基于RCS的烟草柔性制丝控制系统
车国霖1, 2,赖华2
(1. 昆明理工大学 机电工程学院,云南 昆明,650051;
2.昆明理工大学 信息工程与自动化学院,云南 昆明,650000)
摘要:卷烟市场的发展要求烟草企业改变传统的生产管理制造工艺,进行柔性生产,最基本的就是要解决制丝的柔性化问题。本文介绍基于分组加工技术的柔性制丝系统组成, 提出应用实时控制系统(RCS)参考模型结构及其设计工具开发柔性制丝递阶分布式计算机控制系统,通过设计仿真,该方案可以进行复杂柔性制丝工艺控制,提高设计效率。
关键词:柔性制丝;递阶分布式控制系统;RCS;参考模型结构
中图分类号:TP278 文献标志码:A 文章编号:1672-7207(2011)S1-1119-04
Flexible manufacturing control system in RCS based tobacco primary processing
CHE Guo-lin1, 2, LAI Hua2
(1. Faculty of Mechanical and Electrical Engineering, Kunming University of Science and Technology,
Kunming 650051, China;
2. Faculty of Information Engineering and Automation, Kunming University of Science and Technology,
Kunming 650000, China)
Abstract: With the development of cigarette markets, it is required that tobacco enterprise should convert traditional produce management and manufacture technology to flexible production, the basic problem in tobacco primary processing is flexible manufacturing. The composition of flexible manufacturing system based on grouping processing technology in tobacco primary processing was introduced. Hierarchical distributed computer control system of flexible manufacturing system in tobacco primary processing was designed by applying real-time control system (RCS) reference model structure and RCS design tools, the simulation result shows that the project can implement control of the complex process in tobacco primary processing and improve design efficiency.
Key words: flexible manufacturing system; hierarchical distributed control systems; RCS; reference model structure
柔性制造系统FMS(Flexible manufacturing system)由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成,是能适应加工对象变换的自动化机械制造系统。成组技术是FMS的工艺基础,它是按照成组的加工对象确定工艺过程,选择相适应的加工设备、工件和工具等物料的储运系统,由计算机控制,自动调整并实现一定范围内多种工件的批量高效生产,使生产具有“柔性”,能及时改变产品以满足市场的需求[1]。随着柔性制造系统的发展,其原理也进一步扩展到大批量、半流程和流程生产领域。
国家烟草专卖局逐步推广“按客户订单组织货源”试点工作,烟草工业企业的制造工艺、生产管理等环节日益面临着市场导向的挑战。按客户订单组织货源是指烟草工业企业按照商业企业反映的零售客户实际需求组织生产,实现按需定制,柔性生产。这就要求烟草工业企业努力提高生产组织的快速响应能力,即提高生产组织的柔性程度,最根本是要解决制丝工艺的柔性化问题。目前一些卷烟生产龙头企业根据柔性制造思想,采用分组加工技术,制丝工艺模块化,建立加工、物流、管理集成的柔性制丝系统。由于柔性制丝的特点,其控制系统需要集成分布的工艺单元协调完成生产作业,进行生产管理、生产调度和电气控制,控制系统设计复杂。本文提出使用美国NIST (National institute of standards and technology)提出的RCS参考模型结构和RCS设计工具实现柔性制丝计算机递阶分布式控制系统设计,提高生产柔性。
1 柔性制丝系统
1.1 制丝系统发展
传统制丝生产系统根据制丝工序承担的工艺任务不同,将制丝过程分为若干工段:烟叶预处理、白肋烟处理、制叶丝、烟梗预处理、制梗丝、掺配加香、贮丝、CO2膨胀丝、再造烟叶和糖香料配料等工段。这些工段通过贮柜连接,形成制丝生产整体。制丝生产是典型的流水线作业,制丝生产线由多台工艺装备组成,每台装备完成固定的工艺工序,适合固定产品的大批量生产。这种生产线一般只能同时生产一种固定的卷烟烟丝,属于刚性生产。
