Microstructure and mechanical property of additively manufactured NiTi alloys: A comparison between selective laser melting and directed energy deposition
来源期刊:中南大学学报(英文版)2021年第4期
论文作者:李瑞迪 郑聃 袁铁锤 熊熠 宋波 汪嘉兴 苏亚东
文章页码:1028 - 1042
Key words:Ni50.8Ti49.2 shape memory alloy; additive manufacturing; selective laser melting; laser directed energy deposition; mechanical properties
Abstract: NiTi shape memory alloy (SMA) with nominal composition of Ni 50.8 at% and Ti 49.2 at% was additively manufactured (AM) by selective laser melting (SLM) and laser directed energy deposition (DED) for a comparison study, with emphasis on its phase composition, microstructure, mechanical property and deformation mechanism. The results show that the yield strength and ductility obtained by SLM are 100 MPa and 8%, respectively, which are remarkably different from DED result with 700 MPa and 2%. The load path of SLM sample presents shape memory effect, corresponding to martensite phase detected by XRD; while the load path of DED presents pseudo-elasticity with austenite phase. In SLM sample, fine grain and hole provide a uniform deformation during tensile test, resulting in a better elongation. Furthermore, the nonequilibrium solidification was studied by a temperature field simulation to understand the difference of the two 3D printing methods. Both temperature gradient G and growth rate R determine the microstructure and phase in the SLM sample and DED sample, which leads to similar grain morphologies because of similar G/R. While higher G×R of SLM leads to a finer grain size in SLM sample, providing enough driving force for martensite transition and subsequently changing texture compared to DED sample.
Cite this article as: ZHENG Dan, LI Rui-di, YUAN Tie-chui, XIONG Yi, SONG Bo, WANG Jia-xing, SU Ya-dong. Microstructure and mechanical property of additively manufactured NiTi alloys: A comparison between selective laser melting and directed energy deposition [J]. Journal of Central South University, 2021, 28(4): 1028-1042. DOI: https://doi.org/10.1007/s11771-021-4677-y.

J. Cent. South Univ. (2021) 28: 1028-1042
DOI: https://doi.org/10.1007/s11771-021-4677-y

ZHENG Dan(郑聃)1, LI Rui-di(李瑞迪)1, YUAN Tie-chui(袁铁锤)1, XIONG Yi(熊熠)1,
SONG Bo(宋波)2, WANG Jia-xing(汪嘉兴)3, SU Ya-dong(苏亚东)3
1. State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China;
2. State Key Laboratory of Materials Processing and Die & Mould Technology, Huazhong University of Science and Technology, Wuhan 430074, China;
3. Shenyang Aircraft Design and Research Institute, Shenyang 110035, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2021
Abstract: NiTi shape memory alloy (SMA) with nominal composition of Ni 50.8 at% and Ti 49.2 at% was additively manufactured (AM) by selective laser melting (SLM) and laser directed energy deposition (DED) for a comparison study, with emphasis on its phase composition, microstructure, mechanical property and deformation mechanism. The results show that the yield strength and ductility obtained by SLM are 100 MPa and 8%, respectively, which are remarkably different from DED result with 700 MPa and 2%. The load path of SLM sample presents shape memory effect, corresponding to martensite phase detected by XRD; while the load path of DED presents pseudo-elasticity with austenite phase. In SLM sample, fine grain and hole provide a uniform deformation during tensile test, resulting in a better elongation. Furthermore, the nonequilibrium solidification was studied by a temperature field simulation to understand the difference of the two 3D printing methods. Both temperature gradient G and growth rate R determine the microstructure and phase in the SLM sample and DED sample, which leads to similar grain morphologies because of similar G/R. While higher G×R of SLM leads to a finer grain size in SLM sample, providing enough driving force for martensite transition and subsequently changing texture compared to DED sample.
Key words: Ni50.8Ti49.2 shape memory alloy; additive manufacturing; selective laser melting; laser directed energy deposition; mechanical properties
Cite this article as: ZHENG Dan, LI Rui-di, YUAN Tie-chui, XIONG Yi, SONG Bo, WANG Jia-xing, SU Ya-dong. Microstructure and mechanical property of additively manufactured NiTi alloys: A comparison between selective laser melting and directed energy deposition [J]. Journal of Central South University, 2021, 28(4): 1028-1042. DOI: https://doi.org/10.1007/s11771-021-4677-y.
1 Introduction
The NiTi shape memory alloy, as a considerably fascinating material characterized by a shape memory effect (SME) and superelasticity (SE), has excellent corrosion resistance, superior abrasion resistance and fatigue resistance, high damping properties, as well as good biocompatibility, which enable it to be widely used in aerospace, biomedical, automotive industry, bridge construction and thermal refrigeration fields [1-3]. Although the mechanical and thermal properties of NiTi SMAs are extremely sensitive to Ni content, it provides a tremendous flexibility to get exactly what is demanded within a far broader range by comparison with traditional materials [3, 4]. However, it is challenging to fabricate ideal NiTi SMAs for application because of difficult smelting, casting and composition control and corresponding forming, machinability and expensive cost [4, 5]. Thus the application of NiTi SMAs is limited to simple tubes, rods, plates and wires rather than complex structural parts, which has become an urgent problem needed to be solved for high-end applications of NiTi SMAs in the future [1, 5]. Fortunately, 3D printing can provide an alternative solution because it can fabricate complex 3D parts based on a computer-controlled translation stage without dies and complicated machine process, thus the design and manufacturing of the NiTi SMAs by 3D printing are now arousing wide interests in academia and industry [3-8]. Selective laser melting, as one of the most sophisticated metal AM routes, is very suitable for NiTi SMAs fabrication [9-11]. With respect to SLM processing parameters, laser power P, the scanning speed v, powder layer thickness t and hatching spacing h are the most critical ones [4]. Those parameters often are combined in one parameter, which is defined as laser energy density E and calculated by equation of E=P/(vht) [12, 13]. HABERLAND et al [4, 5, 14, 15] investigated the relationship between relative density of the as-build NiTi alloy and laser energy density. SAEDI et al [13, 16, 17] systematically studied the microstructure, transformation temperatures and shape memory response of SLM printed Ni50.8Ti49.2 by varying the processing parameters at a constant laser energy density level. YANG et al [18] found that the transformation temperature is dependent on laser power and developed a functional gradient material by adjusting the laser power. WEN et al [19] found SLM printed NiTi bulks with high Ni content tended to be superelastic. Although many researches have been devoted to optimizing SLM of NiTi SMAs [7, 20, 21], the laser power and laser diameter are usually defined within 500 W and 100 μm. By this, a question is raised that how the martensite transformation and property change under a much higher laser diameter and laser power, since the martensite transformation is highly sensitive with thermal process.
