Ш��������С������������������������ֵģ��
���Ŀƣ��ſ���������������
(�����Ƽ���ѧ ��е����ѧԺ��������100083)
ժҪ������DEFORM-3D����Ԫ�������С�����������������Ш�������ι��̽������������ֵģ�⣬���������ڳ��ι����е��¶ȱ仯���ɣ�ͨ���볣������������������жԱȣ��õ�С���������������ĸ���Ӧ���ֲ�״̬��ģ����������С���������������������Ӵ�������¶ȱ仯��Ϊ���ң��������ڲ�����λ�ø����¶��������仯����������λ�õIJ�ͬ����������������¶ȱ仯�������죬���ߵIJ�����������λ����⣬С���������������ڽӴ���������Χ�ĺ���;���ѹӦ���ϴ������ѹӦ����С���������������׳�����Բ���������ĸ������������ܵ��ȳ������������������������������Ӧ��Ӱ�죬������ײ������ɡ��ѷ��ȱ�ݡ������������飬��֤��ģ�����Ŀɿ��ԡ�
�ؼ��ʣ�С���������ʣ�Ш����������Ԫ����������ϣ��¶�
��ͼ����ţ�TG335.19 ���ױ�־�룺A ���±�ţ�1672-7207(2012)01-0118-06
Thermo-mechanical coupled numerical simulation of forming light area reduction shafts by cross wedge rolling
LIU Wen-ke, ZHANG Kang-sheng, MENG Ling-bo, HU Zheng-huan
(School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China)
Abstract: The forming process of the light area reduction shaft by cross wedge rolling was simulated by means of DEFORM-3D software. The temperature variation of the rolled piece in the forming process was presented. And the stress distributions of the cross section for the light area reduction rolled piece were analyzed through comparisons with the conventional area reduction rolled piece. The results indicate that there are dramatic temperature changes in the contact area between the rolled piece and the roll, while no significant changes occur near the center of the rolled piece. Due to the different rolling positions, the temperature variation curves between all cross sections are distinct and phase difference exists between fluctuations in the curves. Around the contact deforming zone��there are larger lateral and radial but smaller axial compressive stress than the conventional area reduction rolled piece, causing elliptical deformation of the cross section for the light area reduction rolled piece to appear. And near the center of rolled pieces, larger lateral and axial tensile stresses lead to the generation of central defects such as porosities and cracks. Rolling experiments are carried out to verify the reliability of the simulation results.
