Article ID: 1003-6326(2005)02-0427-05
Plasma spray forming of functionally graded materials mould
ZHAO Zi-yu(������), FANG Jian-cheng(������), LI Hong-you(�����)
(College of Mechanical Engineering and Automation, Hua Qiao University, Quanzhou 362011, China)
Abstract: A new technology of functionally graded materials(FGM) mould fabricated by plasma spraying and arc spraying was developed. According to applied characteristic of plastic mould, the reasonable coatings of FGM were designed and their microstructures were analyzed. At the same time, some key problems were solved including spray mould fabricating, FGM forming and demoulding, etc. The results show that the service performance of the FGM mould is much more excellent than the one composed of the traditional materials, and the life span can also be greatly increased. The technology will have a significant influence on materials development in mould industry.
Key words: spraying forming; functionally graded materials; plastic mould CLC number: TG174; TG241
Document code: A
1 INTRODUCTION
The development of coating technology provides a great opportunity for rapid tooling. Arc spraying, which is rapid, efficient and low cost, is widely applied in the field of pressing and injection moulding[1-6]. Moulds by spraying low melting point metal or alloys, have poor service performance and low life span. Newbery et al[7] using arc spraying technology to spray steel directly onto a master pattern offered an approach of reductions in the lead times and cost to make complex tooling for polymer injection moulding, and the service lifetime is improved to a certain extent. However, such problems as crack, warp and shed can not be solved in the fabrication of large moulds and thick coatings. By contrast, plasma spraying, with high temperature of jet, flexible control and large selection of materials including ceramic material, provides a quick, accurate, simple and relatively effective route for producing metal parts or tools. And dense coating with low porosity can then be prepared. Therefore, it has special superiority in rapid tooling and thin-wall parts forming in recent years[8-11]. Fang and Xu[12] analyzed the process of plasma spray forming completely, investigated the factors influencing the quality of the spray-formed parts in detail, and finally obtained the metal with high melting point and ceramic parts. Shan et al[13] used plasma spraying as the heat source to melt metal powders and then to deposit the melt directly onto the spray mould made by rapid prototyping(RP). The process and key technologies were also analyzed and described.
At present, whether the moulds are fabricated by arc spraying or by plasma spraying, work coating and backing layer are separately fabricated with single material, which results in abrupt changing of material component and performance in their interface. When moulds are suffered by asymmetrical force and heat under poor condition, the concentration of stress and strain will yield in the interface and induce coating spallation, hence results in mould invalidation. While the microstructure and material ingredients of FGM appear a gradual variation in the direction of thickness, and the material performance can be better matched without evident interface effect[14]. Gu et al[15] used spheroidized ZrO2/NiCrAlY powders to prepare functionally graded coatings which have good chemical homogeneity and uniform density. The microstructure, density and microhardness changed gradiently in the FGM coatings. The bond strength of graded layers was about twice as high as that of the duplex coatings because of the significant reduction of the residual stress in the coatings. Sampath et al[16] analyzed the physical, thermal and mechanical characteristics of the NiCrAlY-zirconia FGMs deposited by plasma spraying in linear and parabolic grading profiles. Although FGM is always the research subject of great attention in the field of navigation and spaceflight, there is few of study in the mould industry.
In this paper, according to plastic mould work conditions, an available gradient material structure will be designed, and FGM coating will be sprayed by strictly controlling the proportion of feeding powders and spraying conditions. At the same time, some important process problems during spraying will be solved such as spray mould fabrication, demoulding and so on. And the microstructure of gradient coating will also be analyzed.
2 DESIGN OF COMPONENT AND STRUCTURE
Plastic injection moulds work under thermal and mechanical loadings, which must endure the nonuniform molding pressure (locking force and inner force) and chemical erosion from plastic and additive, meanwhile they must keep a good surface roughness and dimension precision. FGMs are new composite materials with a gradual variation of composition, microstructure and mechanics performance, so the stress and strain concentration can be decreased. At the same time, the plastic yielding and invalidation can be delayed greatly, so the life span can be increased significantly.
