网络首发时间: 2015-11-25 16:44
稀有金属 2016,40(09),872-876 DOI:10.13373/j.cnki.cjrm.XY15040203
AZ31B镁合金/镀锌钢板电阻点焊接头熔核化合物分析
郑森 程东海 陈益平 胡德安
南昌航空大学航空制造工程学院
摘 要:
镁合金具有质量轻、拉伸强度高和减振能力强的优点,钢一直在制造业中占主导地位。镁钢异种材料的连接,可以实现汽车构件的轻量化设计,对节能减排有着重要的积极意义。采用KDWJ-17型三相次级整流电阻焊机对2.0 mm厚的AZ31B镁合金和1.0 mm厚的SPHC镀锌钢板进行电阻点焊焊接试验,利用QUANTA200型扫描电子显微镜(SEM)分析接头各区域的组织结构和成分分布,并对接头化合物做热力学分析,研究AZ31B镁合金和SPHC镀锌钢点焊接头中心界面化合物的形成机制。研究结果表明:接头处Fe_2Al_5化合物是形成高强度镁合金与镀锌钢板电阻点焊接头的主要原因;结合Fe-Al二元相图和热力学分析计算,在镁合金和镀锌钢板电阻点焊接头中,Fe_2Al_5在可直接生成的Fe-Al系化合物中为接头相结构的最有利生成相;Fe_2Al_5的结构单元总成键能力在Fe-Al系化合物中其化合物保持自身结构稳定性的能力最强。
关键词:
电阻点焊 ;接头形成机制 ;热力学 ;
中图分类号: TG453.9
作者简介: 郑森(1989-),男,江西上饶人,硕士,研究方向:材料工程;E-mail:zhengsen2012@yeah.net;; 程东海,副教授;电话:18170069935;E-mail:70269@nchu.edu.cn;
收稿日期: 2015-04-15
基金: 国家自然科学基金项目(51465042)资助;
Analysis of Compounds in Joint Core by Resistance Spot of AZ31B Magnesium Alloy and SPHC Galvanized Steel
Zheng Sen Cheng Donghai Chen Yiping Hu Dean
College of Aeronautical Manufacturing Technology,Nanchang Hangkong University
Abstract:
Magnesium alloy has the advantages of light weight,high tensile strength and strong damping ability. Steel has the dominant position in the manufacturing industry. The connecting of magnesium and steel has positive significance in lightweight design of automotive components and energy conservation. 2. 0 mm thick of AZ31 B and 1. 0 mm thick of SPHC were welded by KDWJ-17 threephase secondary rectification resistance welding machine for welding test. Scanning electron microscopy( SEM) was used to analyze organizational structure and distribution of composition of the joints,and the thermodynamics of compounds were analyzed to research the mechanism of formation of the compounds. The results showed that Fe_2Al_5 compound at the interface was the main reason to form a high-strength welding joints of magnesium alloy and galvanized steel by resistance spot. Combined with binary phase diagram and calculation of thermodynamic of Fe-Al,Fe_2Al_5 was the most favorable phase to generate in the compounds of Fe-Al in resistance spot welding joint of magnesium alloy and galvanized steel. Fe_2Al_5 had the strongest ability to maintain its structural stability in compounds of Fe-Al.
