���±�ţ�1004-0609(2007)09-1506-05
��ͬ����Ϳ�����Ʊ�����Ϳ���Ħ��ĥ������
�鳬Ⱥ1, 2���ܿ���2��������2���˳���2���˴���1,��2
(1. �㶫��ҵ��ѧ ������ԴѧԺ������ 510081��
2. ������ɫ�����о�Ժ ����������ģ����� 510650)
ժ��Ҫ�����ó����ٻ�����Ϳ�����͵�ѹ��������Ϳ��������ͭ�������Ʊ�����Ϳ�㣬�о�Ϳ���������µ�Ħ��ĥ�����ԣ�̽��Ϳ���ĥ����������������HVAF�Ʊ�������Ϳ����нϺõ���ĥ�ԣ���Ҫԭ������Ϳ���д���Ni3B��M23C6��M7C3��Ӳ���࣬��ĥ�����Ϊĥ��ĥ�𣬶���ѹ��������Ϳ�����Ʊ�������Ϳ����֯���ִ����ķǾ�̬��Ӳ�ȵͣ�ĥ�����Ϊĥ��ĥ���ƣ��ĥ����ۺ����ã�����ƣ��ĥ��Ϊ����
�ؼ��ʣ�����Ϳ�㣻�����ٻ�����Ϳ����������Ϳ��Ħ��ĥ��
��ͼ����ţ�TG 174���� ���ױ�ʶ�룺A
Wear properties of nickel-based coating sprayed by different thermal spraying technologies
WU Chao-qun1, 2, ZHOU Ke-song2, LIU Min2, DENG Chang-guang2, DENG Chun-ming1, 2
(1. College of Materials and Energy, Guangdong University of Technology, Guangzhou 510081, China;
2. Material Surface Center, Guangzhou Research Institute of Non-ferrous Metals, Guangzhou 510650, China)
Abstract: The Nickel-based coating was prepared on copper substrate by high velocity air-fuel (HVAF) thermal spraying and low pressure plasma spraying (LPPS). The wear properties and wear mechanisms of coating were studied. The results show that in the nickel-based coating deposited by HVAF, the hardness is high and the wear resistance is good. The wear mechanism is abrasive wear. The wear mechanism of Ni-based coating deposited by LPPS is mainly fatigue wear. This is attributed to low hardness and amorphous phase existed.
Key words: nickel-based coating; high velocity air-fuel; plasma spraying; friction and wear
����Ϳ���� [1?2]��Ϊ���湤��ѧ��һ����Ҫ��ɲ��֣����в�����㡢����Ч��Ϳ������������ص㣬�������õ�Խ��Խ���Ӧ�á���ѹ��������Ϳ(LPPS)���ڵ�������Ϳ�Ļ����Ϸ�չ�����ģ����ǽ���������Ϳ�����ڵ�ѹ�����������н��в�������С��Ϳ��������Ϳ�����������ֽ⡣�����ٻ�����Ϳ(HVO/AF)����[3?5]�Ǽ̵�������Ϳ�����һ���������л����ٶȸ�(�ɴ�1 500~2 000 m/s)���¶ȵ�(Լ3 000 ��)���ص�[6]��HVAF��Ϳ��������ͨ��HVOF��ȣ����������¶ȸ��ͣ��ٶȸ�����ص㣬��õ�Ϳ�������̶ȵͣ����нϸߵij����ʣ���������ѹ��������Ϊ��ȼ�����������ɱ��ϵͣ��Ӷ����㷺�����Ʊ��������ԡ��߽��ǿ�ȡ��Ϳ�϶�ʡ���ĥ���Ϳ�㡣
