���±�ţ�1004-0609(2014)10-2497-09
������Ӧ�淨�Ż�����ѡ���ۻ�����CoCrMo�Ͻ��ռ���绯ѧ��Ϊ
���S��1������ǿ1���γ���1��������2��������1
(1. ����������ѧ ��е����������ѧԺ������ 510640��
2. ������ɫ�����о�Ժ������ 510650)
ժ Ҫ��Ϊ�˿���ֱ������ṹ���ӡ���������ĸ��Ի�ҽ�ý���ֲ���壬��֤���ͼ��������õ���֯�ṹ���������ԣ�ͨ������ѡ���ۻ�����������ASTMF75Ҫ���CoCrMo�Ͻ�����������졣ͨ�������������Ӧ������Ʒ����Ż����ܶȹ��ղ������۲���ͼ�������֯������������ģ��������Һ�����е���ʴ�ԣ���̽���ȴ������ն�����ʴ�Ե�Ӱ�졣����������ڼ����168 W��ɨ����0.06 mm��ɨ���ٶ�550 mm/sʱ��������������ܶȿ��Դﵽ98.58%��������֯���ȡ��绯ѧʵ������ʾ�����ĸ�ʴ�����ܶ�ֵԼΪ40 ��A/cm2�������˻��ȴ�����ʴ�����ܶȽ�Ϊ20.86 ��A/cm2������ʴ������������CoCrMo�Ͻ�ģ���Ϊѡ�������ۻ�����CoCrMo�Ͻ���ҽѧֲ���巽���Ӧ���ṩ�����ݡ�
�ؼ��ʣ�CoCrMo�Ͻ𣻼���ѡ���ۻ������ܶȣ���Ӧ���棻��ʴ�ԣ��ȴ���
��ͼ����ţ�TG665��TH164 �� �� ���ױ�־�룺A
Process optimization and electrochemical behavior of CoCrMo alloy fabricated by selective laser melting based on response surface method
WANG Yun-da1, YANG Yong-qiang1, SONG Chang-hui1, LIU Feng-mei2, MAI Shu-zhen1
(1. School of Mechanical and Automotive Engineering, South China University of Technology, Guangzhou 510640, China;
2. Guangzhou Research Institute of Nonferrous Metals, Guangzhou 510650, China)
Abstract: In order to directly fabricate personalized medical metallic implants with complex structure and excellent properties and ensure the parts have good microstructure and biological characteristics, the CoCrMo alloy satisfying the requirement of ASTMF75 is fabricated by selective laser melting (SLM) technology. The parameters of relative density were optimized by orthogonal experiment and response surface design. The microstructure of the specimens was observed, and the corrosion characteristic of the samples in simulated body fluid environment was analyzed while the influence of heat treatment process on the corrosion resistance was explored. The results show when the laser power is 168 W, the scanning space is 0.06 mm and the scanning speed is 550 mm/s, the relative density of CoCrMo alloy samples fabricated by SLM can reach 98.58%, and the microstructure is homogeneous. The electrochemical experimental results demonstrate that the corrosion current density value of the sample is about 40 ��A/cm2, and becomes only 20.86 ��A/cm2 after annealing heat treatment. The corrosion resistance is better than that of fabricated by casting methods, which provides the basis for the application of CoCrMo alloy directly fabricated by SLM in medical implants.