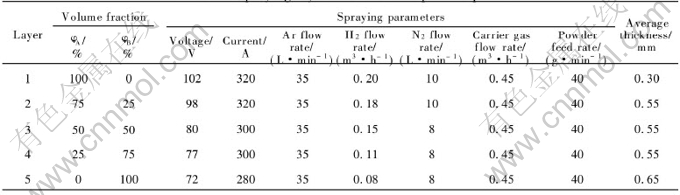
The hard WC particles in the coating result in high coating hardness, high resistance to wear, impact and corrosion, and high ductility and thermal conductivity, while the metal binder (Co) supplies the necessary coating toughness. Therefore, WC-12%Co powders ranging from 63��m to 90��m are selected as work layer material, NiCrAl powders with a size distribution of 90-106��m are used as bonding material, and zinc alloys are selected as transition layer material by electric arc spraying. The plasma spraying parameters are shown in Table 1(Spray distance is 120mm). The gradient material structure of plastic mould is shown in Fig.1. The volume fraction of WC-12%Co and NiCrAl are defined as ��A and ��B respectively, and ��A+��B=1. where ��A(t)=(t/h)n, and 0��t��h. The distribution function curves are shown in Fig.2. The total volume fraction of WC-12%Co is defined as

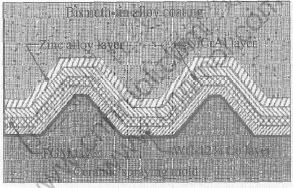
Fig.1 Material structure of plastic injection mould
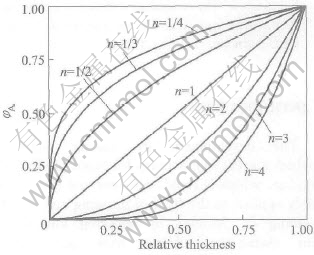
Fig.2 FGM distribution function curve
From Eqn.(1), we can draw a conclusion that the value of n depends on the volume percentages of different components and physical parameters of the gradient layers, such as elastic modulus, Poisson��s ratio and coefficients of thermal expansion. So optimum gradient layers can be obtained according to the optimization of the exponent n.
3 TECHNICAL PROCESS
Spray forming process of FGM mould is shown in Fig.3.
3.1 Spray mould fabrication
Table 1 FGM spraying layer structure and process parameters
The shape and dimension precision of mould cavity by rapid spray forming depends on the quality and the precision of spray mould. Hence fabrication of spray mould is the key technique. Traditional and nontraditional machining and reproduction methods can be used. Such materials as metal, alloys, nonmetal and composite materials can be adopted. Because of good thermal resistance and shock resistance, and stability of dimension precision, ceramic moulds are usually selected as spray mould for spraying metals, alloys with high melting point and ceramic materials.
3.2 Spray forming of FGM
Plasma spraying and arc spraying are adopted to form FGM mould in the paper. The former is realized by adjusting powders proportion and feeding rate to control the ingredient and structure of the coating. The latter is carried out by means of double arc spraying gun through changing wire materials and feeding velocity. The technical methods are shown in Fig.4.
When one plasma gun with a single-hopper-path powder feeder is used to form FGM, powders are mixed with a certain proportion in advance and then are put into the hopper to realize the gradient coating whose ingredient transits step by step. This method is so complicated that some processes have to be done such as stopping spraying to mix powders in a new proportion and cleaning the hopper. There are two methods to feed powders by a double-hopper and single-path instrument. One is to control the relative feeding rate according to the powders proportion mixed in advance, and then to deliver to the plume. The other is to deposit each material in turn and alternately to obtain gradient structure. Double or more paths powder feeder is to inject various component powders with different proportions purposely in a suitable place of specially designed guns. Inner and outer feeding powder methods are used simultaneously to obtain FGMs. Consequently, powders feeding rate can be controlled separately by this method. Double-gun spraying method is currently employed by two guns to spray different materials and to realize gradient materials.