�������ۺϽ�Ϳ��[7]���ھ��нϺõ���ĥ�𡢿���ʴ�����ܣ����㷺��Ӧ���ڹ�ҵ�����С����ö��ַ����ɻ������Ϳ��[8?10]����Ŀǰ������о���Ա�����ڶԸֻ����ϵ�����Ϳ�������ĥ���о�����ͭ�����ϵ�����Ϳ���о����б�����Ϊ��߽ᾧ���ȴ���ͭ�㲿����ʹ�����������Dz��õ�Ƽ�����Ϳ�ȶ��ַ����Ʊ��˸���Ϳ��[11?13]������Ϳ����֯�ṹ�������������о�������[14]������˲�ͬ����Ϳ�����Ʊ�������Ϳ��ṹ���ܵ��о�����δ��Ϳ����ĥ���ܽ�����ϸ������
����������Ҫ���������ۺϽ��ĩ��Ϊ��Ϳ���ϣ����ó����ٻ�����Ϳ(HVAF)�͵�ѹ��������Ϳ(LPPS)���ּ�������ͭ�������Ʊ�����Ϳ�㣬�����Ƚ���������Ϳ����������Ϳ����֯�ṹ�Լ�Ħ��ĥ�����ܵ�Ӱ�죬�Ա�ȷ�����ʵ�����Ϳ�������̣���ͭ�������Ʊ����ϼѵ���ĥͿ�㣬Ϊ����Ϳ������ͭ�����ϵ��ƹ�Ӧ���ṩ���ݡ�
1��ʵ��
1.1 ʵ���������Ϳ�豸
����Ϳʵ���ĩѡ������Uniquecoat��˾������NiCrWB��ĩ��Al2O3��ĩ�Ļ�е���������ΪNiCrWB+50%Al2O3(�������)����ĩ��ò��ͼ1��ʾ������NiCrWB�Ļ�ѧ�ɷ�Ϊ(��������)��Cr 14.73%��W 8.76%��Fe 3.58%��Si 2.87%��B 2.49%��C 0.62%��Ni������������ϲ�����ͭ����Ϳǰͭ���������� ȥ����ɰ���������ó����ٻ�����Ϳ����(HVAF)�� ��ѹ��������Ϳ����(LPPS)�Ʊ�Ϳ�㣬Ϳ����Լ 0.3 mm��
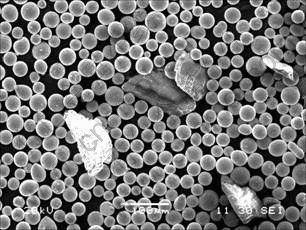
ͼ1 ԭʼ��Ϳ��ĩ��ò
Fig.1 Morphology of thermal spray powders
�����ٻ�����Ϳ(HVAF)��������Uniquecoat��˾������SB50�ͳ����ٻ�����Ϳǹ��������������¶�ԼΪ1 800 �����ң������¶�ԼΪ1 400 �棬�����ӷ����ٶ�Ϊ700~800 m/s����ѹ��������Ϳ(LPPS)���ù�����ɫ�����о�Ժ���������MPF?1000�͵�ѹ��������Ϳ�豸��������Ϳ���������õĹ��ղ������ڱ�1��
��1 HVAF��LPPS��Ϳ���ղ���
Table 1 Thermal spray parameters of HVAF and LPPS

1.2����������豸
����JSM?5910��ɨ��羵(SEM)����Ϳ����֯��ò�۲죬����JCXA?733����̽��(EPMA)����Ϳ��ɷַ�������D/Max-RC�ͣ����������Ƕ�Ϳ����������������HXD?1000B���ּ���Ӳ�ȼƲ���Ϳ��Ӳ�ȣ��غ�1 N������ʱ��15 s����MM?200��ĥ��ʵ����Ͻ�����״̬�µ�Ϳ����ĥ��ʵ�飬�������ӹ���10 mm��13 mm��7 mm��С����ĥ������d 45 mm��GCr15�֣�Ӳ��ΪHRC62��ת��Ϊ200 r/min����ĥʱ��4 h���غ�150 N��
2�����������
2.1 Ϳ����֯�ṹ
