
Microstructures and mechanical properties of extruded Mg-1Mn-3.5Y and Mg-1Mn-1Y-2.5Nd alloys
FANG Da-qing(房大庆)1, JIANG Zhong-hao(江中浩)1, BI Guang-li(毕广利)1,
LI Rong-guang(李荣广)2, LI Guang-yu(李光玉)1
1. Key Laboratory of Automobile Materials, Department of Materials Science and Engineering,Jilin University, Changchun 130025, China;
2. College of Materials Science and Engineering, Chongqing University, Chongqing 400045, China
Received 23 September 2009; accepted 30 January 2010
Abstract: Both Mg-1Mn-3.5Y and Mg-1Mn-1Y-2.5Nd alloys (mass fraction, %) were extruded at 380 ?C. Most of the ( ) crystal planes in the Mg-1Mn-3.5Y alloy are parallel to the normal direction, while most of the (
) crystal planes in the Mg-1Mn-3.5Y alloy are parallel to the normal direction, while most of the ( ) crystal planes in the Mg-1Mn-1Y-2.5Nd alloy are parallel to the normal direction. The tensile tests at room temperature, 100 ?C and 200 ?C show that the Mg-1Mn-3.5Y alloy exhibits higher yield strength, but lower elongation to failure as compared with the Mg-1Mn-1Y-2.5Nd alloy. These differences in the tensile mechanical properties between the two alloys are mainly attributed to their different texture types and amount and distribution of the Mg24Y5 precipitates. The serration flow behavior is observed in the Mg-1Mn-1Y-2.5Nd alloy at 200 ?C, but does not occur in the Mg-1Mn-3.5Y alloy. The Mg-1Mn-3.5Y alloy shows the cleavage fracture mode, while the Mg-1Mn-1Y-2.5Nd alloy exhibits the dimple fracture mode.
) crystal planes in the Mg-1Mn-1Y-2.5Nd alloy are parallel to the normal direction. The tensile tests at room temperature, 100 ?C and 200 ?C show that the Mg-1Mn-3.5Y alloy exhibits higher yield strength, but lower elongation to failure as compared with the Mg-1Mn-1Y-2.5Nd alloy. These differences in the tensile mechanical properties between the two alloys are mainly attributed to their different texture types and amount and distribution of the Mg24Y5 precipitates. The serration flow behavior is observed in the Mg-1Mn-1Y-2.5Nd alloy at 200 ?C, but does not occur in the Mg-1Mn-3.5Y alloy. The Mg-1Mn-3.5Y alloy shows the cleavage fracture mode, while the Mg-1Mn-1Y-2.5Nd alloy exhibits the dimple fracture mode.
Key words: magnesium alloys; earth elements; microstructures; deformation behavior; mechanical properties
1 Introduction
For reasons of weight saving, there has been an increasing demand for magnesium (Mg) alloys in automotive industry[1]. However, poor formability at room temperature of Mg alloys makes severe limitations on their application as wrought materials due to the hexagonal close packed crystal structure. Poor tensile ductility of Mg and Mg alloys is also attributed to their highly anisotropic dislocation slip behavior. Critical resolved shear stress (CRSS) of a basal slip system at room temperature is about 1/100 that of non-basal slip systems on prismatic and pyramidal planes in single crystal Mg[2]. For fine-grained Mg alloys, the grain boundaries may play an important role in deformation at room temperature, and the activity of non-basal slip systems is attributed to grain-boundary compatibility stress[3]. Therefore, it is necessary to refine the grain size since a fine-grained material is stronger than a coarse grained one due to the grain size hardening.
Among Mg alloys, the Mg-Y-Nd system is one of the most promising candidates for the applications in automotive industry due to its good creep and corrosion resistance at relatively high temperatures. Remarkable papers on microstructural characterization of Mg-rare earth (RE) systems have been recently published, clarifying strengthening processes by using spectroscopic methods and direct observations. The formation of coherent precipitates, when being treated at 150 ?C, is responsible for the hardness increase in WE43 alloy[4-9]. Serrated flow during plastic deformation has been observed and investigated in various kinds of aluminum alloys, from model binary systems[10] to more complicated commercial alloys[11-12]. For the WE43 alloy, the serrated flow is attributed to the dynamic strain ageing (DSA) effect, which is supported by the occurrence of yield points after static ageing and negative sensitivity of stress to strain rate in this temperature range[13]. A variety of Mg alloys with Sc, Mn and RE elements recently investigated exhibit better mechanical properties as compared with the WE alloys[14].
