
Effect of carbon on microstructure and mechanical properties of DD99 single crystal superalloy
YU Jin-jiang(于金江), SUN Xiao-feng(孙晓峰), ZHAO Nai-ren(赵乃仁), Jin Tao(金 涛),
Guan heng-rong(管恒荣), HU Zhuang-qi (胡壮麒)
Institute of Metal Research, Chinese Academy of Sciences, Shenyang 110016, China
Received 28 July 2006; accepted 15 September 2006
Abstract: The effects of carbon on the microstructure and mechanical properties of DD99 single crystal superalloy were investigated. The results show that stress rupture life of DD99 alloy possesses peak value at carbon content of 0.03%(mass fraction). As carbon addition is greater than 0.03%, the stress-rupture life decreases with the increase of carbon content. The tensile strength and yield strength of DD99 alloy reach peak value at 0.08% carbon and 760 ℃. On the contrary, the tensile strength and yield strength have minimal values at 0.08% carbon and 900 ℃. The tensile ductility of DD99 alloy basically decreases with the increase of carbon content at 760 ℃ or 900 ℃. The amount of carbides greatly increases with the addition of carbon content. Dislocation moving is retarded by carbides so that dislocation networks are apt to form, which has an important role on the mechanical properties in DD99 single crystal superalloy.
Key words: single crystal superalloy; microstructure; carbon; mechanical property
1 Introduction
Carbide is the most important structural component among nonmetallic phases in the superalloys. Carbon can exist as solid solution or as carbide depending on concentration. Extensive work has been done to research the role of carbon in single crystal superalloys[1-5]. For example, carbon addition has been shown to significantly reduce the frequency of solidification defects and to reduce the formation of surface scale on single crystal nickel-base superalloy castings[6]. Intentional carbon addition also affects the segregation behaviour of the alloying elements. Comparison of experimentally measured distribution coefficients reveals reduced segregation of Re, W, and Ta[3]. However, carbon has the maximal influence on alloy phase stability when its content is 0.002%-0.006%(mass fraction). In this case, phase transformation temperatures are 10-15 ℃ lower[7]. The temperature of incipient melting and consequently the heat treatment window is reduced with the addition of carbon. It is because of the different effects of carbon additions on different alloys. Therefore, appropriate carbon content, which is beneficial to the stress rupture property for a single crystal superalloy, should be optimized. Furthermore, influence of carbon addition on mechanical properties of single crystal superalloys is reported less up to now.
The purpose of this study is to evaluate the effect of carbon addition on the microstructure and mechanical properties of DD99 single crystal Ni-base superalloy. The appropriate carbon content was optimized for DD99 alloy. The mechanism of carbide on mechanical properties of single crystal superalloy was discussed.
2 experimental
The chemical composition of DD99 single crystal Ni-base superalloy is listed in Table 1. These superalloys were chosen with carbon contents of 0.015%(mass fraction), 0.03%, 0.04%, 0.05%, 0.06%, 0.08%, respectively. A directionally solidified cylindrical specimen of alloy was used in this study. It was crystallized with a withdrawal rate of 6 mm/min and had 16 mm in diameter, 210 mm in length. Results from a number of measurements of orientation of columnar grains indicated a <001> direction, typically 0.05° to 5° away from the solidification axis. The microstructure of the as-cast alloys was examined using standard metallographic sample preparation. The alloy was heat-treated at 1 300 ℃ for 4 h, then rapidly quenched by gas, which gave a fully g′ solution structure with some residual eutectic. Subsequently, the alloy was aged with 1 100 ℃, 4 h, AC+870 ℃, 16 h, AC temper. The samples were mounted, polished and then etched with an etchant of 100 mL H2O+80 mL HCl+25 g CuSO4+5 mL H2SO4.
Table 1 Chemical composition of DD99 superalloy(mass fraction, %)

3 Results and discussion
3.1 Microstructure
The addition of carbon does not significantly alter the primary and the secondary dendrite arm spacing[8]. In some of the alloys, tertiary dendritic arms are observed, but the tertiary dendritic arm spacing is also unaffected by carbon addition[8]. The carbon addition has impact on the volume fraction of eutectic and carbide. Fig.1 shows the as-cast microstructure of this alloy with different carbon addition in the interdendritic region composed of g phase, g′ precipitates, eutectic (g′-g) and a small amount of carbide. The EDS analysis shows that the MC carbide is mainly rich in Ta and Ti elements. The volume fraction of eutectic (g+g′) structure decreases and the amount of carbide increases with the increase of carbon content.
