РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§РФДЬКµСй·ЦОц
АЧјЄЖЅ1, 2Ј¬¶хјУЗї1Ј¬іВЅЎГА2
(1. єюДПґуС§ »ъРµУлФЛФШ№¤іМС§ФєЈ¬єюДП і¤ЙіЈ¬410082Ј»
2. єюДПЙжНвѕјГС§Фє »ъРµ№¤іМС§ФєЈ¬єюДП і¤ЙіЈ¬410205)
ХЄТЄЈєОЄМбёЯРВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§µДГЬ·вРФДЬЈ¬ІЙУГЛ«Іг»Ф№вАлЧУЙшЅрКфјјКхК№ЖдЗтГЬ·вГжУІ»ЇЈ¬Іў¶ФЖдЗтГЬ·вГжµДї№ІБЙЛРФДЬєНѕІС№КЩГьЅшРРКµСйЎЈСРѕїЅб№ы±нГчЈєУІ»ЇєуµДРВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжµДУІ¶ИЅПёЯЈ¬ІвБїёчµгµДУІ¶ИѕщФЪ42ТФЙПЈ¬ЖдЦРЈ¬УІ¶ИОЄ56µДУІ»Їєс¶ИґпµЅ0.2 mmЈ¬УІ¶ИОЄ51µДУІ»Їєс¶ИґпµЅ0.3 mmЈ¬УІ¶ИОЄ46µДУІ»Їєс¶ИґпµЅ0.6 mmЈ»ёГјјКхДЬ№»Н¬К±УРР§И·±ЈЖдЗтГЬ·вГжµДУІ¶ИєНУІ»ЇІгєс¶ИЈ¬ДЬ№»К№ЖдЗтГЬ·вГжµДї№ІБЙЛРФДЬєНѕІС№КЩГьµГµЅУРР§МбёЯЎЈ
№ШјьґКЈєРВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§Ј»ЗтГЬ·вГжЈ»Л«Іг»Ф№вАлЧУЙшЅрКфјјКхЈ»УІ¶ИЈ»ѕІС№КЩГь
ЦРНј·ЦАаєЕЈєTK730.4 ОДПЧ±кЦѕВлЈєA ОДХВ±аєЕЈє1672-7207(2013)05-1849-06
Experimental analysis of seal performance for new-type large diameter rotating ball valve with bidirectional metal sealing
LEI Jiping1, 2, E Jiaqiang1, CHEN Jianmei2
(1. College of Mechanical and Vehicle Engineering, Hunan University, Changsha 410082, China;
2. School of Mechanical Engineering, Hunan International Economics University, Changsha 410205, China)
Abstract: In order to enhance the sealing performance of a new-type large diameter rotating ball valve with bidirectional metal sealing, the ball sealing surface of the value was hardened by using the double glow plasma surface alloying technique. The anti-scuffing property and static pressure lifetime of the ball sealing surface were also studied. The hardening test results reveal that its hardness is higher and above 42 in all measurement points. The depths of the hardened layer on hardness of 56, 51 and 46 reach 0.2 mm, 0.3 mm and 0.6 mm, respectively, indicating that this technique can effectively ensure hardness and thickness for the ball sealing surface. This technique can improve the anti-scuffing property and static pressure lifetime.
