文章编号:1004-0609(2010)S1-s0025-03
锻造工艺对TC10钛合金棒材性能的影响
陈国财,杨文甲,陈 苏,晁 雷
(沈阳市亨运达钛业开发有限公司,沈阳110102)
摘 要:对锻造工艺主要参数,如坯料加热温度、锻比和变形方式,对锻棒性能的影响进行研究。小型试验结果表明:当成品火次前,坯料的加热温度控制在比相变点低20~30 ℃,锻比应大于4时,棒材具有良好的室温拉伸性能,可完全满足国标GB/T2965―2007要求。
关键词:TC10钛合金;锻造比;相变点;镦拨变形
中图分类号:TG 146.2 文献标志码:A
Effects of forging technics on performance of TC10 titanium alloy stick
CHEN Guo-cai, YANG Wen-jia, CHEN Su, CHAO Lei
(Shenyang Hengyunda Titanium Development Limited Company, Shenyang 110102, China)
Abstract: The effects of forging technic parameters, such as heat up temperature of preform body, forging ratio and distortion manner, on the stick performance were studied. The experimental results show that the heating temperature of finished pormer preform body should be controlled to be lower 20-30 ℃ than transformation point, and the forging ratio should be larger than 4, then the stick has good extend performance at room temperature, satisfying the demand of Chinese Standard GB/T2965―2007.
Key words: TC10 titanium alloy; forging ratio; transformation point; upsetting distortion
TC10钛合金是α+β型双相合金,名义成分为Ti-6Al-6V-2Sn-0.5Cu-0.5Fe,是一个多元强化钛合 金[1-2],是在TC4钛合金基础上发展起来的高强钛合金,它以良好综合性能著称,在400 ℃下可以长期工作。TC10合金具有良好的抗氧化及焊接性,其耐蚀性也优于其它合金的。TC10合金的淬透性比TC4合金的好得多,热处理效果也比TC4的好。因此,它的性能调正范围比TC4的更宽广。该合金主要应用于飞机起落架结构件、导弹发动机外壳、武器装备等,用来作承力构件。
从TC10合金锻棒性能测试中发现:d80 mm×L mm以上规格的合金室温抗拉性能的塑性偏低,尤其是伸长率与标准的数据相差较大,如d90 mm、d100 mm的棒材,它的伸长率在7%~9%,比规定(12%)低了33.3%,而断面收缩率也不合格。因此结合生产,对锻造工艺主要参数对性能的影响规律进行研究,找出最佳工艺路线,满足市场对TC10锻棒的要求,为改进锻棒工艺参数提供实验数据。
1 实验
1.1 试验材料和设备
试验用材料采用公司生产的d365 mm×1 600 mm、900 kg的TC10钛合金铸锭,其化学成分(质量分数,%)符合技术要求,为Al 5.5~6.5、V 5.5~6.5、Sn 1.5~2.5、Cu 0.35~1.0、Fe 0.35~1.0、其余为Ti。
TC10合金在单膛油炉中加热,用CDS 5 t锤进行锻造,试样在马弗炉中进行退火。
1.2 实验方法
