Effect of complex modification of Al-5Ti and Al-3P on hypereutectic Al-18Si alloys
��Դ�ڿ������ϴ�ѧѧ��(Ӣ�İ�)2019���10��
�������ߣ�����ƽ ������ ���� Ϳ�� ���� ����ƽ
����ҳ�룺2651 - 2660
Key words��hypereutectic Al-Si alloy; modification; solidification structure; mechanical properties
Abstract: The solidification microstructure, fracture morphologies, and mechanical properties of an Al-18Si alloy and alloys modified with Al-5Ti and Al-3P master alloys were investigated using an optical microscope, scanning electron microscope, and an electronic universal testing machine. The results show that additions of Al-5Ti and Al-3P have significant effects on the size and area fraction of the primary Si and the mechanical properties of the Al-18Si alloy. Compared to the Al-18Si alloy modified with 0.6 wt% Al-5Ti at 850 ��C, when the Al-18Si alloy was modified with 0.3 wt% Al-5Ti and 0.5 wt% Al-3P at the same temperature, the average size of the primary Si decreased from 39 to 14 ��m and the area fraction increased from 9.5% to 11.6%. The biggest influencing factor on the tensile strength and elongation of the Al-18Si alloy is the addition of Al-3P, followed by the modification temperature and the addition of Al-5Ti. At a modification temperature of 850 ��C, the tensile strength and elongation of the Al-18Si alloy modified with 0.3 wt% Al-5Ti+0.5 wt% Al-3P increased by 19.6% and 88.6%, respectively compared to that of the Al-18Si alloy modified with 0.6 wt% Al-5Ti.
Cite this article as: WANG Jian-hua, YANG Wei, TU Hao, LIU Ya, PENG Hao-ping, SU Xu-ping. Effect of complex modification of Al-5Ti and Al-3P on hypereutectic Al-18Si alloys [J]. Journal of Central South University, 2019, 26(10): 2651-2660. DOI: https://doi.org/10.1007/s11771-019-4202-8.

J. Cent. South Univ. (2019) 26: 2651-2660
DOI: https://doi.org/10.1007/s11771-019-4202-8

WANG Jian-hua(������)1, 2, 3, YANG Wei(����)1, 2, 3, TU Hao(Ϳ��)1, 2, 3, LIU Ya(����)1, 2, 3,PENG Hao-ping(����ƽ)1, 2, 3, SU Xu-ping(����ƽ)1, 2, 3
1. Jiangsu Key Laboratory of Materials Surface Science and Technology, School of Materials Science and Engineering, Changzhou University, Changzhou 213164, China;
2. Jiangsu Collaborative Innovation Center of Photovoltaic Science and Engineering, Changzhou University, Changzhou 213164, China;
3. National Experimental Teaching Demonstration Center of Materials Science and Engineering��Changzhou University, Changzhou 213164, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2019
Abstract: The solidification microstructure, fracture morphologies, and mechanical properties of an Al-18Si alloy and alloys modified with Al-5Ti and Al-3P master alloys were investigated using an optical microscope, scanning electron microscope, and an electronic universal testing machine. The results show that additions of Al-5Ti and Al-3P have significant effects on the size and area fraction of the primary Si and the mechanical properties of the Al-18Si alloy. Compared to the Al-18Si alloy modified with 0.6 wt% Al-5Ti at 850 ��C, when the Al-18Si alloy was modified with 0.3 wt% Al-5Ti and 0.5 wt% Al-3P at the same temperature, the average size of the primary Si decreased from 39 to 14 ��m and the area fraction increased from 9.5% to 11.6%. The biggest influencing factor on the tensile strength and elongation of the Al-18Si alloy is the addition of Al-3P, followed by the modification temperature and the addition of Al-5Ti. At a modification temperature of 850 ��C, the tensile strength and elongation of the Al-18Si alloy modified with 0.3 wt% Al-5Ti+0.5 wt% Al-3P increased by 19.6% and 88.6%, respectively compared to that of the Al-18Si alloy modified with 0.6 wt% Al-5Ti.
Key words: hypereutectic Al-Si alloy; modification; solidification structure; mechanical properties
Cite this article as: WANG Jian-hua, YANG Wei, TU Hao, LIU Ya, PENG Hao-ping, SU Xu-ping. Effect of complex modification of Al-5Ti and Al-3P on hypereutectic Al-18Si alloys [J]. Journal of Central South University, 2019, 26(10): 2651-2660. DOI: https://doi.org/10.1007/s11771-019-4202-8.