随着制丝工艺的进步,刚性生产线给卷烟新品开发和按需生产等带来诸多限制。制丝生产线采用串联、并联、绕过和返回等方式在工艺布局中组成工段,相互衔接形成制丝加工能力,以期实现一定程度的柔性生产。
目前国内很多卷烟企业具备半柔性制丝生产条件:制丝生产线采用双线和多线并联的布局;多次加料;烟片输送采用任意选柜进料和任意选柜出料;自动烟叶配方仓库、成品烟丝立体仓库;连续在线回潮机组;分布式控制系统等。特别是应用分组加工技术,对配方中不同产地、不同等级的烟叶根据感官质量和理化特性分组,选择不同的关键加工设备,如加料机和烘丝机等,制定相应的工艺参数指标,分别进行处理。分组加工技术拓展了原料的使用范围对不同分组的烟叶进行不同的加料和烘丝等处理,实现一定的精细加工,使产品质量明显提升。
分组加工技术受到烟丝原料的成分多样性、加工设备的可调整性和产品均质化稳定性等因素的制约,不能达到理想的柔性生产目标。固有设备和工艺的刚性给多批量、多品种生产带来困难,使得制丝线增加贮柜协调批次生产的连续性,带来诸如设备利用率低和占地面积大等问题。从柔性制造的角度来看,分组加工技术属于半柔性生产。
柔性制丝系统的工艺基础同样是分组加工,将烟叶按照不同的加工特性分组并确定工艺,选择相应的加工设备、工艺参数和物料储运系统等,由计算机控制自动调整并实现在要求范围内多种物料的成批高效生产,使生产具有柔性,能够及时地改变烟丝产品并满足需求。与半柔性制丝相比,柔性制丝将高效的全自动物流系统集成到制丝系统,将制丝处理工序单元化和模块化,在工序单元间采用柔性物流传送技术衔接,在储存环节则利用物流立体式仓库物料存储物料,并利用其管理系统实现仓储信息的跟踪和传递。
1.2 柔性制丝系统组成
柔性制丝系统一般由加工子系统、物流子系统和控制管理子系统组成,构成制丝系统的有加工流(通过制造工艺改变物料的物理性状和化学特性) 、物料流(主要指原料流、辅料流、托盘和容器流) 和信息流(制造过程的信息和数据处理)[2]。
加工系统是制丝执行系统。对不同品质的烟叶按任意顺序进行分组,选择相应的加工单元、合理的加工参数完成加工工艺,加工系统具有工艺质量和烟丝理化指标检测功能。加工系统分为烟叶处理和烟梗处理,由原料开包、原料松散回潮、烟叶加温加湿处理、加料处理、切丝、膨化和烘丝等加工单元构成。子系统中的加工单元和检测单元等与其它子系统有连接的标准接口。加工系统中的加工单元是指以单台加工设备为基础的完成烟叶加工工艺的单元模块。单个的加工单元作为一套固定的加工设备,由相关的控制模块进行控制。多个相同工序的加工单元可并行设置来完成相同的加工工艺。不同工序通过物流系统连接,在加工单元间传送物料。
物流系统作为柔性制丝系统生产工艺的连接,是从各个加工单元出口到下一道工艺加工单元进口,实现对物料的自动识别、存储、分配、输送、交换和管理的系统。在柔性制丝系统中的物料主要有烟叶、烟梗、叶丝、梗丝、容器、其他填充料及糖香料等。物流系统具有多点到多点输送的特点,根据工艺需求选择相应的加工单元,满足有选择、可调整的工艺要求。
控制与管理系统由管理计算机、工业控制计算机、可编程序控制器、通信网络、数据库和相应的控制与管理软件等组成,是子系统间的纽带。实现加工系统和物流系统的控制和协调、在线数据采集和处理、仿真和故障诊断等功能。控制与管理系统实现柔性制丝系统加工过程、物料流动过程的控制、协调、调度、信息监测和管理,系统组成如图1 所示。
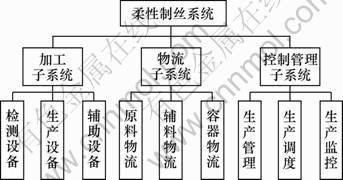
图1 柔性制丝系统框图
Fig.1 Schematic diagram of flexible manufacturing in tobacco primary processing system
2 实时控制系统RCS
随着制造工业的发展,控制系统越来越复杂,特别是计算机技术和通信技术在控制中的应用,对复杂控制系统设计提出更高的要求。递阶分布式控制系统是实现复杂控制系统的理想方案,通过实时控制系统(Real-time control system, RCS)可以方便快捷地设计实现计算机递阶分布式控制系统。
2.1 RCS参考模型结构
RCS为先进制造智能控制系统设计提出一个参考模型结构。RCS参考模型结构由分布于不同层次的相互联系的模块组成,每个模块作为一个过程节点。过程节点依据功能分成4个种类:数据采集、环境建模、最优判别和任务产生[3]。数据采集获取外部系统的实体、事件和状态信息并保持环境模型的精确,负责从传感器采集数据并进行处理、解释数据,维持内部模型和外部系统一致。环境建模根据知识数据库建立模型描述外部系统或内部过程节点。知识数据库是一个数据存储器,包含任务执行前外部系统和内部节点信息,以及任务执行后更新的采集数据。建模包括状态预测、为任务产生模块提供数据和仿真结果。最优判别评估仿真结果,并实现模型最优化。任务产生或称为任务分解包括3个子过程,任务分解根据空间把任务分解成N个子任务,由N个子系统实现,制订计划把分配的任务按时间的执行划分成一系列计划,执行完成具体的计划。
命令从更高层级下达到每一个过程节点,触发一定形式的任务。根据节点任务产生模块和数据采集、环境建模、最优判别模块的交互,产生一系列子任务传递给下一层级节点,在最低层级任务产生模块操作执行器完成具体动作。同时信息也在各个层级传递,任务产生模块状态信息、数据采集模块过程传感器数据、环境建模模块汇总测量信息。
