵ�ż��ʵʱ���ͼ�¼ģо�¶ȡ�
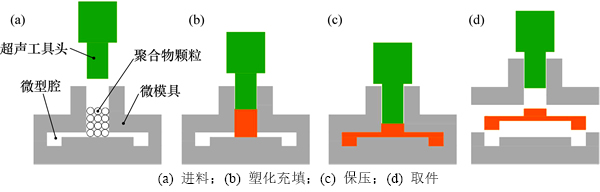
ͼ1 �����ܻ�ע�������ʾ��ͼ
Fig. 1 Schematic diagrams of ultrasonic plasticization microinjection molding process
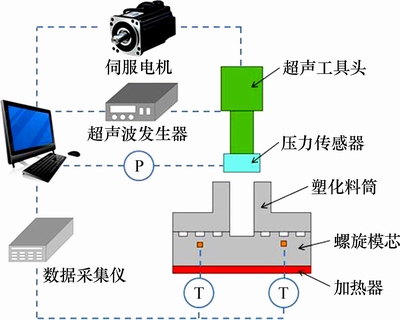
ͼ2 �����ܻ��ۺ��������Բ���ԭ��ͼ
Fig. 2 Schematic diagram of polymer fluidity test in ultrasonic plasticization
��ʵ���ڳ����ܻ��ۺ��������Բ���ƽ̨���� ��[18]��ʵ�����������Ƶij����ܻ��ۺ��������Բ���ģ�ߣ���ģо�ϱ����а�����������������ͼ3��ʾ������������Ϊ�����������ߣ��䷽��Ϊ
 (1)
(1)
ʽ�У���Ϊ��������ij�㼫����mm����Ϊ���ǡ���������Ϊ1.50 mm���������Ϊ0.75 mm��
1.2 ʵ�����
ʵ����ϲ���3�ֲ�ͬ���͵ĵ��;ۺ��������Ҫ���ܲ�������1��

ͼ3 ����������ģо
Fig. 3 Archimedes spiral mold core
1.3 ʵ�鷽��
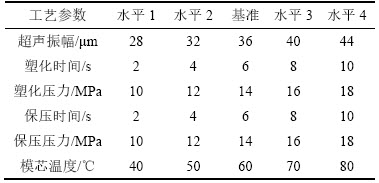
���õ�����ʵ�鷨�������о�����������ܻ�ʱ�䡢��ѹʱ�䡢�ܻ�ѹ������ѹѹ����ģо�¶ȵȲ�ͬ���ղ����Ծۺ��������Ƽ�����ȵ�Ӱ�죬�����ղ���ȡֵ���2��ʾ��
ʵ��ǰ��Բ���PMMA��PA66���и��ﴦ����PP��ʪ�Բ�ǿ���ɲ��ø��PMMA�����¶�Ϊ80 �棬����ʱ��Ϊ4 h��PA66�����¶�Ϊ100 �棬����ʱ��Ϊ4 h��ʵ��ʱ���ȿ�����������ģо���м��ȣ����þ��ܵ�����ƽ��ȡ300 mg�ۺ����������ģо�¶��ȶ����趨�¶�ʱ������ȡ�ľۺ��ﵹ���ܻ���Ͳ�У�������������������ɾۺ����ܻ��������ģ��ȡ�������Ƽ��������õ��Ƽ�ĩ�˶�Ӧ�ĽǶȣ����Ƕ�ת��Ϊ���Ȳ�����õ������Ƽ�����ȡ��������ȼ��㹫ʽΪ
 (2)
(2)
ʽ�У�LΪ�����Ƽ��ij��ȣ�mm����Ϊ�Ƽ�ĩ�˶�Ӧ�ļ��ǣ�rad��5.2Ϊ������ڴ��Ĺ���Բ�����ȣ�mm��ֻ�е��ۺ������ȳ���10 mmʱ���ŶԳ����ܻ����վ���ʵ�ʲο���ֵ����ˣ��������С��10 mmʱ��ʵ���������¼��
��1 ʵ��������ܲ���[13]
Table 1 Performance parameters of experimental materials

��2 ���ղ���ȡֵˮƽ
Table 2 Value of different precess parameters
2 ʵ��������
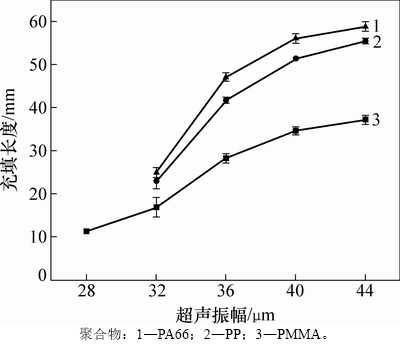
2.1 ��������Գ���ȵ�Ӱ��
���ڲ�ͬ�ۺ����������������Ƽ�����ȵ�Ӱ����ͼ4��ʾ����ͼ4�ɼ������������Ϊ28 ��mʱ��PMMA�Ѿ������ܻ��������Ϊ11.3 mm����PP��PA66��δ����ܻ���Ҳ����ɱ�1��֪��PMMA���۵���ͣ��ܻ������������PP��PA66��С�������Ϊ28 ��m�ij������㹻ʹPMMA�ܻ������������ܻ�PP��PA66����������ǿ���㹫ʽ���£�
 (3)
(3)
ʽ�У�IΪ��ǿ��Ҳ��Ϊƽ�������ܶȣ�����λʱ���ڡ���λ�����ͨ���ij�����������W/m2����Ϊ�����ܶȣ�kg/m3����ΪԲƵ�ʣ�AΪ�������������m��uΪ���٣�m/s�����ۺ�������볬����Ƶ��ȷ����ǿ�볬�������ƽ�������ȹ�ϵ�����������Խ����������Խ��
��ͼ4�ɼ������������Ϊ32 ��mʱ��PP��PA66����ȷֱ�Ϊ23.0 mm��25.1 mm�����ų��������������3�־ۺ���ij���Ⱦ����������ƣ��������������36 ��m����ȵ�������ȿ�ʼ�仺��������Ϊ�ۺ����Ѿ���ȫ�ܻ����ۺ��������ڴ�������������³����������������˶�������ǿ���ҷ�����ȡ����������������һ�£�������Ƚ��ͣ��������ܼ�ǿ�����ԣ����������С�����ӡ���������ͬ�����µij���ȹ�ϵΪ��LPA66��LPP��LPMMA(���У�LPA66��LPP��LPMMA�ֱ�ΪPA66��PP��PMMA�ij����)����˵������ͬ�����£�PA66����������Ա�PP��PMMA�ĺã���PMMA����������һ����ȡ������3�ֲ��ϵı����������ԣ���һ��������ϵ����迹�йء����迹��ӳ�˲��϶������������������������迹Խ�Գ����������̶�ҲԽ�����ԣ������˳������������ܵ�Ӱ�졣�ӱ�1���Կ���PMMA�����迹��PP��PA66�ĸߣ����ԣ�PMMA���������ܳ������Ƶ�Ӱ��Ҳ��С��
ͼ4 ��������Գ���ȵ�Ӱ��
Fig. 4 Effect of ultrasonic amplitude on filling length
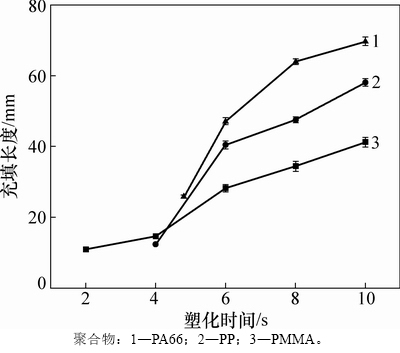
2.2 �ܻ�ʱ��Գ���ȵ�Ӱ��
�����ܻ��Ĺ���ʮ��Ѹ�٣�ͨ���ڼ����ڼ�������ܻ�������ܻ�ʱ��Գ���ȵ�Ӱ����ͼ5��ʾ����ͼ5�ɼ���PMMA��2 sʱ���Ѿ�����10.9 mm����PP��PA66��δ��ʼ�ܻ�����Ҳ������ԭ����һ�£���PP��PA66�ܻ���Ҫ��������������ܻ�ʱ��Ϊ4 sʱ��PP������12.5 mm��Ϊ̽��PA66��ʼ�ܻ���ʱ��㣬���ܻ�ʱ��4~6 s������1��ʵ�飬��0.2 sΪ�����������������ܻ�ʱ��Ϊ4.8 sʱ��PA66������25.9 mm�������ܻ�ʱ����ӳ�����3�־ۺ�����ϵij���Ⱦ��������������ܻ�ʱ���2 s�ӳ���10 sʱ��PMMA����������2.8�������ܻ�ʱ���4 s�ӳ���10 sʱ��PP ����������3.6�������ܻ�ʱ���4.8 s�ӳ���10.0 sʱ��PA66����������1.7��������3�ֲ��ϳ���ȵ������������ܻ�ʱ����ӳ������ͣ����볬���ܻ����Ȼ����йء������ܻ�������Ҫ����Ħ�����Ⱥ�𤵯������2�����̣���ͼ6��ʾ�������������ۺ������֮�䷢������Ħ������ʹ�������洦�¶�Ѹ���������Ӵ����濪ʼ���ڣ�Ħ�������������������𤵯������ռ���������ã���Ϊ��Ҫ������Դ�����ۺ��������ں�𤵯��������Ҳ��ʼ���ͣ�������������ʹ�ۺ���ά��������״̬[5-7]���ܻ�ǰ�������ʽϸߣ��ۺ����¶�Ѹ�����������ԣ��ۺ�����������Ҳ�ϸߡ��ܻ����������ʽ��ͣ��ۺ����¶����ȶ���������������ļ���������Ȼ���ڣ����ԣ��ܻ����ڳ�����������ӵ������仺��
ͼ5 �ܻ�ʱ��Գ���ȵ�Ӱ��
Fig. 5 Effect of ultrasonic time on filling length
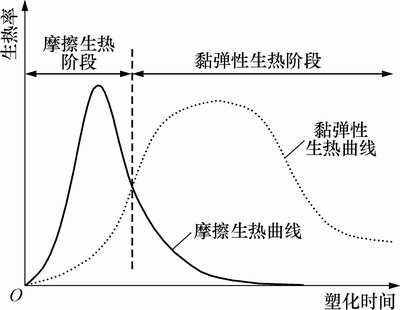
ͼ6 ���������ܻ�ʱ��Ĺ�ϵ
Fig. 6 Relationship between heat generation rate and ultrasonic time
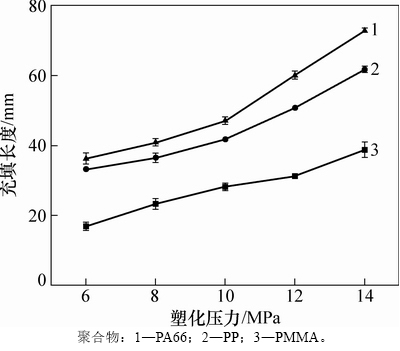
2.3 �ܻ�ѹ���Գ���ȵ�Ӱ��
�ܻ�ѹ����ָ����ʱ��������ͷֱ�������ھۺ�������ϵ�ѹ��������3�־ۺ���ij���Ӱ����ͼ7��ʾ����ͼ7�ɼ������ܻ�ѹ��Ϊ6 MPaʱ��PMMA��PP��PA66�ij���ȷֱ�Ϊ17.1��33.2��36.4 mm�����ܻ�ѹ����ߵ�14 MPaʱ������ȷֱ�ﵽ38.9��61.7��72.9 mm���ܻ�ѹ���Գ����ܻ�������ֱ��Ӱ�죬������ͷ�Ծۺ������ѹ����������ʱ���ۺ����������Խ�������ʵ�ʽӴ����Ҳ��֮���Ӷ�Ħ������Ч����ߡ������ܻ�ѹ�����������ͷ����ĸ��ر����ͷ�˷��������������Ĺ�ҲԽ�࣬������ϵͳ���ݸ��ۺ��������ҲԽ�ࡣ�ӳ������������Ĺ��ʿ����ܻ�ѹ��Խ��ʵ�ʹ���ҲԽ����Ϊ��ʵ����õ��DZ��ܻ��߳��ʽ�����ԣ��ܻ�ѹ��Ҳ�ɿ�����ע��ѹ��������ܻ�ѹ�������ע��ѹ�������볣���ݸ��ܻ�ʱע��ѹ����Ӱ�����ƣ����ע��ѹ��������Ч����Ƽ������ʡ�
ͼ7 �ܻ�ѹ���Գ���ȵ�Ӱ��
Fig. 7 Effect of plasticization pressure on filling length
2.4 ��ѹ���̶Գ���ȵ�Ӱ��
��ע����ͱ�ѹ�Σ������ܻ���ľۺ��������ڱ�ѹѹ�������¼������ģ����ǻ�С���ѹ������Ҫ�����岹�����Ƽ����������ã�����һ���̶��Ͽ��Է�ֹ������������ڳ����ܻ�ע���������ͬ�����á��ڳ����ܻ�ע��������У���ѹ�ο�ʼʱ��Ϊ��������ֹͣʱ�䣬���ԣ���ѹ���̶Ծۺ�����ܻ�û������Ӱ�죬�����ھۺ�������ij�����һ��Ӱ�졣��ѹ���̶Գ���ȵ�Ӱ���ͼ8��
��ͼ8(a)�ɼ�������ѹʱ���2 s�ӳ���6 sʱ��PMMA��PP��PA66�ij���ȷֱ����24.3%��21.1%��24.1%������ѹʱ���6 s�ӳ���10 sʱ��3�־ۺ���ij���ȷֱ����10.2%��5.0%��9.9%���ڱ�ѹ�Σ����������Ѿ�ֹͣ��û����������Դ���ۺ��������¶ȿ�ʼ�½������ԣ��ڱ�ѹǰ�ڶԳ���ȵ�Ӱ��Ƚϴ�����ʱ����ӳ����ۺ�����ȴ���̣����ԣ���ѹ���ڵ�Ӱ���С���ӳ���ѹʱ���ܹ��������õij���Ч����������ʱ��ϳ�����Ϊ�����ܻ��������ڷdz��̣���Ӧ�ڱ�ѹ�κķѹ���ʱ�䣬���ԣ���ѹʱ�����ò��˳���6 s��
��ͼ8(b)�ɼ�����������ű�ѹѹ�������ӽ��Ƴ������������Ҷ�3�ֲ��ϵ�Ӱ����ɻ���һ�¡���3�����߷ֱ����������ϣ���Ϸ���Ϊ��
 (4)
(4)
 (5)
(5)

ͼ8 ��ѹ���̶Գ���ȵ�Ӱ��
Fig. 8 Effect of holding process on filling length
 (6)
(6)
����ѹѹ������Ϊ0 MPaʱ��ʵ��õ���PMMA��PP��PA66��3�ֲ��ϳ���ȷֱ�Ϊ19.5��32.4��33.1 mm��ʵ��ֵ������ֵƫ�ߵ������ӽ���ƫ�����10%��֤����Ϸ��̿��Խ�ȷ�ط�ӳ������뱣ѹѹ���Ĺ�ϵ��
2.5 ģо�¶ȶԳ���ȵ�Ӱ��
�ۺ�������ǻ�еij����������ܵ��ܻ����ղ�������ѹ���̵�Ӱ���⣬��������ģо�¶ȡ���Ϊģо�¶ȵ��������¶ȣ����ԣ����ۺ���������ģо����������ʱ�������������ģо���ݣ��Ӷ����������¶Ƚ��ͣ��������½������ģо�¶ȿ�����Ч������������ɥʧ����߳���ȡ�ģо�¶ȶԳ���ȵ�Ӱ����ͼ9��ʾ����ͼ9�ɼ�����ģо�¶ȴ�40 �����ߵ�80 ��ʱ��PMMA��PP��PA66�ij���ȷֱ����200%��95%��61%�����ģо�¶ȶ�PMMA�ij���Ӱ�����

ͼ9 ģо�¶ȶԳ���ȵ�Ӱ��
Fig. 9 Effect of mold core temperature on filling length
3 ����
1) ������������������ģ�߲��Գ����ܻ��ľۺ��������������ܾ߱������ԣ����ܹ�ֱ�ӷ�ӳ�����������еij������ܣ���Ϊ���������ܻ��ۺ��������Բ��Ա��ṩ��ʵ��������Թ淶�����ܻ�ע������ռ�ģ����Ƽ����вο����塣
2) ��߳���������ܻ�ʱ�䡢�ܻ�ѹ����ģо�¶Ⱦ�����Ч���ƾۺ��������������ܣ���߳���ȣ����У�ǰ3��������ӳ����ܻ�����������1����Լ�������������ɥʧ������ͬ�����£�3�־ۺ���ij���ȹ�ϵΪ��LPA66��LPP��LPMMA��
3) ��ѹʱ��ͱ�ѹѹ���Գ���ȵ�Ӱ��ȳ���������ܻ�ʱ�䡢�ܻ�ѹ����ģо�¶ȵȲ�����Ӱ��С������ѹʱ���2 s��ߵ�6 sʱ��PMMA��PP��PA66�ij���������ֱ�Ϊ24.3%��21.1%��24.1%������ѹʱ���6 s��ߵ�10 sʱ��PMMA��PP��PA66�ij�������������ֱ�Ϊ10.2%��5.0%��9.9%����������ű�ѹѹ��������������Ϸ����ܹ��ܺõط�ӳ���ߵĹ�ϵ��
�ο����ף�
[1] SHA B, DIMOV S, GRIFFITHS C, et al. Investigation of micro-injection moulding:factors affecting the replication quality[J]. Journal of Materials Processing Technology, 2007, 183(2/3): 284-296.
[2] LIN Huangya, YOUNG Wenbin. Analysis of the filling capability to the microstructures in micro-injection molding[J]. Applied Mathematical Modelling, 2009, 33(9): 3746-3755.
[3] YU A H W, CHI H L, JUNG P G, et al. Polymer micro-replication using ultrasonic vibration energy[J]. Journal of Micro/Nanolithography Mems & Moems, 2009, 8(2): 55-62.
[4] MICHAELI W, KAMPS T, HOPMANN C. Manufacturing of polymer micro parts by ultrasonic plasticization and direct injection[J]. Microsystem Technologies, 2011, 17(2): 243-249.
[5] WU Wangqing, PENG Huajian, JIA Yunlong, et al. Characteristics and mechanisms of polymer interfacial friction heating in ultrasonic plasticization for micro injection molding[J]. Microsystem Technologies, 2017, 23(5): 1385-1392.
[6] JIANG Bingyan, PENG Huajian, WU Wangqing, et al. Numerical simulation and experimental investigation of the viscoelastic heating mechanism in ultrasonic plasticizing of amorphous polymers for micro injection molding[J]. Polymers, 2016, 8(5): 199-211.
[7] ������, ������, ������, ��. ע����ͳ����ܻ���𤵯������ЧӦ[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2016, 47(9): 2976-2983.