Keyword:
resistance spot; joint formation mechanism; thermodynamics;
Received: 2015-04-15
镁合金因具有质量轻、拉伸强度高和减振能力强等优点已吸引航空航天、汽车等许多领域的关注,钢一直在制造业中占主导地位,实现镁/钢异种材料的有效连接能充分发挥两种材料的固有性能,实现构件的轻量化设计,对汽车、航空航天等现代工业的节能减排有着重要的积极意义
[1 ,2 ,3 ]
。镁钢两种材料在物理、化学性能上有很大的差异,从而造成它们在液态下极难互溶,难以发生相互扩散,且Fe,Mg又不反应生成金属间化合物,因而难以形成焊接接头。目前镁合金和钢异种材料焊接方法主要有激光-电弧复合热源焊、激光深熔钎焊、真空扩散焊、扩散钎焊、搅拌摩擦焊、搅拌摩擦点焊、超声波焊及电阻点焊,但因本身接头强度不高或者因生成Mg O,Zn O,Fe2 O3 和Al2 O3 等金属氧化物导致接头强度不高而不能满足实际生产需求
[4 ,5 ,6 ,7 ,8 ,9 ,10 ,11 ,12 ]
。
在前期的焊接中,镁合金与镀锌钢板的电阻点焊形成了组织和力学性能良好的焊接接头
[13 ,14 ]
。目前关于镁合金/镀锌钢异种材料电阻点焊接头形成机制的研究报道并不多见,对其点焊接头化合物的研究几乎没有,因此,本文拟以镁合金和镀锌钢板为研究对象,对其点焊接头形成机制及接头化合物进行分析和研究。
1 实验
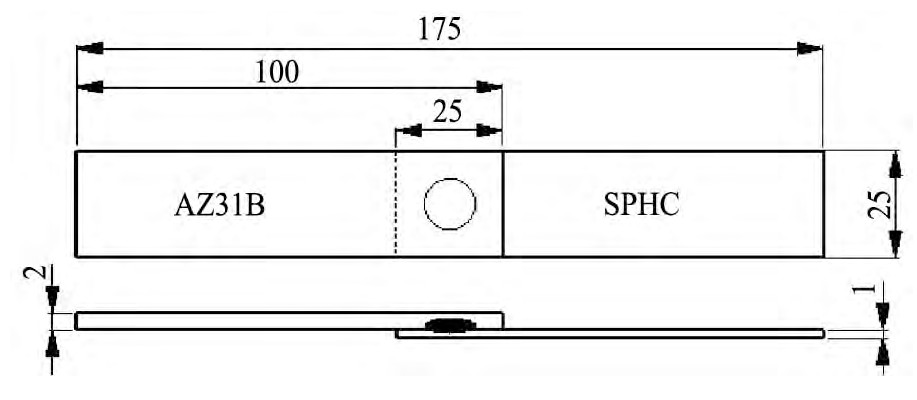
采用KDWJ-17型三相次级整流电阻焊机对2 mm厚的AZ31B镁合金以及1 mm厚的SPHC镀锌钢板进行焊接试验,AZ31B镁合金化学成分如表1所示。镁合金侧电极的球面半径为200 mm,端面直径为Φ20 mm,钢侧选用平面电极,端面直径为Φ20 mm。母材尺寸为100 mm×25 mm(长×宽),搭接长度为25 mm,如图1所示。
采用WDW-100型电子万能拉伸机对在相同参数下的镁合金/镀锌钢异种材料点焊接头进行拉伸试验,拉伸机的拉伸速度为设定1 mm・min-1 。试样经切割、镶嵌、磨制、机械抛光后,试样采用4%的硝酸酒精溶液进行腐蚀。采用LEICA DMIRM的金相显微镜(OM)和QUANTA200型扫描电子显微镜(SEM)分析接头各区域的显微组织、断口的形貌特征;借助扫描电子显微镜能谱分析(EDS)对不同区域进行能谱扫描以确定点焊接头不同区域的元素的成分和含量。