Laser-based direct energy deposition (DED), also called laser metal deposition (LMD), laser engineering net shaping (LENS) or laser materials deposition (LMD), is a free form AM technology [22, 23]. It allows much higher laser power and laser beam diameter to fabricate metal 3D bulks than SLM technology and provides tremendous benefits over SLM because it can produce meter-sized parts and is more efficient [24, 25]. Therefore, several investigations have been carried out on NiTi SMAs components by DED technology [23, 26-29]. For example, ABIOYE et al [26] studied DED of NiTi SMAs and fabricated a functionally graded bulk by varying the processing parameters. HAMILTON et al [23, 28] found that both the microstructure and mechanical properties are anisotropic in DED NiTi SMAs and analyzed the thermal-induced martensitic transformation. Despite that the characteristics of these samples are close to SLM [23], few researches were devoted to seeking the difference between SLM and DED. Recently, WANG et al [29] systematically studied additive manufacturing of NiTi SMAs using SLM, DED and SEBM technologies to fabricate pre-mixed NiTi powder and compared the printability of different AM technologies. However, considering that the DED technology allows much higher laser power, larger molten pool dimension than SLM, there is much residual work needed to be done to address the underlying causes of the process differences in performance in laser metallurgy [30, 31].
This study comprehensively investigates the difference of microstructure and mechanical properties of NiTi SMAs bulks between SLM and DED technologies. The defects, texture and phase states were studied to confirm the different mechanical properties in different laser AM technologies. Besides, the temperature field simulation was conducted to study the microstructure difference, in which a new view on the effect of temperature gradient G and growth rate R on microstructure and metallurgical defects of NiTi SMAs was present.
2 Experimental
The alloyed rods (f45 mm×600 mm) with a nominal composition of Ni51Ti were prepared and then they was used for electrode induction melting gas atomization (EIGA) to produce the alloy powder with a nominal composition of Ni50.8Ti49.2 (at%) for SLM and DED printing. The surface morphologies of as-atomized powders are exhibited in Figure 1. The powder with a size distribution of 15-53 μm was selected for SLM while the powder with a size range of 75-150 μm was selected for DED. The SLM experiment was conducted using a NiTi substrate at preheating temperature 150 °C by a FS271 facility (Hunan Farsoon High-Technology Co., Ltd., China), which is equipped with a 500 W Gaussian beam fiber laser with a laser beam diameter of 100 μm. DED processing was carried out at room temperature by using a RC-LDM8060 facility (Zhongkeyuchen, China) equipped with a 2000 W semiconductor fiber laser and a spot diameter of 2 mm. During the 3D printing process, both SLM and DED chambers were protected by Ar atmosphere at optimized parameters, as illustrated in Table 1. And the basis for the selection of fabrication parameters is the relative density (up to 99%). The density of both samples was measured by Archimedes method and relative density is calculated by ρr=ρe/ρt, where the ρr is relative density, ρe is experimental density and ρt is theoretical density of 6.50 g/cm3. The porosity (η) is calculated by η=1-ρr [32].
The cross sections of specimens were cut, ground and polished for metallographic observations, which were conducted by optical microscope (Leica/MeF3A optical microscope, OM). The room temperature phases were identified by X-ray diffraction (XRD) with a Cu K radiation (λ=0.15406 nm, D/max2550, Japan). The microstructures were characterized using scanning electron microscope (SEM, FEI Helios Nanolab 600i). The crystal orientation and grain size analysis were conducted using electron backscatter diffraction (EBSD, FEI NanoLAB, 600i). Tensile samples were carefully cut into a dog-bone shape and then ground and polished with the thickness of the samples of 1 mm. Mechanical properties were measured on a MST Alliance RT machine (MTS systems, Eden Prairie, MN, USA). A strain rate of 1×10-4 s-1 was employed during loading while unloading was performed under force control at a rate of 100 N/s.
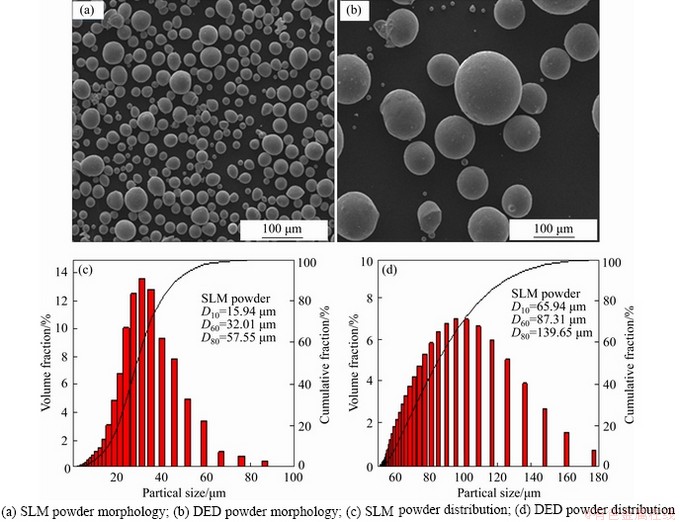
Figure 1 Powder morphologies and distribution:
Table 1 AM fabrication parameters concerning change of laser power

The temperature simulations were conducted to understand the heat and mass transfer phenomenon in both SLM and DED processes. To illustrate the solidification path of NiTi SMAs, the single scanning track model was built and meshed by Gambit software and simulated by ANSYS software. And the important simulation parameters are shown in Table 2 [1].
Table 2 List of simulation parameters [1]

3 Results
Figure 2 shows the stress-strain curves of the as-built bulks fabricated by SLM and DED, respectively. SLM and DED samples present apparent differences under uniaxial tension. From Figure 2(a), it can be found that the DED sample presents a brittle fracture with elongation 2% and ultimate strength 800 MPa, while the SLM sample shows a plastic deformation with a much higher elongation 8% and ultimate strength 800 MPa. More than that, the yield strength of SLM is only 100 MPa compared with DED of 700 MPa, and the ultimate elastic strain of DED is up to 1%. Figure 2(b) shows the stress-strain curves obtained by the cyclic tensile test of DED and SLM samples, which were conducted after a 2% strain and followed by a 1% increase in each cycle. It is clear that the DED sample nearly reverses its initial shape after a 2% strain and shows a pseudo-elasticity; however, the SLM sample is prone to deform plasticly. Moreover, the loading curve and unloading curve are not strictly overlapped, which exhibits stress hysteresis. Furthermore, the hysteresis of SLM sample is higher than that of DED sample.