Single-gun-path feeding method has to face the problem of different specific gravity of different powders, which causes the rate change in the torch. For single-gun and double-path feeding method, there are some disadvantages such as two kinds of powders insufficiently mixed and coating segregation. Thereby, it is the key technique to design the instrument of continuous proportion feeding and mixing automatically. Compared with a single plasma gun spraying method, double-gun spraying can optimize parameters of two kinds of powders because spraying conditions can be controlled separately. However, the distribution uniformity of different components in the coating can not be surely guaranteed because of the disturbance in the plasma jet. Meanwhile the manufacture cost increases. Accordingly, functionally gradient composite coating can be realized by selecting alloys of powders, wire and fake alloys by the double-gun spraying method.
3.3 Demoulding
The main reason of demoulding after backing treatment and reinforcement is that the mould cavity may be damaged by the external force. According to spray mould materials and process conditions, destructive, non-destructive and composite demoulding methods can be adopted.

Fig.3 Technic process of forming FGM mould

Fig.4 Forming method of FGM mould
4 RESULTS AND DISCUSSION
The microstructure of FGM mould cross-section is shown in Fig.5. The thickness of WC-12%Co/NiCrAl system of FGM is 2.6mm. During spray forming, the composite powders are fed with a gradual variety, which can eliminate the abrupt interface transition. The microstructure of FGM layers shows continuous gradient transformation, which can get a better compact bond. Meanwhile, it provides an effective method for producing thicker spraying layers.

Fig.5 FGM coating
Backing by bismuth-tin alloys can reinforce FGM spraying layers. In order to improve the bonding strength of the interface between FGM layer (pure NiCrAl) and backing materials (bismuth-tin alloys), zinc alloys were sprayed on the surface layer of pure NiCrAl as a transition layer. The microstructure of the interface cross-section is shown in Fig.6. As the zinc alloys are sprayed by the high-speed electric arc gun, the molten wire is fully atomized and the metal drops with a high speed are embedded into the uneven substrate of pure NiCrAl. Due to the high velocity and small size of in-flight particles, the particles are sufficiently flattened, hence a compact zinc coating with a low porosity forms.
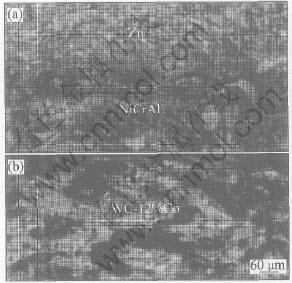
Fig.6 Microstructures of coating
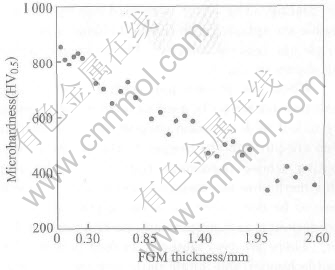
]Fig.7 FGM coating hardness
The surface of the mould cavity is made of WC-12%Co in which Co can alleviate the oxidation and decarbonization of carbonization tungsten. From Fig.6, it is clear that there is a large amount of semi-molten and unmolten WC particles in the layers, which can improve the hardness and wear resistance of the mould cavity. Hardness gradient transformation is shown in Fig.7. Experimental results show that the life span can increase about 40% compared with traditional machining.
5 CONCLUSIONS
1) Spray forming is a simple and high efficient technique for fabricating FGMs, which provides an effective way to obtain large area and thickness coatings with a high quality. The problem of spallation of the coating, which results from stress concentration produced in the interface of composite materials, is solved.
2) A novel concept of FGM mould made of a WC-12%Co/NiCrAl system by spray forming is advanced, which is effective to improve the wear resistance with low cost and long life span. And it will become the most important research trend in the mould materials.