图1 焊件试样示意图Fig.1 Schematic diagram of weldment(mm)
表1 AZ31B镁合金化学成分含量Table 1 Main chemical composition of AZ31B(%,mass fraction) 下载原图
表1 AZ31B镁合金化学成分含量Table 1 Main chemical composition of AZ31B(%,mass fraction)
2 结果与讨论
2.1 接头组织
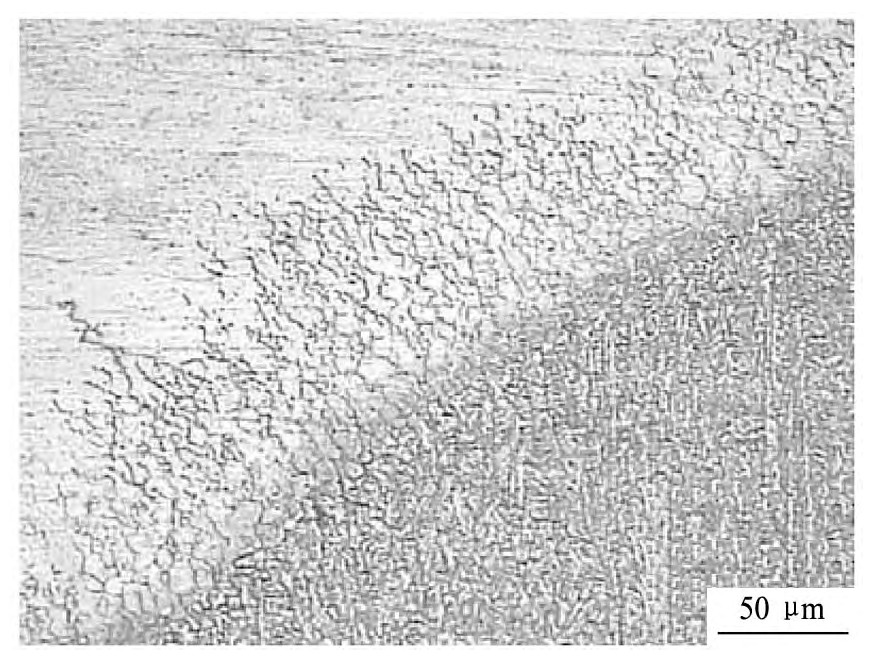
试验中最佳工艺参数为T=8周波(0.16 s),I=32 k A,p=7 k N,拉剪力达到最大值6.97 k N。图2为最佳工艺参数下镁合金侧接头熔核区,镁合金侧接头熔核组织主要由柱状晶和等轴晶组成。晶粒致密度高,在界面结合处结合紧密,能形成好的力学性能。试验结果表明在最佳工艺参数下接头组织良好。
2.2 接头化合物成分分析
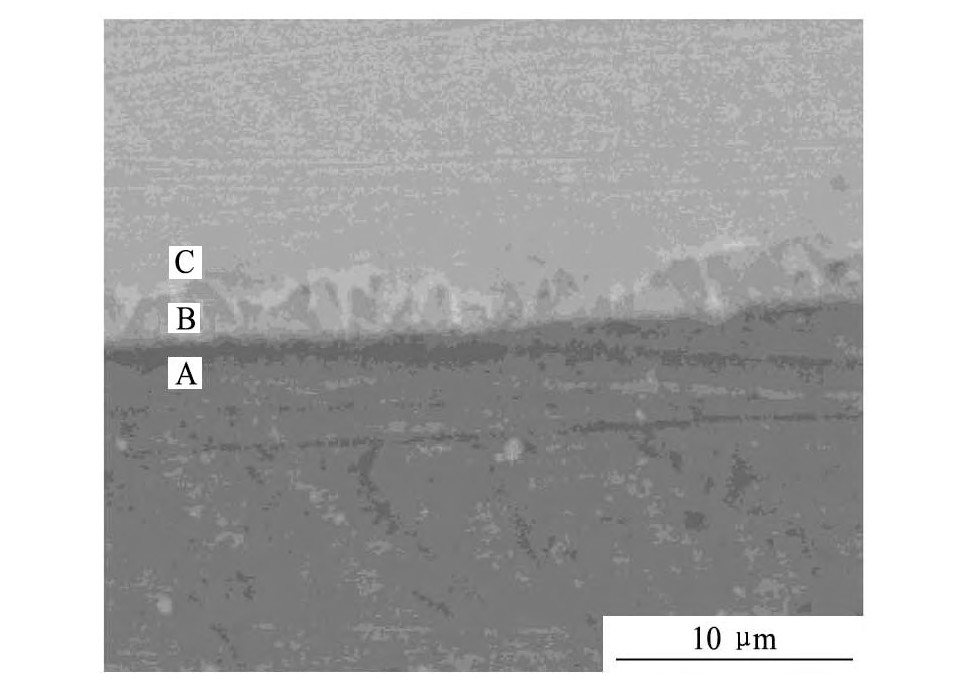
图3为在最佳工艺参数下形成的良好接头的界面中心处,其中区域A为镁合金侧,区域B为接头金属间化合物,区域C为镀锌钢板侧。区域B处的金属间化合物是接头强度高的主要原因。对接头界面中心区域B处进行元素扫描,主要存在Fe,Al元素,并发现少量Mg,Zn元素。
锌的熔点是熔点为419.5℃,镁的熔点是649℃。通过查Mg-Zn二元合金相图可以得出,稳定存在的Mg-Zn二元合金有Mg Zn,Mg2 Zn9 ,Mg Zn2 ,Mg2 Zn11 以及只有在很窄温度区域内稳定的Mg51 Zn20 ,这些Mg-Zn化合物皆为低熔点化合物。在电阻点焊焊接时,镁与锌反应生成Mg-Zn低熔点共晶产物,该反应能破坏镁合金表面的氧化膜,在电极压力的作用下,液态的锌和Mg-Zn低熔点共晶反应物连同破碎的氧化物薄膜一起被挤出焊接的中心,并填满由于焊接变形引起的间隙,使反应界面密封,形成了无氧的条件。因此,在焊接接头的中心界面只能观察到少量Mg,Zn元素的存在。
图2 镁合金侧接头形貌Fig.2 OM image of joint of magnesium alloy side
图3 接头中心化合物区域显微形貌Fig.3 SEM image of microstructure of joint's center compound area
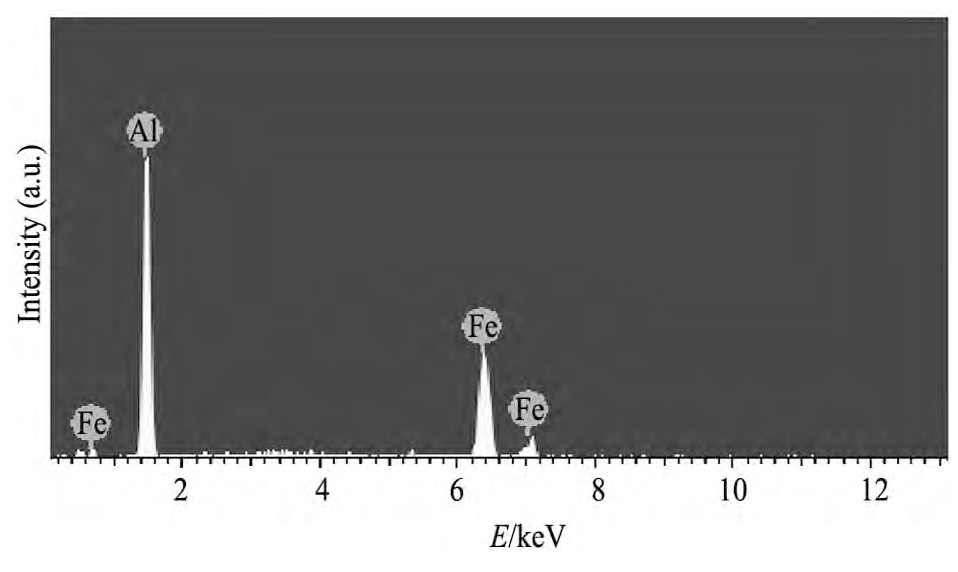