Key words: new-type large diameter rotating ball valve with bidirectional metal sealing; ball sealing surface; the double glow plasma surface alloying technique; hardness; static pressure lifetime
·§ГЕЧчОЄЎ°№ЬВ·µДСКєнЎ±ФЪ№¤ТµЙъІъЎўєЅМмєЅїХЎўЅ»НЁФЛКдєНИЛГсИХіЈЙъ»оµИБмУтµГµЅ№г·єУ¦УГ[1-2]ЎЈґуїЪѕ¶·§ГЕКЗБчМе№ЬµАЦРДЬєДєЬёЯµДБчМе»ъРµЈ¬ДїЗ°Ј¬¶ФґуїЪѕ¶·§ГЕКµК©ЅЪДЬј°ёЯРФДЬУЕ»ЇЙијЖТСіЙОЄґуїЪѕ¶·§ГЕјјКхСРѕїµДЅ№µгЦ®Т»[3-6]ЎЈµ«ПЦУРµДґуїЪѕ¶·§ГЕГЬ·вГжИФґжФЪУІ¶ИЅПµНЎўС№Б¦ЛрК§ЅПґуЎўГЬ·вРФДЬЅПІоµИИ±µгЈ¬ТтґЛЈ¬ј±РиСРѕїїЄ·ўТ»ЦЦУІ¶ИЅПёЯЎўС№Б¦ЛрК§РЎЎўГЬ·вРФДЬєГµДґуїЪѕ¶·§ГЕГЬ·вГжЎЈРВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ІЙУГ2Crl3І»РвёЦЧчОЄЖдЗтГЬ·вГжІДБПЈ¬ОЄМбёЯЖдЗтГЬ·вГжї№ІБЙЛДЬБ¦ТФј°µЦї№УІЦКДҐБЈ¶Ф2Crl3ІДБПЗтГЬ·вГжІБЙЛµДДЬБ¦Ј¬2Crl3ІДБПЗтГЬ·вГж±ШРлѕЯУРТ»¶ЁµДУІ¶ИЈ¬ІўЗТУІ»ЇІгУ¦УРТ»¶ЁµДєс¶ИЈ¬µ«КЗЈ¬іЈУГµДСОФЎВЇґг»рЎўёЯЖµґг»рЎўСхТТИІ»рСжґг»рЎўµИАлЧУ»Ўґг»рµИУІ»Ї№¤ТХґпІ»µЅ2Crl3ЗтГЬ·вГжµДУІ»ЇТЄЗу[7-10]ЎЈДїЗ°Ј¬¶ФУЪ2Crl3ІДБПµДЗтГЬ·вГжУІ»Ї¶аІЙУГі¬ТфЛЩЕзНїМј»ЇО﹤ТХ»тЕзєёУІЦКєПЅр№¤ТХЈ¬µ«КЗЈ¬і¬ТфЛЩЕзНїМј»ЇО﹤ТХјјКхТЄЗуЅПёЯЈ¬ЗТ№¤ТХіЙ±ѕН¶ИлЅПґуЈ¬¶шУІЦКєПЅрЕзєёІгєс¶ИІ»ѕщФИЈ¬Ж«ІоТ»°гФЪ0.5 mmЧуУТЈ¬ТЧФміЙјУ№¤БїґуЈ¬ХвР©ѕЦПЮРФСПЦШПЮЦЖБЛЙПКцУІ»Ї№¤ТХФЪЗтГЬ·вГжУІ»Ї№¤ТХЙПµДУ¦УГ[11-14]ЎЈЛ«Іг»Ф№вАлЧУЙшЅрКфјјКхКЗТ»ЦЦµИАлЧУ±нГжТ±ЅрјјКхЈ¬ёГјјКхУлґ«НіµДЙшЅрКф№¤ТХПа±ИѕЯУРККУГГжїнЎўіЙ±ѕµНЎўОЮОЫИѕЎўїЙЙшёЯИЫµгЅрКфФЄЛШµДУЕµгЈ¬КЗЅрКф»щМе±нГжёДРФµДТ»ЦЦРВјјКхЈ¬ІўТСФЪКЦ№¤ѕвМхіЭІїУІ»ЇЙПµГµЅУ¦УГ[14-18]ЎЈОЄґЛЈ¬±ѕОДЧчХЯЅ«Л«Іг»Ф№вАлЧУЙшЅрКф№¤ТХУ¦УГУЪ2Crl3ЗтГЬ·вГжµДУІ»ЇЈ¬Іў¶ФЖдЗтГЬ·вГжµДУІ»ЇТФј°ѕІС№КЩГьЅшРРКµСйСРѕїЎЈ
1 РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ГЬ·вГ湤Чч»ъАн
РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ГЬ·вГ湤ЧчЧЬіЙ(°ьАЁ·§МеєН·§Чщ)єН·§°еЧЬіЙ(·§°еЎў·§ёЛєН·§ёЛ¶ЛГЬ·вјюЎўЗэ¶Ї»ъ№№)№№іЙЈ¬ЖдРВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ГЬ·вГжКѕТвНјИзНј1ЛщКѕЎЈ·§°еГЬ·вГжАаЛЖЗт·§Ј¬ОЄХэЗтГжЈ¬Паµ±УЪЗтМеБЅ¶ЛЦ±ЅУЗРіэУаПВµДІї·ЦЎЈ·§°е№М¶ЁУЪ·§ёЛЙПЈ¬ФЪНвІїЗэ¶Ї»ъ№№ЧчУГПВЈ¬О§ИЖ·§ёЛЦбПЯЧЄ¶ЇЈ¬ЧчОЄ·§ГЕЖфјюєН±ХјюЎЈ·§ЧщІ»Ул·§МеБ¬ОЄТ»МеЈ¬ОЄ1ёцµҐ¶АµДБгјюЈ¬ФЪЅйЦКЧчУГПВїЙСШ·§МеЦбПЯТЖ¶ЇЎЈ·§ЧщГЬ·вГжОЄФІ»·Ч¶ГжЈ¬·§ГЕ№Ш±ХК±ГЬ·вГжОЄПЯЅУґҐГЬ·вЎЈ·§РѕµДГЬ·вГжОЄИэґОЗъГжЈ¬·§ЧщµДГЬ·вГжОЄТ»ґОФІЧ¶ГжЎЈФЪГЬ·вµгґ¦Ј¬·§ЧщГжКµјКЙПКЗ·§РѕИэґОЗъГжµДЗРГжЈ¬Тт¶шЖдЅбєПєЬєГЈ¬ѕЯУРЧФККУ¦(ЦРРДЧФ¶Ї¶ЁО»ЦШєП)єНІ№іҐДҐЛр№¦ДЬЎЈ

Нј1 РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжКѕТвНј
Fig.1 Schematic diagram of ball sealing surface for new-type large diameter rotating ball valve with bidirectional metal sealing
РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§µДХэПтєН·ґПтГЬ·вФАнИзНј2ЛщКѕЈ¬ФЪ·ґПтС№Б¦»т·ґПтС№Б¦ґуУЪХэПтС№Б¦К±ТІДЬК№Ц®ГЬ·вЎЈµ±ХэПтС№Б¦ЧчУГК±Ј¬ЅйЦКС№Б¦НЖ¶Ї·§°еПтЗ°ТЖ¶ЇЈ¬·§ёЛ±дРОЈ¬·§°еГЬ·вГжЅфМщ·§ЧщГЬ·вГжґ«µЭС№Б¦Ј¬Ѕ«·§ЧщНЖПт·§МеМЁЅЧЈ¬К№Ц®ГЬ·вЈ»µ±·ґПтС№Б¦ЧчУГК±Ј¬ЅйЦКС№Б¦НЖ¶Ї·§°еПтєуТЖ¶ЇЈ¬ЅйЦКС№Б¦Н¬К±НЖ¶Ї·§ЧщПтєуТЖ¶ЇЈ¬·§ЧщГЬ·вГжЅфМщ·§°еГЬ·вГжґ«µЭС№Б¦Ј¬Ѕ«·§ЧщНЖПт·§ёЛј«ПЮ±дРОО»ЦГЈ¬К№ЖдГЬ·вЎЈ
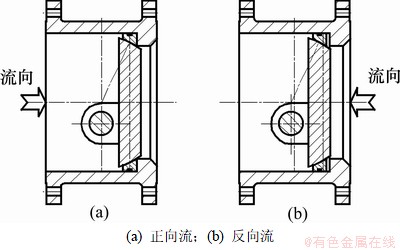
Нј2 ХэЎў·ґПтГЬ·в·§КѕТвНј
Fig.2 Diagrams of double direction sealing
2 РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжУІ»ЇРФДЬ
2.1 РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжУІ»ЇјјКх
2.1.1 Йи±ёУлІДБП
РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжУІ»ЇЙи±ёІЙУГЛ«Іг»Ф№вАлЧУЙшЅрКфВЇЈ»РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжКФСщІДБПОЄНЛ»рЧйЦЇµД2Crl3ЎЈКФСщµДЗтѕ¶·Ц±рОЄ50Ј¬45єН40 mmЎЈК©ЙшІДБПОЄОЩЛїєНМј·ЫЎЈ
2.1.2 УІ»Ї№¤ТХ
РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжУІ»Ї№¤ТХВ·ПЯЈєЛ«Іг»Ф№вАлЧУЙшЅрКфВЇЦРЙшОЩЎъЙшМјЎъУНґгЎъµНОВ»Ш»рЎЈ
РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжУІ»Ї№¤ТХІОКэЈєУЪ1 000 ЎжЙшОл4.5 hЈ»ЙшМј2.5 hЈ¬УНґгЈ»УЪ180 ЎжµНОВ»Ш»р2.5 hЎЈ
2.2 РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжУІ»ЇРФДЬКµСйЅб№ыј°МЦВЫ
2.2.1 КµСй·Ѕ·Ё