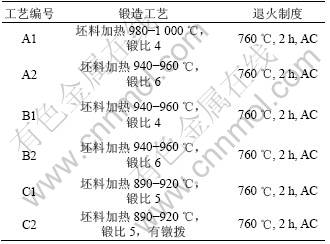
TC10钛合金是双相合金,为了更好地控制组织形态,对该批锭坯进行金相法测定。该炉棒材的相变点为930 ℃。根据相变点、锻比及变形方式[2]制定实验方案,如表1所列。
表1 锻造工艺方案及退火制度
Table 1 Forging technic project and annealing system
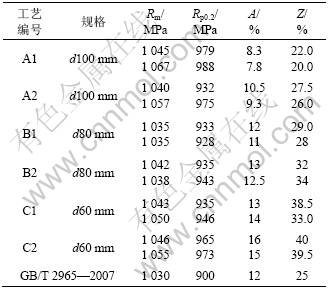
对各工艺方案的棒材割取试样,进行760 ℃, 2 h,AC退火处理,测试室温拉伸性能,结果如表2所列。对试样进行高倍显微组织观察,金相照片如图1所示。
表2 试样室温拉伸性能
Table 2 Extend performance of sample at room temperature
2 结果与讨论
2.1 锻坯加热温度对组织的影响
结合表2和图1发现,棒材的高倍显微组织与表1中的坯料加热温度有很强的相关性,坯料加热温度越高,尤其当超过相变点以上时,得到的魏氏组织就越粗大;反之,魏氏组织为细针状,它们的拉伸性能也发生变化。由于其显微组织进一步变细,拉伸塑性得到提高,尤其是试样断面收缩率(Z)的提高幅度更显著。如B2组试样的Z提到33%~38.5%,比A1组的Z(20%~22%)提高了67%;而强度指标变化幅度就不如塑性指标显著,且随着加热温度的降低,略有降低。比较图1(a)与(b),图1(a)中的魏氏组织比图1(b)的粗大,故此A2与A1组试样截然不同。图1和表2中数据说明组织性能的对应关系。对双相合金坯料的加热应严格按工艺要求,才能生产出符合标准的钛合金优质棒材。
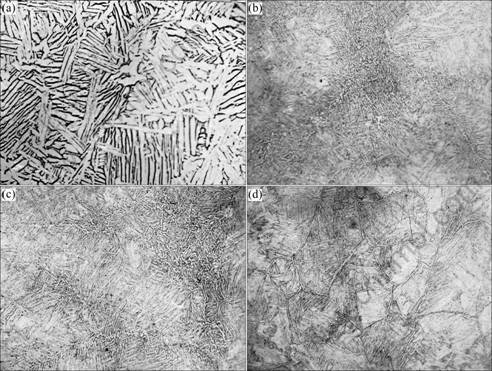
图1 TC10锻棒的金相照片
Fig.1 Metallographic photos of TC10 forging stick: (a) d100 mm, A1; (b) d100 mm, A2; (c) d60 mm, C1; (d) d60 mm, C2
2.2 锻比和变形方式对性能的影响
从表1中可见,B组工艺中B2组棒材比B1组棒材的锻比大,两组强度水平相近,变化不明显,但它们塑性变化较大。B2组试样的压缩比B1组提高了17.5%,B2组棒材的锻比是6,故B2组的棒材性能好于B1组的。
从表1可见,C1和C2二组工艺基本相同,只是C2组棒材的加工增添了镦拨变形,使组织更加均匀化,故C2组试样的综合性能比C1组棒材的更好。从图1(c)和(d)可看到,图1(d)中初生α相的分布、形态和数量更有利受力协调变形,故有良好的综合性能。
3 结论
1) 当TC10钛合金锻棒成品前坯料加热温度低于相变点20~30 ℃,锻比大于4以上时,可生产出合格的TC10棒材。
2) 采取镦拨变形方式有利均匀化组织。
3) TC10钛合金锻棒最佳退火工艺为760 ℃, 2 h, AC。
REFERENCES
[1] 李青云. 稀有金属材料加工手册[M]. 北京: 冶金工业出版社, 1985: 89.
LI Qing-yun. Handbook of rare metal materials processing [M]. Beijing: Metallurgical Industry Press, 1985: 89.
[2] 杨文甲. β锻造工艺对TC1钛合金棒材性能的影响研究[J]. 稀有金属, 1992(1): 30-33.
YANG Wen-jia. Influence of β forging technology on the performance of TC1 titamium alloy bar [J]. Chinese Journal of Rare Metals, 1992(1): 30-33.
(编辑 杨 华)
通信作者:陈国财,高级工程师;电话:024-89157189, 13898801556; E-mail: mailchensu@yahoo.com.cn