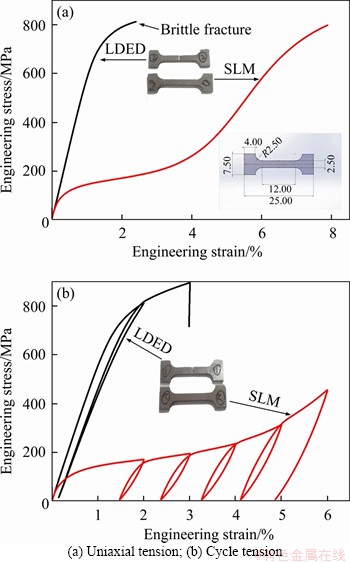
Figure 2 Stress-strain curves of SLM and DED samples:
Figure 3 shows the true stress vs strain curve so as to describe the work hardening index of SLM sample, which is a mathematical calculation of stress-strain curves and follows Eqs. (2)-(5) [32]:
 (2)
(2)
 (3)
(3)
 (4)
(4)
 (5)
(5)

Figure 3 True stain-stress curve (solid line) and work harden index (dash line) of SLM samples (a) and schematic deformation path of NiTi SMAs at different state (b) [33]
where εT is true strain; ε is engineering strain; σT is true strength; σ is engineering stress; K is strength coefficient; n is hardening index.
Generally, the hardening index reflects the ability of uniform plastic deformation of metal and relates to the generation of dislocation [32]. In Figure 3(a), the true stress-strain curve is divided into four stages according to the change trend of hardening index. At the first stage, the hardening index shows no apparent variation, which begins at the end of elastic stage with uniform deformation; the internal cause of this phenomenon is the detwinning of martensite in the matrix. At the second stage, the hardening index increases linearly as the strain rises; the true stress increases exponentially with the true strain, which is caused by the reorientation of detwinning martensite. At the third stage, the hardening index decreases linearly as the strain increases due to the fact that the change trend is similar to the elastic stage, which is called as pseudo-elasticity (PE); actually, it presents a rubber-like behavior and is caused by asymmetric changes of atoms in martensite matrix under stress [1]. After this stage, the sample slip and fracture are similar to the traditional structural materials.
For better understanding the deformation behavior of NiTi SMAs fabricated by traditional methods, Figure 3(b) shows the schematic deformation path of NiTi SMAs at different states with blue line corresponding to the deformation path at martensite state and the red line corresponding to deformation path at austenite state [33]. The yield strength of austenite is much higher than that of martensite, which is because martensite is easier to deform than austenite due to the twinning relationship in martensite matrix, and the stress-induced martensite production requires a greater driving force. The essential difference between the first stage and the second stage is martensite deformation and stress-induced martensite deformation due to different phase states. Finally, the de-twinned martensite elastic deformed and slipped, which result in stage three and four. In this respect, it proves that the SLM sample is prone to martensite deformation and DED sample is prone to austenite deformation; unfortunately, the DED sample shows a brittle fracture.
Figure 4 shows microstructure evolution during deformation behavior of as-printed NiTi tensile samples (the detail mechanical properties were shown in Table 3). The optical images showing polished section of samples before tension are shown in Figure 4(a) (SLM) and Figure 4(b) (DED). At the first glance, it is obvious that both the SLM and DED samples have gas pores in the matrix. The microstructure of SLM printed sample is composed of irregular pores, spherical pores and continuous micropores and pores in the DED sample are mainly composed of spherical pores with an average size that is larger than that in the SLM sample.Figures 4(c) and (d) show surface morphologies of fractured tensile samples near the fractures for SLM and DED specimens, respectively. SLM sample presents a step like morphology, showing characteristic deformation of NiTi SMA at martensite state. Through observing the zoom-in local area in Figure 4(c) (selected area in red frame), it is clear that the step-like structure is composed of corrugated and linear slip bands; both of them are uniformly distributed in the matrix except for the tendency of the corrugated slip bands cutting the linear slip bands in the deformed region (Figure 4(c)). However, in DED sample, there are no significant slip bands due to the brittle fracture (Figure 4(d)). It is interesting that the surface collapse behavior can be clearly observed owing to local deformation, as shown by red frame in Figure 4(d) (Figure 4(f)). Besides, Figure 4(f) also shows wavy slip bands near the fracture, which may be a stabilized martensite structure after deformation. It is worth noting that pores in the matrix is the strong evidence to prove the deformation mode of the material. In SLM samples, the pores have little effect on the fracture; only pores on the boundary of the parallel section of stretched sample have influence on the fracture, as shown by the white arrow in Figure 4(c). While in DED sample, the shape of the hole changes as the material deforms, which limits the uniform deformation in the matrix and results in the brittle fracture.
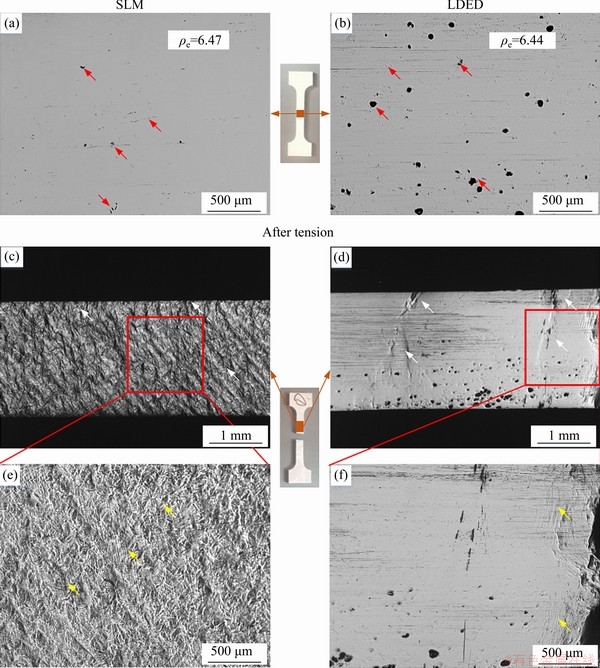
Figure 4 Optical images of polished tensile samples before (a, b) and after tensile fracture (c, d, e, f):
Table 3 Main performance of concerning change of sample
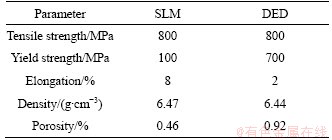
Figure 5 presents the XRD patterns of NiTi alloys at different phase states in SLM, powder and DED sample. It is obviously that SLM sample is in martensite state while the DED sample is in austenite state; interestingly, the initial powder is in austenite state. The XRD results confirm the tensile deformation result that the austenite NiTi has higher yield strength and elastic moduli than martensite NiTi. Moreover, Ni3Ti precipitation, as a strengthening phase in DED sample is observable. It is worth noting that diffraction peaks shift left in all sample compared with the raw powder, especially in SLM sample; According to Bragg diffraction law, the crystal spacing increased; which it might be caused by the evaporation of Ni because the atom radius of Ni atom is smaller than that of Ti atom [13].