1 Introduction
Hypereutectic Al-Si alloys have excellent wear resistance, high specific strength, and excellent casting performance. These alloys are widely used as raw materials formilitary and civilian products [1-5]. In conventional casting, the mechanical properties of the hypereutectic Al-Si alloy deteriorate due to the presence of coarse primary Si and needle-like eutectic Si. To date, most studies mainly focused on the development of modifiers and on the resulting changes in morphology and size of the primary Si in the hypereutectic Al-Si alloy. Red phosphorus was widely used earlier in the modification of hypereutectic Al-Si alloys [6, 7]. Because red phosphorus produces smoke that pollutes the environment, it is used rarely now. Phosphorus-containing modifiers were used to modify hypereutectic Al-Si alloys by distributing the refined primary Si evenly in the matrix, resulting in clear improvements in many mechanical properties of the alloy [8-10]. Although phosphorus-containing modifiers have a positive effect on refining the primary Si, there is little effect on the modification of the eutectic Si and the ��-Al phase. Many phosphorus-containing complex modifiers have been developed and they modified the primary Si, eutectic Si, and the ��-Al phase simultaneously [11-15]. After a hypereutectic Al-Si alloy is modified with phosphorus and rare earth, the size of the primary Si decreases and the shape of the eutectic Si changes from a coarse needle-shaped texture to a fine fibrous or granular texture. As a result, the mechanical properties of the alloy are significantly improved [16, 17]. In addition, a melt overheating treatment can be used to improve the morphologies of the primary Si in hypereutectic Al-Si alloys [18].
JIANG et al [19] proposed a method to quantitatively estimate the moving distance of a eutectic point of Al-Si alloy in the horizontal direction under non-equilibrium solidification. As long as the area fraction of the primary phase could be measured, the eutectic point could be quantitatively estimated. To date, the effect of the eutectic point movement induced by the modification on the microstructure and mechanical properties of Al-Si alloys has not been reported. The preliminary studies of our group have shown that a reverse modification has a significant effect on the microstructure and mechanical properties of a zinc alloy [20]. In addition, the effect of the area fraction of the primary Si in a hypereutectic Al-Si alloy modified with Al-3B on the comprehensive mechanical properties of the alloy has been investigated [21]. In this study, the modification of Al-5Ti to a hypereutectic Al-Si alloy is defined as a reverse modification and the modification of Al-3P to a hypereutectic Al-Si alloy is defined as a positive modification. Our previous research showed that the size of the primary Si was reduced and the area fraction of the primary Si also decreased after the Al-18Si alloy was modified with Al-5Ti [22]. In this study, the microstructure and mechanical properties of the Al-18Si alloy modified with Al-5Ti and Al-3P were investigated. This research is of great significance to further improve the mechanical properties of hypereutectic Al-Si alloys and to expand their application fields.
2 Experimental
A00 aluminum ingots (purity 99.7%, mass percentage, the same below) and Al-50Si master alloys were used as raw materials to prepare the Al-18Si alloy in a resistance furnace. Al-5Ti and Al-3P master alloys were used as modifiers. 1000 g Al-18Si alloy was placed in a furnace and remelted at 850 ��C for 30 min. After the melt was refined and degassed using C2Cl6, part of the melt was cast into a 200 ��C steel mold with an inner size of ��12 mm�� 100 mm. The remaining melt was modified with a 0.6% Al-5Ti master alloy and cast into a steel mold. The complex modification processes with Al-5Ti and Al-3P are as follows. 1000 g Al-18Si alloy was remelted in a furnace at 750, 800, and 850 ��C for 30 min, respectively. The reverse modification of Al-18Si was accomplished by adding an Al-5Ti master alloy to the melt. The treatment time was 3 min. Then the melt was subjected to the positive modification with the Al-3P master alloy for 5 min. The orthogonal experiments are designed as shown in Table 1. The modified Al-18Si alloy melt was cast into a 200 ��C steel mold with an inner size of ��12 mm��100 mm. Metallographic samples were cut at 10 mm from the bottom of the casting samples. Tensile tests were performed on the specimens with a 6 mm gauge diameter and 30 mm gauge length (as shown in Figure 1) at a stretching rate of 2 mm/s, using a WDW-300 universal tensile testing machine under the ASTM E8 standard. In these tests, three samples per alloy were tested and the value was the average of three measurements.
Table 1 Parameters of orthogonal test for complex modification of Al-18Si alloy
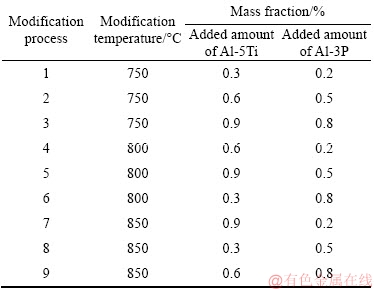
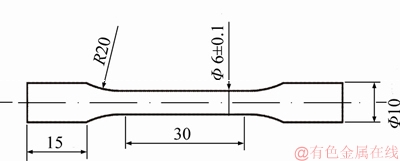
Figure 1 Size of tensile sample (Unit: mm)
The fracture morphologies of the tensile samples of the hypereutectic Al-Si alloy were observed with a JSM-6510 scanning electron microscope (SEM). The size and area percentage of the primary Si was calculated using Image-Pro Plus 6.0 software. The solidification kinetics for the experimental alloys was investigated by differential scanning calorimetry (DSC, Netzsch DSC 404 F3) with constant cooling rate (10 ��C /min). The measured temperature range from 500 to 700 ��C.