In this work, the influence of the Y and Nd elements on the microstructures and tensile mechanical properties at different temperatures and strain rates of the Mg-1Mn-3.5Y and Mg-1Mn-1Y-2.5Nd alloys were investigated. The connections between the deformation and fracture and deformation mechanisms of these two alloys were discussed.
2 Experimental
The nominal compositions of the Mg-1Mn-3.5Y and Mg-1Mn-1Y-2.5Nd alloys are shown in Table 1. The alloys were prepared by conventional casting method from high purity 99.9% Mg, Mg-9.9%Mn, Mg-10%Nd, and Mg-21.5%Y alloy (mass fraction) under a shielding gas of CO2-0.05% SF6 (volume fraction). The melts were poured into a steel die with the diameter of 80 mm at 750 ?C. The alloys were then extruded into the diameter of 20 mm at 380 ?C. The specimens for the mechanical tests were machined from the extruded rods and had a gauge dimension of 10 mm×4 mm×1 mm. The tensile tests were performed at room temperature, 100 ?C, and 200 ?C at the strain rates of 10-2, 5×10-3, 10-3 and 10-4 s-1 on the materials test system (MTS). The extruded samples for the microstructure observations were etched in a reagent of 2 g picric acid+5 mL distilled water+5 mL acetic acid+4 mL nitric acid+85 mL alcohol. The microstructure and fracture surface of the alloys were observed using the scanning electron microscopy (SEM) with an accelerating voltage of 20 kV or 25 kV. The phase structures of the alloys were examined by using the energy-dispersive spectroscopy (EDS) and the X-ray diffractometry (XRD).
Table 1 Nominal chemical compositions of alloys (mass fraction, %)
3 Results and discussion
3.1 Microstructure of extruded alloys
Fig.1 shows the XRD patterns of the Mg-1Mn-3.5Y alloy and Mg-1Mn-1Y-2.5Nd alloys on the transverse section. Fig.1(a) indicates that the Mg-1Mn-3.5Y alloy contains mainly the α-Mg and α-Mn phases. Fig.1(b) reveals that besides the α-Mg and α-Mn phases, the compounds of the Mg12Nd and Mg41Nd5 are observed in the Mg-1Mn-1Y-2.5Nd alloy, which may form during the solidification due to the low solubility of the Nd element at low temperature according to the Mg-Nd binary alloy phase diagram. The similar results have been reported in other Mg alloys[15-17].
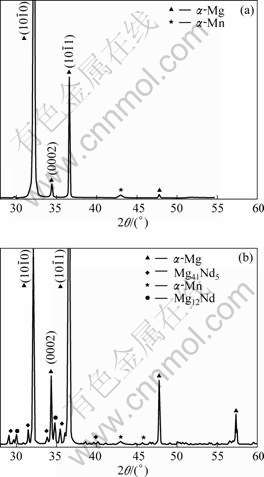
Fig.1 XRD patterns of Mg-1Mn-3.5Y alloy (a) and Mg-1Mn- 1Y-2.5Nd alloy (b) on transverse section
In Fig.1(b), three peaks of the α-Mg in the Mg-1Mn-1Y-2.5Nd alloy correspond to the prismatic  basal (0002), and pyramidal
basal (0002), and pyramidal  planes, respectively. The relative X-ray intensities in the transverse sections exhibit the pronounced difference among the three peaks. The results indicate that the
planes, respectively. The relative X-ray intensities in the transverse sections exhibit the pronounced difference among the three peaks. The results indicate that the  crystal planes in most grains are parallel to the normal direction, while for the Mg-1Mn-3.5Y alloy, the most crystal planes are parallel to the normal direction. These results indicate that the texture distribution in the extruded alloys is influenced by the contents of the Y and Nd elements.
crystal planes in most grains are parallel to the normal direction, while for the Mg-1Mn-3.5Y alloy, the most crystal planes are parallel to the normal direction. These results indicate that the texture distribution in the extruded alloys is influenced by the contents of the Y and Nd elements.
Fig.2 shows SEM images of the Mg-1Mn-3.5Y and Mg-1Mn-1Y-2.5Nd alloys. Some white compounds distributed along the extrusion direction are observed in the two alloys. The average grain size of the α-Mg in the Mg-1Mn-3.5Y alloy is less than 4 μm (Fig.2(a)), while that in the Mg-1Mn-1Y- 2.5Nd alloy cannot be detected clearly (Fig.2(b)).