Key words: light area reduction; cross wedge rolling; finite element method; thermo-mechanical coupled; temperature
Ш������һ��������������¹��գ���ԭ��������������Ш��ģ�ߵ���������ͬ������ת�������м�������ת��������Ш�ο��͵����������Ƴ�̨������������봫ͳ�����������칤����ȣ�Ш������������Ч�ʸߡ���Լ���ϡ��Ͷ������õ��ŵ㣬������㷺Ӧ��������������������ȼ�����������ë��������������ȡ���������ľ���Ч��[1-2]����Ш�����ӹ������У�������������С��35%����������С�����������������ʺ�Ш�������εĽ������кܶ����С���������ʽ��棬��Щ��������ֽ��涼��С���������ʡ������ҹ����õĿ��ٷ�չ����������С�����������������Ʒ���������������ӡ�
����Ш������������������о������ܹ�����ѧ���Ѿ���չ�˴����о�[3-9]�������Ϊ�������������(��=36%~75%)�ʹ����������(�ף�75%)������ij��Σ���С�����������������о���Խ��٣�����Ϊ��ʹ�����ͨ����������Ϊ����״̬��������ģ�͵��¶ȳ�������⡣������С����������������˵�������������Ҫ�����ڱ��漰�丽���������������ι����У������ķ���̬�������ȵ��¶ȳ����Ը������������������������ҪӰ�죻���⣬����������ת��ģ�ߵļ�ѹ�����£�С�����������������ڲ�Ӧ��Ҳ��Ϊ���ӣ����׳�����Բ�����IJ����ɵ����⡣�������߽���Ш����С����������������������������Ԫ����ģ�ͣ���С���������������ij��ι��̽���ģ�⣬����̽�����������ƹ����е��¶ȱ仯��Ӧ�����ֲ����ɣ��Ա�Ϊ����һ���о�С���������������Ľ�����������ȷ�����ṩ���۲ο���
1 ģ�ͼ��߽�����
1.1 ����Ԫģ��
���IJ���DEFORM-3D����Ԫ��������Ш����С���������������������Ԫģ�͡�ģ������������ģ�ߵ�����������������2�����幹�ɣ���ͼ1 ��ʾ(ͼ��ʡȥ��1������)��
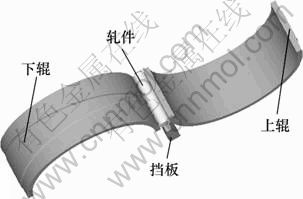
ͼ1 Ш��������Ԫģ��
Fig.1 Finite element model of cross wedge rolling
���ƹ����У����������Ա�����ԶԶ�����䵯�Ա���������ˣ����ø�(�)��������Ԫ����ģ��[10]��
���������뵲��ı������������ı�������Ⱥ�С���Ժ��ԣ�ģ��ʱ�����뵲�����Ϊ���塣
��������ѡ��DEFORM-3D�������Ͽ��е�H-13(��ͨ������ģ�߸�4Cr5MoV1Si)�������ܶȦ�= 7.85��103 kg/m3������ģ��E=210 GPa�����ɱȦ�=0.3����������ѡ��AISI-1045(�൱���й��ƺ�45�Ÿ�)�������ܶȦ�=7.85��103 kg/m3������ģ��E=90 GPa�����ɱȦ�=0.3�������ģ�͵ı�����ϵ�������·��� ��ʾ��
 (1)
(1)
ʽ�У� Ϊ��ЧӦ����cΪ���ϳ�����
Ϊ��ЧӦ����cΪ���ϳ����� Ϊ��Ч����Ӧ�䣻n ΪӦ��ָ����
Ϊ��Ч����Ӧ�䣻n ΪӦ��ָ���� Ϊ��ЧӦ�����ʣ�mΪӦ����ָ����yΪ��ʼ����Ӧ����
Ϊ��ЧӦ�����ʣ�mΪӦ����ָ����yΪ��ʼ����Ӧ����
ģ���������Ҫ�������1��ʾ��
