Trans. Nonferrous Met. Soc. China 24(2014) 2468-2474
Hot deformation behaviors of 35%SiCp/2024Al metal matrix composites
Shi-ming HAO1,2, Jing-pei XIE3, Ai-qin WANG3, Wen-yan WANG3, Ji-wen LI3, Hao-liang SUN3
1. Physical Engineering College, Zhengzhou University, Zhengzhou 450052, China;
2. School of Physics and Engineering, Henan University of Science and Technology, Luoyang 471023, China;
3. College of Materials Science and Engineering, Henan University of Science and Technology, Luoyang 471023, China
Received 21 September 2013; accepted 5 March 2014
Abstract: The hot deformation behaviors of 35%SiCp/2024 aluminum alloy composites were studied by hot compression tests using Gleeble-1500D thermo-mechanical simulator at temperatures ranging from 350 to 500 ��C under strain rates of 0.01-10 s-1. The true stress-true strain curves were obtained in the tests. Constitutive equation and processing map were established. The results show that the flow stress decreases with the increase of deformation temperature at a constant strain rate, and increases with the increase of strain rate at constant temperature, indicating that composite is a positive strain rate sensitive material. The flow stress behavior of composite during hot compression deformation can be represented by a Zener-Hollomon parameter in the hyperbolic sine form. Its activation energy for hot deformation Q is 225.4 kJ/mol. To demonstrate the potential workability, the stable zones and the instability zones in the processing map were identified and verified through micrographs. Considering processing map and microstructure, the hot deformation should be carried out at the temperature of 500 ��C and the strain rate of 0.1-1 s-1.
Key words: metal matrix composites; constitutive equations; processing map; microstructure; powder metallurgy
1 Introduction
Aluminum matrix composites (AMCs) reinforced with SiCp powder are recognized as important advanced structural materials due to their desirable properties, including high specific stiffness, high specific strength, high-temperature resistance and improved wear resistance [1,2]. However, the workability of the AMCs is greatly restricted by the incompatible deformation of the soft matrix and the hard reinforcements [3,4]. Scholars have done a lot of studies on the deformation behavior of aluminum alloy and low volume fraction SiCp/Al composites [5,6], but those on the medium volume fraction SiCp/Al composites are little. Hot formability studies have revealed that discontinuous reinforced Al matrix composites are more sensitive to processing variables, such as temperature and strain rate, than the unreinforced alloys. This is due to the presence of hard particles in the soft matrix which causes a plastic flow localisation at the particle-matrix interface [7]. Moreover, the stress concentration at the matrix�Cparticle interfaces produces high levels of damages, which include particle fracture and decohesion. For these reasons, the workability of the SiCp reinforced AMCs is very sensitive to processing parameters such as temperature and strain rate, and the processing parameters have to be optimized for each composite system.
In this work, the constitutive flow equations of a powder metallurgy (PM) processed 35%SiCp/2024Al composite (volume fraction) was examined. Based on these experimental data, a set of constitutive equations were established to describe the plastic flow properties. Furthermore, the approach of processing map has been introduced to study the deformation mechanisms and to optimize hot forming process for this material.
2 Experimental
The 35%SiCp/2024Al (volume fraction) composite was produced through the PM route. The 2024Al powders (Al-4.3%Cu-1.4%Mg, mass fraction), with an average diameter of 10 ��m, were blended with a volume fraction of 35% ��-SiC particles (with a nominal size of 7.5 ��m) for 24 h, and subsequently cold compacted.
Then the as-compacted green billet was consolidated by hot-pressing at 580 ��C and a pressure of 75 MPa for 3 h in vacuum.
Cylindrical compressive specimens with 8 mm in diameter and 12 mm in height were machined from those hot-pressing-sintered billets. Uniaxial compression tests were conducted in the temperature range of 350-500 ��C and the strain rate range of 0.01-10 s-1, utilizing Gleeble1500D to achieve isothermal constant strain rate deformation. In experimental process, the micro- processor of Gleeble collected the data automatically and obtained true stress�Cstrain curves using standard equations. The deformed samples were prepared for metallographic examination using standard technique and were observed under a scanning electron microscope (SEM) and an optical microscope(OM) to observe the morphological changes occurring under different deformation conditions.