The carbide first grows in a sheet-like morphology, then separates into a rod-like structure[8]. This type of morphology constitutes most of the carbides found in these samples. The other type of morphology found in this sample is the blocky (faceted) carbides which have been reported to form at temperatures close to the liquidus[9]. The equilibrium morphology of carbide is the blocky-type shape, based on the minimum surface energy[10]. FERNANDEZ et al[10] reported that the existence of blocky MC carbide is beneficial to creep property. There are varieties of carbide morphology such as blocky, sparrow and rod-like carbide precipitates in the interdendritic region for DD99 so that the microhardness of the interdendritic regions is higher than that of the dendritic core regions. The microhardness of each phase or regions (such as dendritic core region, interdendritic region, carbide, eutectic) increases with the carbon content (Fig.2).

Fig.1 Eutectic and carbide morphologies of alloy with different carbon contents: (a) 0.03 % C; (b) 0.06 % C
Fig.3 shows the size and morphology of g′ in the microstructure with different carbon addition after full heat treatment. The g-phase forms first and g′ is precipitated from g-phase during subsequent cooling. The carbon addition has no significant effect on the size and morphology of g′ either in as-cast samples or in heat-treated samples. In the dendrite core region g′ precipitates are well aligned in g matrix phase with the size of 0.3-0.4 mm in cubic shape with {001} habit planes and separated by thin g-channels with a thickness of about 50 nm (Fig.3). So the heat treated microstructure of DD99 alloy is quite stable and Ostwald ripening during rafting is insignificant[11]. It agrees with an estimation in Ref.[12] predicting a small change of thickness of the g′ precipitates with the size of above 500 nm.
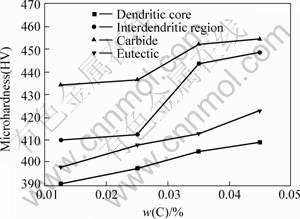
Fig.2 Influence of carbon content on microhardness

Fig.3 Morphology of g′ in DD99 alloy after 1300 ℃, 4 h, AC+1100 ℃, 4 h, AC+870 ℃, 16 h, AC heat-treatment: (a) 0.015% C; (b) 0.05 % C
3.2 Mechanical properties
Fig.4 shows that the stress rupture life of DD99 alloy gains peak value with carbon content of 0.03%, and the stress-ruptured elongation has the maximum value when the alloy contains 0.04% carbon. When the carbon content is greater than 0.03%, the stress rupture life decreases with the increase of carbon content. When the carbon content is greater than 0.04%, the stress-ruptured elongation decreases with the increase of carbon content. It is evident that addition of carbon(less than 0.04%) not only improves the stress capability, but also enhances the ductility of stress-ruptured samples.

Fig.4 Effect of carbon content on stress rupture life and elongation of DD99 alloy (1 050 ℃, 200 MPa)
The presence of carbide can restrict the fluid flow in the interdendritic region and essentially reduce the “effective” primary dendrite arm spacing. A reduction in the primary dendrite arm spacing has been reported to result in a decrease in the tendency to form thermal solutal convection related defects[13-14]. In addition, further support for the carbide obstruction of fluid flow in the interdendritic channels can result in the increased amount of porosity observed in the interdendritic region with the increase of carbon content[8]. Since the carbide networks prevent liquid flow, the interdendritic liquid is unable to fill in the shrinkage porosity as the last liquid solidifies in the interdendritic regions.
With regard to the final fracture process as reported in Refs.[15-16], a significant form of creep damage in single crystal superalloy is the initiation and growth of microcracks from the existing casting micropores occurring at interdendritic regions. It is apparent that square-shaped facets are caused by microcrack growth around MC carbide in the alloy, which indicates the final creep rupture due to linkage of cracks nucleates internally at MC carbide or casting porosity.