��1 ģ�����Ҫ���ղ���
Table 1 Main process parameters of simulation
1.2 �߽������Ľ���
Ш��������С�����������������һ�������ľֲ�����ι��̣���߽������Ƚϸ��ӡ���ˣ��ڽ�������Ԫģ��ʱ��ֻ�г�ֿ��Ƕ������أ����ܵõ����ι��̵Ľ�Ϊ��ʵ��������
ģ���У������ij�ʼ�¶��趨Ϊ1 100 �棬�����͵���ij�ʼ�¶��趨Ϊ�뻷���¶���ȣ�Ϊ20 �档�����������Լ������뵲��֮���Ϊ�Ӵ����ȣ�����ϵ����Ϊ30 N/(s��mm����)[11-13]�����������֮��Ϊ�������ȣ�����ϵ����Ϊ0.5 N/(s��mm����)������������֮���Ħ������Ϊ����Ħ����Ħ������Ϊ0.8������ת��Ϊ10 r/min�����ǵ�ģ�ͽṹ�ϵĶԳ��ԣ���ģ������п�ȡ��һ����м��㣬�Խ�ʡʱ�䡣
2 ģ���������
2.1 �������¶ȱ仯
Ϊ�˿���С���������������ڳ��ι����е��¶ȱ仯���ɣ�������������λ��ѡȡA��B��C��D 4������棬����Գ���λ�÷ֱ�Ϊ0��15��30��45 mm����ÿ���������ѡȡ5�������㣬��ͼ2��ʾ��

ͼ2 ����漰������ֲ�
Fig.2 Location of tracking points in cross sections
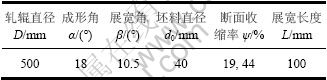
ͼ3��ʾΪС������������������������������¶ȵı仯�����У�����A������5���������¶ȵı仯��ͼ3(a)��ʾ����ͼ3(a)���Կ���������ǰ�ڣ������������洦�ĵ�P5�仯���ң����߳��ֽϴ�����P4��֮�����������ڲ����ĵ�λ�ø����ĵ�P1��P2��P3�¶ȱ仯����ȶ������������������Ӵ����ȣ��������������¶ȼ����½������ƹ����У��������������Ա��Σ����ι�ת��Ϊ�����������¶Ƚϸߵ������ڲ����ȴ������ã���ʹ���������¶���������ߡ���P4���������Ӵ��������������������ƹ����в��������Ա����ȵ��µ������Դ����ȴ����������½����¶���������������ֵ�������ڴ��������ڲ��ĵ�P1��P2��P3�����ڵ��Ȼ������¶��ݶ�С�������ⲿ���Ա����ȵ���Ӱ�죬������߳��������ơ�
ͼ3(b)��3(c)��3(d)��ʾ�ֱ�Ϊ����B��C��D���������������¶ȱ仯���ߡ��ɼ�����������λ�õIJ�ͬ����������������¶ȱ仯������ͬ�����ߵIJ�����������λ��������Ϊ��ʱ����������ơ�
2.2 ������Ӧ���ֲ�
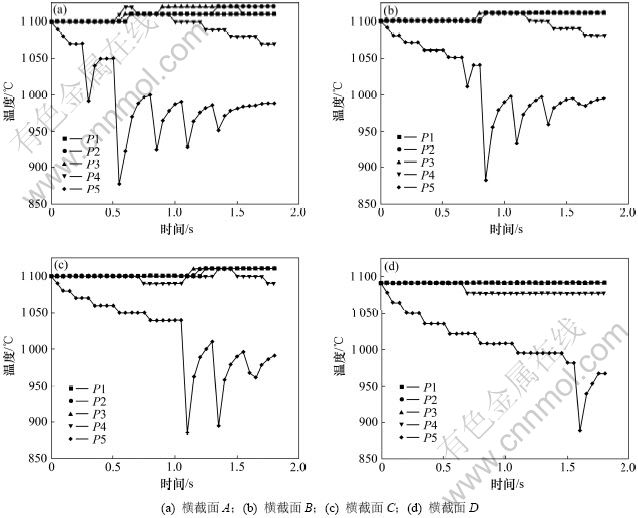
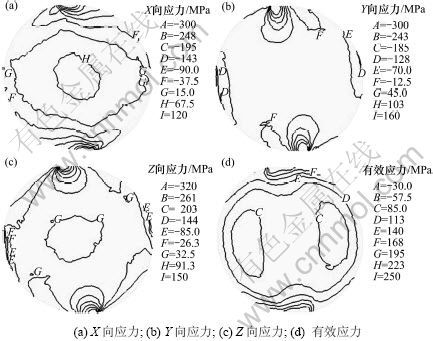
�������о����������ƹ����е�Ӧ���ֲ����������ij��η�������Ҫ����[14-18]��ͼ4��ʾΪ����������Ϊ19%��С����������������չ����ʱ�ĶԳƺ�����ϸ���Ӧ���ֲ�����ͼ4���Կ��������������Ӵ��ľֲ������������������ܼ�ѹ�������������裬ʹ�ú�����������������ΪѹӦ�����ڽӴ��㴦�ﵽ���ֵ�������ڲ���չ����Ӵ���ԽԶ��ѹӦ����ֵԽС�������������������������Ӧ���ϴ���ֵΪ82.5 MPa����(ͼ4(a)��H��)��������Ϊ����������չ�����濪ʼ������Բ����������IJ������ʺ�������״̬������ѹӦ�����С���ӽ�Ϊ0(ͼ4(b)��F��)������Ӧ�����IJ���������Ϊ�������Ӧ������ֵ��32.5 MPa����(ͼ4(c)��G��)���Ҵ��³ʵ��ηֲ�������Ӧ���ֲ���Ш�����ֲ����κ���������ı�������һ�¡�
ͼ3 ������������ϸ��ٵ��¶ȵı仯