3 Results and discussion
3.1 Initial microstructure evolution
The original microstructures of the hot-pressing- sintered and hot deformed samples of 35%SiCp/2024Al composites are shown in Fig. 1. It is obvious that the microstructure of the composite is characterized by clear prior particle boundaries of the Al particles and the SiC particles distribute with clustering in some locations in Fig. 1(a). Figure 1(b) presents the typical microstructure of the hot deformed composites sample. It is clear that the original microstructures have been replaced by recrystallized structure, which can be attributed to the occurrence of dynamic recrystallization (DRX) [8,9]. In addition, particle distribution becomes uniform.

Fig. 1 OM images of 35%SiCp/2024Al composite
3.2 Flow stress behavior
Typical true stress versus true strain curves obtained by compression tests are shown in Fig. 2. The influence of temperature and strain rate on the flow stress level is observed. All the curves exhibit a peak stress at a certain strain, followed by a dynamic flow softening regime up to the end of straining. The curves are characterized by an initial sharp increase in flow stress up to a maximum, followed by very limited flow softening. At the strain rate of 0.01 s-1, the stress-strain curves are flat. As expected, the flow stress decreases with increasing temperature and decreasing strain rate, the typical behavior of metals deformed in hot working conditions [10].
3.3 Determination of constitutive equations
In hot deformation, the dependence of flow stress on the strain rate and temperature can be expressed as follows [11,12]:
 (1)
(1)
 (2)
(2)
where A is a material constant,  is the strain rate, �� is the flow stress, Q is the apparent activation energy of deformation, R is the gas constant and T is the thermodynamic temperature.
is the strain rate, �� is the flow stress, Q is the apparent activation energy of deformation, R is the gas constant and T is the thermodynamic temperature.
For the low stress level (����<0.8) and high stress level (����>1.2), the values of F(��) are substituted in Eq. (2) and the following relationships can be obtained, respectively:
 ����<0.8 (3)
����<0.8 (3)
 ����<0.8 (4)
����<0.8 (4)
where A1 and A2 are the material constants, which are independent of the deformation temperatures. Natural logarithms are taken at both sides of Eqs. (3) and (4), and the following equations can be obtained:
 (5)
(5)
 (6)
(6)
Then the values of the flow stress and corresponding strain rate are substituted into the Eqs. (5) and (6), and the relationship plots of  -ln�� can be obtained as shown in Fig. 2. And the values of n1 and �� can be obtained from the slopes of these lines, respectively. After the calculation process, the value of ��=��/n1=0.013 MPa-1.
-ln�� can be obtained as shown in Fig. 2. And the values of n1 and �� can be obtained from the slopes of these lines, respectively. After the calculation process, the value of ��=��/n1=0.013 MPa-1.
For all the stress level, Eq. (2) can be represented as follows:
 (7)
(7)
Differentiating Eq. (7), there is
 (8)
(8)
Therefore, by substituting the values of deformation temperatures, strain rates and corresponding stresses into Eq. (8), the relationships of ln[sinh(����)]-1/T and ln[sinh(����)]- can be obtained, as shown in Fig. 4. So, the values of Q can be derived from the slopes of ln[sinh(����)]-1/T and ln[sinh(����)]- plots. Finally, the averaged value of activation energy is 225.4 kJ/mol.
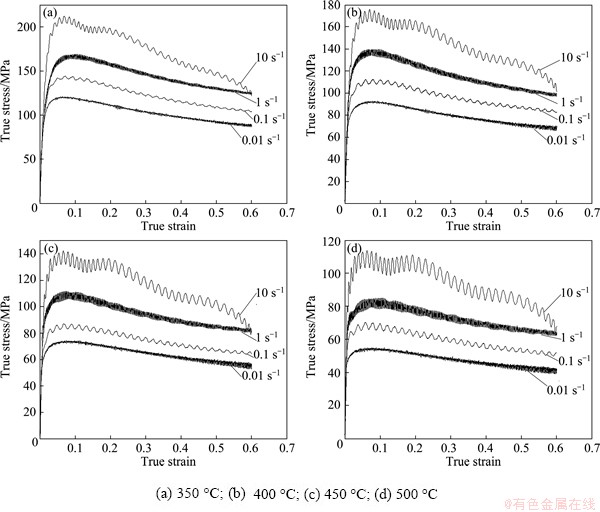
Fig. 2 True stress-true strain curves of composites during hot compression at different strain rates and temperatures
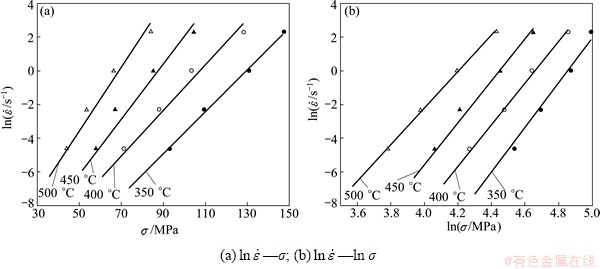
Fig. 3 Effect of strain rate on peak flow stress at various temperatures
For all the stress level, Eq. (1) can be represented as
 (9)
(9)
Taking the logarithm for both sides of Eq. (9) gives
ln Z=ln A+nln[sinh(����)] (10)
Based on the experimental results, the relationship between ln[sinh(����)] and ln Z can be shown in Fig. 4.