Figure 5 XRD patterns of NiTi alloys of SLM sample, powder and DED sample
Figure 6 shows EBSD maps of SLM sample and DED sample at the plane perpendicular to building direction. Figure 6(a) depicts grain orientation maps of SLM sample with clear grain morphology and size; grains with the same color in the figure have the same orientation. In Figure 6(a), a scanning track is clearly observed and the width of scanning track is equal to hatching spacing. The columnar crystals grow perpendicular to the scanning track. At the boundary of scanning track, fine equiaxial grains are observable and most of grains are in red color, showing a [001] texture. Figure 6(b) shows grain orientation maps of DED sample at the plane perpendicular to the building direction. The grain size of DED sample is ten times larger than that of SLM sample.
Similar to SLM, the columnar crystals of DED sample grow vertically to scanning track and equiaxial grains are distributed on the boundary of scanning track with a scanning track length of about 1 mm. Figure 6(c) shows the IQ (image quality) map of SLM sample, which was calculated from the sum of the diffraction intensities of several Kikuchi bands in the EBSD Kikuchi pattern, and is related to crystallographic orientation, grain size and sample surface. Generally, the plastic deformation in the lattice will cause the Kikuchi line to become fuzzy, resulting in the black IQ map. In Figure 6(c), it is clearly observed that the deformed martensites are distributed in the matrix and the IQ map is black at boundary of scanning track; these martensites are stripped and step-liked, which seems that the printed sample has been deformed. While in the DED sample, as exhibited in Figure 6(d), the IQ map is bright in the printed matrix and the grain is intact as shown in Figure 6(b), which reflects the real grain morphology. Figure 6(e) presents the grain size distribution map of SLM sample and most grain sizes are smaller than 10 μm; while in DED sample, the grain size is much higher than that of SLM and the grain distribution range (10-500 μm) is also wider than that of SLM, as exhibited in Figure 6(f). Both SLM and DED samples are composed of columnar and equiaxed crystals.
Figure 7 shows the pole figure (PF) and inverse pole figure (IPF) of SLM and DED samples taken from plane perpendicular to building direction. Interestingly, as shown in Figure 7(a), SLM sample showed a strong {310} texture with maximal texture intensity of 9.734. At (111) stereographic projection, there was a {211} orientation; a weak {100} texture presented at (110) stereographic projection. From the coordinate system shown in Figure 7(b), the preferred crystal orientation along the building directions (the [001] direction) is strong {311} or {211} with the maximal texture intensity of 4.316; at other two directions ([100] and [010]), there are same preferred crystal orientations at the building direction but the texture intensity is much weaker. However, there is a little difference of preferred crystal orientation in the DED sample (Figure 7(c)). The preferred crystal orientation of DED sample is {001} texture at (001) stereographic projection with maximal texture intensity of 7.816, compared with preferred orientation {310} and maximal texture intensity 9.734. It is worth to note that there was some orientation variation but it was not obvious in the PF. The IPF shown in Figure 7(d) presents the different preferred crystal orientations in DED sample. The preferred crystal orientation of DED sample at building direction is {001} or {211} with texture intensity of 3.186. Besides, there is a little difference of preferred crystal orientation in the XOZ plane (the normal vector [010] direction) by comparing SLM and DED, which shows a strong {211} at [100] direction and {110} at [010] direction.

Figure 6 EBSD maps showing grain size and morphology of SLM (a, c, e) and DED (b, d, f) samples:
4 Discussion
This section is focused on the comparison study of microstructure, texture, mechanical properties of NiTi SMAs prepared by different AM technologies and the underlying mechanisms were elucidated.
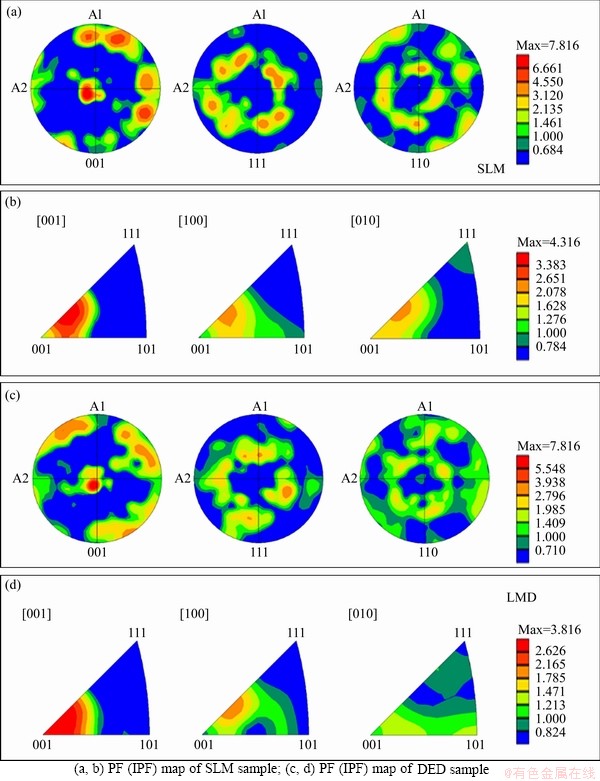
Figure 7 Texture characteristic in SLM and DED samples:
4.1 Comparison of mechanical properties between SLM and DED of NiTi SMAs
The tensile yield strength, elongation and fracture mechanism as well as the density and porosity of as-fabricated Ni50.8Ti samples were highly depended on processing methods (as shown in Table 3). In NiTi SMAs, the effects of austenite and martensite phase on the deformational behavior are the most predominant [17, 20]. As illustrated in Figure 3(b), the different phase states determine the deformation behavior of NiTi SMAs [34]. On the one hand, stress-induced martensitic transformation occurs in austenitic state and detwinning occurs in martensitic state. While the austenite phase has a higher critical stress because of its high lattice integrity [33, 34]. In this regard, it is easy to understand the different yield strength in both samples. On the other hand, the stress-induced martensite in DED sample is not stable at room temperature and it reversed when the stress released, which caused the pseudo-elasticity. However, martensite phase in SLM sample is stable at room temperature and the detwinning coordinates the deformation during the tensile process. It will not be reversed until the temperature is up to austenite transition start temperature, thus causing shape memory effect. Moreover, the coordinated deformation of martensite makes the work hardening rate lower, as shown in Figure 3(a), which greatly enhances the deformation capacity of SLM sample. In this way, it is easy to understand the main different mechanical properties (Figure 2) in the SLM and DED process. It should be noted that the polycrystalline NiTi SMAs also have crystal reorientations during deformation. Taking this phenomenon into account, the true stress-strain curve would be exactly the same as Figure 3(a).