3 Results and discussion
3.1 Microstructure of Al-18Si alloy before and after modification with Al-5Ti
The microstructures of the Al-18Si alloy before and after modification with 0.6% Al-5Ti at 850 ��C are shown in Figure 2. It is evident that the unmodified Al-18Si alloy is mainly composed of primary Si and has a eutectic structure in Figure 2(a). In addition, there is evidence of the ��-Al phase. The formation of the ��-Al phase was ascribed to two reasons. One reason is the divorced eutectic reaction and the other reason is the formation of a local hypoeutectic region caused by the fluctuation in the Si concentration. The quantitative analysis shows that the average size of the primary Si in the unmodified alloy is 42 ��m and the area fraction of the primary Si is 10.6%. It can be seen from Figure 2(b) that the amount of the ��-Al phase increased and the size of the primary Si is reduced in the modified Al-18Si alloy. The quantitative analysis shows that the average size of the primary Si in the modified alloy is 39 ��m and the area fraction of the primary Si is only 9.5%. The modification of Al-5Ti to the hypereutectic Al-Si promotes the nucleation and growth of the ��-Al phase. The growth of the ��-Al phase suppresses the growth of the primary Si, resulting in the refinement of the primary Si and the reduction of its area fraction. In addition, after the Al-Si alloy was modified with Al-5Ti, the undercooling degree of the hypoeutectic Al-Si alloy decreased. As a result, the non-equilibrium eutectic point shifted to the right, which resulted in the decrease in the area fraction of the primary Si in the Al-Si alloy.
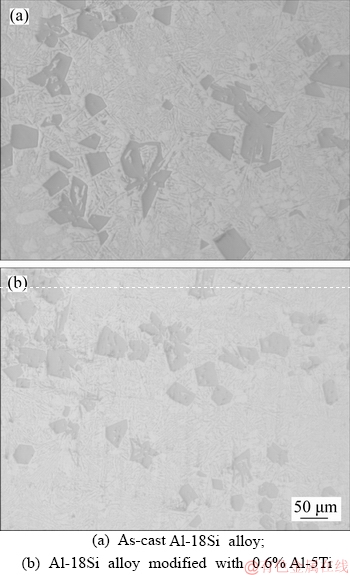
Figure 2 Microstructure of Al-18Si alloy:
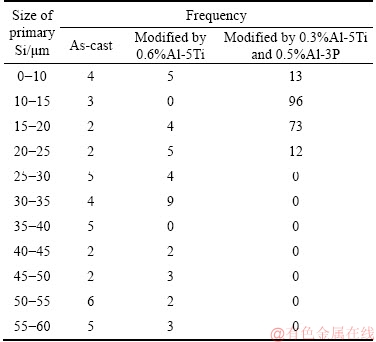
Table 2 shows the number density of the primary Si particles in the Al-18Si alloy at different states. Before modification, the number density of the primary Si particles in the size range of 0-30 ��m is much less than that in the range of 30-60 ��m in the Al-18Si alloy. After modification by 0.6% Al-5Ti, the number density is almost the same in those two size ranges. It is evident that the number density of the coarse primary Si particles in the as-cast Al-18Si alloy is much higher than that in the modified alloy.
Table 2 Number density of primary Si particles in Al-18Si alloy
3.2 Microstructure of Al-18Si alloy before and after modification with Al-5Ti and Al-3P
Figure 3 shows the microstructure of the Al-18Si alloy modified with Al-5Ti and Al-3P at different temperatures. It can be observed that, after the complex modification, the microstructure of the alloy is still mainly composed of primary Si and has a eutectic structure. In addition, a larger amount of fine ��-Al phase exists in the alloy. Compared with the microstructure of the unmodified Al-18Si alloy shown in Figure 2(a), the primary Si in the complex-modified alloy is significantly refined. The number of primary Si particles, the area fraction of the primary Si and the ��-Al phase increased significantly. The size of the primary Si is the smallest for modification process 8.

Figure 3 Microstructure of Al-18Si alloy after complex modification:
Compared with the microstructure of the Al-18Si alloy modified with 0.6% Al-5Ti (Figure 2(b)), the number of the primary Si particles increased in the complex-modified Al-18Si alloy and the size of the primary Si decreased markedly. In addition, the amount of the ��-Al phase increased. After the Al-18Si alloy was modified by 0.3%Al-5Ti and 0.5%Al-3P, the size of the primary Si concentrates was mainly in the range of 10-20 ��m. The total number density of the primary Si particles is 194, which is much higher than that in the Al-18Si alloy modified by 0.6%Al-5Ti, as shown in Table 2.