However, CHEN et al[17] reported that in the RR2072 alloy formation of MC carbide during solidification compensates for microshrinkage, and thus evidently reduce the number of pores, which improves creep properties of superalloy at lower temperature and high stress. The principal sites for crack initiation leading to ultimate failure are not from the carbides but from pores.
Therefore, it can be deduced that the role on the stress rupture property is determined by the amount of MC carbide. When the amount of MC carbide exceeds certain value, it is deleterious to the stress rupture property.
The tensile strength(UTS) and yield strength(YS) of DD99 alloy at 760℃ tardily vary with the increase of carbon content. However, The tensile strength and yield strength of DD99 alloy at 760 ℃ possess peak value with 0.08% carbon, as shown in Fig.5(a). The tensile strength and yield strength of DD99 alloy at 900 ℃ slowly decrease with the increase of carbon content (Fig.5(b)). The tensile strength and yield strength have the minimal value at 900 ℃ with 0.08% carbon. The tensile elongation(EL) and reduction of area(RA) of DD99 alloy basically decreases with the increase of carbon content at 760 ℃ and 900 ℃.

Fig.5 Effect of carbon content on tensile properties of DD99 alloy at 760 ℃(a) and 900 ℃(b)
3.3 Dislocation structure
The dislocation pinned by carbide is shown in Fig.6(a). The electron diffraction pattern indicates that MC-type carbide is very stable during creep deformation(Fig.6(b)). The more the amount of carbide, the more difficult the dislocation movement, the greater the tendency for the formation of these dislocation networks. As shown in Fig.7, the rafted g′ precipitates have been enveloped by the dislocation network, and a large number of dislocation are piled up in g channels. These networks cause difficulties in identifying any new dislocations that formed as a result of creep testing, either at the interface or in the g matrix. The damaged networks lose their coordinated role in maintaining the dynamic equilibrium, so that a large number of dislocations are piled up at some regions where the networks have been damaged, giving rise to the local stress concentration. Thereby, the matrix dislocations may cut into rafted g′ precipitates from the interfaces[9]. Once the dislocation networks are damaged or disappeared at g/g′ interfaces, the creep dislocation in matrix may shear into the g′ raft from the interfaces where networks are damaged.
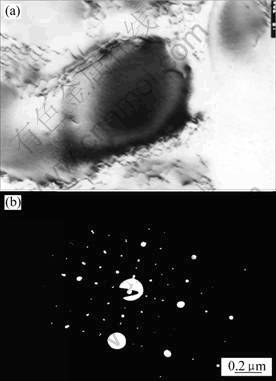
Fig.6 Dislocation pinned by carbide in stress-ruptured sample (for 48.5 h ) of DD99 alloy with 0.03% C (1 050 ℃, 200 MPa ): (a) Carbide; (b) MC diffraction pattern

Fig.7 Networks in microstructure of DD99 alloy (1 050 ℃, 200 MPa): (a) 0.03%C, 48.5 h rupture; (b) 0.05%C, 44.3 h rupture
On the other hand, the size of carbide becomes bigger with the increase of carbon content. The size of carbide is too small to retard the movement of the dislocation. The size of carbide is large enough to be passed by dislocation. The dislocation will shear carbide when the size of the carbide is appropriate. Generally the strengthening effect of passing carbide is inferior to that of shearing carbide phase. The stress rupture life of the specimens has peak value of the alloy with appropriate content of carbon.
4 Conclusions
1) The stress rupture life of DD99 alloy gains peak value with carbon content of 0.03%. When the carbon content is greater than 0.03%, the stress rupture life decreases with the increase of carbon content.
2) The tensile strength and yield strength of DD99 alloy reach peak value at 0.08% carbon and 760 ℃. On the contrary, the tensile strength and yield strength have minimal values at 0.08% carbon and 900 ℃. The tensile ductility of DD99 alloy basically decreases with the increase of carbon content at 760 ℃ or 900 ℃.
3) The microhardness of various phases increases with the increase of carbon content. The amount of carbide greatly increases with the addition of carbon content.
4) Dislocation movement is retarded by carbide so that dislocation networks are apt to form, which has an important role on the mechanical properties in DD99 single crystal superalloy.