Ѕ«ѕ№эЙшОЩЎўЙшМјєНУНґгµНОВ»Ш»рµДРВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжЦЖіЙЅрПаКФСщЎўXПЯСЬЙдКФСщТФј°Ів¶ЁКФСщРДІїУІ¶ИµДКФСщЈ¬XПЯСЬЙдКФСщСЬЙдГжОЄѕа¶ЛГж100 ¦Мmґ¦µДЅШГжЎЈУГ№вС§ЧоОўѕµ№ЫІмЅрПаКФСщПФОўЧйЦЇЈ¬Ів¶ЁЙшІгЙо¶ИЈ»УГXПЯСЬЙдТЗЅшРРПаЅб№№·ЦОцЈ»УГВеКПУІ¶ИјЖ(ФШєЙОЄ1. 471 kN)Ів¶ЁЅё»ЇІгµДУІ¶И·ЦІјЈ¬ґУКФСщ¶ЛГжїЄКјІв4µгЈ¬И»єуГїёф0.l mmДҐіц1ёцЖЅГжФЩІв4µгЈ¬№ІІв9ёцЖЅГжЈ»УГВеКПУІ¶ИјЖІв¶ЁКФСщЦРЅШГжРДІїУІ¶ИЎЈ
2.2.2 КµСйЅб№ы
(1) ЅрПаЧйЦЇєНПаЧйіЙЎЈУГXПЯСЬЙдТЗЅшРРПаЅб№№·ЦОцµГіцКФСщѕЙшОЩЎўЙшМјєНґг»р»Ш»рЈ¬ЖдПФОўЧйЦЇ·ЦОЄ3ёцЗшУтјґЙшІгЧйЦЇЗшЎў№э¶ИІгЧйЦЇЗшєН»щІДЧйЦЇЗшЈ¬ИзНј3(a)ЛщКѕЈ¬ІўУГЅрПаІвОўіЯІвµГЙшІгЙо¶ИФјОЄ0.25 mmЎЈ
Нј3(b)ЛщКѕОЄЙшІгПФОўЧйЦЇЎЈУЙНј3(b)їЙЦЄЈєЙшІгЦРґжФЪХлЧґВнКПМеЧйЦЇєН°ЧЙ«ОціцОпЈ¬ПёРЎµД°ЧЙ«їЕБЈЧґОціцОп(ґуРЎОЄ2 ¦МmЧуУТ)ГЦЙў·ЦІјФЪЙшІгЦРЎЈ¶ФЖдХХЖ¬ПФОўЧйЦЇј°ѕа¶ЛГж110 ¦Мmґ¦ЅШГжXПЯСЬЙдНјЖЧЅшРР·ЦОцЈ¬Ѕб№ы±нГчЈєЙшІгµДПаЧйіЙОЄВнКПМе+ІРУа°ВКПМе+МъЛШМе+ОціцПаЈ¬ОціцПаЦРґжФЪW2CРОКЅµДМј»ЇОЩЎЈ

Нј3 КФСщПФОўЧйЦЇ
Fig.3 Microstructures of sample
Нј4ЛщКѕОЄѕДҐЦЖѕа¶ЛГж110 ¦Мmґ¦ЅШГжµДXПЯСЬЙдНјЖЧ·ЦОцЗъПЯЎЈ·ЦОцНј4їЙјыЈєґЛґ¦ґжФЪПаµ±¶аµД°ВКПМеПаЎўМъЛШМеПаЈ¬ІўґжФЪW2CРОКЅµДОціцПаЎЈ

Нј4 ѕа¶ЛГж110 ¦Мmґ¦ЅШГжµДXПЯСЬЙдНјЖЧ
Fig.4 X-ray diffraction at cross-section distanced end surface 110 ¦Мm
(2) УІ¶И·ЦІјЎЈ±н1ЛщКѕОЄКФСщ¶ЛІїУІ»ЇІгёчЅШГжѕщФИ·ЦІјµД4ёцІвБїµгµДУІ¶ИєНґЛЅШГжУІ¶ИѕщЦµЎЈґУ±н1їЙТФїґіцЈєѕУІ»Їґ¦АнµДКФСщґУ¶ЛГжЦБ0.2 mmґ¦ёчЅШГж4µгУІ¶ИЅПТ»ЦВЈ¬¶шѕа¶ЛГж0.3 mmґ¦ЅШГж4µгУІ¶ИЖ«ІоЅПґуЈ¬ХвЛµГчЙшІгЙо¶ИУ¦ОЄ0.2Ў«0.3 mmЈ¬ХвУлЅрПаІвОўіЯІвµГµДЙшІгЙо¶ИТ»ЦВЎЈ
±н1 ZCr13УІ»ЇІгёчЅШГж4ІвµгУІ¶И
Table 1 Hardness of hardened layer ZCr13 about 4 measurement points

Нј5ЛщКѕОЄКФСщ¶ЛІїУІ»ЇІгУІ¶ИѕщЦµ»жЦЖµДУІ¶ИСШУІ»ЇІгЙо¶И·ЅПтµД±д»ЇЗъПЯЎЈёщѕЭУІ¶ИЗъПЯ±д»ЇµДЖЅ»єРФ°СУІ»ЇІг·ЦОЄ3ёцЗшУтЈєґУ¶ЛГжЦБ0.2 mmґ¦ОЄµЪ1ЗшУтЈ¬ёГЗшУтУІ¶ИёЯЈ¬ґпµЅ56ТФЙПЈ¬ЗТУІ¶И±д»ЇЖЅ»єЈ¬Ц»ґУ57ЅµµЅ56Ј»ґУ0.2Ў«0.4 mmґ¦ОЄµЪ2ЗшУтЈ¬ёГЗшУтУІ¶И±д»ЇЅПґуЈ¬ґУ56ЅµµЅ48Ј»ґУ0.4Ў«1.0 mmґ¦ОЄµЪ3ЗшУтЈ¬ёГЗшУтУІ¶И±д»ЇУЦЗчУЪЖЅ»єЎЈ

Нј5 СШУІ»ЇІгЙо¶И·ЅПтµДУІ¶И±д»ЇЗъПЯ
Fig.5 Hardness curve along direction of depth of hardened layer