Tables 3-5 show the quantitative analysis results of the average size and area fraction of the primary Si in the complex-modified Al-18Si alloys. In Tables 4 and 5, Ki represents the sum of the three measured values corresponding to the three levels of the same factor i in the columns. Rj represents the difference between the maximum and the minimum of Ki/3. Compared with the Al-18Si alloy modified with 0.6% Al-5Ti, the primary Si in the Al-18Si alloy modified with Al-5Ti and Al-3P is obviously refined. At the same time, the area fraction of the primary Si increases markedly.
The results of the orthogonal test show that the biggest influencing factor on the average size of the primary Si is the addition of the Al-3P modifier and the smallest influencing factor is the addition of the Al-5Ti modifier. When the addition of 0.5% Al-3P, 0.3% Al-5Ti, and the modification temperature of 850 ��C, the average size of the primary Si is the smallest, i.e., 14 ��m. At higher melting and modification temperatures, the original primary Si is dissolved completely in the liquid alloy. After the complex modification with the appropriate amount of Al-3P and Al-5Ti, many tiny AlP particles served as the new nuclear core of the primary Si, resulting in the best refinement of the primary Si in the Al-18Si alloy.
Table 3 Statistical results of primary Si in modified Al-18Si alloy
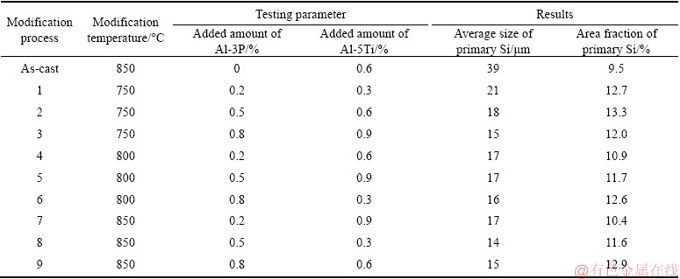
Table 4 Analysis results for average size of primary Si

Table 5 Analysis results for area fraction of primary Si

It can be seen from Table 3 that the biggest influencing factor on the area fraction of the primary Si is the addition of the Al-3P modifier, followed by the modification temperature and the addition of the Al-5Ti modifier. When the addition of Al-3P is 0.5%, the addition of Al-5Ti is 0.6% and the modification temperature is 750 ��C, the area fraction of the primary Si is the largest (13.3%). At lower melting and modification temperatures, many undissolved original primary Si particles existed in the liquid alloy. After the complex modification with the appropriate amount of Al-3P and Al-5Ti, a large number of primary Si particles existed in the Al-18Si alloy because of the effect of many tiny AlP particles. The primary Si was refined and the area fraction of the primary Si reached the maximum.
In summary, the biggest influencing factor on the average size and area fraction of the primary Si is the addition of the Al-3P modifier, followed by the modification temperature and the addition of the Al-5Ti modifier.
Large amounts of Al3Ti particles existed in the Al-5Ti master alloy. Because the crystal structure and lattice constant of Al3Ti are close to those of the ��-Al phase [23], Al3Ti can serve as the nucleation core of the ��-Al phase. The modification of Al-5Ti to Al-18Si alloy promotes the formation and growth of the ��-Al phase, which in turn inhibits the precipitation and growth of the primary Si. In addition, there are large amounts of fine AlP particles in the Al-3P modifier. The crystal structure of AlP and Si is the same and their lattice constants are similar [24]. AlP can serve as the nucleation core of the primary Si, resulting in the refinement of the primary Si. Therefore, when the Al-18Si alloy was modified with Al-5Ti and Al-3P, the primary Si was further refined.
The amount of the ��-Al phase increased when the Al-18Si alloy was modified by the Al-5Ti master alloy. If the alloy was complex-modified with Al-3P again, the preferential precipitation and growth of the primary Si resulted in the depletion of the Si concentration in the nearby melt. This promoted the nucleation and growth of the ��-Al phase and the amount of the ��-Al phase in the Al-18Si alloy was increased further.
Figure 4 shows the DSC curves, which indicate the change of solidification process of Al-Si alloys with the addition of Al-3P and Al-5Ti. It could be seen that the start precipitating temperature of primary Si and non-equilibrium eutectic solidification temperature increased with the increase of the added amount of Al-3P, no matter how much the added amount of Al-5Ti was. The modification of Al-3P and Al-5Ti to the eutectic Al-Si alloy changed the non-equilibrium eutectic point of Al-Si phase diagram [25, 26]. Similarly, the modification of Al-5Ti and Al-3P to the hypereutectic Al-Si alloy also changed the non-equilibrium eutectic point of the Al-Si system. Figure 5 shows the movement of the non- equilibrium eutectic points of the Al-Si alloys caused by the modification with Al-5Ti and Al-3P. The modification temperature was fixed at 850 ��C. The changes in the area fraction of the primary Si in the complex-modified Al-18Si alloy can be explained as follows.