The results of EDS reveal that the white compounds marked by the arrow A in the Mg-1Mn-3.5Y (Fig.2(a)) contain the higher content of the Y and Mn elements (Mg-11.1%Mn-8.62%Y). The results of XRD prove further that the white compounds are the Mg24Y5 phase. The same EDS and XRD analyses indicate that the fine white compounds in the Mg-1Mn-1Y-2.5Nd alloy are the Mg12Nd and Mg41Nd5 phases.
Fig.3 shows the TEM images of the Mg-1Mn-3.5Y and Mg-1Mn-1Y-2.5Nd alloys. The fine block-shaped particles distribute dispersively both at the grain boundaries and in the grain interior (Figs.3(a) and (b)). In addition, the volume fraction of the particles in the Mg-1Mn-3.5Y alloy is significantly higher than that in the Mg-1Mn-1Y-2.5Nd alloy. The average size of the particles is about 100 nm (Fig.3(c)). The electron diffraction pattern taken from the fine block-shaped particles is shown in Fig.3(d). The direction of the incident beam are parallel to the  direction. These electron diffraction results indicate that the fine block-shaped particles are the Mg24Y5 phases with a FCC structure. The lattice constant of the Mg24Y5 phase particles is estimated to be a=2.2 nm[18]. Furthermore, the precipitations of the finer Mg24Y5 particles are mainly due to the higher content of the Y element in the Mg-1Mn-3.5Y alloy.
direction. These electron diffraction results indicate that the fine block-shaped particles are the Mg24Y5 phases with a FCC structure. The lattice constant of the Mg24Y5 phase particles is estimated to be a=2.2 nm[18]. Furthermore, the precipitations of the finer Mg24Y5 particles are mainly due to the higher content of the Y element in the Mg-1Mn-3.5Y alloy.
3.2 Deformation and fracture behaviors at room temperature
Figs.4(a) and (b) show that the yield (0.2% offset) and ultimate tensile strengths of the Mg-1Mn-3.5Y alloy increase with increasing strain rate and are about 270 MPa and 290 MPa at the highest strain rate of 1×10-2 s-1, respectively, which are larger and smaller than the corresponding values of the Mg-1Mn-1Y-2.5Nd alloy (220 MPa and 340 MPa), respectively, indicating the higher strain hardening capability of the Mg-1Mn-1Y-

Fig.2 SEM images of Mg-1Mn-3.5Y alloy (a) and Mg-1Mn-1Y-2.5Nd alloy (b)
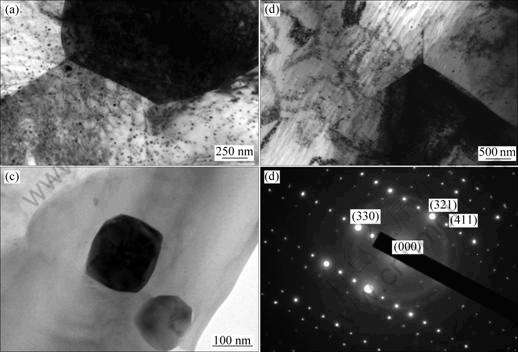
Fig.3 TEM images of alloys: (a) Mg-1Mn-3.5Y alloy; (b) Mg-1Mn-1Y-2.5Nd alloy; (c) Large magnification image corresponding to block-shaped particles in Mg-1Mn-3.5Y alloy; (d) Electron diffraction pattern of Mg24Y5 phase

Fig.4 True stress vs true train curves of Mg-1Mn-3.5Y alloy (a) and Mg-1Mn-1Y-2.5Nd alloy (b) at room temperature
2.5Nd alloy than that of the Mg-1Mn-3.5Y alloy. The elongation to failure of the Mg-1Mn-3.5Y alloy decreases with increasing strain rate and is about 9% at the highest strain rate of 1×10-2 s-1, which is smaller than that of the Mg-1Mn-1Y- 2.5Nd alloy (about 26%).