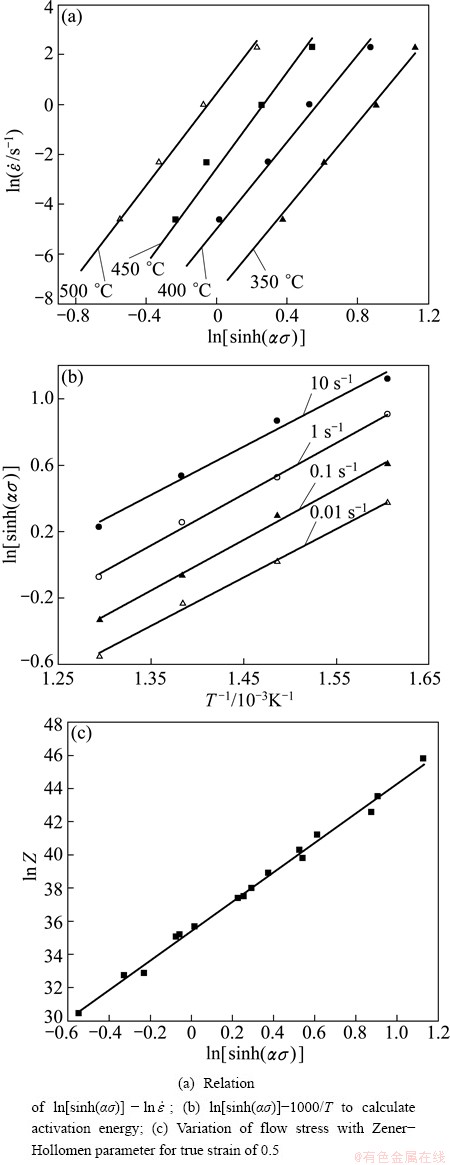
Fig. 4 Calculation of constitutive parameters
Then, the values of ln A and n are the intercept and slope of lnZ-ln[sinh(����)] plot, respectively. So, the value of A can be easily calculated as 2.58��1015. Meanwhile, the value of n can be updated as 9.075.
The activation energy calculated from given compression test data gives information on the micromechanics of deformation at elevated temperatures. It was reported [13] that the value of Q is higher than the activation energy of self-diffusion of Al (142 kJ/mol). High Q value is the result of additional matrix hardening due to the constraints imposed by reinforcements.
3.4 Processing map
The data of high-temperature compression tests were used to construct processing maps. Following the procedure adopted by PRASAD and SESHACHARYULU [14], power dissipation maps were constructed by plotting iso-contours of the dissipation efficiency (h) through metallurgical process, given by h=2m/(m+1), on a two-dimensional plot with log strain rate and temperature as the axes. The h parameter describes the constitutive response of the workpiece in terms of the various microstructural mechanisms that operate in a given range of temperature and strain rate. The power dissipation map may exhibit different domains which may be directly correlated with specific microstructural mechanisms.