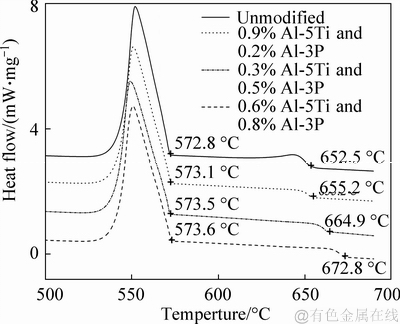
Figure 4 DSC curves of solidification of Al-Si alloys before and after modification with Al-3P and Al-5Ti
In Figure 5, C0 represents the equilibrium eutectic point in the Al-Si binary phase diagram. C1, C2, and C3 represent the non-equilibrium eutectic points, corresponding to the Al-Si alloy modified with 0.9% Al-5Ti and 0.2% Al-3P, 0.3%Al-5Ti and 0.5% Al-3P, 0.6%Al-5Ti and 0.8%Al-3P, respectively. At the same temperature, the Al-5Ti modification promotes the nucleation and growth of the primary ��-Al phase, resulting in a decrease in the undercooling degree of the nucleation and the growth of the ��-Al phase in the hypoeutectic Al-Si alloy. As the amount of added Al-5Ti increases, the temperature and cooling rate of the melt decrease, resulting in the reduction in the undercooling degree of the nucleation and the growth of the ��-Al phase. As a result, the non-equilibrium eutectic point shifts to the right. Similarly, at the same temperature, the Al-3P modification promotes the nucleation and growth of the primary Si, resulting in a decrease in the undercooling degree of the nucleation and growth of the primary Si in the hypereutectic Al-Si alloy. As the amount of added Al-3P increases, the temperature and cooling rate of the melt decrease, resulting in the reduction in the undercooling degree of the nucleation and growth of the primary Si. As a result, the non-equilibrium eutectic point shifts to the left. As shown in Figures 2, 4, and 5, and Tables 3-5, the modification effect of Al-3P on the primary Si in the Al-18Si alloy is greater than that of Al-5Ti on the ��-Al phase. Therefore, the effect of the added amount of Al-3P on the undercooling degree of the hypereutectic Al-Si alloy is much bigger than that of Al-5Ti on the hypoeutectic Al-Si alloy, as shown in Figure 5. The final shifting distance of the non-equilibrium eutectic point depends on the added amount of Al-5Ti and Al-3P and the combined effect. The non-equilibrium eutectic point moves to the right when the amount of added Al-5Ti is greater than the amount of added Al-3P, as is the case for C1 in Figure 5. The area fraction of the primary Si in the modified Al-18Si alloy is less than that of the unmodified alloy. If the added amount of Al-5Ti is lower than the added amount of Al-3P, the non-equilibrium eutectic point moves to the left as shown for C2 and C3 in Figure 5. C2 and C3 are located on the left side of C0, and C3 is located on the left side of C2. Therefore, the area fraction of the primary Si in the Al-18Si alloy is the largest after the alloy was modified with 0.6% Al-5Ti and 0.8% Al-3P.
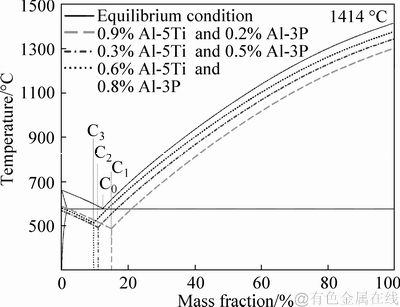
Figure 5 Schematic diagram of movement of non- equilibrium eutectic point
3.3 Effect of complex modification on mechanical properties of Al-18Si alloy
The size and distribution of the primary Si in the hypereutectic Al-Si alloy play a decisive role in the mechanical properties of the alloy. When Al-18Si alloy was melted at 850 ��C without modification, the tensile strength was 154 MPa and the elongation was 3.3%. After the Al-18Si alloy was modified with 0.6% Al-5Ti at 850 ��C, the tensile strength of the alloy increased to 163 MPa and the elongation increased to 3.5%. The tensile strength and elongation of the modified Al-18Si alloy increased by 5.8% and 6.1%, respectively,compared with the unmodified Al-18Si alloy.Tables 4-6 shows the mechanical properties of the Al-18Si alloy after complex modification. It is evident that the tensile strength and elongation of the alloy increased after the complex modification. Under the modification process 8, i.e., an addition of 0.5% Al-3P, an addition of 0.3% Al-5Ti, and a modification temperature of 850 ��C, the average size of the primary Si is the smallest for the modified Al-18Si alloy (Tables 6-8). Under this condition, the tensile strength of the alloy is 195 MPa and its elongation is 6.6%. At a modification temperature of 850 ��C, the tensile strength and elongation of the Al-18Si alloy modified with 0.3% Al-5Ti and 0.5% Al-3P increased by 19.6% and 88.6%, respectively compared to the Al-18Si alloy modified with 0.6% Al-5Ti.