References
[1] LIU L R, JIN T, ZHAO N R, WANG A H, SUN X F, GUAN H R, HU Z Q. Effect of carbon additions on the microstructure in a Ni-base single crystal superalloy[J]. Materials Letters, 2004, 58: 2290-2294.
[2] LIU L R, JIN T, ZHAO N R, WANG Z H, SUN X F, GUAN H R, HU Z Q. Effect of carbon addition on the creep properties in a Ni-based single crystal superalloy[J]. Mater Sci Eng A, 2004, 385A: 105-112.
[3] TIN S, POLLOCK T M. KING W T. Carbon additions and grain defect formation in high refractory nickel-base single crystal[C]// POLLOCK T M, KISSINGER R D, BOWMAN R R, GREEN K A, MCLEAN M, OLSON S, SCHIRRA J J. Superalloys. Warrendale, PA: TMS, 2000: 201-210
[4] TIN S. Carbon Additions and Grain Ddefects Formation in Directionally Solidified Nickel-base Superalloys[D]. Michigan: University of Michigan, 2001: 300.
[5] GIAMEI A F, KEAR B H. On the nature of freckles in nickel base superalloys[J]. Metall Trans, 1970, 1(8): 2185-2192.
[6] MIHALISIN J R, CORRIGAN J, GRATTI G M, VOGT R G. Casting of single crystal superalloy articles with reduced eutectic scale and grain recrystallization[P]. US: 2002/0007877, 2002-01.
[7] KOLOTOKHIN E V, TJAGUNOV G V. Crystallization of superalloys with various contents of carbon[J]. Journal of Materials Processing Technology, 1995, 53: 219-227.
[8] JARBA K A A, FUCHS G E. Effect of carbon additions on the as-cast microstructure and defect formation of a single crystal Ni-based superalloy[J]. Mater Sci Eng A, 2004, 373A: 255-267.
[9] HE L Z, ZHENG Q, SUN X F, GUAN H R, HU Z Q, TIEU A K, LU C, ZHU H T. High-temperature creep-deformation behavior of the Ni-based superalloy M963[J]. Metall Trans A, 2005, 36A: 2385-2391.
[10] FERNANDEZ R, LECOMTE J C, KATTAMIS T Z. Effect of solidification parameters on the growth geometry of MC carbide in In-100 dendritic mono-crystals[J]. Metall Trans A, 1978, 9A: 1381-1386.
[11] EPISHIN A, LINK T, PORTELLA P D, BRUCKNER U. Evolution of the g/g′ microstructure during high-temperature creep of a nickel-base superalloy[J]. Acta Mater, 2000, 48: 4169-4177.
[12] SHERRY H, PILKINGTON R. The creep fracture of a single-crystal superalloy[J]. Mater Sci Eng A , 1993, 172A: 51-61.
[13] POLLOCK T M, MURPHY W H, GOLDMAN E H, URAM D L, TU J S. Grain defect formation during directional solidification of nickel base single crystals[C]// ANTOLOVICH S D, STUSRUD, MACKAY R A, ANTON D L, KHAN T, KISSINGER R D, KLARSTROM D L. Superalloys. Warrendale, PA: TMS, 1992: 125-134.
[14] SCHNEIDER M C, GU J P, BECKERMANN C, BOETTINGER W J, KATTNER V R. Modeling of micro- and macrosegregation and freckle formation in single-crystal nickel-base superalloy directional solidification[J]. Metall Mater Trans, 1997, 28A: 1517-1531.
[15] CHEN W, IMMARIGEON J P. Thickening behaviour of g ? precipitations in nickel base superalloys during rafting[J]. Scripta Mater, 1998, 39: 167-174.
[16] HOPGOOD A A, MARTIN J W. The creep behaviour of a nickel-based single-crystal superalloy[J]. Mater Sci Eng A, 1986, 82A: 27-36.
[17] CHEN Q Z, JONESA N, KNOWLES D M. The microstructures of base/ modified RR2072 SX superalloys and their effects on creep properties at elevated temperatures[J]. Acta Mater, 2001, 50: 1095-1112.
(Edited by YANG You-ping)
Corresponding author: YU Jin-jiang; Tel: +86-24-23971713; E-mail:jjyu@imr.ac.cn