The instability criterion was used to identify the regimes of flow instability, i.e., the variation of the instability parameter x, defined as
 (11)
(11)
Figure 5 shows the processing map from compression data at ��=0.5. The contour numbers represent the power dissipation efficiency and the shaded domain indicates the regions of flow instability (negative flow instability parameters). From Fig. 5, it can be seen that the processing map includes two typically stable domains. The first domain occurs in the range of 370-420 ��C for a strain rates of 0.01-10 s-1. The second domain occurs in the temperature range of 350-500 ��C for wide strain rates of 0.15-10 s-1. The maximum efficiency in this domain is 0.18. Microstructure analysis reveals that the original microstructure (Fig. 1(a)) has been replaced by recrystallized structure (Fig. 1(b)). Consequently, this domain can be interpreted to the effect of DRX. Generally, DRX is a beneficial process in hot deformation since it can produce stable flow.
The shaded domain in Fig. 5 represents the instability domain which occurs in the strain rates range of 0.1-0.01 s-1 between temperature ranges of 350-360 ��C and 430-490 ��C. Considering both the power dissipation efficiency and stability, thermal deformation of composite should be conducted at the temperature of 500 ��C with the strain rate of 0.1-1 s-1. Although these maps give the general guidelines, the interpretation of the different domains in the present map will have to be microstructurally validated.
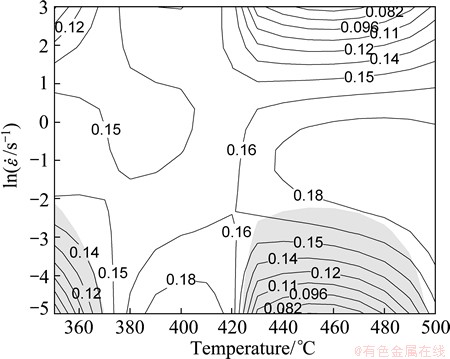
Fig. 5 Deformation processing map at a strain of 0.5
3.5 Microstructure evolution
The flow behaviour of composites is accompanied with their imprint on the morphological changes in the material. The flow stress behaviour of metal matrix composites is governed by two main processes: the transfer of load from the ductile matrix to the hard particles and the microstructural transformations such as recrystallization or damage phenomena; in this case the material can present decohesion at the interfaces between matrix-particles or several particle cracking. When the material is able to dissipate the provided power through the load transfer or through metallurgical transformations it does not reach high levels of damage [15].
The SEM images of the composites deformed at instability domain are shown in Fig. 6. In Fig. 6, the electron micrographs corresponding to 350 and 450 ��C at the strain rate of 0.1 s-1 are shown. The structure in this domain is characterized by particle cracking, voids formation and partially interface debonding due to flow localization shown in Fig. 6(a). The structure is characterized by the presence of many fractured particle in particular at 450 ��C at the strain rate of 0.1 s-1.
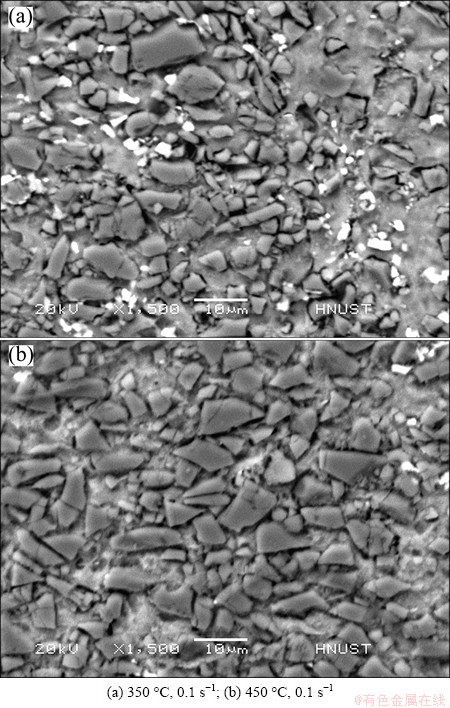
Fig. 6 SEM images showing particle cracking and void formation in deformed composites at following conditions
Figure 7 shows SEM images and optical microscopy image of the composites deformed at stability domain and high power dissipation zone. They are characterized by small voids and few fractures of SiC particles, as shown in Fig. 7(a). There is no cracking at a strain rate of 1 s-1 and at 450 ��C (Fig. 7(b)). In Fig. 7, it can be seen that uniform and small equiaxed grains were formed, which can be attributed to the occurrence of dynamic recrystallization (DRX). Traditionally, DRX is associated with hot working of low-stacking fault energy (SFE) metals which exhibit flow softening after reaching a critical strain. Aluminium is a high-stacking fault energy material and is characterized by easy dislocation climb and cross slip during deformation. However, the added SiC particles affect the density and distribution of dislocations in the matrix, and may influence the driving force for recrystallization. In addition, the accumulation of dislocations in the vicinity of SiC particles may lead to the fact that those regions become sites for recrystallization nucleation [16]. The presence of a large volume fraction of SiC particles in the aluminium matrix shifts the DRX domains to higher strain rates and temperature and also reduces the efficiency of power dissipation.