通过SEM放大图3中区域B处镁钢中心界面处的化合物层,图4所示为扫描结果。通过对化合物层中的B点进行成分分析,Al元素的含量为64.41%(原子分数),46.65%(质量分数),Fe元素的含量为29.27%(原子分数),43.97%(质量分数),其他元素为6.27%(原子分数)。Fe和Al的原子比接近Fe2 Al5 中Fe和Al的原子比。结合AlFe相图以及化合物中的Fe,Al元素分布成分的分析结果,推出金属间化合物为Fe2 Al5 。
2.3 接头中心化合物热力学分析
液态的锌和Mg-Zn低熔点共晶反应物被电极挤出熔核中心后,界面中心处Fe,Al原子开始大量接触。由Fe-Al二元相图可知Al和Fe能生成的金属间化合物有Fe2 Al5 ,Fe3 Al,Fe Al,Fe Al3 和Fe Al2 。而实际的焊接过程中,通过SEM扫描分析得出的化合物为Fe2 Al5 。为进一步分析接头化合物的存在形式,对其进行热力学以及成键能力的计算。
图4 界面反应物层扫描结果Fig.4 EDS result of interfacial reaction layer
m,n为结构式Am Bn 中A和B的原子数;EA ,EB 为单质A,B的结合能;EC 为化合物Am Bn 的结合能;ΔH为单质A,B形成化合物Am Bn 的形成焓。
根据热力学条件
[15 ]
,合金在平衡状态下存在的相的状态是系统吉布斯自由能最低的状态。元素A和B通过反应生成金属间化合物Ax By 的生成焓或形成自由能越小越容易先析出,且必须小于零。根据固体与分子经验电子理论(EET)计算出化合物的生成焓ΔH,表2中为Fe-Al系金属化合物的键能,晶体结合能以及计算出来的焓ΔH
[15 ]
。
Fe元素和Al元素在温度的作用下发生相互扩散并反应。由Al和Fe直接生成的金属间化合物有Fe2 Al5 ,Fe3 Al,Fe Al和Fe Al3 ,Fe Al2 则需要以Fe2 Al5 作为中间产物。
如表2所示,在所有的Fe-Al系能直接生成的金属间化合物中,Fe2 Al5 的摩尔形成焓最小,即热力学条件最有利的相将最先形成,因此界面处会出现Fe2 Al5 层。因为Fe2 Al5 和Fe Al3 焓相差的不是很大,在近Mg侧Fe2 Al5 会与量多的Al元素反应,推测可能将会出现少量的Fe Al3 层,因实际焊接中,电阻点焊焊接时间短,化合物层厚度较小,加之观察条件有限,没有发现Fe Al3 。