ґУ±н1їЙјыЈєѕЙшОЩЎўЙшМјєНУНґг»Ш»рґ¦АнµД2Crl3КФСщµД»щМеУІ¶ИёЯЈ¬ґп40ТФЙПЈ¬±нІгУІ»ЇІгєсЎЈ
3 РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжѕІС№КЩГь·ЦОц
3.1 РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжѕІС№КЩГьКµСй
3.1.1 КµСйСщ»ъ
Сщ»ъlКЗ№«іЖС№Б¦ОЄ1.6 MPaЈ¬№«іЖНЁѕ¶ОЄ800 mmЈ¬·§°еЎў·§ЧщІДЦКОЄ2Crl3Ј¬·§°еєН·§ЧщµДЗтГЬ·вГжѕЙшОЩЎўЙшМјєНУНґг»Ш»рУІ»Їґ¦АнµДРВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§Ј»Сщ»ъ2УлСщ»ъ1ѕЯУРПаН¬Ѕб№№іЯґзЎў№«іЖС№Б¦Ўў№«іЖНЁѕ¶єНІДЦКЈ¬І»Н¬Ц®ґ¦КЗСщ»ъ2µД·§°еєН·§ЧщµДЗтГЬ·вГжѕґг»р»Ш»рУІ»Їґ¦АнЎЈ
3.1.2 КµСй·Ѕ·Ё
РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжѕІС№КЩГьКµСйПµНіИзНј6ЛщКѕЎЈКµСйЅйЦКОЄіЈОВЛ®Ј¬КµСйС№ІоОЄ1.76 MPaЈ¬Зэ¶ЇЧ°ЦГЗэ¶ЇКµСйСщ»ъЧц90ЎгїЄЖфєН90Ўг№Ш±ХЧЄ¶ЇЈ¬КµСйСщ»ъНкіЙ1ґОїЄЖфєН1ґО№Ш±ХіЖОЄ¶ФЗтГЬ·вГжЅшРР1ґОѕІС№КЩГьКµСйЈ¬ГЬ·вГжГїЅшРР250ґОѕІС№КЩГьКµСйјмІв1ґОСщ»ъµДР№В©ЗйїцЎЈ2МЁСщ»ъµДКµСйМхјюПаН¬ЎЈ
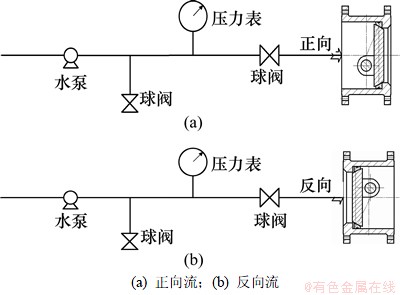
Нј6 ·§ГЕѕІС№КЩГьКµСйПµНіКѕТвНј
Fig.6 Schematic diagram of experimental system about static pressure lifetime
3.1.3 КµСйЅб№ы
Хл¶ФХэПтБчєН·ґПтБч2ЦЦЗйїцЈ¬¶Ф·§°еєН·§ЧщµДЗтГЬ·вГжѕЙшОЩЎўЙшМјєНУНґг»Ш»рУІ»Їґ¦АнµДСщ»ъ1ЅшРР10 000ґОѕІС№КЩГьКµСйЈ¬КµСйЅб№ыИз±н2єН±н3ЛщКѕЎЈФЪХэПтБчєН·ґПтБч2ЦЦЗйїцПВЈ¬Сщ»ъ1ЗтГЬ·вГжѕщОЮїЙјыР№В©Ј»КµСйєуѕЅвМе№ЫІмЈ¬·§°еєН·§ЧщµДЗтГЬ·вГж¶јіКѕµГж№вББЈ¬ОЮИОєОІБЙЛєЫјЈЎЈФЪХэПтБчЗйїцПВЈ¬¶Ф·§°еєН·§ЧщµДЗтГЬ·вГжѕґг»р»Ш»рУІ»Їґ¦АнµДСщ»ъ2ЅшРРѕІС№КЩГьКµСйЈ¬КµСй750ґОєуЅшРРµЪ3ґОјмІвЈ¬·ўПЦЗтГЬ·вГжїЄКјіцПЦЅПРЎР№В©Ј»КµСй1 500ґОєуЅшРРµЪ6ґОјмІвЈ¬·ўПЦЗтГЬ·вГжіцПЦЅПґуР№В©Ј»КµСй2 500ґОєуЅшРРµЪ10ґОјмІвЈ¬·ўПЦЗтГЬ·вГжіцПЦСПЦШР№В©(Р№В©БїФјОЄЧЬЦКБїБчБїµД5%)ЎЈ¶ФСщ»ъЅвМеЅшРР№ЫІмЈ¬·ўПЦ·§°еєН·§ЧщµДЗтГЬ·вГжТССПЦШІБЙЛЎЈФЪ·ґПтБчЗйїцПВЈ¬¶Ф·§°еєН·§ЧщµДЗтГЬ·вГжѕґг»р»Ш»рУІ»Їґ¦АнµДСщ»ъ2ЅшРРѕІС№КЩГьКµСйЈ¬КµСй750ґОєуЅшРРµЪ3ґОјмІвЈ¬·ўПЦЗтГЬ·вГжїЄКјіцПЦЅПРЎР№В©Ј»КµСй1 500ґОєуЅшРРµЪ6ґОјмІвЈ¬·ўПЦЗтГЬ·вГжіцПЦЅПґуР№В©Ј¬КµСй2 750ґОєуЅшРРµЪ11ґОјмІвЈ¬ЗтГЬ·вГжТСіцПЦСПЦШР№В©(Р№В©БїФјОЄЧЬБчБїµД5%)Ј¬ѕСщ»ъЅвМе№ЫІмЈ¬·ўПЦ·§°еєН·§ЧщµДЗтГЬ·вГжТССПЦШІБЙЛЎЈХвЛµГчµ±·ґПтС№Б¦ЅПґуК±Ј¬РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ГЬ·вРФДЬФЅєГЎЈ