Fig.3 Temperature variation of tracking points in 4 sections
Ϊ�˸��������˵��С�������������������ƹ����е�Ӧ���ֲ��ص㣬��ͬ��ģ�߲��������µij�������������������˶Աȷ�����ͼ5��ʾΪ����������Ϊ44%�ij�����������������Գƺ�����ϵĸ���Ӧ�����ֲ�����ͼ4���бȽϿ�֪����С���������������ij��ι����У����ڽӴ�������������ѹӦ��С�ڳ����������������(ͼ5(c)��A��)������������渽���Ľ��������������ѣ������״��ⲿߦ�������������ƹ��̵Ľ��У�����ĺ�����Ӧ��������ѹӦ��Ӱ�쵼�������ⲿ���������ϴ�ĺ����������Σ�����������������������ת�ͼ�ѹ�����º����׳�����Բ������һ���棬�����ĸ�������С������������������������Ӧ���ȳ�����������������Ķ�Ӧ��ֵ(ͼ5(a)��H��)Ҫ������С����������������Ը��ײ����IJ����ɡ����Ƶ�ȱ�ݡ�
ͼ4 С���������������Գƺ����Ӧ�����ֲ�
Fig.4 Stress distribution in cross section of light area reduction rolled piece
ͼ5 ������������������Գƺ����Ӧ�����ֲ�
Fig.5 Stress distribution in cross section of conventional area reduction rolled piece
3 ����ʵ��
Ϊ����֤����Ԫģ�����Ŀɿ��ԣ�����ģ������ڱ����Ƽ���ѧ�����������H500Ш�������Ͻ����˲�������ʵ�顣��������Ϊ45�֣�����ֱ��40 mm�����ù�ʽ��¯���м��ȣ�������¯�¶�Ϊ 1 100 �����ҡ�ͼ6��ʾΪʵ�����ò���������

ͼ6 ����ʵ������
Fig.6 Rolled pieces of experiment
ͼ7��ʾΪ��ͬģ�߲��������¶��������ʦֱ�Ϊ19%��44%��ʵ����������Աȡ���ͼ7���Կ����������ڳ��ι�����С����������������������Բ���������ж�ؽΣ������ĽӴ���ѹ������ʹ���������γ���һ����Ϊ���Ե�ѹ�ۣ��������������������������ѹ���������ڡ����⣬�������ĶԳƺ�����ϣ�С���������������IJ�����Ҳ�ȳ���������������������ء���Щ����������ģ���������Ǻϡ�

ͼ7 С���������������볣���������������Ч���Ա�(�� = 18�㣬�� = 10.5�㣬L = 100 mm)
Fig.7 Comparison of results between light area reduction rolled piece and conventional area reduction rolled piece
4 ����
(1) ���ƹ����У�С�����������������������¶ȱ仯��Ϊ���ң����߳��ֽϴ����������ڲ����ĵ�λ�ø������¶ȱ仯������������ȶ�����������λ�õIJ�ͬ��������������¶ȱ仯������ͬ�����ߵIJ���������λ�����Ϊ��ʱ����������ơ�
(2) �볣�����������������ȣ�С���������������ڽӴ����δ���Χ���ܽϴ����;���ѹӦ���Լ���С������ѹӦ��������������������׳�����Բ���������������ĸ��������ܵ��ȳ��������������������ĺ����������Ӧ��Ӱ�죬��˸����ײ������ɡ����Ƶ�ȱ�ݡ�
(3) ����ʵ����������������Ԫģ�����Ш����С������������������ij��ι����ǿ��ŵġ�
�ο����ף�
[1] �����. Ш������������״��չ��[J]. ��ѹ����, 1995(5): 25-27.
