
Deformation behavior and strength evolution of MIM compacts during thermal debinding
LIU Xiang-quan(刘相权), LI Yi-min(李益民), YUE Jian-ling(岳建岭), LUO Feng-hua(罗风华)
State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China
Received 8 May 2007; accepted 24 September 2007
Abstract: Effects of the debinding atmosphere, powder characteristic, solid loading and heating rate on the compact deformation were investigated. The compact strength after thermal debinding was measured by bending mode. The experimental results indicate that the vacuum atmosphere is beneficial to improving the deformation resistance compared with nitrogen atmosphere. Small particle size, irregular particle shape and high solid loading are suitable for decreasing the deformation defects. Besides, too fast heating rate may induce deformation defects. It is also indicated that effect of the factors for the deformation defects is different in different debinding stages. The strength evolution of the compacts during thermal debinding was also discussed.
Key words: MIM(metal injection molding); thermal debinding; deformation resistance; strength evolution
1 Introduction
Metal injection molding(MIM) is a competitive manufacturing technology for producing complex-shaped compacts with near net shape and high production capacity[1-2]. In order to provide enough flowability for the metal powder during molding and to maintain the desired shapes of the compacts during debinding, the MIM feedstock always requires a lot of organic binder as a vehicle[3]. Although the binder is important and necessary in MIM, it must be removed completely from the compacts prior to densification by sintering to prevent degradation of final properties[4]. The debinding process often gives rise to defects that are impossible to be fixed in the following procedure, so the debinding process is usually known to be critical in MIM[5]. Despite a lot of advanced methods (microwave treatment, supercritical debinding, solvent extraction, catalytic debinding etc.[6-9]) for binder removal have been developed, which speed up this process and make it more effective,thermal debinding is still the most popular method until now.
The generation of the defects during thermal debinding has received great interest both experimentally and theoretically, while most of the investigation focused on bloating or cracking. In MIM manufacture, the deformation defect is one of the major problems that greatly affect the final properties of the MIM products. Therefore, the deformation defects during thermal debinding were also investigated by some scholars. As shown by AMAYA[10], the shrinking of the compacts during debinding is a common phenomenon, while the final dimensions of the compacts can be obtained by controlling the deformation behaviors under different conditions. KIPPHUT and GERMAN[11] indicated that flow by viscous creep during thermal debinding is a major cause of compact deformation. The ability to retain compact shape and attain uniform shrinkage depends on the inherent interpretable friction of the powder as well as other factors. MIURA and TAKAMORI[12] pointed out that spherical powders show much lower resistance to debinding deformation than irregular powders, and the deformation resistance improved with the decrease of mean particle size. MIURA et al[13-14] confirmed that deformation defects occurred through the release of residual stresses in the compacts as well as the self-weight of compact by viscous creep. MIZUNO et al[15] revealed that the nonuniform shrinkages were induced by the density inhomogeneities due to local temperature differences within the sample, by the gravity effect of the sample and by the frictional restraint against free dilatation. YING et al[16] pointed out that debinding process was controlled by polymer degradation and mainly affected by liquid flow. The non-uniform distribution of the binder and the nonuniform flow of the liquid binder resulted in the non-uniform shrinkage within the compact, inducing deformation defects during debinding. Further investigation by YING et al[17] revealed that the strain and stress in the compact were also dominated by the change of polymer content. The non-uniform distribution of polymer content during the polymer removal was attributed to non-uniform flow of the polymer. Therefore, the deformation defects generated because of the nonuniform shrinkages and stresses within the compact. During thermal debinding, most investigations characterized binder migration as capillary or diffusion-controlled evaporation processes and there existed a distinct liquid/gas interface that recedes into the compact with debinding progress[18]. In the process of binder migration, particle rearrangement should be an assignable cause for the deformation defects. In our previous work[19], the phenomenon of particle rearrangement during thermal debinding was observed obviously using scanning electron microscopy (SEM).
It is common accepted that the compact deformation can be avoided by controlling kinetics of the debinding, while the deformation defect of the compact is likely induced by the characteristic of thermal debinding. Furthermore, the strength evolution of the compacts in different debinding stage should not be neglected. In current work, debinding atmosphere, powder characteristic, solid loading and heating rate were investigated in order to study deformation resistance and the strength evolution of the compacts during thermal debinding.