JIA Yunlong, JIANG Bingyan, PENG Huajian, et al. Viscoelastic heating effect in ultrasonic plasticization for micro injection molding[J]. Journal of Central South University(Science and Technology), 2016, 47(9): 2976-2983.
[8] ��ͬ��, ����, ������. ���������ھۺ�����ͼӹ��е�Ӧ���о���չ[J]. �߷��Ӳ��Ͽ�ѧ�빤��, 2012, 28(11): 173-177.
YU Tongmin, BAO Cheng, HUANG Xiaochao. Application evolution of ultrasonic technology in polymers processing[J]. Polymer Materials Science and Engineering, 2012, 28(11): 173-177.
[9] CHEN Jinyao, CHEN Yingzi, LI Huilin, et al. Physical and chemical effects of ultrasound vibration on polymer melt in extrusion[J]. Ultrasonics Sonochemistry, 2010, 17(1): 66-71.
[10] KIM H, LEE J W. Effect of ultrasonic wave on the degradation of polypropylene melt and morphology of its blend with polystyrene[J]. Polymer, 2002, 43(8): 2585-2589.
[11] MICHAELI W, KAMPS T, HOPMANN C. Manufacturing of polymer micro parts by ultrasonic plasticization and direct injection[J]. Microsystem Technologies, 2011, 17(2): 243-249.
[12] SACRISTN M, PLANT X, MORELL M, et al. Effects of ultrasonic vibration on the micro-molding processing of polylactide[J]. Ultrasonics Sonochemistry, 2014, 21(1): 376-386.
[13] ��ʤ. �ۺ��ﳬ���ܻ�ע������豸�ܻ�ģ��������о�[D]. ��ɳ: ���ϴ�ѧ���繤��ѧԺ, 2015: 44-53.
ZHANG Sheng. Design and research on plasticization module of ultrasonic plasticization micro-injection molding machine[D]. Changsha: Central South University. School of Mechanical and Electrical Engineering, 2015: 44-53.
[14] ASTM D3123��1998, Standard test method for spiral flow of low-pressure thermosetting molding compounds[S].
[15] ������, л��, ������. һ���������������Բ���ģ��: �й�, CN1837776A[P]. [2006-09-27].
JIANG Bingyan, XIE Lei, PENG Huajian. A spiral mold to test fluidity of fluid: China, CN1837776A[P]. [2006-09-27].
[16] ������, ������, ����ϼ, ��. ע���������ģ��������������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2008, 39(6): 1251-1256.
WANG Daohong, JIANG Bingyan, SHEN Ruixia, et al. Melt flow ratio in spiral mold of injection molding[J]. Journal of Central South University(Science and Technology), 2008, 39(6): 1251-1256.
[17] GB/T 17252��1998, ��ѧ-100 kHz���³���ѹ�绻���������ԺͲ���[S].
GB/T 17252��1998, Acoustics-characteristics and measurements of ultrasonic piezoelectric transducers up to 100 kHz[S].
[18] ������, ������, ���|, ��. һ�ֳ����ܻ�ëϸ�������Ǽ��Ȳ��Է���: �й�, CN106124362A[P]. [2016-06-07].
JIANG Bingyan, QI Pengcheng, LIU Tao, et al. Ultrasonic plasticization capillary rheometer and viscosity test method: China, CN106124362A[P]. [2016-06-07].
(�༭ �²ӻ�)
�ո����ڣ�2018-01-05�����ڣ�2018-03-15
������Ŀ(Foundation item)��������Ȼ��ѧ����������Ŀ(51575540)�����ϴ�ѧ�о���������Ŀ(2017zzts401)(Project(51575540) supported by the National Natural Science Foundation of China; Project(2017zzts401) supported by the Graduate Innovation Program of Central South University)
ͨ�����ߣ������ף���ʿ�����ڣ����¸߷��Ӳ��Ͻ��ܳ��ͼ����о���E-mail:jby@csu.edu.cn