HU Zheng-huan. The present situation and prospect of cross wedge rolling technology[J]. Forging & Stamping Technology, 1995(5): 25-27.
[2] �����, �ſ���, ������, ��. Ш����������μ�����ģ�����[M]. ����: ұ��ҵ������, 2004: 4-25.
HU Zheng-huan, ZHANG Kang-sheng, WANG Bao-yu, et al. The forming technology and simulation of parts with cross wedge rolling[M]. Beijing: Metallurgical Industry Press, 2004: 4-25.
[3] ���ƻ, �ſ���, �����, ��. Ш����������������о�[J]. ��е����ѧ��, 2004, 40(9): 80-83.
YANG Cui-ping, ZHANG Kang-sheng, HU Zheng-huan, et al. Study on axial deformation of workpiece in cross wedge rolling[J]. Chinese Journal of Mechanical Engineering, 2004, 40(9): 80-83.
[4] ���ƻ, �ſ���, �Ż�Ƽ, ��. Ш�����������������ʶԽ���������Ӱ��[J]. �й���е����, 2004, 15(20): 1868-1871.
YANG Cui-ping, ZHANG Kang-sheng, DU Hui-ping, et al. Influence of area reduction of part on metal flow in cross wedge rolling[J]. China Mechanical Engineering, 2004, 15(20): 1868-1871.
[5] Fang G, Lei L P, Zen P. Three-dimensional rigid-plastic finite element simulation for the two-roll cross wedge rolling process[J]. Journal of Materials Processing Technology, 2002, 129(1/2/3): 245-249.
[6] ����, ������, �����. ƫ��Բ�������������Ш����������ֵģ��[J]. ��ѹ����, 2008, 33(1): 53-55.
HE Tao, WANG Bao-yu, HU Zheng-huan. Numerical simulation on cross wedge rolling of shaft parts with eccentric section[J]. Forging & Stamping Technology, 2008, 33(1): 53-55.
[7] ����, �ſ���, ���ƻ, ��. Ш����һ��Ш����������ʳ��λ���[J]. �����Ƽ���ѧѧ��, 2009, 31(8): 1046-1050.
JIA Zhen, ZHANG Kang-sheng, YANG Cui-ping, et al. Forming principle of heavy section shrinkage cross wedge rolling by single wedge[J]. Journal of University of Science and Technology Beijing, 2009, 31(8):1046-1050.
[8] ¦��־, �ſ���, �����. Ш��������Ш���ƴ���������ʵ�Ӧ��Ӧ�䳡����[J]. �й���е����, 2008, 19(7): 854-857.
LOU Yi-zhi, ZHANG Kang-sheng, HU Zheng-huan. Analysis of stress and strain field in twice cross wedge rolling the axial part with large area reduction[J]. China Mechanical Engineering, 2008, 19(7): 854-857.
[9] ����, �ſ���, ��ΡΡ. Ш���������������һ��Ш���������IJ��������ɼ�ԭ��[J]. ���Թ���ѧ��, 2010, 17(2): 73-78.
JIA Zhen, ZHANG Kang-sheng, HE Wei-wei, et al. The study on the central quality of workpiece during heavy section shrinkage cross wedge rolling by single wedge[J]. Journal of Plasticity Engineering, 2010, 17(2): 73-78.
[10] ������, ������, ��˼��. ��ά����ϸ�ճ��������Ԫ��ֵģ�⼼���Ŀ�����Ӧ��[J]�����Թ���ѧ��, 1994, 1(3): 34-41.
WANG Lian-sheng, CAO Qi-xiang, XU Si-guang. The implementation of three-dimensional thermo-coupled rigid viscoplastic finite element and application to metal forming process[J]. Journal of Plasticity Engineering, 1994, 1(3): 34-41.