±н2 ХэПтБчК±ЗтГЬ·вГжѕІС№КЩГьКµСйЅб№ы
Table 2 Experimental results of static pressure lifetime on ball sealing surface with positive direction

±н3 ·ґПтБчК±ЗтГЬ·вГжѕІС№КЩГьКµСйЅб№ы
Table 3 Experimental results of static pressure lifetime on ball sealing surface with opposite direction
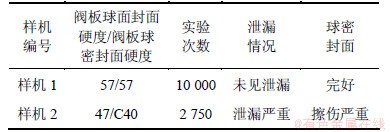
2МЁСщ»ъѕІС№КЩГьКµСйЅб№ы±нГчЈєѕЙшОЩЎўЙшМјєНУНґг»Ш»рУІ»Їґ¦АнµД·§°еєН·§ЧщµДЗтГЬ·вГжї№ІБЙЛРФДЬТФј°ѕІС№КЩГьФ¶ёЯУЪѕґг»р»Ш»рУІ»Їґ¦АнµД·§°еєН·§ЧщµДЗтГЬ·вГжї№ІБЙЛРФДЬєНѕІС№КЩГьЈ¬±нГчЙшОЩЎўЙшМјєНУНґг»Ш»рУІ»Їґ¦Ан№¤ТХѕЯУРИ·±Ј·§°еєН·§ЧщµДЗтГЬ·вГжѕЯУРї№ІБЙЛРФДЬУЕЎўѕІС№КЩГьі¤µДДЬБ¦ЎЈ
3.2 РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжѕІС№КЩГьКµСйЅб№ыМЦВЫ
ґУ±н1їЙјыЈєУІ»ЇІгЙо¶ИФЪ0.1 mmТФДЪµДЙшІгЗшУІ¶ИёЯЈ¬І»µНУЪ57ЎЈТтґЛЈ¬ѕЙшОЩЎўЙшМјєНУНґг»Ш»рУІ»Їґ¦АнµД·§°еєН·§ЧщµДЗтГЬ·вГжЈ¬ЖдУІ»Ї±нГжУІ¶ИёЯЈ¬І»µНУЪ57ЎЈ
ѕЙшОЩЎўЙшМјєНУНґг»Ш»рУІ»Їґ¦АнµДГЬ·вГжѕІС№КЩГьКµСйЅб№ы±нГчЈєґЛУІ»Ї№¤ТХРОіЙµДУІЦКГЬ·вГжї№ІБЙЛРФДЬєГЈ¬ѕІС№КЩГьі¤Ј¬ХвТ»МШРФУлГЬ·вГжЛщФЪЙшІгµДЧйЦЇУР№ШЎЈ·ЦОцЙшІгЧйЦЇїЙЦЄЈєЙшІгЧйЦЇОЄ¶аПаЧйЦЇЈ¬ЗТЙшІгЦРґжФЪЧЕ°ьАЁУІ¶ИєЬёЯµДW2CФЪДЪµДГЦЙў·ЦІјФЪЙшІгЦРµДОціцПаЈ¬ХвЦЦЧйЦЇЅб№№ґуґуМбёЯБЛГЬ·вГжµДї№ІБЙЛРФДЬєНѕІС№КЩГьЎЈ
ґУТФЙП·ЦОцЅб№ыїЙјыЈєѕЙшОЩЎўЙшМјєНУНґг»Ш»рУІ»Їґ¦АнµД·§°еєН·§ЧщµДЗтГЬ·вГжѕЯУРУІ»ЇІгєсЎўУІ¶ИёЯЎўї№ІБЙЛРФДЬУЕЎўѕІС№КЩГьі¤µДМШРФЈ¬±нГчЙшОЩЎўЙшМјєНУНґг»Ш»рУІ»Їґ¦Ан№¤ТХКЗРВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжУІ»ЇµДУРР§№¤ТХЎЈ
3 ЅбВЫ
(1) УІ»ЇєуµДРВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ЗтГЬ·вГжµДУІ¶ИЅПёЯЈ¬ІвБїёчµгУІ¶ИѕщФЪ42ТФЙПЎЈЖдЦРУІ¶ИОЄ56µДУІ»Їєс¶ИґпµЅ0.2 mmЈ¬УІ¶ИОЄ51µДУІ»Їєс¶ИґпµЅ0.3 mmЈ¬УІ¶ИОЄ46µДУІ»Їєс¶ИґпµЅ0.6 mmЈ¬±нГчёГјјКхДЬ№»УРР§Н¬К±И·±ЈЖдЗтГЬ·вГжµДУІ¶ИєНУІ»ЇІгєс¶ИЈ¬К№ЖдГЬ·вР§№ыБјєГЎЈ
(2) ІЙУГЛ«Іг»Ф№вАлЧУЙшЅрКфУІ»ЇјјКхДЬ№»К№ЖдЗтГЬ·вГжµДї№ІБЙЛРФДЬєНѕІС№КЩГьµГµЅУРР§МбёЯЎЈ
ІОїјОДПЧЈє