ͼ2��ʾΪHVAF��ͿͿ���LPPS��ͿͿ��ı���(SEM)���ݽ����ѧ����(OP)��ò�����Կ�����Ϳ����ֳ�����ͿͿ�����еIJ�״�ṹ���ɱ��εĿ�����ѻ����ɡ�HVAF�Ʊ�������Ϳ���д��ڴ�����δ�ۿ���������۲�(��ʴ��)Ϳ�����������������������ڿ����벿��δ�ۿ�����ɣ����ֲ��ָ�ʴ���ͼ�������Al2O3��������LPPS�Ʊ�������Ϳ�����۱��滹�ǽ��棬��Ϳ�����������ڱ��Σ���Ϳ���г��ִ�����Al2O3���������õ���̽��EPMA��������Ϳ�㲻ͬ����Ļ�ѧ�ɷ֣���HVAF����Ϳ����δ������(��ɫ)�Ա��������Ĵ�����̬����Cr��W����(Cr 14.74%��W 8.88%)��ԭʼ��Ϳ�����ijɷֻ������ƣ�������������(�Ұ�ɫ)��Cr��W����(Cr 12.03%��W 7.41%)����LPPS�Ʊ�������Ϳ���У�Ϳ�������������״������������(��ɫ)��Cr��W�����ֱ�Ϊ13.07%��7.42%����ɫ��������������Cr��W����Ƿ����ʿ���״��ΪAl2O3������

ͼ2 ��ͬ����Ϳ�����Ʊ�������Ϳ����ò
Fig.2 Morphologies of Ni-base coating deposited by different spraying technologies: (a), (c) SEM images of surface coating; (b), (d) OP photos of cross-section coating (after etch); (a), (b) Deposited by HVAF; (c), (d) Deposited by LPPS
ͼ3��ʾΪ������Ϳ�����Ʊ���Ϳ����ԭʼ��Ϳ��ĩ��X���������ס�����HVAF��Ϳ�����Ʊ�������Ϳ���Ա�����ԭʼ��Ϳ��ĩ�Ľṹ���������ԭʼ��Ϳ��ĩ���ƣ���Ҫ����������ɣ�����������Ni3B��M23C6��M7C3���࣬��2��Ϊ44?�����������ֿ��������������ķǾ��ࡣ������LPPS�����Ʊ�������Ϳ�������ǿ�����Խ��ͣ���2��Ϊ44?�����������ԵĿ�������ɢ��壬�����Եļ���壬����Ϳ����Ҫ�ɷǾ�����ɣ�ͬʱͿ���г������Ե�Al2O3����塣

ͼ3 ���ֹ����Ʊ���Ϳ�㼰ԭʼ��Ϳ��ĩ�ģ�����������
Fig.3 XRD patterns of spray powder and Ni-base coatings deposited by two spraying technologies: (a) Spray powder; (b) Deposited by HVAF; (c) Deposited by LPPS
2.2��Ϳ��Ӳ��
������Ϳ�����Ʊ�������Ϳ����Ӳ�ȷ�������������Ϳ����в�ͬ��Ӳ�ȡ�HVAF�Ʊ���Ϳ����Ӳ��HV����579~1 089֮�䣬ƽ��ֵ831�����Ӳ�ȿɴ�1 089��LPPS�Ʊ���Ϳ����Ӳ��HV����488~657֮�䣬ƽ��ֵ559�����Ӳ�ȿɴ�657��HVAF�Ʊ�������Ϳ�������ڼ�δ���ڵĿ�����ɣ�����֯Ϊ�����������Ϸֲ�̼��������Ӳ����ɣ���Ӳ�ȱ仯�ϴ�������ԣ�����HVAF�����Ʊ�������Ϳ���LPPS�Ʊ�������Ϳ����и��ߵ���Ӳ�ȡ�
2.3 Ϳ��Ħ��ĥ������
��2����Ϊ������Ϳ�����Ʊ�������Ϳ������״̬��150 N�غ��µ�ĥ��������ʧ��ͼ4��ʾΪ����Ϳ������״̬�µ�Ħ��ĥ����ò���ӱ���֪��HVAF���Ƶ�Ϳ��ĥ�ۿ��Ⱥ�ĥ����������ʧ��С��LPPS���Ƶ�Ϳ�㣬��ʾ���Ϻõ���ĥ�ԡ���Ħ��ĥ�������òͼ�пɼ���������Ϳ�����Ʊ���Ϳ��ĥ�������ò�������Բ��죬��������ռ������λ��ĥ�������ͬ��HVAFͿ��ĥ�����������Ե�ƽ�в��ۣ����繵Ϊ����������ĥ�������ҪΪĥ��ĥ�𡣶�LPPSͿ��ĥ�����������������繵�ۼ��⣬�����ڴ�������Ƭ״�İ��䰼��(���ͷ��ʾ)�����ֳ�ĥ��ĥ���ƣ��ĥ��ĸ���ĥ����ʽ��
��2����ͬ����Ϳ�����Ʊ���Ϳ����ĥʵ����
Table 2 Wear results of coating deposited by different spraying technologies
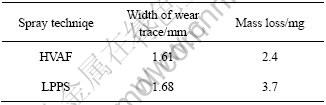
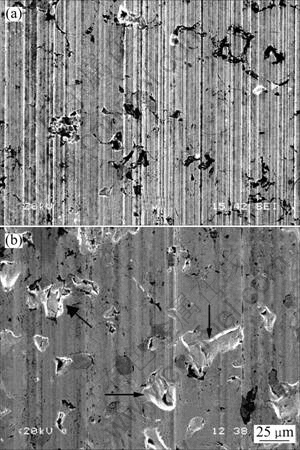
ͼ4 ��ͬ����Ϳ�����Ʊ�������Ϳ��Ħ��ĥ��ı��� ��ò
Fig.4 Surface morphologies of Ni-base coating deposited by different spraying technologies: (a) HVAF; (b) LPPS
3 ����
��HVAF��Ϳ������������Ϳ�¶���Խϵͣ��ٶȿ죬��Ϳ���������䵽����ʱ����Ա�����ԭʼ��Ϳ��������״�����������������ڣ��������������Ϸֲ��˴�����ɢ��Ni3B��M23C6��M7C3��Ӳ���࣬Ӳ�������ɢ�ֲ���������Ϳ��Ӳ�ȣ�������Ϳ�¶Ƚϵͣ� Al2O3����δ�ڻ�������Ϳ������ײ�������������Ϊ�������ӷ������䣬������������Ϳ���С�����LPPS��������Ϳ�¶ȸߣ������״̬�£��������ϵͣ����ڵ���Ϳ����δ����������ԭʼ���������������弰���������Լ�̼��������ڣ���ײ����ͭ����ʱ�����������γɷǾ��࣬��Ϳ�������ڷǾ�������Ϳ��Ӳ�Ƚ��ͣ�ͬʱ����Al2O3�����������ڿ�������Ϳ�����г�����Ϳ���У��Ӷ����Ϳ���д������Ե�Al2O3������
����Ϳ������Ϳ������Ϊ�������������Ϸֲ�Ӳ�������ĥͿ�㡣����״̬�µ�Ħ��ĥ������У�HVAF��Ϳ�������Ƶ�Ϳ������������Ͻ��������⣬��������ԭʼ��Ϳ�����Ľṹ�����ڴ�����ɢ�ֲ���Ӳ�ȸߵ��ʵ��ࡣӲ�������ɢǿ��ʹ��Ϳ�����Է������Ա��Σ���������Ϳ���Ӳ�Ⱥ���ĥ�ԣ����غɵķ��������£�Ӳ���ಿ�ְ��䣬��ΪĦ����֮���ĥ����Ϳ��Ħ��������������繵���Ӷ��γ���ĥ��ĥ��Ϊ����ĥ���������LPPS�Ʊ���Ϳ��������Ϳʱ�¶ȸߣ������Ͻ��ۻ����ڳ���������ʱ�������̣�Ӳ�������ڷֽ⣬Ϳ�㷢���Ǿ�����Ϳ���ǿ��������ҪΪ����ǿ����Ϳ��Ӳ��ƫ�͡�Ħ��ĥ�������Ϳ�������ѭ���仯�ĽӴ�Ӧ�������£�����Ϳ�㷢�����Ա��Σ����������䣬����Ϳ������ƣ���ƻ�[15]��ʹͿ��ĥ�������ԼӴ���ĥ�����Ϊĥ��ĥ���ƣ��ĥ���ϵĸ�����ĥ�𣬲���ƣ��ĥ��Ϊ����
4 ����
1) HVAF��Ϳ������LPPS��Ϳ�����Ʊ�������Ϳ��������Ե�����ͿͿ��IJ�״�ṹ��Ϳ����֯���ܡ�HVAF��Ϳ�Ʊ���Ϳ���Ա���ԭʼ��Ϳ����������ɣ�������������Ϸֲ�������Ӳ���࣬���������Ǿ��ࣻLPPS��Ϳ�Ʊ���Ϳ����Ϳ�����������Ե����ڣ�Ϳ���ԷǾ���Ϊ����
2) ��Ħ��ĥ��ʵ���У�����HVAF��Ϳ�����Ʊ�������Ϳ����Ҫ��ĥ��ĥ��Ϊ��������LPPS��Ϳ�����Ʊ�������Ϳ���ĥ��ĥ���ƣ��ĥ���ۺϵĸ�����ĥ�𣬲���ƣ��ĥ��Ϊ����
REFERENCES
[1] Herman H, Sampath S, Mccune R. Thermal spray: current status and future trends[J]. Material Resource Society Bull, 2000, 25(7): 17?25.