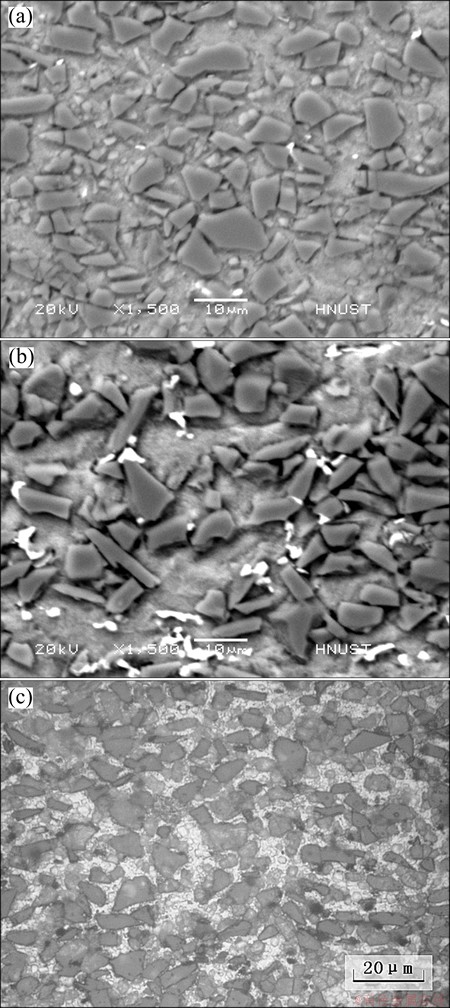
Fig. 7 SEM images of composite deformed under (500 ��C, 0.1 s-1) (a) and (450 ��C, 1 s-1) (b), optical image of composite deformed at (500 ��C, 1 s-1) (c)
4 Conclusions
1) The true stress-true strain curves showed a peak stress at certain strain, after which the softening mechanisms were considered responsible for leveling the curve off. The peak stress level increased with decreasing deformation temperature and increasing strain rate.
2) The flow behaviour described by the hyperbolicsine constitutive equation permits the calculation of an activation energy of 225.4 kJ/mol larger than the activation energy for self-diffusion in Al. The formulated constitutive equations are


3) The processing map was established to evaluate the efficiency of the forging process in the ranges of temperatures and strain rate investigated. The optimal hot deformation conditions were individuated in the temperature and strain rate ranges of 500 ��C and 0.1-1 s-1, respectively.
4) DRX was characterized by reconstitution of the prior particle boundaries and fine grained structure. In instability domain, the microstructures display particle cracking and void formation.
References
[1] TORRALBA J M, da COSTA C E, VELASCO F. P/M aluminum matrix composites: An overview [J]. Journal of Materials Processing Technology, 2003, 133(1): 203-206.
[2] HASSANI A, BAGHERPOOR E, QODS F. Influence of pores on workability of porous Al/SiC composites fabricated through powder metallurgy mechanical alloying [J]. Journal of Alloys and Compounds, 2014, 591: 132-142.
[3] NARAYANASAMY R, RAMESH T, PRABHAKAR M. Effect of particle size of SiC in aluminium matrix on workability and strain hardening behaviour of P/M composite [J]. Materials Science and Engineering A, 2009, 504(1): 13-23.
[4] SOLIMAN M, EL-SABBAGH A, TAHA M, PALKOWSKI H. Hot deformation behavior of 6061 and 7108 Al-SiCp composites [J]. Journal of Materials Engineering and Performance, 2013, 22(5): 1331-1340.
[5] CEPEDA-JIMENEZ C M, RUANO O A, CARSI M, CARRENO F. Study of hot deformation of an Al-Cu-Mg alloy using processing maps and microstructural characterization [J]. Materials Science and Engineering A, 2012, 552: 530-539.