Except for different phases, the grain size and distribution, precipitation and defects have effects on the mechanical properties. Hole is the most common defect in additively manufactured samples, which varies in morphology and quantity in different processes. As illustrated in Figure 4, both samples have high relative density up to 99% and porosity lower than 1%. However, the size of holes in SLM sample is much smaller than that in DED sample and the number of holes in SLM is larger than in DED sample, resulting in a much more uniform hole distribution in SLM sample than in DED sample and supporting the uniform plastic deformation in SLM sample. Besides, there is an evidence shown in Figure 4(d) (white arrow) that the hole near the sample edge is the crack initiation point in the fractured sample and the stress is concentrated near the hole, which account for the poor elongation in DED sample. Moreover, the XRD result (Figure 5) and EBSD maps (Figure 6(b)) suggested the DED sample stayed in an austenitic state containing Ni3Ti precipitation particles, which greatly strengthen the matrix, thus resulting in a relative high yield strength in tensile test and causing a strong stress concentration near holes. Finally, the grain morphologies also affected the uniform deformational capacity. The grain size of DED sample is much larger than that of SLM sample. According to the Hall-Petch laws, fine grains not only make the material have higher strength and hardness, but also make it have good plasticity and toughness. So as what Figure 4 indicates, the SLM sample has obvious wave-liked slip bands and presents a uniform deformation behavior, which results in a relatively small work hardening index. While in DED sample, the size and distribution range of grains are sharply increased, deteriorating the uniform deformational capacity and increasing the local strain concentration of the matrix. As a result, the DED sample cracks at a low elongation and the stress-induced-martensite effect is not sufficient.
4.2 Comparison of microstructure between SLM and DED of NiTi SMAs
The molten pool is an important feature in laser metallurgy [35], which has a critical effect on the morphology of grain in laser additive manufacturing. As observed in Figure 6, there are multi-grain structures in SLM sample and DED sample. The grain size of DED sample is much larger than that of SLM sample since the laser beam diameter used for DED is much larger than the SLM. Interestingly, there is a similar grain morphology in both AM technologies regardless of grain size. It is mainly caused by the same molten pool morphology. In the molten pool produced by laser gauss heat source, equiaxed grains are always distributed at the boundary of the molten pool while columnar crystals grow perpendicular to the edge of the molten pool in the center of the molten pool, thus causing microstructural and mechanical anisotropy and heterogeneity anisotropy [17, 36]. However, it is worth noting that the grain size and defect morphology of SLM sample and DED sample are greatly different, and the textures are slightly different, which was clearly illustrated in Figures 6 and 7.
As what Figure 6 indicates, the grain size and grain distribution range of SLM samples are much smaller than that of DED samples. In single molten pool, assuming that the grain growth trend in the molten pool is same, it is no doubt that the larger the molten pool and the longer the existence time of molten pool, the longer the grain growth time and the larger the grain size [35]. Moreover, the longer the pool exists, the more likely for dissolved gases to escape or gather together to reduce surface energy. These gases entrapped in the matrix form holes in the sample. As can be seen in Figure 4(a), the gases can not even gather together before the matrix solidifies in SLM sample due to the great cooling rate in a small molten pool, which forms small gas hole. While in DED sample (Figure 4(b)), the size of gas holes is much larger than that of SLM sample, which illustrates that the cooling rate of DED sample is lower that dissolved gases have enough time to gather together. This phenomenon confirms the foregoing view strictly.
Interestingly, there is slight difference in texture between SLM and DED sample, which reveals the orientation relationship between martensite and austenite. According to K-S relationship [1, 37], it could be found that the corresponds to
corresponds to
 to
to (111)P to (011)M,
(111)P to (011)M, to
to by lattice correspondence. On the one hand, the PF maps (Figures 7(a) and (c)) illustrated that the strong texture between the SLM sample and DED sample has a certain orientation relationship. It is likely that the strong texture of SLM sample is similar to that of DED sample by 45° rotation, which reveals that the (111) corresponds to (011) by lattice correspondence at cubic lattice (001) stereographic projection. It is response to the orientation relationship between martensite and austenite. On the other hand, the IPF maps (Figures 7(b) and (d)) show the {001} and {211} texture at the building direction in DED sample. Comparing with the {211} or {311} texture in SLM sample, it absolutely agrees with the lattice correspondence of to
by lattice correspondence. On the one hand, the PF maps (Figures 7(a) and (c)) illustrated that the strong texture between the SLM sample and DED sample has a certain orientation relationship. It is likely that the strong texture of SLM sample is similar to that of DED sample by 45° rotation, which reveals that the (111) corresponds to (011) by lattice correspondence at cubic lattice (001) stereographic projection. It is response to the orientation relationship between martensite and austenite. On the other hand, the IPF maps (Figures 7(b) and (d)) show the {001} and {211} texture at the building direction in DED sample. Comparing with the {211} or {311} texture in SLM sample, it absolutely agrees with the lattice correspondence of to  and to
and to  Because the grains in the molten pool have the same growth tendency, thus having the same crystallographic orientation, so the thermal experience can change the texture intensity. While in NiTi SMAs, the different AM technologies make the phases of the samples change, and thus show different and corresponding textures. Also, the XRD results (seen in Figure 5) support this view. It is worth noting that there is a confusion as to why SLM sample is martensitic and DED sample is austenitic. This is an interesting and strange phenomenon that, as far as we know, does not make such an apparent difference in traditional manufacturing [33, 37]. In the early reports about SLMed NiTi SMAs [13, 20], researchers concluded that the evaporation of Ni element leads to different chemical potential, thus forming different phases or different phase transition temperatures. Fortunately, there are other two possible evidences to support the fact that the samples differ in phase in different processes. The one is that the precipitate may change the Gibbs free energy of the matrix and the XRD result supported this view. The other one is that the elastic strain energy between grain boundaries increases with the decrease of grain size, which changes the driving force of phase transformation. Form the EBSD maps (seen in Figures 6(a) and (c)) of SLM sample, it is clear that the fine grain promoted the growth of martensite.
Because the grains in the molten pool have the same growth tendency, thus having the same crystallographic orientation, so the thermal experience can change the texture intensity. While in NiTi SMAs, the different AM technologies make the phases of the samples change, and thus show different and corresponding textures. Also, the XRD results (seen in Figure 5) support this view. It is worth noting that there is a confusion as to why SLM sample is martensitic and DED sample is austenitic. This is an interesting and strange phenomenon that, as far as we know, does not make such an apparent difference in traditional manufacturing [33, 37]. In the early reports about SLMed NiTi SMAs [13, 20], researchers concluded that the evaporation of Ni element leads to different chemical potential, thus forming different phases or different phase transition temperatures. Fortunately, there are other two possible evidences to support the fact that the samples differ in phase in different processes. The one is that the precipitate may change the Gibbs free energy of the matrix and the XRD result supported this view. The other one is that the elastic strain energy between grain boundaries increases with the decrease of grain size, which changes the driving force of phase transformation. Form the EBSD maps (seen in Figures 6(a) and (c)) of SLM sample, it is clear that the fine grain promoted the growth of martensite.