[1] Atashkari K, Nariman Z N, Glc M. Modelling and multi- objective optimization of a variable valve timing spark-ignition engine using polynomial neural networks and evolutionary algorithms[J]. Energy Conversion and Management, 2007, 48(3): 1029-1041.
[2] Vetter J, Michler T, Steuernagel H. Hard coatings on thermochemically pretreated soft steels: application potential for ball valves[J]. Surface and Coatings Technology, 2008, 16(4): 403-413.
[3] Chern M, Wang C C, Ma C S. Performance test and flow visualization of ball valve[J]. Experimental Thermal and Fluid Science, 2007, 31(6): 505-512.
[4] Peiman N, Nataraj C. Nonlinear mathematical modeling of butterfly valves driven by solenoid actuators[J]. Applied Mathematical Modelling, 2011, 35(5): 2324-2335.
[5] Kim S G, Baek S H, Park Y C. Structural optimization for ball valve made of CF8M stainless steel[J]. Transactions of Nonferrous Metals Society of China, 2009, 19(1): 258-261.
[6] XUE Guansong, LIN Wang, Baek S H. Multi-disciplinary optimization of a butterfly valve[J]. ISA Transactions, 2009, 48(3): 370-377.
[7] ¶хјУЗї, АоЦѕЕф, №ЁЅрїЖ, µИ. РВРНЛ«ПтРэЗт·§№¤Чч№эіМ¶ЇБ¦С§·ВХж·ЦОц[J]. єюДПґуѧѧ±Ё: ЧФИ»їЖС§°ж, 2010, 37(10): 25-30.
E Jiaqiang, LI Zhipeng, GONG Jinke, et al. Dynamic simulation and analysis of the work Process of a new type Rotating ball valve with Double direction metal sealing[J]. Journal of Hunan University: Natural Sciences, 2010, 37(10): 25-30.
[8] Park J Y, Chung M K. Study on hydrodynamic torque of a butterfly valve[J]. Journal of Fluids Engineering, 2006, 128(1): 190-195.
[9] НхЦѕЗї, АЧјЄЖЅ, ¶хјУЗї. РВРНЛ«ПтУІГЬ·вРэЗт·§Н¶Ил·зПХДЈєэІгґО·ЦОцЖАјЫДЈРН[J]. ЦРДПґуѧѧ±Ё: ЧФИ»їЖС§°ж, 2010, 41(3): 988-993.
WANG Zhiqiang, LEI Jiping, E Jiaqiang. Fuzzy analytic hierarchy process assessment model of invest venture for new type rotating ball valve with double direction metal sealing[J]. Journal of Central South University: Science and Technology, 2010, 41(3): 988-993.