在每一功能层级中的节点是一个目标驱动基于模型闭环的控制器。它能够在系统条件无法预期和系统受到动态扰动的情况下,接受和分解任务命令驱动执行器动作。节点控制闭环的核心是一个和外部系统对应的内部动态环境模型,每个节点环境模型提供数据融合场所,承担辨识和控制的缓冲,支持数据采集和任务产生模块[4]。
2.2 RCS设计工具
RCS设计工具是一个通用的软件开发工具设计,具有前面所描述的参考模型结构特点的递阶分布式控制系统。
RCS设计工具具有模块化特点,将复杂问题分解为相对简单且易于实现的子问题,每个问题用一个模块实现,系统具有递阶分层的结构、平台无关和代码可移植等特点。在用户界面,RCS设计工具提供监控工具远程监控系统运行,观察模块运行状况,向模块发送控制命令。RCS设计工具可以自动生成应用程序代码框架并提高开发效率。
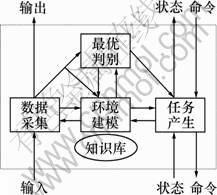
图2 RCS节点组成框图
Fig.2 Schematic diagram of RCS node
3 基于RCS方法的柔性制丝控制系统设计
根据前面对RCS参考模型结构和RCS设计工具的介绍,设计柔性制丝控制系统,图3所示为柔性制丝控制系统结构图。高层节点模块负责规划任务,中间层节点模块负责调度任务,下层节点模块负责执行制造。
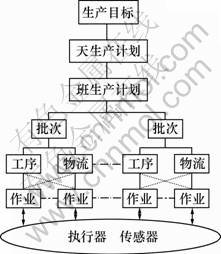
图3 柔性制丝控制系统递阶结构图
Fig.3 Schematic diagram of flexible manufacturing control system in tobacco primary processing hierarchical structure diagram
生产计划模块根据企业产品销售订单生成月生产目标。生产目标由月内每天的生产计划完成,每天的生产计划由企业的企业资料规划系统(ERP, Enterprise resource planning)和制造执行系统(MES, Manufacturing execution system)及人工计划提供信息,综合生产线生产能力、生产线工作状态、作业执行状态、各种存料信息、生产规则模型及设备故障信息优化排产产生。烟草企业每天3班连续生产,班生产计划模块接受从上级模块传送的生产计划,生成每班生产计划。每班生产计划确定8 h生产批次和烟丝品种数量等。批次模块定义柔性制丝工艺,在各个可选的工艺加工单元中选择某一批次烟丝加工单元,定义加工单元顺序和工艺参数,并协同调度批次生产中需要的物料物流。批次模块建立一个批量流水作业调度数学规划模型,根据生产效率最高判别,产生空间和时间的生产任务,传送到各个加工单元节点和物流控制单元节点。加工单元、物流系统采集实时信息协同进行生产,产生具体的生产作业任务,作业节点驱动各种执行器件动作,收集传感器数据反馈给上层节点。
通过在RCS设计工具中设计简单的柔性制丝控制系统并使用其监控工具进行测试和仿真,查看各个节点的运行状态,系统可以完成柔性制丝任务。
4 结语
(1) 卷烟柔性制造能够满足市场对卷烟产品多样化、个性化的需求,减少企业库存、降低综合成本。柔性制丝系统的加工、物流和控制管理3个组成部分在先进制造领域有广泛的应用基础,柔性特征明显的物流系统在烟草行业的使用和加工设备、控制系统、在线检测系统和生产过程仿真等技术的不断发展,使制丝的柔性加工成为制丝生产的重要方式。
(2) 基于RCS参考模型结构设计思想及其设计仿真工具,可以开发一个递阶分布式计算机控制系统,实现柔性制丝的加工管理控制。这种方法为复杂的控制系统设计提供了解决方案、分层的分布结构、智能的过程节点和相应的开发仿真工具。
参考文献:
[1] 蒋庆全. FMS的现状及发展趋势[J]. 机电一体化, 1999, 5(1): 17-19.
JIANG Qing-quan. The status and trends of FMS [J]. Mechatronics, 1999, 5(1): 17-19.
[2] 李涛, 管仲, 马路. 卷烟制丝生产的柔性柔性制造初探[J]. 烟草科技, 2006, 12: 20-25.
LI Tao, GUAN Zhong, MA Lu. Preliminary discussion on flexible manufacturing in tobacco primary processing[J]. Tobacco Science and Technology, 2006, 12: 20-25.
[3] Albus J S, Huang H M. 4D/RCS version 2.0: A reference model architecture for unmanned vehicle systems[R]. National Institute of Standards and Technology, Gaithersburg, 2002.
[4] DeSouza G N, Kak A C. Vision for mobile robot navigation: A survey[J]. IEEE Transaction on Pattern Analysis and Machine Intelligence, 2002, 24(2): 237-267.
(编辑 方京华)
收稿日期:2011-04-15;修回日期:2011-06-15
基金项目:云南省自然科学基金资助项目(2009CD041)
通信作者:车国霖(1975-),男,重庆人,博士,讲师,从事运动控制、智能控制及应用研究;电话:13033376426; E-mail: che_guolin@163.com