4.3 Comparison of solidification between SLM and DED using temperature field simulation
The solidification processes in additive manufacturing are complicated and non-equilibrium. There is a non-equilibrium solidification within the molten pool, and the temperature gradient G and growth rate R were taken account in a single scanning track. It is obvious that both G and R determine the microstructure of solidification and G/R determines the microstructure after solidification [35]. As shown in Figure 8, the laser source and parameter affected the morphology of molten pool. In SLM process, the laser diameter and laser power are much smaller than that of DED process, while the scanning speed is much larger, which results in a narrower and shallower solid-liquid coexistence region. It results in much larger growth rate R because the solidification mainly exists in the solid-liquid coexistence region. Taking into temperature gradient G, it is obvious that the magnitude of the G decreases from the pool boundary to the center. Interestingly, there are similar G/R tendencies that decrease gradually from the pool boundary to the center in both SLM and DED samples, which results in a mixed grain morphology in the molten pool as shown in Figure 8(c). However, there is a huge difference in G×R between the SLM and DED processes that make grain size different [35].
The temperature field simulation not only reveals the special grain morphology in the molten pool, but also has some enlightenment to reveal the precipitation, phase transition and pore formation in additive manufacturing process. Firstly, compared with SLM process, the lower G in DED process leads to the enhanced precipitation effect of cyclic aging during fabrication. Secondly, the larger R, in the SLM process, reveals a larger liquid phase area existing in per unit area, which promotes the evaporation of nickel and changes the phase transition temperature. Also, the higher R results in a smaller grain size and a stronger texture intensity, which increases the strain energy of the matrix and changes the phase transition temperature. Moreover, the larger R hindered the escape of gas dissolved in powder, leading to the formation of pores. While in the DED process, there is enough time for the gas to gather together in order to reduce surface energy because of low R, finally forming big pores [21].
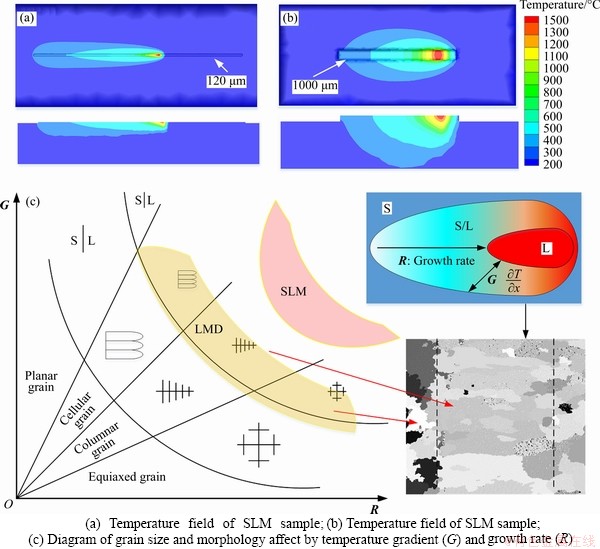
Figure 8 Temperature field simulation of SLM and DED processes:
5 Conclusions
The focus of this research is to compare the various mechanical properties of NiTi SMAs fabricated by different additive manufacturing techniques (SLM and DED). In order to study the difference in mechanical properties in SLM and DED samples, the microstructure and solidification processes in SLM and DED samples were also studied. The main conclusions of this study are as follows:
1) The mechanical properties of SLM sample and DED sample present giant differences. Both samples have high tensile strength of 800 MPa, while the yield strength of SLM sample is only 100 MPa, which is 1/7 of the ones of DED sample. The main reason for this phenomenon is the different phases states in the two samples. SLM sample presents shape memory effect in martensite state, while DED sample presents pseudo elasticity in austenite state. Also, the precipitation and pores affected the mechanical properties of AMed NiTi SMAs, the DED sample precipitated out Ni3Ti particles that enhance the strength of matrix and form defects (big gas pores) that are easy to produce stress concentration, thus leading to a poor elongation of 2%. While in SLM sample, the coordinated deformation of martensite makes it have a high elongation of 8%.
2) The grain size and defects morphology of SLM sample and DED sample are greatly different, and the textures are slightly different. The grain size of DED sample is much larger than that of SLM sample due to the similar G/R but higher G×R of SLM process. Also, the higher R results in a smaller gas pores size and a stronger texture intensity. There is a K-S relationship in the strong texture between SLM sample and DED sample, which is mainly caused by the same crystal growth tendency in the molten in laser metallurgy. And the higher R in SLM process results in a stronger texture intensity.
3) The temperature field simulation illustrated that the non-equilibrium solidification results in different microstructures in various additive manufacturing techniques. Temperature gradient G and growth rate R determine the microstructure and phase in the SLM sample and DED sample. Except for chemical composition changes such as Ni evaporation, the residual stress and fine grain size provide enough driving force to induce martensite transformation under cooling process, which leads to the different phase states and load path.
Contributors
The overarching research goals were developed by LI Rui-di, YUAN Tie-chui and SONG Bo. ZHENG Dan and XIONG Yi provided the measured mechanical properties data, and analyzed the measured data. ZHENG Dan, XIONG Yi and WANG Jia-xing established the microstructure and calculated the predicted model of temperature field simulations. LI Rui-di and SU Ya-dong analyzed the calculated results. The initial draft of the manuscript was written by ZHENG Dan, LI Rui-di and SONG Bo. All authors replied to reviewers’ comments and revised the final version.
Conflict of interest
ZHENG Dan, LI Rui-di, YUAN Tie-chui, XIONG Yi, SONG Bo, WANG Jia-xing, SU Ya-dong declare that they have no conflict of interest.
References
[1] OTSUKA K, WAYMAN C M. Shape memory materials [M]. Cambridge: Cambridge University Press, 1998.
[2] ZHANG Yan-qiu, JIANG Shu-yong, ZHAO Ya-nan, ZHU Xiao-ming. Simulation of isothermal precision extrusion of NiTi shape memory alloy pipe coupling by combining finite element method with cellular automaton [J]. Journal of Central South University, 2017, 24(3): 506-514. DOI: 10.1007/s11771-017-3453-5.
[3] DADBAKHSH S, SPEIRS M, KRUTH J P, VAN HUMBEECK J. Influence of SLM on shape memory and compression behaviour of NiTi scaffolds [J]. CIRP Annals, 2015, 64(1): 209-212. DOI: 10.1016/j.cirp.2015.04.039.