Key words: CoCrMo alloy; selective laser melting; relative density; response surface; corrosion characteristic; heat treatment
�������켼��(Additive manufacturing��AM)�ǽ�Щ�����·�չ������һ���Ƚ����칤�գ�������ѡ���ۻ�(Selective laser melting��SLM)��һ�ֻ��ڼ����ۻ�������ĩ���������켼��[1]��������������Ļ���ԭ�������Ȳ��ü������Ƴ��������άģ�ͣ�Ȼ��ͨ��ר����������άģ�ͽ�����Ƭ�ֲ㣬�õ�������������ݣ�Ȼ������ٳ����豸���豸�����������ݣ����Ƽ�����ѡ���Ե��ۻ�����Ľ�����ĩ���ѵ�����ά�������[2]���봫ͳ�ļӹ�������ȣ�SLM����������������ֱ��������и߾��ȡ����Ӽ��νṹ����֯���ܡ���е�������õĽ������[2-3]��
SLM����������ص����ƣ���ҽѧֲ���������õ��Ͽɣ��Ѿ���ʼ���ڳ�������Ĺ���(���ǡ��ǡ�����)������֯(θ������)�Լ�������λ����ģ���[4-5]������CoCrMo�Ͻ����˹��ؽڷ����Ӧ�ÿ�ʼ�� 20 ����30����������CoCrMo�Ͻ��Ա���Ϊ����ɿ��Ľ�����������Բ���֮һ[6-8]�����������˵ļ۸�����õ���ѧ���ܣ��Ѿ������ֲ�����Լ�������������õ��˹㷺Ӧ��[9]����ҽ�ý�������Ҫ�����ٴ�Ӧ�ã�����Ҫ������Ҫ�߱����������Ժ����ﰲȫ�ԣ����������������Լ��������ӵĶ��Եȶ�濼�ǣ���ҽ�ý���������ʴ�Ե��о��DZز����ٵ�[10]��
VANDENBROUCKE ��[11]�Ӹ��Ӽ��νṹ�ĽǶ��о�SLM����ҽ��ֲ����Ŀ����ԣ��ᵽͨ���Ż���������ʹ�ó���Ӳ�ȡ���ʴ�Ժͳ��;�����ȫ�����ٴ�Ҫ��TAKAICHI��[12]����������չCoCrMo�Ͻ�������о�������CoCrMo�Ͻ���һ�־��о�Ӧ��ǰ����ҽ��ֲ����ϡ�MARECI��[13]Ӧ�õ绯ѧʵ��ķ�����CoCr�Ͻ���Ϊ����������ϵ���ʴ���Լ����������Խ������о����������ܸ��Ͻ���Խ���������ԡ�AVERYANOVA��[14]��չCoCr�Ͻ�����ڹ̶��ŵļ���ѡ���ۻ������о���JEVREMOVIC��[15]Ҳ��SLMֱ������Ŀ�ժ����ݵ������Խ����о�������SLM����F75�ܸ��Ͻ��������ܽ����˲��ԡ�
����SLM�������У�������������ܶ������ܹ�ע������֮һ������ڲ���϶�Ĵ�Сֱ��Ӱ����ͼ������ܺ��۽ṹ��ͨ������¼���ʡ�ɨ���ٶȡ�ɨ���ࡢ����Լ�ɨ����ԶԳ�������Ӱ��ϴ�[16]���������о���Ա�Ӹı��ĩ���ԡ����ɨ����ԡ������ұ�������Χ������������ȶ��������и���SLM�������ܶȵ��о�[17-18]��
���ǹ��ڶ�SLM�������ܶ�CoCrMo�Ͻ�Ĺ����о��Ƚ��٣�����ʴ�Ե��о�����������١����о�Ϊ�˻�ȡ�����ܶȸ����ܵ�CoCrMo�Ͻ���ͼ��������Ե�ͨ�������������Ӧ������������Ż����ܶȳ����ղ�����Ȼ�����ȴ�������̽�����ͼ�����ʴ���ܣ���ʵ�����봫ͳ�������жԱȣ�ΪCoCrMo�Ͻ�SLMֱ������Ӧ���ṩ����Ҫ���ݡ�
1 ʵ��
1.1 ʵ���豸
ʵ����õ�SLM�豸Ϊ����������ѧ�����з���DiMetal-100���ͻ�(��ͼ1)�����IJ��ְ������˼���������·���䵥Ԫ���ܷ������(�����̷ۻ���)������ϵͳ���������ȡ�����SPI����ʽ200 W���˼�����������ľ۽����ֱ��ԼΪ70 ��m������1075 nm��������������M2��1.1����ʽ����ɨ�裬ɨ���ٶ�10~7000 mm/s���̷ۺ��Ϊ20~50 ��m������������Ϊ100 mm��100 mm��120 mm�������ҳ��뵪���������Ϊ���������������ɿ�����0.1%���¡�

ͼ1 SLM ����ԭ��ͼ��װ��ͼ
Fig. 1 SLM manufacturing principle(a) and apparatus(b)
1.2 ʵ�����
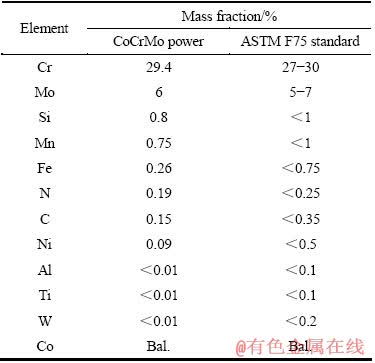
���Ͳ���ΪӢ��SANDVIK osprey��˾������CoCrMo�Ͻ������ĩ���ɷ�����ASTM F75Ҫ����ɷֶԱ����1���С���ĩ����������ʽ�Ʊ��������Σ���ͼ2��ʾ���������ȷֲ�Ϊխ�����зֲ���90%������С��22 ��m����ĩ��ƽ������D50С��28.5 ��m��
��1 SLM�������÷�ĩ������ASTM F75���Ա�
Table 1 Comparison of powder material manufactured by SLM and ASTM F75 standard

ͼ2 CoCrMo������ĩ����ò
Fig. 2 Microphology of CoCrMo metal powder
1.3 ʵ�鷽��
1.3.1 ���ܶȹ���̽��
��2 ����������ʵ�����
Table 2 Design of orthogonal experiment with three factors

��3 Box-Behnken��Ӧ�������ʵ��
Table 3 Response surface experiment of Box-Behnken design

Ӱ��SLM�������ܶȵ����غܶ࣬���ǿ��ǵ����ز�ͬ��������ģ��Ҳ������ͬ�����о��ڿ�����ǰ�ڶ�316L�����о��Ļ�����[16]����ѡɨ�����Ϊ�ڲ�������������ķ�ʽ���ӹ����Ϊ0.03 mm�����ڶ�Ӱ�����ܶȵ������У�ѡȡ��Ϊ�ؼ��ļ���ʡ�ɨ���ٶȺ�ɨ����3�����ض�CoCrMo�Ͻ�������ܶȽ��й���̽��������ͨ�����������������һ����������ʵ�����з�����̽�������ض�CoCrMo�Ͻ�������ܶȵ�Ӱ�����ƣ�ȷ��ʵ�����صĺ����ԣ�Ȼ��ͨ��BBD��Ӧ������Ʒ��������ض�ʵ��ĸ�������ˮƽ���з�����ͨ����ʵ�������лع����Ѱ�����ܶȹ��ղ��������Ż���ϣ����������������Ϊ12�Σ����ĵ��ظ��������Ϊ3�Σ�����ʵ��ķ������2��3��ʾ��ͨ�� Dimetal-100 SLM�����豸����10 mm��10 mm��8 mm��CoCrMo�Ͻ�����������������ˮ���ⶨ������ʵ���ܶȦѣ�ʵ����õķ�����ƽ�ͺ�ΪBSA224S����������Ϊ1 mg��ʵ���ܶȵļ��㹫ʽ���£�
 (1)
(1)
ʽ�У� Ϊ������ˮ�е�������
Ϊ������ˮ�е������� Ϊ�����ڿ����е�������
Ϊ�����ڿ����е������� Ϊˮ���ܶ�(1.0 g/cm3)��������ʵ���ܶ�
Ϊˮ���ܶ�(1.0 g/cm3)��������ʵ���ܶ� ��CoCrMo�Ͻ�������ܶ�
��CoCrMo�Ͻ�������ܶ� (8.29 g/cm3)��ֵ��Ϊ�������������ܶ�
(8.29 g/cm3)��ֵ��Ϊ�������������ܶ� (����ܶ�)��
(����ܶ�)��
 ��
��
�����Ż���Ĺ��ղ����������ܶȵ�CoCrMo�Ͻ�������ȡ4���������Ϊa��b��c��d����������a��c�ijߴ����Ϊ1 cm��1 cm��1 cm������b��d�ߴ����Ϊ0.8 cm��0.8 cm��1 cm�������ȴ��������飬������c��d�������������ȴ������գ��˻��¶�1200 �棬����һ��ʱ���¯�䡣
1.3.2 �绯ѧʵ�鼰�ȴ���
ѡȡ�Ż���Ĺ��ղ����������ܶȵ�CoCrMo�Ͻ������������ȴ��������飬�Բ������������ȴ������գ��˻��¶�1200 �棬����һ��ʱ���¯�䡣����������ù�ѧ���������Ƕ���ܷ��ԣ�ѡȡ�ܷ������õ������������±���������400�š�800�š�1200�ŵ�ˮɰֽ���д�ĥ���⣬�����������Ҵ���ȥ����ˮ�н��ݣ�5 min����ﴦ����
�绯ѧʵ��ʹ��CHI660D�绯ѧ����վ�������¾�̬�����н��У���ʴ���ʲ���0.9%(��������)��NaCl��Һ��ʵ����̲������缫��ϵ[19-20]���Ա��͵ĸʹ��缫Ϊ�ο��缫(SCE)�����缫Ϊ�Ե缫��CoCrMo�Ͻ�����Ϊ�о��缫���ص����ÿһ�������Ŀ�·��λ�Ͷ���λ�������ߡ�
2 ��������
2.1 ���ܶ��Ż�����
2.1.1 ��������������
ͨ����õ����ܶ����ݣ�����ֱ�۷������Եõ��������Ϊ170 W��ɨ����Ϊ0.06 mm��ɨ���ٶ�Ϊ500 mm/sʱ��CoCrMo�Ͻ�������ܶ�Ϊ���ֵ96.98%������������Ľ�����м��������ͨ��F����õ�3�����ص�Ӱ��ˮƽ��Ϊ�������ɴ˿��Զ϶�������ʡ�ɨ���ٶȡ�ɨ����3�����ؾ�ΪӰ��������ܶȵ���Ҫ���أ���������ļ�����������ͼ3��ʾ��

ͼ3 �������鼫��������ضԳ������ܶ�Ӱ��
Fig. 3 Effects of fabrication factors on relative density of sample
ͨ������ʵ�������Եõ�����ѡ���IJ�����Χ�ڣ�3�����ض�CoCrMo�Ͻ�������ܶȵ�Ӱ���������£����ż���ʵ����ӣ����ܶ������ϳ��������ƣ�������130~170 W�IJ�����Χ�ڣ����������ʹ��ĩ�ܹ���ȫ�ۻ���������Ϳ�϶����߳������ܶȡ�������ʹ�����С����Ӱ�����������룬ʹ�÷�ĩ�ۻ�����ȫ������Ӧ�����Ӷ�Ӱ���ĩ�����ܶȡ�
����ɨ��������ӣ�CoCrMo�Ͻ�������ܶ������ϳ��½����ƣ������½����ʲ�ͬ����ɨ�����0.06 mm���ӵ�0.08 mmʱ�����ܶ��½�����������ɨ�����0.08 mm���ӵ�0.1 mmʱ�����ܶ��½��������Լӿ졣���۵���ӵĽǶ������������ݳ�������ɨ�������۵����ȵĹ�ϵ����ͼ4(��Ӱ����Ϊ�۵��������)�����Եõ�����ʵļ��㹫ʽ��
 (2)
(2)
ʽ�У� ��ʾ�۵�����ʣ�s��ʾɨ���ࣻD��ʾ�۳ؿ��ȡ�
��ʾ�۵�����ʣ�s��ʾɨ���ࣻD��ʾ�۳ؿ��ȡ�

ͼ4 ɨ����s���۵�����D�Ĺ�ϵ
Fig. 4 Relationship between scanning space (s) and melting road width (D)
���͵��۳ؿ����뼤����ֱ��d���(һ��DΪ1.5d )��ʵ�ʹ����м���������Ϊȷ��ֵ����ˣ�����ͨ������ɨ����Ĵ�С���ı��۵��Ĵ���ʡ���ɨ�����ں��ʵķ�Χ��ʱ���۵����۵�֮����������ˡ�Ч�����ã��������������Ӻ�ʹ�۵����������ֲ����ȣ��ۻ�����Ⱦ��ȣ��������ܶ����á�
����ɨ���ٶȵ����ӣ����ܶ������½����ƣ�������������ɨ���ٶȵ����ӣ�������ͣ���ڷ�ĩ�ϵ�ʱ���̣�ʹ�õ�λ����ϵķ�ĩ��˲�����յ�������С�������ۻ�����֣�Ӱ�������ԣ�ͬʱ���۳��ڵ�Һ����٣�������������еĿ�϶��Ҳ������ܶ����Ӱ�졣���ɨ���ٶȹ��ͣ�Ҳ��ʹ��Һ����࣬��Ӱ��������ڼ��У��γ����������ڸ��Ƴ��͵����ܶȡ�
2.1.2 ��Ӧ����ʵ��������
�������鲢����ȷ���������������仯ʱ�Գ������ܶȵ�Ӱ�죬��ͨ���������鷨�Ѿ������϶�3�����ض����ܶȾ���Ӱ�죬��ѡȡ�IJ������Ի�ýϸߵij������ܶȣ������ɶ϶��ڴ˲�����Χ�ڴ���������Ͽ��Ի�ø��ߵij������ܶȣ���ˣ�ͨ����Ӧ������Ʒ���������Ϸ�����ȷ��Ԥ�����Ӧ����ֵ�Լ���Ӧ��ʵ��������
ͨ��Design-expert������ʵ�������жԱȽ�ģ��ѡ����ѵ����ģ��Ϊ�����Ķ��ζ���ʽ�����Եõ��������ܶȵĻع鷽��Ϊ
K=0.9178+0.024��A-0.0152��B-0.0114��C-0.008��
A��B+0.0121��A��C-0.0021��B��C+0.0175��A2+
0.00073��B2+0.0052��C2 (3)
ʽ�У�A��B��C�ֱ��������ʡ�ɨ���ࡢɨ���ٶȡ�
����������ȡP��0.05Ϊ���������A��B��C��AB��AC��A2��Ϊ�������һ��������3�����ض������ܶȶ�����ҪӰ�죬��Ӱ������֮��ȷʵ���ڽ������ã�����Ͻ����ʧ�����ֵΪ4.34�������÷��̵����Ч���ܺã��ܹ��Ƚ���ʵ�ط�ӳʵ�����⡣Ϊ�˻�ø��Ӿ�ȷ�Ľ������ģ�ͽ����ֶ��Ż���ȥ����������B2��C2����ȻBC�������������Ϊɨ���ٶ���ɨ��������ܶȵ�Ӱ���Ǵ��ڽ������õģ���ˣ�����BC����ʵ�������������ʵ��ļӹ������У����ڼ���ʺ�ɨ���ٶȵĵ������ӷ��㣬���ǿ����������������Ͻ���е���Ҫ�ԣ��ֶ���������A2C�����ý����ʧ��ֵΪ5.07��ģ���Ӿ�ȷ������ʱ�õ��Ĺ������ܶȵ��µĻع鷽��Ϊ
K=0.9212+0.024��A-0.0152��B-0.0092��C-
0.008��A��B+0.0121��A��C-0.0021��B��C+
0.0171��A2-0.0044��A2��C (4)
�����Ͻ������ϲв�����Լ����ݵ�ķֲ����ɴӸ���ֱ�۵ĽǶȶ����õ����ܶȻع鷽�̽��м��飬ͨ���в����̬���ʷֲ�ͼ(��ͼ5)���Կ���������ɢ��������Եطֲ���ֱ����Χ����ˣ�������Ϊ�в�ķֲ����Ʒ�����̬�ֲ���ͨ��������߶����ܶȵ�Ԥ��ֵ��ʵ���ʵ��ֵ���жԱ�(��ͼ6)���Կ���������֮���ƫ���С���ֲ�ͼ�ϵĵ���Ƴ�һ��ֱ�߷ֲ������һ����������Ͻ��������ʵ��Ҫ��ģ����õ��Ļع鷽�̵Ŀ��ŶȽϸߡ�

ͼ5 �в���̬���ʷֲ�ͼ
Fig. 5 Probability distribution of residual

ͼ6 ���ܶȵ�Ԥ��ֵ��ʵ��ֵ�ıȽ�
Fig. 6 Comparison of predicted and actual values of relative density
Ϊ�˵õ����ߵ�CoCrMo�Ͻ�������ܶȣ�������ʵ����������Ż���ͨ��ǰ���������������۷�����֪ɨ����ԽС�����ܶ�Խ�ߣ����˹��̱��뿼����Ӧ����Ӱ�죬�����۵�����ʲ��ܹ��ߣ��������������Һ�Σ���������ۼ��������ڸ������ܶȺͱ�����ò����ʵ����ͨ������õ�ɨ����Ϊ0.06 mmʱ���۵������ԼΪ42.5%����Χ���ˣ���ˣ������ڴ˻����Ͻ����Ż�����ϻع鷽�̣�ѡȡɨ����Ϊ0.06 mm���ڴ˲����������ظı伤��ʺ�ɨ���ٶȣ�̽����ʱ���ܶȵı仯���ơ�ͨ����Ӧ����������������Եؿ���ͨ��������ѡ�������Χ���������ܶȿ��Դﵽ98%���ϣ���ͼ7��ʾ��ͬ����ѡȡɨ���ٶȻ��Ϊһ�̶�ֵʱ��ͨ���ı���������������Ȼ���Ի�ýϸߵij������ܶȣ���Ҳ��֤���ڳ�����������֮��Ľ��������Dz��ɺ��Եģ��κ�һ�����ص������仯�����Զ����ܶȲ����ϴ��Ӱ�졣
ͨ���Ը�����ˮƽ֮���γɵ���Ӧ������з���������ֱ������ά�����ϻ�����ص���Ӧֵ�Լ��ò���������õ����ܶȣ�Ϊ�˴ﵽ����Ŀ�ģ���ø��ߵij������ܶȣ���Ҫ����Ӧ��������Ż�������ѡȡ���ܶ�Ϊ�Ż����ӣ���ʵ�������Χ�ڶ�ͼ7����ʾ����Ӧ�������Ѱ�ţ��Ż������ͼ8��ʾ�����յõ������ü����Ϊ168 W��ɨ���ٶ�Ϊ550 mm/s��ɨ����Ϊ0.06 mmʱ����ʹ�������ܶȴﵽ98.6%����ͨ�����յõ���֤��
2.1.3 ����֯�۲�

ͼ7 SLM����CoCrMo�Ͻ�������ܶȵ���Ӧ����
Fig. 7 Response surface of relative density of SLM CoCrMo alloy

ͼ8 SLM����CoCrMo�Ͻ����ܶȲ����Ż����
Fig. 8 Optimization results of relative density parameters of SLM CoCrMo alloy

ͼ9 SLM����CoCrMo�Ͻ������֯
Fig. 9 Microstructures of SLM CoCrMo alloy
ͨ�����������۲���ͼ�������ò�Լ�������ò����ͼ9��ʾ����ͼ9���Կ�����SLM���ͼ�����CoCrMo�Ͻ���֯�ṹ���ȣ������֮�������ܣ����п����ڳ��ͼ�������Կ������ڵ��۵����ߵ��в�������ͬһ�۵���Ҳ������������������ڲ����ڲ��������������ɨ�跽ʽ����������ɨ���N+1��ʱ��ɨ����ǡ�ô��ڵ�N��������۵�֮�䡣ͬʱ�����ڼӹ������е�������ػᵼ��ͬһ��IJ�ͬ������Ͳ��ͬ���£���Ҳ��ʹ�ó����۵���ƽ�����������Ͽ��������۵����۵�֮�䡢�����֮���ۺ��ߴ�ӽ��ܣ���ʪЧ�����á�
2.2 ��ʴ���ܷ���
���Ż���Ĺ��ղ����³������ܶȵ�CoCrMo�Ͻ����������Ƚ����������Ը�ʴʵ�飬ÿ�������ⶨ3�Σ��۲쿪·��λ��ʱ��ı仯������ʱ������ƣ���λֵ�������ȶ���1 h��õ�SLM����CoCrMo�Ͻ������Ŀ�·��λֵ���4���С�Ȼ������������������ƶ�����λ�������ߣ�ʵ������������£���������Ϊ�Զ�������ʱ������Ϊ5 s��ɨ���ٶ�Ϊ5 mV/s����λ��Χ��Ϊ-1.0~1.0 V�����������ͼ10��ʾ����ͼ10�ɿ��������������������ԣ��������ƶ����ߵı仯���ƣ�����ʵ�����Ŀ�ѧ�ԡ�
�ڸ�ʴ�����У���ʴ��ϵ���е绯ѧ��Ӧʱ��������Ӧ�ĵ����ܶ���Ja��ʾ��������Ӧ���ٶ���Jk��ʾ������ϵ�ﵽ�ȶ�ʱ�����������Ը�ʴ״̬��Ja=Jk=Jcorr(JcorrΪ��ʴ�����ܶ�)����ϵ�����о��ĵ������ۣ������ȶ���λ�ա����ݷ����ڶ��ɣ����ڵ������У������ϻ�ԭ����������������ͨ���ĵ���ǿ�Ⱥ�ͨ��ʱ������ȣ���ˣ���������������Ӧ�ĵ����ܶȴ�����������Ӧ�ĸ�ʴ�ٶȣ��������Ը�ʴ״̬�ĸ�ʴ�����ܶȼ������˽����ĸ�ʴ�ٶȡ�
���õ绯ѧ����վ�����߷��������Լ������߲��������������������ⶨ��ʴ����ֵ�����㸯ʴ�����ܶȣ����õ����ݽ�����4���С��������CoCrMo�Ͻ���ͬŨ����Һ�еĿ�·��λһ��Ϊ-600~-400 mV����ʴ�����ܶȴ�ԼΪ60 ��A/cm2[21]����ϱ������ݿ��Կ���������ͬ�����£�SLM����CoCrMo�Ͻ�Ŀ�·��λ�������CoCrMo�Ͻ���Ȳ�ֵ�����ԣ���ǰ�ߵĸ�ʴ�����ܶ�С�ں��ߵģ������SLM����CoCrMo�Ͻ���и��õ���ʴ���ܣ���������ҽ��ֲ����Ҫ������ǰ��������������ݽ��жԱȿ��Եó��������˻����������ĸ�ʴ�����ܶȼ�С�������������˻��������У����ͼ��ڲ�����ϸ������֯���Ӿ��ȣ�������ƽ�⣬�����˳�����������������Ӧ����ʹ�������������ܵõ��˸��ƣ�Ҳ��һ���������ȴ������տ������SLM����CoCrMo�Ͻ����ʴ���ܡ�

ͼ10 SLM����CoCrMo�Ͻ�����
Fig. 10 Polarization curves of SLM CoCrMo alloy
��4 SLM����CoCrMo�Ͻ����ƶ����߲������
Table 4 Measured results of Tafel curves of SLM CoCrMo alloy

3 ����
1) ����ʡ�ɨ���ٶȺ�ɨ�����SLM�������ܶ�����ҪӰ�죬�Ҹ�����֮����ڽ������ã�ͨ����������ϵõ������ܶȻع鷽�̿��Ŷȸߣ��������Ϊ168 W��ɨ���ٶ�Ϊ550 mm/s��ɨ����Ϊ0.06 mmʱ�����͵�CoCrMo�Ͻ����ܶȿ��Դﵽ98.6%��
2) ���Ż��Ĺ��ղ����£�SLM����CoCrMo�Ͻ������֯���ȣ��۵�������ܣ��������õ���֯�ṹ��
3) ��ģ��������Һ�����У�SLM����CoCrMo�Ͻ�ĵ绯ѧ�������죬�����������ͣ���ʴ�����ܶ�ֵС�������CoCrMo�Ͻ�ģ����ֳ���ǿ����ʴ���ܡ�
4) �ȴ������տ��Ը���SLM����CoCrMo�Ͻ����ʴ�ԣ���ģ��������Һ�����У������˻����ij��ͼ��ĸ�ʴ�����ܶȽ�Ϊ20.86 ��A/cm2����δ���ȴ���֮ǰ��ȣ���ʴ���������һ����
REFERENCES
[1] ����ǿ, �� ��, ��ΰ��. �������ѡ�������ۻ�ֱ�ӳ��ͼ����о���չ[J]. �й�����, 2011, 38(6): 0601007.
YANG Yong-qiang, WANG Di, WU Wei-hui. Research progress of direct manufacturing of metal parts by selective laser melting [J]. Chinese Journal of Lasers, 2011, 38(6): 0601007.
[2] �պ���, ξ����, ��ΰ, ����ޱ, ������, �� ��, �� ��, �� ��, ����־. ������ٳ��μ����½�չ�����ڸ����ܲ��ϼӹ��е�Ӧ��[J]. �й���ɫ����ѧ��, 2013, 23(6): 1567-1574.
SU Hai-jun, WEI Kai-chen, GUO Wei, MA Ling-wei, YU Rui-long, ZHANG Bing, ZHANG Jun, LIU Lin, FU Heng-zhi. New development of laser rapid forming and its application in high performance materials processing[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(6): 1567-1574.
[3] ������, ����ǿ, �����, ������. 316L����ַ�ĩѡ�������ۻ��������ܻ��о�[J]. ���⼼��, 2010, 34(4): 443-446.
SUN Ting-ting, YANG Yong-qiang, SU Xu-bin, GUO Ming-hua. Research on densification of 316L stainless steel powder in selective laser melting process[J]. Laser Technology, 2010, 34(4): 443-446.
[4] �� Ȼ, ����Ⱥ, ��־��. ����ˮƽ���Ŀ��ٳ��ͼ�������ȱ�����е�Ӧ��[J]. �й�����ҽѧ����ѧ��, 2013, 32(3): 373-377.
ZHANG Ran, ZHANG Zi-qun, SONG Zhi-jian. The repair of skull defect applying rapid prototyping based on level set[J]. Chinese Journal of Biomedical Engineering, 2013, 32(3): 373-377.
[5] SU Xu-bin, YANG Yong-qiang, YU Peng, SUN Jian-feng. Development of porous medical implant scaffolds via laser additive manufacturing[J]. Transactions of Nonferrous Metals Society of China, 2012, 22(S1): s181-s187.
[6] SIMS C T, STOLOFF N S, HAGEL W C. Superalloys ��[M]. New York: Willey, 1987: 135-163.
[7] JOHN A D, RICHARD L K, ROBERT P. Cobalt base alloys for biomedical applications[M]. West Conshohocken: Astm International, 1999: 15-20.
[8] DAVIS J R. ASM specialty handbook: nickel, cobalt, and their alloys[M]. ASM International Materials Park: The Materials Information Society, 1997: 653-654.