[11] ��־��, ���ƽ, л����, ��. ȫ����о�������ܹ�����ά�����������Ԫģ��[J]. �����Ƽ���ѧѧ��, 2007, 29(3): 315-319.
ZHAO Zhi-yi, HONG Hui-ping, XIE Jian-xin, et al. 3-D thermo-mechanical coupled finite element simulation for hot continuous free floating mandrel rolling of seamless steel tubes[J]. Journal of University of Science and Technology Beijing, 2007, 29(3): 315-319.
[12] ���Ѷ�, Ԭ��, ������, ��. �ȴ��ֳ�������ȴ�����µĶ�������ϵ���о�[J]. ����, 2006, 41(7): 54-56.
WANG Zhao-dong, YUAN Guo, WANG Guo-dong, et al. Heat transfer coefficient of hot rolled strip during ultra fast cooling process[J]. Iron and Steel, 2006, 41(7): 54-56.
[13] ������. ��������ϵ���ķ���[D]. ����: ������ͨ��ѧ��ͨ���乤��ѧԺ, 2005: 41-47.
ZHANG Yan-lei. A method of inverse evaluation for the convection heat transfer coefficient[D]. Dalian: Dalian Jiaotong University. School of Traffic & Transportation, 2005: 41-47.
[14] �ܷ�. ���������Ш�����IJ�ȱ�ݵ�Ӱ��[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 2005: 38-40.
CAO Fang. The infection of alternating times on the internal flaw of cross wedge rolling[D]. Beijing: University of Science and Technology Beijing. School of Mechanical Engineering, 2005: 38-40.
[15] ����Ө. Ш�����IJ�ȱ��ʵ�����ݷ��������ղ���Ӱ������о�[D]. ����: �����Ƽ���ѧ��е����ѧԺ, 2006: 33-37.
CHEN Su-ying. Analysis of the experimental data and the influence rule of the process parameter on the central rarefaction of cross wedge rolling[D]. Beijing: University of Science and Technology Beijing. School of Mechanical Engineering, 2006: 33-37.
[16] ����, �ι���, �촺��, ��. Ш�������ι������ڲ�����ȱ�ݲ���������ģ���о�[J]. ��е����ѧ��, 2004, 40(2): 150-152.
LIU Gui-hua, REN Guang-sheng, XU Chun-guo, et al. Research on mechanism of interior-hollow defect during the deformation of cross wedge rolling[J]. Chinese Journal of Mechanical Engineering, 2004, 40(2): 150-152.
[17] ����, �����, ���ƻ, ��. Ш����չ���εı���������Ӧ��Ӧ�����[J]. �����Ƽ���ѧѧ��, 2002, 24(3): 309-312.
MA Zhen-hai, HU Zheng-huan, YANG Cui-ping, et al. Deformation character and analysis of stress and strain during stretching stage for cross wedge rolling[J]. Journal of University of Science Technology Beijing, 2002, 24(3): 309-312.
[18] ���|, ���ƻ, �ſ���, ��. Ш�������ھ�����������������ֵģ��[J]. �����Ƽ���ѧѧ��, 2010, 32(4): 525-529.
DING Wei, YANG Cui-ping, ZHANG Kang-sheng, et al. Thermo-mechanical coupled numerical simulation on cross wedge rolling of hollow shaft parts with equal inner diameter[J]. Journal of University of Science and Technology Beijing, 2010, 32(4): 525-529.
(�༭ ����ƽ)
�ո����ڣ�2011-01-19�������ڣ�2011-03-24
������Ŀ��������Ȼ��ѧ����������Ŀ(51075030)
ͨ�����ߣ��ſ���(1952-)���У��ӱ������ˣ��о�Ա����ʿ����ʦ������Ш����������μ�������������о����绰��010-62334131��E-mail: zhang.ks@me.ustb.edu.cn