[2] �����, �ܿ���, Ԭ��. �ִ����ϱ��漼����ѧ[M]. ����: ұ��ҵ������, 2004: 126?148.
DAI Da-huang, ZHOU Ke-song, YUAN Zhen-hai. Surface techqunic science on modern materials[M]. Beijing: Metallurgy Industry Press, 2004: 126?148.
[3] Browing J B. Hypersonic velocity impact fusion spraying[C]//��Proc of the 13th ITSC. Orlando, Florida, USA: 1992, 123?125.
[4] Dolatabadi A, Pershin V, Mostaghimi J. New attachment for controlling gas flow in the HVOF process[J]. Journal of Thermal Spray Technology, 2005, 14(1): 91?99.
[5] He J, Ice M, Lavernia E. Particle melting behavior during high-velocity oxygen fuel thermal spraying[J]. Journal of Thermal Spray Technology, 2001, 10(1): 83?93.
[6] Shipway P H, McCartney D G, Sudaprasert T. Sliding wear behaviour of conventional and nanostructured HVOF sprayed WC�CCo coatings[J]. Wear, 2005, 259: 820?827.
[7] Otsubo F, Era H, Kishitake K. Structure and phases in nickle-base self-fluxing alloy coating containing high Cromium and Boron[J]. Journal of Thermal Spray Technology, 2000, 9(1): 107?113.
[8] ˹�ɻ�, ������. ���ӶѺ��Ͻ����֯��ĥʴĥ������[J]. ����ѧ��, 2002, 23(2): 40?42.
SI Song-hua, HE Yi-zhu. Structures and corrosive wear property of alloy coating by ion-solder[J]. Transactions of the China Welding Institute, 2002, 23(2): 40?42.
[9] ������, ���콡. ���ۺϽ��纸����ĥ��ĥ������[J]. ��е���̲���, 1994, 18(5): 48?51.
DING Zhang-xiong, ZENG Qingjian. Abrasive wear characteristics of self-fluxing alloy spraywelding overlay[J]. Materials for Mechanical Engineering, 1994, 18(5): 48?51.
[10] Rodr��guez J, Mart��n A, Fern��ndez R, et al. An experimental study the wear performance of NiCrBSi thermal spray coatings[J]. Wear, 2003, 255: 950?955.
[11] Sanz A. Tribological behavior of coatings for continuous casting of steel[J]. Surf Coat Technol, 2001, 146/147: 55?64.
[12] Allcock B W, Lavin P A. Novel composite coating technology in primary and conversion industry applications[J]. Surface and Coating Technology, 2003, 163/164: 62?66.
[13] Miguel J M, Guilemany J M, Vizcaina S. Tribological study of NiCrBSi coating obtained by different processes[J]. Tribology International, 2003, 36: 181?187.
[14] Planche M P, Liao H, Normand B, et al. Relationships between NiCrBSi particle characteristics and corresponding coating properties using different thermal spraying process[J]. Surface and Coating Technology, 2005, 200: 1?9.
[15] ��ʫ��, �� ƽ. Ħ��ѧԭ��[M]. ����: �廪��ѧ������, 2002: 302?330.
WEN Shi-zhu, HUANG Ping. Principle of tribology[M]. Beijing: Tsinghua University Press, 2002: 302?330.
������Ŀ�����Ҹ����о���չ�ƻ�������Ŀ(2002AA331040)
�ո����ڣ�2007-02-16�������ڣ�2007-06-19
ͨѶ���ߣ��鳬Ⱥ��������ʦ����ʿ���绰��020-37239421; E-mail: qun95@126.com
(�༭���°���)