表2 Fe-Al系化合物的晶体结合能和计算焓Table 2Crystal binding energy and enthalpy of Fe-Al compound 下载原图
表2 Fe-Al系化合物的晶体结合能和计算焓Table 2Crystal binding energy and enthalpy of Fe-Al compound
晶体的稳定性是指在温度、压力及化学介质等条件改变时晶体保持自身结构稳定不变的能力。晶体的稳定性越好,适应外界环境变化的能力越强,晶体结构被破坏的程度越难,相结构越不容易被拆分。F为结构单元总成键能力
[16 ]
,晶体的稳定性与结构单元总成键能力有关,成键能力愈强,相的稳定性愈强。表3为各相结构总成键能力值。
式中:nα 为原子与原子所成的键上的共价电子对数;fα 为构成该键的两个原子的成键能力;Iα 为该键的等同键数。
表3 Fe-Al结构单元总成键能力Table 3 Total bond energy of Fe-Al structural units 下载原图
表3 Fe-Al结构单元总成键能力Table 3 Total bond energy of Fe-Al structural units
由表3可以看出,在Fe-Al系的5种金属化合物中,Fe2 Al5 的稳定性最强,因此在生成的化合物中,随着焊接后冷却,Fe2 Al5 因有最强的稳定性而在焊接接头中存在。
因此由以上分析可知,化合物Fe2 Al5 为热力学条件最有利生成相,并具有最强的稳定性,从而成为镁合金和镀锌钢板电阻点焊焊接接头中的化合物。这些少量的金属化合物层使得镁合金与钢形成了连接,提高了界面的结合强度。
3 结论
1.Fe与Al在界面处发生反应生成Fe2 Al5 化合物,从而形成高强度的镁合金与镀锌钢板的电阻点焊接头。
2.在镁合金和镀锌钢的电阻点焊中,Fe2 Al5 为最有利生成相,相结构总成键能力值最大为33.834,保持自身结构能力最强。
参考文献
[1] Zhang G H,Zhang P Z,Pan J D.Research and developments of magnesium and magnesium alloys[J].Scientific and Technological Research and Development in the World,2003,25(1):72.(张高会,张平则,潘俊德.镁及镁合金的研究现状与进展[J].世界科技研究与发展,2003,25(1):72.)