[10] ¶хјУЗї, АоЦѕЕф, Ф¬¶Ў, µИ. РВРНЛ«ПтУІГЬ·вРэЗт·§¶аС§їЖЙијЖУЕ»Ї[J]. ЦРДПґуѧѧ±Ё: ЧФИ»їЖС§°ж, 2010, 41(2): 553-559.
E Jiaqiang, LI Zhipeng, YUAN Din, et al. Multi-disciplinary optimization design on new type rotating ball valve with double direction metal sealing[J]. Journal of Central South University: Science and Technology, 2010, 37(10): 25-30.
[11] LIU Xiubo, FU Geyan, LIU Shuang, et al. High temperature wear and corrosion resistance of Co-free Ni-based alloy coatings on nuclear valve sealing surfaces[J]. Nuclear Engineering and Design, 2011, 241(12): 4924-4928.
[12] АЧјЄЖЅ. ґуїЪѕ¶Л«ПтБчУІГЬ·вРэЗт·§ѕІ¶ЇБ¦С§·ВХж·ЦОцСРѕї[D]. і¤Йі: єюДПґуС§»ъРµУлФЛФШ№¤іМС§Фє, 2010: 45-53.
LEI Jiping. Studying the double direction flow metal sealing large diameter rotating ball valve with statics dynamic and simulation analysis[D]. Changsha: Hunan University. College of Mechanical and Vehicle Engineering, 2010: 45-53.
[13] Liu L Q, Zhang L. Study on a new type of sealing regeneration labyrinth sealing for displacer in cryocoolers[J]. Cryogenics, 2006, 40(2): 85-90.
[14] ¶хјУЗї, АоЦѕЕф, ХЕі¤ЧЪ, µИ. РВРНЛ«ПтУІГЬ·вґуїЪѕ¶РэЗт·§ПЦґъЙијЖ·Ѕ·ЁУлјјКх[M]. ±±ѕ©: ЦР№ъЛ®АыЛ®µзіц°жЙз, 2011: 34-54.
E Jiaqiang, LI Zhipeng, ZHANG Changcong, et al. Modern design methods and techniques of new-type large diameter rotating ball valve with bidirectional metal sealing[M]. Beijing: China Water Power Press, 2011: 34-54.
[15] Бх»гФґ. УІГЬ·вёЯОВДНДҐЗт·§№ШјьјјКхСРѕї[D]. єјЦЭ: ХгЅґуС§ІДБПУл»ЇС§№¤іМС§Фє, 2008: 31-38.
LIU Huiyuan. Research on key technology for metal-seated high-temperature wear-resistant ball valve[D]. Hangzhou: Zhejiang University. College of Materials Science and Chemical Engineering, 2008: 31-38.
[16] ХЕ°Щчл. ·§ГЕР№В©µДФТт·ЦОцј°ЖдЙијЖСЎРНµДУЕ»Ї[J]. КЇУН»Ї№¤»·ѕі±Ј»¤, 2003, 26(2): 58-61.
ZHANG Bailin. Reason of valve leakage and optimization of its choice[J]. Petrochemical Environmental Protection, 2003, 26(2): 58-61.
[17] Бхєсѕэ, ЖоО°, ХЕББ, µИ. µНОВ·§ГЕЖф±ХГЬ·вКµСйСРѕї[J]. µНОВјјКх, 2007, 35(2): 99-102.
LIU Houjun, QI Wei, ZHANG Liang, et al. Sealing characteristic experiment research of cryogenic valve closing[J]. Cryogenics, 2007, 35(2): 99-102.
[18] іВГф, МАОДіЙ, ХЕТЭ·ј. ·§ГЕГЬ·вЅб№№ЦРі¬µЇРФЅУґҐОКМвµДУРПЮФЄ·ЦОц[J]. ЦР№ъ»ъРµ№¤іМ, 2007, 18(15): 1773-1775.
CHEN Min, TANG Wencheng, ZHANG Yifang. Finite element analysis of hyperelastic contact problem in valve sealing structure[J]. China Mechanical Engineering, 2007, 18(15): 1773-1775.
(±ај іВІУ»Є)
КХёеИХЖЪЈє2012-05-08Ј»РЮ»ШИХЖЪЈє2012-07-22
»щЅрПоДїЈєєюДПКЎїЖјјјЖ»®ПоДї(2011GK3176)Ј»єюДПКЎЎ°К®¶юОеЎ±ЦШµгЅЁЙиС§їЖЧКЦъПоДї(080204)
НЁРЕЧчХЯЈєАЧјЄЖЅ(1968-)Ј¬ДРЈ¬єюДПЙЫ¶«ИЛЈ¬ёЯј¶№¤іМК¦Ј¬ґУКВ»ъРµЙијЖј°УЕ»ЇСРѕї№¤ЧчЈ»µз»°Јє13974829875Ј»E-mail: jipinglei168@163.com