As can be seen from Tables 6-8, the biggest influencing factor on the tensile strength and elongation of the Al-18Si alloy is the addition of the Al-3P modifier, followed by the modification temperature and the addition of the Al-5Ti.
Table 6 Mechanical properties of Al-18Si after complex modification

Table 7 Analysis results for tensile strength

Table 8 Analysis results for elongation

Figure 6 shows the stress-strain plots of the as-cast Al-18Si alloy and the modified alloys at 850 ��C. It can be clearly seen that the tensile strength and elongation of the as-cast Al-18Si alloy and the alloy modified by 0.6%Al-5Ti are much lower than those of the alloy modified by 0.3%Al-5Ti and 0.5%Al-3P. The work-hardening rate of the modified Al-18Si alloy is slightly larger than that of the as-cast Al-18Si alloy.
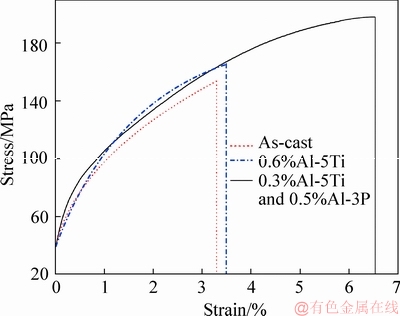
Figure 6 Representative stress-strain plots of tested samples
Figure 7 shows the tensile fracture morphologies of the Al-18Si alloy before and after the complex modification. As can be seen from Figure 7(a), after modification with 0.6% Al-5Ti at 850 ��C, a large number of big cleavage planes caused by the fracture of the primary Si occur on the tensile fracture of the Al-18Si alloy. At the same time, tearing ridges and a few dimples occur, exhibiting brittle fracture characteristics. As shown in Figure 7(b), when the Al-18Si alloy is modified with 0.3% Al-5Ti and 0.5% Al-3P at 850 ��C, a large number of small cleavage planes occur on the tensile fracture and more tearing ridges and dimples are observed. A comparison of the fracture morphologies shown in Figures 7(a) and (b) indicate that the complex-modified Al-18Si alloy possesses higher strength and plasticity; this is consistent with the experimental results.
4 Conclusions
1) Compared with the Al-18Si alloy modified with 0.6% Al-5Ti, the average size of the primary Si in the Al-18Si alloy modified with Al-5Ti and Al-3P decreased significantly and the area fraction of the primary Si increased. The tensile strength and elongation increased significantly.
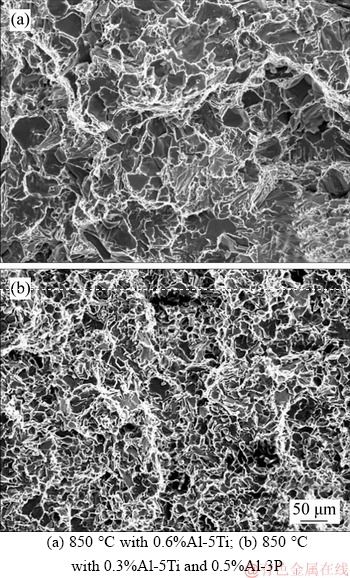
Figure 7 Fracture morphology of Al-18Si alloy after modification at:
2) The greatest influencing factor on the average size of the primary Si, the area fraction of the primary Si, and the mechanical properties of the Al-18Si alloy is the addition of Al-3P, followed by the modification temperature and the addition of Al-5Ti.
3) Compared with the Al-18Si alloy modified with 0.6% Al-5Ti at 850 ��C, the tensile strength and elongation of the alloy modified with 0.3% Al-5Ti and 0.5% Al-3P increased by 19.6% and 88.6%, respectively.
References
[1] LIANG Song-mao, SCHMIDF-FETZER R. Phosphorus in Al-Si cast alloys: Thermodynamic prediction of the AlP and eutectic (Si) solidification sequence validated by microstructure and nucleation undercooling data [J]. Acta Materialia, 2014, 72: 41-56. DOI: 10.1016/j.actamat.2014. 02.042.
[2] LI Da-kui, ZUO Min, ZHANG Qian, LIU Xiang-fa. The investigation of continuous nucleation and refinement of primary Si in Al�C30Si mushy zone [J]. Journal of Alloys and Compounds, 2010, 502(2): 304-309. DOI: 10.1016/j.jallcom. 2010.04.165.
[3] WANG Shou-ren, MA Ru, WANG Ying-zi, WANG Yong, YANG Li-ying. Growth mechanism of primary silicon in cast hypoeutectic Al-Si alloys [J]. Transactions of Nonferrous Metals Society of China, 2012, 22(6): 1264- 1269. DOI: 10.1016/S1003-6326(11)61314-9.