[2] Yang S Y,Liu D D.Status and prospect of friction stir welding of magnesium alloys[J].Chinese Journal of Rare Metals,2014,38(5):896.(杨素媛,刘冬冬.镁合金搅拌摩擦焊的研究现状与展望[J].稀有金属,2014,38(5):896.)
[3] Yu K,Li W X,Wang R C.Research,development and application of wrought magnesium alloys[J].Chinese Journal of Nonferrous Metals,2003,13(2):277.(余琨,黎文献,王日初.变形镁合金的研究、开发及应用[J].中国有色金属学报,2003,13(2):277.)
[4] Zhang Z D,Liu L M,Song G.Welding characteristics of AZ31B magnesium alloy using DC-PMIG welding[J].Transactions of Nonferrous Metals Society of China,2013,(2):315.
[5] Qi X D,Song G.Interfacial structure of the joints between magnesium alloy and mild steel with nickel as interlayer by hybrid laser-TIG welding[J].Materials and Design,2010,31(1):605.
[6] Miao Y G,Han D F,Yao J Z,Wang Q.Welding characteristics of laser penetration welding-brazed Mg/steel dissimilar alloys[J].Transactions of the China Welding Institution,2011,32(1):45.(苗玉刚,韩端锋,姚竞争,王庆.镁/钢异种合金激光深熔钎焊工艺特性[J].焊接学报,2011,32(1):45.)
[7] Friedrich H,Schumann S.Research for a“new age of magnesium”in the automotive industry[J].Journal of Materials Processing Technology,2001,117(3):276.
[8] Tan C W,Mei C X,Li L Q,Dai J M,Guo W.Single and dual beam laser welding-brazing characteristics of magnesium/zinc-coated steel dissimilar alloys[J].Chinese Journal of Nonferrous Metals,2012,22(6):1577.(檀财旺,梅长兴,李俐群,戴景民,郭伟.镁/镀锌钢异种合金单、双光束激光熔钎焊特性[J].中国有色金属学报,2012,22(6):1577.)
[9] Huang W Q,Ma L J,Wang X.Welding of magnesium alloy with other metal and alloy[J].Aerospace Materials&Technology,2010,40(4):1.(黄万群,马立军,王新.镁合金和其他金属及合金的焊接[J].宇航材料工艺,2010,40(4):1.)
[10] Chen Y C,Nakata K.Effect of tool geometry on microstructure and mechanical properties of friction stir lap welded magnesium alloy and steel[J].Materials andDesign,2009,30(9):3913.
[11] Jana S,Hovanski Y,Grant G J.Friction stir lap welding of magnesium alloy to steel:a preliminary investigation[J].Metallurgical and Materials Transactions A,2010,41(12):3173.
[12] Wang Y R,Zhang Z D.Defects in joint for resistance spot welding of magnesium alloy[J].Transactions of the China Welding Institution,2006,27(7):9.
[13] Lang B,Sun D Q,Ren Z N,Zhu B Q.Microstructure of magnesium alloy joints in resistant spot welding[J].Transactions of the China Welding Institution,2009,30(10):33.(郎波,孙大千,任振安,朱百庆.镁合金电阻点焊接头组织结构特点[J].焊接学报,2009,30(10):33.)
[14] Chen Y P,Shao J H,Hu D A,Cheng D H.Analysis of microstructure and mechanical properties of dissimilar metal spot welded joint between magnesium alloy and steel[J].Transactions of the China Welding Institution,2013,34(4):101.(陈益平,邵景辉,胡德安,程东海.镁/钢异种材料点焊接头力学性能及显微组织分析[J].焊接学报,2013,34(4):101.)
[15] Jiang S Y.Study on Diffusion-Solution Zones in Al/Fe,Al/Ni and Al/Ti Liquid/Solid Interfaces[D].China University of Petroleum,2010.109.(蒋淑英.Al/Fe,Al/Ni,Al/Ti液/固界面扩散溶解层研究[D].中国石油大学,2010.109.)
[16] Liu Z L,Li Z L,Liu W D.Electronic Structure and Interfacial Properties[M].Beijing:Science Press,2002.149.(刘志林,李志林,刘伟东.界面电子结构与界面性能[M].北京:科学出版社,2002.149.)