2 Experimental
2.1 Materials and preparation of green compacts
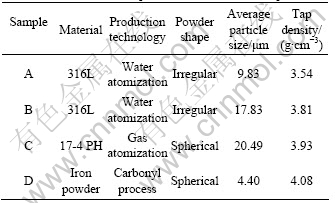
In order to study the effect of powder characteristic on the deformation resistance of the compacts, four kinds of powders were selected to prepare the compacts. The powder characteristics are listed in Table 1.
Table 1 Characteristics of powders used in current experiment
As listed in Table 2, the wax-based binder used was composed of HDPE and EVA as well as low relative molecular mass components such as MW and PW. In order to study the effect of the solid loading on the deformation resistance of the compacts, feedstocks with different solid loading were prepared. Table 3 lists the binder characteristics of the feedstock.
Table 2 Composition of binder systems (mass fraction, %

Table 3 Characteristics of feedstock

All of the feedstocks were fed into an injection molding machine to form rectangular moldings with dimensions of 5 mm×5 mm×42 mm. The samples were thermally debound under different conditions, including different atmosphere and heating procedure.
2.2 Measurements for deformation resistance of compacts
The deformation resistance of the compacts depends on their bending strength. In current work, bending strength of the compact was measured by bending mode in order to obtain the deformation resistance. Because of the low bending strength of the compacts, a particular method was applied in this work, and Fig.1 shows the sketch map. Firstly, the compact was fixed by its two ends, and then a load was put on the centre of the compact in order to obtain a moment. Therefore, the compact deformation can be obtained by measuring the altitude difference between the peak and the lowest point. It is clear that the moment on the debinding compact can be expressed by the following equation:
 (1)
(1)
where L is the distance of the two supporting points; G1 and G2 are the weight of the compact itself and the load on it.

Fig.1 Schematic diagram of debinding compact’s deformation in thermal debinding
3 Experimental results and analyses
3.1 Effect of debinding atmosphere on deformation resistance
Compacts prepared by feedstock A2 were heated to 350 ℃ with a heating rate of 5 ℃/min in the nitrogen atmosphere and vacuum atmosphere respectively. Fig.2 shows the relationships between debinding atmosphere and the deformation resistance.
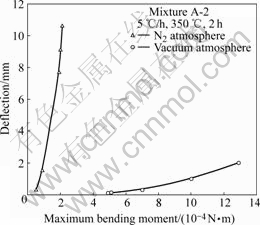
Fig.2 Influence of debinding atmosphere on deformation resistance
In order to compare differences of the deformation resistance under different atmosphere and different temperatures, compacts were heated to different temperatures and cooled to room temperature (no defects were found in these compacts). The measurement for the deformation resistance as well as the extracted binder at different temperatures is shown in Fig.3 and Fig.4, respectively.
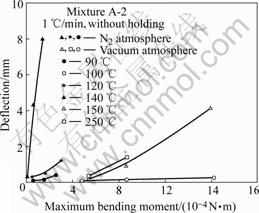
Fig.3 Deformation of debinding compacts at different temperatures
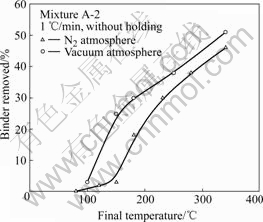
Fig.4 Percent of extracted binder of debinding compacts at different temperatures
The deformation resistance is quite different when the compacts were debound in the nitrogen atmosphere and the vacuum atmosphere, as shown in Fig.2. In the vacuum atmosphere, the deformation of the compacts starts to occur under the moment of 5×10-4 N?m, while it starts under the moment of 1×10-4 N?m after debind- ing in the nitrogen atmosphere. Moreover, it increases fast with the enhancement of the moment; meanwhile, the deformation is very serious under the moment of 3×10-4 N?m, exceeding the deformation of the compacts under vacuum atmosphere greatly.
As shown in Fig.4, the difference of the deformation resistance at different temperatures focuses on the temperature zone between 100 and 150 ℃. It is in this temperature zone that percentage of extracted binder is quite different under two different atmosphere. In other words, the debinding progress is faster in vacuum atmosphere than in the nitrogen atmosphere. Unlike in nitrogen atmosphere, when the compacts were heated in vacuum atmosphere, the major binder (such as PW) would evaporated faster from the compact surface as the saturated vapor pressure of the major binder is higher than the ambient pressure. In the raise of the temperature, the evaporation accelerates and speeds up the process of binder removal. As the removal of the low melting point component, a relative faster debinding rate can be achieved in the following procedure because the interconnected porosity generated within the compacts reduces the risk of the deformation defects effectively. Therefore, faster removal of the binder at a relative low temperature would decrease the deformation defects. As the vacuum atmosphere is advantageous to enhance the deformation resistance of the compacts, the following experiments were all carried out under vacuum atmosphere.