[4] STADLER F, ANTREKOWITSCH H, FRAGNER W, KAUFMANN H, PINATEL E R, UGGOWITZER P J. The effect of main alloying elements on the physical properties of Al-Si foundry alloys [J]. Materials Science and Engineering A, 2013, 560(2): 481-491. DOI: 10.1016/j.msea.2012.09. 093.
[5] ZHU Jian-bin, YAN Hong, YE He-yuan, AI Fan-rong. Corrosion behavior of SiC foam ceramic reinforced Al-23Si composites in NaCl solution [J]. Journal of Central South University, 2017, 24(9): 1934-1940. DOI: 10.1007/s11771- 017-3601-y.
[6] SUN Jian-feng, ZHANG Liang, WU Guo-hua, LIU Wen-cai, HU Zhao-hua, CHEN An-tao. Refinement of primary Si in Al-20%Si alloy by MRB through phosphorus additions [J]. Journal of Materials Processing Technology, 2015, 225: 485-491. DOI: 10.1016/j.jmatprotec.2015.06.031.
[7] CAMPBELL J, TIRYAKIOGLU M. Review of effect of P and Sr on modification and porosity development in Al-Si alloys [J]. Materials Science and Technology, 2015, 26(3): 262-268. DOI: 10.1179/174328409X425227.
[8] CAO Fu-yang, JIA Yan-dong, PRASHANTH K G, MA Pan, LIU Jing-shun, SCUDINO S, HUANG Feng, ECKERT J, SUN Jian-fei. Evolution of microstructure and mechanical properties of as-cast Al-50Si alloy due to heat treatment and P modifier content [J]. Materials & Design, 2015, 74(7): 150-156. DOI: 10.1016/j.matdes.2015.03.008.
[9] ZHANG Qian, LIU Xiang-fa, DAI Hong-shang. Re-formation of AlP compound in Al-Si melt [J]. Journal of Alloys and Compounds, 2009, 480(2): 376-381. DOI: 10.1016/j.jallcom.2009.02.080.
[10] ZUO Min, LIU Xiang-fa, DAI Hong-shang, LIU Xiang-jun. Al-Si-P master alloy and its modification and refinement performance on Al-Si alloys [J]. Rare Metals, 2009, 28(4): 412-417. DOI: 10.1007/s12598-009-0080-9.
[11] YU Li-na, LIU Xiang-fa, DING Hai-min, BIAN Xiu-fang. A new nucleation mechanism of primary Si by like-peritectic coupling of AlP and Al4C3, in near eutectic Al-Si alloy [J]. Journal of Alloys and Compounds, 2007, 429(1, 2): 119-125. DOI: 10.1016/j.jallcom.2006.04.011.
[12] ZHOU Xiao-lu, WU Yu-ying, LI Yi-fan,WU Long, GAO Tong, LI Hui, LIU Xiang-fa. Absorbing formation mechanism of AlP on TiB2 substrate and their application as high-efficiency nucleating agent in Al-45Si alloy [J]. Journal of Alloys and Compounds, 2017, 693: 853-858. DOI: 10.1016/j.jallcom.2016.09.274.
[13] LIU Wen-yi, XIAO Wen-long, XU Cong, LIU Mao-wen, MA Chao-li. Synergistic effects of Gd and Zr on grain refinement and eutectic Si modification of Al-Si cast alloy [J]. Materials Science and Engineering A, 2017, 693: 93-100. DOI:10.1016/j.msea.2017.03.097.
[14] SUN Yu-jie, WANG Qing-lei, GENG Hao-ran. Effects of complex modificating technique on microstructure and mechanical properties of hypereutectic Al-Si alloys [J]. Journal of Materials Science, 2012, 47(5): 2104-2109. DOI: 10.1007/s10853-011-6010-x.
[15] XU Cong, XIAO Wen-long, ZHENG Rui-xiao, HANADA S, YAMAGATA H, MA Chao-li. The synergic effects of Sc and Zr on the microstructure and mechanical properties of Al-Si-Mg alloy [J]. Materials & Design, 2015, 88: 485-492. DOI: 10.1016/ j.matdes.2015.09.045.
[16] WANG Q L, GENG H R, ZUO M, LONG F, PENG X. Effects of melt thermal rate treatment and modification of P and RE on hypereutectic Al-Si-Cu-Mg alloy [J]. Materials Science and Technology, 2013, 29(10): 1233-1240. DOI: 10.1179/1743284713Y.0000000267.
[17] CHEN Chong, LIU Zhong-xia, REN Bo, WANG Ming-xing, WENG Yong-gang, LIU Zhi-yong. Influences of complex modification of P and Re on microstructure and mechanical properties of hypereutectic Al-20Si alloy [J]. Transactions of Nonferrous Metals Society of China, 2007, 17(2): 301-306. DOI: 10.1016/S1003-6326(07)60089-2.