The cleavage planes are observed in the fracture surface of the tensile specimens in the Mg-1Mn-1Y- 2.5Nd alloy, which are marked by the arrows (Fig.5(a)). The reasons for such cleavage planes are explained as followed. Firstly, the texture on most crystal planes tends to be parallel to the normal direction and results in a smaller value of the Schmid factor. The critical resolved shear stress (CRSS) of a basal slip system tends thus to increase and the few basal slip planes would be activated, which leads to the higher strengths but the lower elongation in the Mg-1Mn-3.5Y alloy. Secondly, for the fine-grained Mg-1Mn-3.5Y alloy (whose grain size is smaller than 4 μm), it is generally thought that the compatible stress among the grains makes the cross slip be activated easily, which participates in deformation and delays the fracture to much higher strain. However, the type texture suppresses the cross slip due to the lower density of the dislocation on the basal planes. The lower elongation and

Fig.5 Fracture morphologies of tensile specimens of Mg-1Mn- 3.5Y alloy (a) and Mg-1Mn-1Y-2.5Nd alloy (b) under strain rate of 10-2 s-1 at room temperature
higher strengths in the Mg-1Mn-3.5Y alloy may be related to the finer Mg24Y5 particles in the α-Mg phase besides the effect of the texture. For the Mg-1Mn-1Y- 2.5Nd alloy, the higher elongation and the dimples in the fracture surface (Fig.5(b)) suggest that the non-basal slip has been activated by the compatible stress due to the finer grains. The textures, which are on most crystal planes of the α-Mg phase in the Mg-1Mn-1Y- 2.5Nd alloy are parallel to the normal direction, combined with the fine grain, which makes a higher Schmid factor and promotes the processes of the basal slip and the non-basal slip.
3.3 Deformation and facture behaviors at high temperature
Figs.6(a) and (b) show the true stress―strain curves of the Mg-1Mn-3.5Y and the Mg-1Mn-1Y-2.5Nd alloys with different strain rates at 100 ?C. The lower yield strength of the Mg-1Mn-1Y-2.5Nd alloy suggests that the addition of the Y element increases effectively the strengths as compared with the addition of the Nd element by forming the different textures although the amount of the compounds in the Mg-1Mn-1Y-2.5Nd alloy is higher than that in the Mg-1Mn-3.5Y alloy, but the elongation of the Mg-1Mn-3.5Y alloy is lower than that of the Mg-1Mn-1Y-2.5Nd alloy.
Figs.7(a) and (b) show the true stress―strain curves of the Mg-1Mn-3.5Y alloy and the Mg-1Mn-1Y-2.5Nd alloys with different strain rates at 200 ?C. The Mg-1Mn- 1Y-2.5Nd alloy shows the better heat-resistant than the

Fig.6 True stress―train curves of Mg-1Mn-3.5Y alloy (a) and Mg-1Mn-1Y-2.5Nd alloy (b) at 100 ?C

Fig.7 True stress―train curves of Mg-1Mn-3.5Y alloy (a) and Mg-1Mn-1Y-2.5Nd alloy (b) at 200 ?C
Mg-1Mn-3.5Y alloy. The serration flow curves are observed for the Mg-1Mn-1Y-2.5Nd alloy (Fig.7(b)). Such flow behavior is attributed to the dynamic strain ageing[13] or is induced by the phase transition occurring at 150 ?C according to the result of differential scanning calorimetry (DSC) in other Mg-Y-Nd alloy[9], which will be analyzed further in the subsequent work.
Fig.8 shows the fracture surface tested at strain rate of 10-2 s-1 at 200 ?C. The main fracture mechanism of the Mg-1Mn-3.5Y alloy is the cleavage type fracture, which suggests that the effect of suppressing the non-basal slip by the texture is still maintained from room temperature to 200 ?C. For the Mg-1Mn-1Y-2.5Nd alloy (Fig.8(b)), the copious dimples in the fracture surface prove that the Mg-1Mn-1Y-2.5Nd alloy has the better deformability in this temperature range.

Fig.8 Fracture morphologies tested at strain rate of 10-2 s-1 at 200 ?C for Mg-1Mn-3.5Y alloy (a) and Mg-1Mn-1Y- 2.5Nd alloy (b)
4 Conclusions
1) The extruded Mg-1Mn-3.5Y alloy exhibits higher yield strength, but lower tensile strength and lower elongation to failure, while the extruded Mg-1Mn-1Y- 2.5Nd alloy shows lower yield strength, but higher tensile strength and higher elongation to failure.
2) The differences in tensile mechanical properties between the two alloys are mainly attributed to their different texture types and amount and distribution of the Mg24Y5 precipitates.
3) The Mg-1Mn-3.5Y alloy exhibits the higher yield and tensile strengths as compared with the Mg-1Mn-1Y- 2.5Nd alloy at 100 and 200 ?C. The deformation behavior of the Mg-1Mn-3.5Y and Mg-1Mn-1Y-2.5Nd alloys at room temperature and 100 ?C are controlled by the dislocation cross slip.
4) The serration flow behavior is observed in the Mg-1Mn-1Y-2.5Nd alloy at 200 ?C, but does not occur in the Mg-1Mn-3.5Y alloy. The Mg-1Mn-3.5Y alloy shows the cleavage fracture mode, while the Mg-1Mn- 1Y-2.5Nd alloy exhibits the dimple fracture mode.