REFERENCES
[1]Wang J, Wei X P, Christodoulou P, et al. Rapid tooling for zinc spin casting using arc metal spray technology [J]. Materials Processing Technology, 2004, 146: 283-288.
[2]Chua C K, Hong K H, Ho S L. Rapid tooling technology(part 2)��a case study using arc spray metal tooling [J]. Advanced Manufacturing Technology, 1999,15: 609-614.
[3]SHEN Xian-min, ZHANG Heng, ZHANG Jun, et al. Application of electro arc spraying rapid mold making technology [J]. Journal of Luoyang Institute of Technology, 2002, 23(4): 16-20. (in Chinese)
[4]ZHU Dong-po, WANG Yi-qing, LI Di-chen, et al. Research on rapid tooling for sheet metal forming [J]. China Mechanical Engineering, 2002,13(6): 487-491. (in Chinese)
[5]Hui I K, Hua M, Lau H C W. A parametric investigation of arc spraying process for rapid mould making [J]. Advanced Manufacturing Technology, 2003, 22(11-12): 786-795 .
[6]Wimpenny D I, Gibbons G J. Metal spray invar tooling for composites [J]. Aircraft Engineering and Aerospace Technology, 2000, 72(5): 430-439.
[7]Newbery A P, Grant P S, Jordan P M, et al. The electric arc spray manufacture of rapid production tooling: a case study [A]. Proceedings of the 15th International Thermal Spray Conference [C]. Nice: ASM International, 1998.1223-1228.
[8]Dehelean D, Markocsan N. Near net-shape forming by plasma jet spraying [J]. Welding Research Abroad, 2004, 50(1): 19-31.
[9]Hedacq S, Borit F, Guipont V, et al. Plasma spraying of thick stainless steel coating of a stereolithography resin [A]. Proceedings of the International Thermal Spray Conference [C]. Montreal: ASM International, 2000. 597-601.
[10]Deng Q L, Zhang Y H, Wang Y, et al. Experimental studies on the new technologies of plasma arc spray forming [A]. Key Engineering Materials [C]. Kunming: Trans Tech Publications Ltd, 2004. 258-259, 557-561.
[11]Shi S Z, Hwang J Y. Plasma spray fabrication of near-net-shape ceramic objects[J]. Minerals & Materials Characterization & Engineering, 2003, 2(2): 145-150.
[12]Fang J C, Xu W J. Plasma spray forming [J]. Materials Processing Technology, 2002,129: 288-293.
[13]Shan Z, Yan Y, Zhang R, et al. Rapid tooling using plasma spraying and rapid prototyping [J]. Mechanical Engineering Science, 2003, 217(1): 97-104.
[14]PAN Chun-xu, XU Xiao-rong. Microstructural characteristics in plasma sprayed functionally graded ZrO2/NiCrAl coatings [J]. Surface and Coatings Technology, 2003, 162: 194-201.
[15]Gu Y W, Khor K A, Fu Y Q, et al. Functionally graded ZrO2-NiCrAlY coatings prepared by plasma spraying using pre-mixed, spheroidized powders [J]. Surface & Coatings Technology, 1997, 96(2-3): 305-312.
[16]Sampath S, Smith W C, Jewett T J, et al. Synthesis and characterization of grading profiles in plasma sprayed NiCrAlY-zirconia FGMs [J]. Materials Science Forum, 1999, 308-311: 383-388.
Foundation item: Projects(50175035, 50375024) supported by the National Natural Science Foundation of China; Project(E0210024) supported by the Natural Science Foundation of Fujian Province of China; Project(2002H044) supported by the Program of High Science and Technology of Fujian Province of China
Received date: 2004-12-06; Accepted date: 2005-01-18
Correspondence: ZHAO Zi-yu, PhD; Tel: +86-595-22529537; E-mail: zhaozy1968@163.com
(Edited by LI Xiang-qun)