3.2 Effect of powder characteristic on deformation resistance
Four different powders (A, B, C, and D) were selected to prepare the feedstocks that are listed in Table 3. All of the compacts were debound in the vacuum atmosphere, by heating to 350 ℃ with a heating rate of 1 ℃/min. The compacts were then cooled to room temperature after holding the temperature for 2 h, and Fig.5 shows the experimental results.
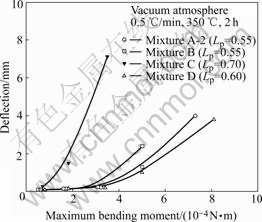
Fig.5 Influence of powder characteristics on deformation resistance (Lp: Powder loading)
It is clear that the debinding compact prepared by powder D shows the highest deformation resistance, but the one prepared by powder C shows the lowest strength. Theoretically, relatively higher solid loading would enhance the deformation resistance effectively, while the compact prepared by powder C has the lowest deformation resistance though it has the highest solid loading. The reasonable cause is that the spherical shapes of powder C would decrease the friction force among the powders and make the movements of them easier. Furthermore, the deformation resistance of the compacts prepared by powder D is lower than that prepared by powder C though the powder D is spherical and with a higher solid loading, indicating that the particle size is more important than the solid loading for decreasing the deformation.
Besides, powders A and B have irregular shapes for both of them were prepared by water atomization. Feedstocks A-2 and B were prepared with the same solid loading but the deformation of the compacts prepared by the feedstock A-2 is slighter than that prepared by the feedstock B, which can be explained by the smaller size of the powder A. Furthermore, the powders B and C have similar particle size, but the compact prepared by powder B owns the lowest deformation resistance though the feedstock C has higher solid loading. It is clear that powder B is irregular but powder C is spherical, and the different shapes of them should be the major cause for the different deformation resistances. Therefore, powder characteristics are more important than the solid loading for enhancing the deformation resistance. Powders A and B are irregular in shape, having bigger particle size compared with powder D, but the deformation resistance of the compact prepared by powder D is higher than that of A and B, indicating that the particle size plays more important role in the deformation resistance.
As shown by current experiment, the powder characteristic plays important roles in controlling the deformation defects. In fact, the powder characteristics for binder flow and particle migration reflect the influence on the deformation defects. If the powder is irregular, the friction force between the powders is bigger than the regular powder. Then the friction force between the powders as well as the viscous drags of the melted binder is the barrier of the particle migration. Nevertheless, the smaller particles can still migrate with the binder flow. It is believed that all of the binder removed freely without causing particle migration would not induce any deformation defects. In order to control the deformation resistance of the compact, an effective method is to control the flow of the liquid binder and the particle migration.
3.3 Effects of solid loading on deformation resistance
Four feedstocks were prepared by powder A with different solid loading to verify effect of the solid loading on the deformation resistance of the compacts. The solid loadings are 48.2%, 51.9%, 54.8%, 56.3%, respectively. The compacts were heated to 350 ℃ with a heating rate of 1 ℃/min. The experimental results can be observed in Fig.6.
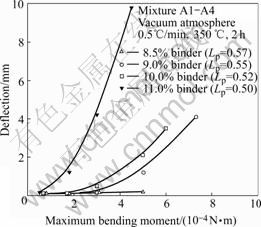
Fig.6 Influence of solid loading on deformation resistance (Lp: Powder loading)
As shown in Fig. 6, high solid loading is better for the deformation resistance. With the raise of the solid loading, less binder is contained in the given capacity. Therefore, the distance between the powders decreases, which makes the powder migration more difficult. In the meantime, the pores between the powers decreases, which can limit the binder flow effectively. Under ideal situation, if there is no binder flow or powder migration during thermal debinding, the deformation defects are hard to generate. Nevertheless, the binder flow or power migration always happens during thermal debinding, and they become weak with raise of the solid loading. In short, the differences of the binder and powder movement make the deformation resistance different.
However, when the solid loading reaches the critical value, high injection stress is required during injection molding; correspondingly, higher residual stress is enhanced in the compacts. As a result, the residual stress within the compact should be taken into account. When the binder begins to melt and evaporate, the residual stress gets the chance to relax. When the residual stress is above the yield stress of the compacts, the deformation is likely to generate within the compact. At the same time, the residual stress can be also regarded as a dynamic power that can speed up the movement of the binder flow and the powder migration, which is not desired in decreasing the deformation.