[4] HABERLAND C, ELAHINIA M, WALKER J M, MEIER H, FRENZEL J. On the development of high quality NiTi shape memory and pseudoelastic parts by additive manufacturing [J]. Smart Materials and Structures, 2014, 23(10): 104002. DOI: 10.1088/0964-1726/23/10/104002.
[5] HABERLAND C, ELAHINIA M, WALKER J, MEIER H. Visions, concepts and strategies for smart nitinol actuators and complex nitinol structures produced by additive manufacturing [C]// Proceedings of ASME 2013 Conference on Smart Materials, Adaptive Structures and Intelligent Systems. Snowbird, Utah, USA, 2014. DOI: 10.1115/ SMASIS2013-3072.
[6] YANG Xin, REN Yao-jia, LIU Shi-feng, WANG Qing-juan, SHI Ming-jun. Microstructure and tensile property of SLM 316L stainless steel manufactured with fine and coarse powder mixtures [J]. Journal of Central South University, 2020, 27(2): 334-343. DOI: 10.1007/s11771-020-4299-9.
[7] TAHERI ANDANI M, SAEDI S, TURABI A S, KARAMOOZ M R, HABERLAND C, KARACA H E, ELAHINIA M. Mechanical and shape memory properties of porous Ni50.1Ti49.9 alloys manufactured by selective laser melting [J]. Journal of the Mechanical Behavior of Biomedical Materials, 2017, 68: 224-231. DOI: 10.1016/ j.jmbbm.2017.01.047.
[8] VAN HUMBEECK J. Additive manufacturing of shape memory alloys [J]. Shape Memory and Superelasticity, 2018, 4(2): 309-312. DOI: 10.1007/s40830-018-0174-z.
[9] YABLOKOVA G, SPEIRS M, VAN HUMBEECK J, KRUTH J P, SCHROOTEN J, CLOOTS R, BOSCHINI F, LUMAY G, LUYTEN J. Rheological behavior of β-Ti and NiTi powders produced by atomization for SLM production of open porous orthopedic implants [J]. Powder Technology, 2015, 283: 199-209. DOI: 10.1016/j.powtec.2015.05.015.
[10] BORMANN T, SCHUMACHER R, MULLER B, MERTMANN M, WILD M. Tailoring selective laser melting process parameters for NiTi implants [J]. Journal of Materials Engineering and Performance, 2012, 21(12): 2519-2524. DOI: 10.1007/s11665-012-0318-9.
[11] LI Rui-di, WANG Min-bo, LI Zhi-ming, CAO Peng, YUAN Tie-chui, ZHU Hong-bin. Developing a high-strength Al-Mg-Si-Sc-Zr alloy for selective laser melting: Crack-inhibiting and multiple strengthening mechanisms [J]. Acta Materialia, 2020, 193: 83-98. DOI:10.1016/j.actamat.2020.03.060.
[12] LU H Z, YANG C, LUO X, MA H W, SONG B, LI Y Y, ZHANG L C. Ultrahigh-performance TiNi shape memory alloy by 4D printing [J]. Materials Science and Engineering A, 2019, 763: 138166. DOI: 10.1016/j.msea.2019.138166.
[13] SAEDI S, SHAYESTEH MOGHADDAM N, AMERINATANZI A, ELAHINIA M, KARACA H E. On the effects of selective laser melting process parameters on microstructure and thermomechanical response of Ni-rich NiTi [J]. Acta Materialia, 2018, 144: 552-560. DOI: 10.1016/ j.actamat.2017.10.072.
[14] HABERLAND C, ELAHINIA M, WALKER J, MEIER H, FRENZEL J. Additive manufacturing of shape memory devices and pseudoelastic components [M]// ASME 2013 Conference on Smart Materials, Adaptive Structures and Intelligent Systems-Volume 1: Development and Characterization of Multifunctional Materials; Modeling, Simulation and Control of Adaptive Systems; Integrated System Design and Implementation. New York: Amer Soc Mechanical Engineers, 2014.
[15] HABERLAND C, ELAHINIA M, WALKER J, MEIER H, FRENZEL J. Additive manufacturing of shape memory devices and pseudoelastic components [C]// ASME 2013 Conference on Smart Materials, Adaptive Structures and Intelligent Systems, SMASIS 2013. 2013, 1: 1-8.
[16] SAEDI S, SAGHAIAN S E, JAHADAKBAR A, SHAYESTEH MOGHADDAM N, TAHERI ANDANI M, SAGHAIAN S M, LU Y C, ELAHINIA M, KARACA H E. Shape memory response of porous NiTi shape memory alloys fabricated by selective laser melting [J]. Journal of Materials Science: Materials in Medicine, 2018, 29(4): 1-12. DOI: 10.1007/s10856-018-6044-6.
[17] SAEDI S, TURABI A S, ANDANI M T, MOGHADDAM N S, ELAHINIA M, KARACA H E. Texture, aging, and superelasticity of selective laser melting fabricated Ni-rich NiTi alloys [J]. Materials Science and Engineering A, 2017, 686: 1-10. DOI: 10.1016/j.msea.2017.01.008.
[18] YANG Y, ZHAN J B, LI B, LIN J X, GAO J J, ZHANG Z Q, REN L, CASTANY P, GLORIANT T. Laser beam energy dependence of martensitic transformation in SLM fabricated NiTi shape memory alloy [J]. Materialia, 2019, 6: 100305. DOI: 10.1016/j.mtla.2019.100305.
[19] WEN Shi-feng, LIU Yang, ZHOU Yan, ZHAO Ai-guo, YAN Chun-ze, SHI Yu-sheng. Effect of Ni content on the transformation behavior and mechanical property of NiTi shape memory alloys fabricated by laser powder bed fusion [J]. Optics & Laser Technology, 2021, 134: 106653. DOI: 10.1016/j.optlastec.2020.106653.
[20] SPEIRS M, WANG X, BAELEN S, AHADI A, DADBAKHSH S, KRUTH J P, HUMBEECK J. On the transformation behavior of NiTi shape-memory alloy produced by SLM [J]. Shape Memory and Superelasticity, 2016, 2(4): 310-316. DOI: 10.1007/s40830-016-0083-y.
[21] ZHAO Chun-yang, LIANG Hai-long, LUO Shun-cun, YANG Jing-jing, WANG Ze-min. The effect of energy input on reaction, phase transition and shape memory effect of NiTi alloy by selective laser melting [J]. Journal of Alloys and Compounds, 2020, 817: 153288. DOI: 10.1016/j.jallcom. 2019.153288.
[22] NIU Peng-da, LI Rui-di, ZHU Shu-ya, WANG Min-bo, CHEN Chao, YUAN Tie-chui. Hot cracking, crystal orientation and compressive strength of an equimolar CoCrFeMnNi high-entropy alloy printed by selective laser melting [J]. Optics & Laser Technology, 2020, 127: 106147. DOI: 10.1016/j.optlastec.2020.106147.