[18] XU C L, JIANG Q C. Morphologies of primary silicon in hypereutectic Al-Si alloys with melt overheating temperature and cooling rate [J]. Materials Science and Engineering A, 2006, 437(2): 451-455. DOI: 10.1016/ j.msea.2006.07.088.
[19] JIANG Q C, XU C L, WANG H Y, WANG J G, YANG Y F. Estimation of the shifting distance of the eutectic point in hypereutectic Al-Si alloys by the lever rule [J]. Scripta Materialia, 2007, 56(5): 329-332. DOI: 10.1016/j.scriptamat. 2006.11.023.
[20] WANG Jian-hua, HUANG Jian-feng, SU Xu-ping, WU Chang-jun. Effect of reverse modification of Al-5Ti-B master alloy on hypoeutectic ZnAl4Y alloy [J]. Materials & Design, 2012, 38: 133-138. DOI: 10.1016/j.matdes.2012.01.044.
[21] GONG Chun-jie, TU Hao, WU Chang-jun, WANG Jian-hua, SU Xu-ping. Study on microstructure and mechanical properties of hypereutectic Al-18Si alloy modified with Al-3B. [J]. Materials, 2018, 11(3): 456. DOI: 10.3390/ ma11030456.
[22] LIU Liang, LI Kai-liang, LIU Ya, WU Chang-jun, SU Xu-ping, WANG Jian-hua. Effect of Al-5Ti-B alloy on hypereutectic Al-18Si alloy modification [J]. Materials Science and Engineering of Powder Metallurgy, 2016, 21(1): 59-64. https://www.researchgate.net/publication/316561685. (in Chinese)
[23] GHADIMI H, NEDJHAD S H, EGHBALI B. Enhanced grain refinement of cast aluminum alloy by thermal and mechanical treatment of Al-5Ti-B master alloy [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(6): 1563-1569. DOI: 10.1016/S1003-6326(13)62631-X.
[24] CHEN Xu, ZHONG Yun-bo, ZHENG Tian-xiang, SHEN Zhe, WANG Jiang, FAN Li-jun, ZHAI Yong, PENG Ming-hu, ZHOU Bang-fei, REN Wei-li, LEI Zuo-sheng, REN Zhong-ming, HE Qiong. Refinement of primary Si in the bulk solidified Al-20 wt.%Si alloy assisting by high static magnetic field and phosphorus addition [J]. Journal of Alloys and Compounds, 2017, 714: 39-46. DOI: 10.1016/j.jallcom. 2017.04.085.
[25] WANG Shuo, FU Min, LI Xia-zhang, WANG Jian-hua, SU Xu-ping. Microstructure and mechanical properties of Al-Si eutectic alloy modified with Al-3P master alloy [J]. Journal of Materials Processing Technology, 2018, 255: 105-109. DOI: 10.1016/j.jmatprotec.2017.12.008
[26] WANG Shuo, LIU Ya, PENG Hao-ping, LU Xiao-wang, WANG Jian-hua, SU Xu-ping. Microstructure and mechanical properties of Al-12.6Si eutectic alloy modified with Al-5Ti master alloy [J]. Advanced Engineering Materials, 2017, 19(12): 1700495. DOI: 10.1002/adem. 201700495.
(Edited by ZHENG Yu-tong)
���ĵ���
Al-5Ti��Al-3P�Թ�����Al-18Si�Ͻ�ĸ��ϱ���Ч��
ժҪ�����IJ��ù�ѧ������ɨ����������͵���������������������о���Al-5Ti��Al-3P����Al-18Si�Ͻ��������֯���Ͽ���ò����ѧ���ܡ������������0.6%Al-5Ti����Al-18Si�Ͻ���ȣ���850 ��C�¶��²���0.3wt%Al-5Ti��0.5wt%Al-3P��Al-18Si�Ͻ���и��ϱ��ʴ�����ʹ�Ͻ��г�����ƽ���ߴ��39 ��m��С��14 ��m�������������9.5%���ӵ�11.6%���ԺϽ���ǿ�Ⱥ�������Ӱ������������Al-3P������DZ����¶Ⱥ�Al-5Ti��0.3wt%Al-5Ti��0.5wt%Al-3P����Al-18Si�Ͻ�Ŀ���ǿ�Ⱥ������ʷֱ��0.6%Al-5Ti����Al-18Si�Ͻ�����19.6%��88.6%��
�ؼ��ʣ�����������Ͻ𣻱��ʴ�����������֯����ѧ����
Foundation item: Project(51571039) supported by the National Natural Science Foundation of China
Received date: 2018-07-09; Accepted date: 2019-01-11
Corresponding author: SU Xu-ping, PhD, Professor; Tel: +86-519-86330016; E-mail: sxping@cczu.edu.cn; ORCID: 0000-0001-8955- 9959