3.4 Effect of heating rate on deformation resistance
The debinding compact prepared by A-2, was heated to 350 ℃ with different heating rates of 5, 10, 20 and 40 ℃/h, respectively under vacuum atmosphere. The deformation of the debinding compact in different heating rates is shown in Fig.7. With the increase of the heating rate, deformation of the compact increases correspondingly. Effect of heating rate on the deformation defects should include three aspects as described below. Firstly, the binder and the metal powder have different coefficients of thermal expansion. When the heating rate is too fast, the heating of the compact is not homogeneous, which would cause thermal stress and deformation defects. Secondly, the internal temperature is much lower than the compact surface because of the low thermal conductivity of the polymers. Too high heating rate would aggravate the nonuniform distribution of the temperature and induce heating stress within the compact. Thirdly, the particle migration and binder flow would accelerate if the heating rate is too fast, and the generation of the compact deformation would become easier.
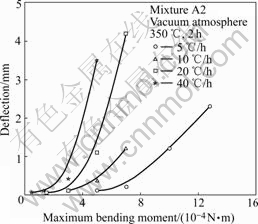
Fig.7 Influence of heating rate on deformation resistance
3.5 Strength evolution of compacts during thermal debinding
In the initiation of debinding process, the binder begins to be soft with the raise of the temperature. Low strength of the compacts in this process is likely to cause deformation defects. In order to control the compact deformation in this stage, the binder system is often designed to be a multi-component system containing low melting point and high melting point components as shown in current experiment. Thus, the high melting component can remain solid state to maintain the shape of the compacts when the low melting point components begin to melt. Moreover, the compacts can maintain a determinate strength when the low melting point component is nearly removed.
In the intermediate stage, the content of the binder decreases gradually as the debinding process continues. As a result, the binder system becomes isolated around the particles, which is called the pendular state[21].
In the pendular state, the liquid binder among the powder particles would form curved surfaces (as shown in Fig.8), while powders will be attracted to each other by the aid of attractive power. As a result, the attractive power caused by the pendular state can enhance the compact strength by limiting the free movement of the binder and powder. Under the role of the pendular state, the binder has enough capillary force to maintain the compact strength. As a result, it is likely that the compacts have the highest strength if all of the pore structures change into the pendular state.
However, with the decrease of the binder content, the binder in some areas within the compact would no longer provide attractive power for enhancing the compact strength. Therefore, the strength of the compacts would not enhance until presintering happens among the powders in the final stage during thermal debinding. At the persintering temperature, the compact strength is improved greatly, and this will limit the generation of the deformation defects effectively.

Fig.8 Attractive power generated among powder particles in pendular state
In short, the compact deformation during the thermal debinding is a complex problem that is restrained by different debinding stages. The compact deformation can be induced by many ways as shown above, while the strength evolution of the compact can commendably explain the reasons of the deformation generation. According to the analyses above, the strength evolution of the compacts during debinding should be illustrated by a curve as shown in Fig.9.

Fig.9 Strength evolution of compacts during different debinding stages
As shown in Fig.9, the strength evolution of the compacts during debinding should be divided into four parts. Firstly, compact strength is the highest because the binder remains solid state at room temperature (point a), while the strength reaches a minimum value when most of the binder melt (part (1) of the curve). Secondly, the compact strength increases with the decrease of the binder, and then it reaches a maximum value when the pore structure in the powders changes into the pendular state (part (2) of the curve). Thirdly, the compact strength decreases gradually because the powders in some areas of the compact loss connection of the liquid binder with the decrease of the binder. Therefore, the compact strength would reach another trough if the binder is nearly removed (part (3) of the curve). Finally, the compact strength enhances again with the presintering among the powders at a relative high temperature.
4 Conclusions
1) Compared with the nitrogen atmosphere, the binder is obviously removed at low temperature under the vacuum atmosphere for the saturation vapor pressure of the low melting point component is higher than the ambient pressure. The faster removal of the binder at a relative low temperature can decrease the deformation defects.
2) Powder characteristics and solid loading can affect the particle migration and the binder flow during thermal debinding, while their effects on the deformation resistance are different. In particular, small particle size, irregular particle morphology and high solid loading are favorable to prevent the deformation defects.
3) Too fast heating rate aggravates the nonuniform distribution of the temperature and the binder within the compact, which will induce the deformation defects. Optimization for the heating procedure can prevent the deformation defects effectively.