References
[1] MORDIKE B L, EBERT T. Magnesium: Properties-applications- potential [J]. Materials Science and Engineering A, 2001, 302(11): 37-45.
[2] OBARA T, YOSHINAGA H, MOROZUMI S. { }
}  Slip system in magnesium [J]. Acta Metall, 1973, 21: 845-853.
Slip system in magnesium [J]. Acta Metall, 1973, 21: 845-853.
[3] KOIKE J, KOBAYASHI T, MUKAI T, WATANABE H, SUZUKI M, MARUYAMA K, HIGASHI K. The activity of non-basal slip systems and dynamic recovery at room temperature in fine-grained AZ31B magnesium alloys [J]. Acta Materialia, 2003, 51: 2055-2065.
[4] ANTION C, DONNADIEU P, PERRARD F, DESCHAMPS A, TASSIN C, PISCH A. Hardening precipitation in a Mg-4Y-3RE alloy [J]. Acta Materialia, 2003, 51: 5335-5348.
[5] APPS P J, KARIMZADEH H, KING J F, LORIMER G W. Precipitation reactions in magnesium-rare earth alloys containing yttrium, gadolinium or dysprosium [J]. Scripta Materialia, 2003, 48: 1023-1028.
[6] NIE J F, MUDDLE B C. Characterisation of strengthening precipitate phases in a Mg-Y-Nd alloy [J]. Acta Materialia, 2000, 48: 1691-1703.
[7] PING D H, HONO K, NIE J F. Atom probe characterization of plate-like precipitates in a Mg-RE-Zn-Zr casting alloy [J]. Scripta Materialia, 2003, 48: 1017-1022.
[8] NIE J F, MUDDLE B C. Precipitation in magnesium alloy WE54 during isothermal ageing at 250 ?C [J]. Scripta Materialia, 1999, 40: 1089-1094.
[9] MENGUCCI P, BARUCCA G, RIONTINO G, LUSSANA D. Structure evolution of a WE43 Mg alloy submitted to different thermal treatments [J]. Materials Science and Engineering A, 2008, 479: 37-44.
[10] SAHA G G, MCCORMICK P G, RAMA RAO P. Portevin-Le chatelier effect in an Al-Mn alloy. I: Serration characteristics [J]. Materials Science and Engineering, 1984, 62: 187-196.
[11] KING J E, YOU C P, KNOTT J F. Serrated yielding and the localized shear failure mode in aluminium alloys [J]. Acta Metall, 1981, 29: 1553-1566.
[12] CHATURVEDI M C, LLOYD D J. Serrated flow in a commercial AA2036 aluminium alloy [J]. Materials Science and Engineering, 1983, 58: 107-111.
[13] ZHU S M, NIE J F. Serrated flow and tensile properties of a Mg-Y-Nd alloy [J]. Scripta Materialia, 2004, 50: 51-55.
[14] von BUCH F, LIETZAU J, MORDIKE B L. Development of Mg-Sc-Mn alloys [J]. Materials Science and Engineering A, 1999, 263: 1-7.
[15] PENG Q M, WU Y M, FANG D Q, MENG JIAN, WANG L M. Microstructures and mechanical properties of Mg-8Gd-0.6Zr-xNd (x=0, 1, 2 and 3 mass%) alloys [J]. Journal of Materials Science, 2007, 42: 3908-3913.
[16] YANG J, WANG J L, WANG L D, WU Y M, WANG L M, ZHANG H J. Microstructure and mechanical properties of Mg-4.5Zn-xNd (x=0, 1 and 2, wt%) alloys [J]. Materials Science and Engineering A, 2008, 479: 339-344.
[17] LI Q, WANG Q D, WANG Y X, ZENG X Q, DING W J. Effect of Nd and Y addition on microstructure and mechanical properties of as-cast Mg-Zn-Zr alloy [J], Journal of Alloys and Compounds, 2007, 427: 115-123.
[18] NIE J F, MUDDLE B C. Characterisation of strengthening precipitate phases in a Mg-Y-Nd alloy [J]. Acta Materialia, 2000, 48: 1691-1703.
(Edited by LI Xiang-qun)
Foundation item: Project(50771049) supported by the National Natural Science Foundation of China; Project(2004CB619301) supported by the National Basic Research Program of China
Corresponding author: LI Guang-yu; Tel: +86-431-85095875; Fax: +86-431-85095876; E-mail: jzh@jlu.edu.cn