[23] HAMILTON R F, BIMBER B A, TAHERI ANDANI M, ELAHINIA M. Multi-scale shape memory effect recovery in NiTi alloys additive manufactured by selective laser melting and laser directed energy deposition [J]. Journal of Materials Processing Technology, 2017, 250: 55-64. DOI: 10.1016/ j.jmatprotec.2017.06.027.
[24] LI Lan-bo, LI Rui-di, YUAN Tie-chui, CHEN Chao, ZHANG Zhi-jian, LI Xiao-feng. Microstructures and tensile properties of a selective laser melted Al-Zn-Mg-Cu (Al7075) alloy by Si and Zr microalloying [J]. Materials Science and Engineering A, 2020, 787: 139492. DOI: 10.1016/j.msea.2020.139492.
[25] PENG Hao-ping, XIE Si-yao, NIU Peng-da, ZHANG Zhi-jian, YUAN Tie-chui, REN Zhi-qiang, WANG Xiao-ming, ZHAO Yang, LI Rui-di. Additive manufacturing of Al0.3CoCrFeNi high-entropy alloy by powder feeding laser melting deposition [J]. Journal of Alloys and Compounds, 2021, 862: 158286. DOI: 10.1016/j.jallcom.2020.158286.
[26] ABIOYE T E, FARAYIBI P K, KINNEL P, CLARE A T. Functionally graded Ni-Ti microstructures synthesised in process by direct laser metal deposition [J]. The International Journal of Advanced Manufacturing Technology, 2015, 79(5-8): 843-850. DOI: 10.1007/s00170-015-6878-8.
[27] BIMBER B A, HAMILTON R F, KEIST J, PALMER T A. Anisotropic microstructure and superelasticity of additive manufactured NiTi alloy bulk builds using laser directed energy deposition [J]. Materials Science and Engineering A, 2016, 674: 125-134. DOI: 10.1016/j.msea.2016.07.059.
[28] HAMILTON R F, PALMER T A, BIMBER B A. Spatial characterization of the thermal-induced phase transformation throughout as-deposited additive manufactured NiTi bulk builds [J]. Scripta Materialia, 2015, 101: 56-59. DOI: 10.1016/j.scriptamat.2015.01.018.
[29] WANG C, TAN X P, DU Z, CHANDRA S, SUN Z, LIM C W J, TOR S B, LIM C S, WONG C H. Additive manufacturing of NiTi shape memory alloys using pre-mixed powders [J]. Journal of Materials Processing Technology, 2019, 271: 152-161. DOI: 10.1016/j.jmatprotec.2019.03.025.
[30] TAN Zhao-qiang, ZHANG Qing, GUO Xue-yi, ZHAO Wei-jiang, ZHOU Cheng-shang, LIU Yong. New development of powder metallurgy in automotive industry [J]. Journal of Central South University, 2020, 27(6): 1611-1623. DOI: 10.1007/s11771-020-4394-y.
[31] SHISHKOVSKY I, YADROITSEV I, SMUROV I. Direct selective laser melting of nitinol powder [J]. Physics Procedia, 2012, 39: 447-454. DOI: 10.1016/j.phpro.2012.10.060.
[32] CALLISTER W D. Fundamentals of materials science and engineering: An integrated approach [M]. 2nd edition. New York: John Wiley and Sons Ltd, 2005.
[33] GOLLERTHAN S, YOUNG M L, BARUJ A, FRENZEL J, SCHMAHL W W, EGGELER G. Fracture mechanics and microstructure in NiTi shape memory alloys [J]. Acta Materialia, 2009, 57(4): 1015-1025. DOI: 10.1016/ j.actamat.2008.10.055.
[34] WANG J, SEHITOGLU H. Martensite modulus dilemma in monoclinic NiTi-theory and experiments [J]. International Journal of Plasticity, 2014, 61: 17-31. DOI: 10.1016/ j.ijplas.2014.05.005.
[35] KOU S. Welding metallurgy [M]. Wisconsi: John Wiley and Son, InC, 2003.
[36] KOK Y, TAN X P, WANG P, NAI M L S, LOH N H, LIU E, TOR S B. Anisotropy and heterogeneity of microstructure and mechanical properties in metal additive manufacturing: A critical review [J]. Materials & Design, 2018, 139: 565-586. DOI: 10.1016/j.matdes.2017.11.021.
[37] THOMASOVA M, SEINER H, SEDLAK P, FROST M, SEVCIK M, SZURMAN I, KOCICH R, DRAHOKOUPIL J, SITTNER P. Evolution of macroscopic elastic moduli of martensitic polycrystalline NiTi and NiTiCu shape memory alloys with pseudoplastic straining [J]. Acta Materialia, 2017, 123: 146-156. DOI:10.1016/j.actamat.2016.10.024.
(Edited by HE Yun-bin)
中文导读
选区激光熔化与定向能量沉积NiTi形状记忆合金组织与性能的对比研究
摘要:利用激光增材制造技术成形了Ni50.8Ti49.2形状记忆合金,对比分析选区激光熔化(SLM)成形试样与激光定向能量沉积(DED)成形试样的物相分布、微观结构、力学性能与变形机理。结果表明SLM试样具有100 MPa的屈服强度和8%的伸长率,而DED试样的屈服强度高达700 MPa但仅有2%的伸长率。SLM试样的变形行为主要体现为形状记忆效应,DED试样的变形行为体现为伪弹性。XRD结果表明SLM基体为马氏体态而DED试样为奥氏体态。分析发现非平衡凝固和激光定向凝固过程导致激光增材试样存在明显的熔池行为,但由于SLM工艺的扫描速度明显高于DED工艺的,其存在更高的温度梯度和生长速度,形成了更小的晶粒尺寸分布和更强的织构强度,且形成的气孔缺陷较为均匀,使得材料的均匀变形更易发生,具有较高的伸长率。Ni元素的挥发以及更强的晶界界面能使得SLM试样具有足够的驱动力发生马氏体相变,改变了SLM试样的强织构方向和变形方式。
关键词:Ni50.8Ti49.2形状记忆合金;增材制造;选区激光熔化;激光定向能量沉积;力学性能
Foundation item: Project(2020JJ2046) supported by the Science Fund for Hunan Distinguished Young Scholars, China; Project(S2020GXKJGG0416) supported by the Special Project for Hunan Innovative Province Construction, China; Project (2018RS3007) supported by the Huxiang Young Talents, China; Project(GuikeAB19050002) supported by the Science Project of Guangxi, China
Received date: 2021-01-28; Accepted date: 2021-04-21
Corresponding author: LI Rui-di, PhD, Professor; E-mail: liruidi@csu.edu.cn; ORCID: https://orcid.org/0000-0002-3374-6760