[9] NIINOMI M. Metals for biomedical devices[M]. Oxford: Woodhead publishing In Materials, 2010: 355-378.
[10] XIN Xian-zhen, XIANG Nan, CHEN Jie, XU Dan, WEI Bin. Corrosion characteristics of a selective laser melted Co-Cr dental alloy under physiological conditions[J]. Journal of Materials Science, 2012, 47(12): 4813-4820.
[11] VANDENBROUCKE B, KRUTH J P. Selective laser melting of biocompatible metals for rapid manufacturing of medical parts[J]. Rapid Prototyping Journal, 2007, 13(4): 196-203.
[12] TAKAICHI A, SUYALATU, NAKAMOTO T, JOKO N, NOMURA N, TSUTSUMI Y, MIGITA S, DOI H, KUROSU S, CHIBA A, WAKABAYASHI N, IGARASHI Y, HANAWA T. Microstructures and mechanical properties of Co-29Cr-6Mo alloy fabricated by selective laser melting process for dental applications[J]. Journal of the Mechanical Behavior of Biomedical Materials, 2013, 21: 67-76.
[13] MARECI D, SUTIMAN D, CAILEAN A,BOLAT G. Comparative corrosion study of Ag-Pd and Co-Cr alloys used in dental applications[J]. Bulletin of Materials Science, 2010, 33(4): 491-500.
[14] AVERYANOVA M, BERTRAND P, VERQUIN B. Manufacture of Co-Cr dental crowns and bridges by selective laser melting technology[J]. Virtual and Physical Prototyping, 2011, 6(3): 179-185.
[15] JEVREMOVIC D, PUSKAR T, KOSEC B, VUKELIC D, BUDAK I, ALEKSANDROVIC S, EGBEER D, WILLIAMS R. The analysis of the mechanical properties of F75 Co-Cr alloy for use in selective laser melting (SLM) manufacturing of removable partial dentures (RPD)[J]. Metallurgija, 2012, 51: 171-174.
[16] �� ��, ����ǿ, ��ΰ��. ���˼���ѡ���ۻ�316L����ֹ����Ż�[J]. �й�����, 2009, 36(12): 3233-3239.
WANG Di, YANG Yong-qiang, WU Wei-hui. Process optimization for 316L stainless steel by fiber laser selective melting[J]. Chinese Journal of Laser, 2009, 36(12): 3233-3239.
[17] MORGAN R, SUTCLIFFE C J, O��NEILL W. Density analysis of direct metal laser re-melted 316L stainless steel cubic primitives[J]. Journal of Materials Science, 2004, 39: 1195-1205.
[18] MUMTA K A, ERASENTHIRAN P, HOPKINSON N. High density selective laser melting of Waspaloy[J]. Journal of Materials Processing Technology, 2008, 195: 77-87.
[19] ZHANG Xin, LI Yong-jun, ZHANG Kui, WANG Chang-shun, LI Hong-wei, MA Ming-long, ZHANG Bao-dong. Corrosion and electrochemical behavior of Mg-Y alloys in 3.5%NaCl solution[J]. Transactions of Nonferrous Metals Society of China, 2013, 23(5): 1226-1236.
[20] �� ��, ̷����, �� ��, ֣ ��. ͭ��MBT��HQ�ۻ��������� 3.5%NaCl��Һ�еĵ绯ѧ��Ϊ[J]. �й���ɫ����ѧ��, 2013, 23(5): 1388-1395.
HE Tian, TAN Cheng-yu, TANG Juan, ZHENG Yong. Electrochemical behavior of copper passivated by MBT and HQ in 3.5%NaCl solution[J]. The Chinese Journal of Nonferrous Metals, 2013, 23(5): 1388-1395.
[21] �� ұ. ������ٳ����ܸ��Ͻ��е���ܼ���ʴ���о�[D]. ����: ���ľ�ҽ��ѧ, 2010: 38-46.
LIU Ye. A study on mechanical property and corrosion characteristics of Co-Cr alloy fabricated by laser rapid forming method[D]. Xi��an: The Fourth Military Medical University, 2010: 38-46.
(�༭ ����)
������Ŀ��������Ȼ��ѧ��������ר��(81327001)��������Ȼ��ѧ����������Ŀ(51275179)���㶫ʡ����Ƽ�������Ŀ(2012B050100013)
�ո����ڣ�2014-03-04�������ڣ�2014-07-07
ͨ�����ߣ�����ǿ�����ڣ���ʿ���绰��020-87111036��E-mail: meyqyang@scut.edu.cn