[6] SHAO J C, XIAO B L, WANG Q Z, MA Z Y, LIU Y, YANG K. Constitutive flow behavior and hot workability of powder metallurgy processed 20vol.% SiCP/2024Al composite [J]. Materials Science and Engineering A, 2010, 527(29): 7865-7872.
[7] de SANCTIS A M, EVANGELISTA E, FORCELLESE A, WANG Y Z. Hot formability studies on 359/SiC/20p and their application in forging optimization [J]. Applied Composite Materials, 1996, 3(3): 179-198.
[8] RAJAMUTHAMILSELVAN M, RAMANATHAN S. Hot-working behavior of 7075Al/15%SiCp composites [J]. Materials and Manufacturing Processes, 2012, 27(3): 260-266.
[9] HE X, YU Z, LAI X. A method to predict flow stress considering dynamic recrystallization during hot deformation [J]. Computational Materials Science, 2008, 44(2): 760-764.
[10] RAJAMUTHAMILSELVAN M, RAMANATHAN S, KARTHIKEYAN R. Processing map for hot working of SiCp/7075 Al composites [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(4): 668-674.
[11] LI Hui-zhong, WEI Xiao-yan, OUYANG Jie, JIANG Jun, LI Yi. Hot deformation behavior of extruded AZ80 magnesium alloy [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(11): 3180-3185.
[12] REZAEI ASHTIANI H R, PARSA M H, BISADI H. Constitutive equations for elevated temperature flow behavior of commercial purity aluminum [J]. Materials Science and Engineering A, 2012, 545: 61-67.
[13] PATEL A, DAS S, PRASAD B K. Compressive deformation behaviour of Al alloy (2014) -10wt.% SiCp composite: Effects of strain rates and temperatures [J]. Materials Science and Engineering A, 2011, 530(15): 225-232.
[14] PRASAD Y, SESHACHARYULU T. Processing maps for hot working of titanium alloys [J]. Materials Science and Engineering A, 1998, 243(1): 82-88.
[15] SPIGARELLI S, CERRI E, CAVALIERE P, EVANGELISTA E. An analysis of hot formability of the 6061+20% Al2O3 composite by means of different stability criteria [J]. Materials Science and Engineering A, 2002, 327(2): 144-154.
[16] GUO Sheng-li, LI De-fu, CHEN Dong, WANG Hao-wei. Characterization of deformation stability of in-situ TiB2/6351 composites during hot compression based on Murty criterion [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(2): 267-275.
35%SiCp/2024A1���ϲ��ϵ��ȱ�����Ϊ
������1,2�����3��������3��������3�������3�������3
1. ֣�ݴ�ѧ ��������ѧԺ��֣�� 450052��
2. ���ϿƼ���ѧ �����빤��ѧԺ������ 471023��
3. ���ϿƼ���ѧ �����빤��ѧԺ������ 471023
ժ Ҫ������Gleeble-1500D��ģ�����������35%SiCp/2024A1���ϲ������¶�350~500 ��C��Ӧ������0.01~10 s-1�������½�����ѹ�����飬�о��ø��ϲ��ϵ��ȱ�����Ϊ���ȼӹ������������ȱ��α������̺ͼӹ�ͼ�����������35%SiCp/2024A1���ϲ��ϵ�����Ӧ�������¶ȵ����߶����ͣ�����Ӧ�����ʵ���������ߣ�˵���ø��ϲ�������Ӧ���������в��ϣ�����ѹ������ʱ������Ӧ���ɲ���Zener-Hollomon������˫��������ʽ���������ڱ�ʵ��������ƽ���ȱ��μ�����Ϊ225.4 kJ/mol��Ϊ��֤ʵ��DZ�ڵĿɼӹ��ԣ��Լӹ�ͼ�е��ȶ�����ʧ�������б�ʶ����ͨ������֯�õ���֤���ۺϿ����ȼӹ�ͼ������֯���õ������¶�500 ��C��Ӧ������ 0.1~1 s-1�Ǹ��ϲ������˵��ȱ���������
�ؼ��ʣ����������ϲ��ϣ��������̣��ӹ�ͼ������֯����ĩұ��
(Edited by Hua YANG)
Foundation item: Project (51371077) supported by the National Natural Science Foundation of China
Corresponding author: Jing-pei XIE; Tel: +86-379-64277396; E-mail: Xiejp@haust.edu.cn
DOI: 10.1016/S1003-6326(14)63372-0