4) Most deformation defects occur in the initiate stage during thermal debinding because of the low strength of the compacts. In the intermediate stage, the strength is enhanced because of the appearance of the pendular state within the compacts while it decreases gradually as the removal of the binder. In the final stage, the strength is enhanced again as the presintering processes.
References
[1] GERMAN R M. Technological barriers and opportunities in powder injection molding [J]. PIM, 1993, 25(4): 165-169.
[2] GERMAN R M, HENS K F, LIN S T. Key issues in powder injection molding [J]. Bull Am Ceram Soc, 1991, 70(1): 294-302.
[3] SHIMIZU T, MURAKOSHI, Y, WECHWITAYAKHLUNG K, SANO S T, NEGISHI H. Characterization of the molding methods and the binder system in the MIM process [J]. Journal of Materials Processing Technology, 1997, 63(1): 753-758.
[4] GERMAN R M. Powder injection molding [M]. Princeton, NJ: Metal Powder Industries Federation, 1990: 321.
[5] MATER S A, EDIRISINGHE M J, EVANS J R G. Modeling the removal of organic vehicle from ceramic or metal moulding: The effect of gas permeation on the incidence of defects [J]. J Mater Sci, 1995, 30: 3805-3810.
[6] XIE Zhi-peng, HUANG Yong, WU Jian-guang, ZHENG Long-lei. Microwave debinding of a ceramic injection moulded body [J]. Journal of Materials Science Letters, 1995, 14(1): 794-795.
[7] ZAKY M T. Effect of solvent debinding variables on the shape maintenance of green molded bodies [J]. Journal of Materials Science, 2004, 39(10): 3397-3402.
[8] TORU M, SANO T, FUCHIZAWA S. Application of supercritical carbon dioxide debinding method to MIM process [J]. Journal of Mechanical Engineering Laboratory, 1997, 51(2): 17-24.
[9] KRUEGER D, BLOEMACHER M, WEINAND D. Rapid catalytic debinding MIM feedstock: A new technology grows into a manufacturing process [J]. Advances in Powder Metallurgy and Particulate Materials, 1993, 5(2): 165-180.
[10] AMAYA H E. Size & distortion control in MIM processing [J]. Advances in Powder Metallurgy, 1991, 2(3): 285-296.
[11] KIPPHUT C M, GERMAN R M. Powder selection for shape retention in powder injection molding [J]. International Journal of Powder Metallurgy, 1991, 27(2): 117-124.
[12] MIURA R, TAKAMORI S. Effects of powder characteristics on flowability of feedstock and deformation during thermal debinding in MIM [J]. Journal of the Japan Society of Powder and Powder Metallurgy, 1993, 40(5): 479-483.
[13] MIURA R, ENDO Y, SAKAMOTO R, MADARAME HIROKAZU. Deformation resistance of injection molded thin-wall metal compact with complex geometry during debinding and sintering [J]. Journal of the Japan Society of Powder and Powder Metallurgy, 1995, 42(1): 97-102.
[14] MIURA R, TAKAMORI S. Effects of powder characteristics and debinding conditions on deformation resistance of debinding compacts during thermal debinding [C]// Proc Powder Injection Molding Symp. Metal Powder Industries Federation: 1992, 359-370.
[15] MIZUNO Y, KAWASAKI A, WATANABE R. Nonuniform sintering shrinkage of stainless steel powder compacts prepared by metal injection molding [J]. Journal of the Japan Institute of Metals, 1996, 60(1): 106-112.
[16] YING S J, LAM Y C, TAM K C. Simulation of polymer removal from a powder injection molding compact by thermal debinding [J]. Key Engineering Materials, 2002, 227(9): 1-6.
[17] YING S J, LAM Y, SIMON C M, TAM K C. Thermo-mechanical simulation of PIM thermal debinding [J]. International Journal of Powder Metallurgy, 2002, 38(8): 41-55.
[18] JAMES C, LEE D. Constitutive resistance of a powder/binder system: Molding and thermal debinding [J]. International Journal of Powder Metallurgy, 1994, 30(1): 103-114.
[19] ZHAO Li-gang, Li Yi-min. Pore opening and binder flow during initial stage of thermal debinding in MIM [J]. Trans Nonferrous Met Soc China, 2003, 13(5): 1194-1198.
Foundation item: Project(200135) supported by the National Excellent Dissertation Foundation of China; Project(NECT-04-0754) supported by the Program for New Century Excellent Talents in University of China
Corresponding author: LI Yi-min; Tel: +86-731-8830693; E-mail: liyimin33@yahoo.com.cn
(Edited by YANG Bing)

