
Mechanical properties and microstructures of Al alloy tensile samples produced by serpentine channel pouring rheo-diecasting process
CHEN Zheng-zhou, MAO Wei-min, WU Zong-chuang
School of Materials Science and Engineering, University of Science and Technology Beijing, Beijing 100083, China
Received 30 August 2010; accepted 3 December 2010
Abstract: An innovative one-step semi-solid processing technique of A356 Al alloy, the serpentine channel pouring rheo-diecasting process (SCRC), was explored. The mechanical properties and microstructures of the tensile samples made by the SCRC technique were tested in the as-cast and T6 heat treatment conditions. The experimental results show that the as-cast ultimate tensile strength can reach about 250 MPa and the elongation is 8.6%-13.2%. The ultimate tensile strength can increase approximately 30% higher than that of the as-cast one but there is some slight sacrifice of the plasticity after T6 heat treatment. Under these experimental conditions, the semi-solid A356 Al alloy slurry with primary α1(Al) grains, which have the shape factor of 0.78-0.89 and the grain diameter of 35-45 μm, can be prepared by the serpentine channel pouring process. The primary α2(Al) grains are very fine during the secondary solidification stage. Compared with the conventional HPDC process, the SCRC process can improve the microstructures and mechanical properties of the tensile test samples. The advantages of the SCRC process include easily incorporating with an existing HPDC machine, cancelling the preservation and transportation process of the semi-solid alloy slurry, and a higher cost performance.
Key words: rheo-diecasting; A356 aluminum alloy; serpentine channel; mechanical properties; microstructure
1 Introduction
A new semisolid metal (SSM) processing technique, rheo-diecasting (RDC) process, was developed in 1970s. However, since the SSM slurry was prepared only by strong mechanical stirring, it was difficult to preserve and transport the SSM slurry, so the RDC process made little progress. In recent years, a number of preparation processes of SSM slurry have been developed, which are simple and inexpensive, and the trouble of the preservation and transportation of SSM slurry has been solved generally. Consequently, several new rheo- forming processes have been explored, such as new type semi-solid injection process [1-3], direct moulding [4], liquidus casting [5-6], new rheocasting (NRC) process [7], continuous rheoconversion process (CRP) [8], Seed process [9], rheo-diecasting (RDC) process [10-11], semi- solid rheocasting (SSRTM) process [12-14], vibrating wavelike sloping plate process [15] and low superheat pouring with a shear field (LSPSF) [16]. These rheo-forming processes can be divided into two types. Firstly, the SSM slurry is previously prepared and then transported to the forming equipment with a preservation device. Secondly, the SSM slurry preparation and rheo-forming units are combined as a whole, so the preservation and transportation of the SSM slurry are cancelled. The latter has a relatively shorter processing procedure, lower production cost and more prospects for application.
An innovative one-step semi-solid rheo-forming technique, serpentine channel pouring rheo-diecasting process (SCRC), was researched in this work. The liquid A356 Al alloy was directly poured into the SCRC equipment, and the preservation and transportation procedure of the semi-solid slurry was completely cancelled. The semi-solid A356 Al alloy tensile test samples were produced by SCRC process, and their mechanical properties and microstructures were further studied.
2 Experimental
2.1 Experimental material and equipment
In the experiment, a commercial A356 Al alloy was used. Its chemical compositions in mass fraction are Si 7.1%, Mg 0.31%, Fe <0.20%, Mn <0.10%, Zn <0.10% and Al balanced; its liquidus temperature is 615 °C; and its binary eutectic temperature is 577 °C.
The SCRC equipment consists of two basic functional units, one is a graphite serpentine channel slurry maker and another is a die-casting machine. The graphite serpentine channel includes a pouring cup, four inner bends and a diversion pipe. The diameter of the inner bends is 20 mm. The die-casting machine is a horizontal cold chamber HPDC machine (J1116D 160t). The serpentine channel is directly fixed on the die-chamber, as shown in Fig. 1. The rheo-diecasting tensile test samples and their main dimensions are shown in Fig. 2. The total mass of the four tensile test samples and slug was about 0.5 kg. The ultimate tensile strength and elongation were measured by an electronic tensile machine (CMT4105).
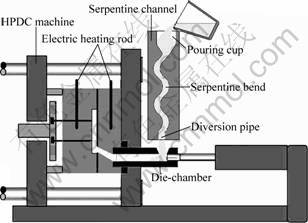
Fig. 1 Schematic of serpentine channel pouring rheo-diecasting process
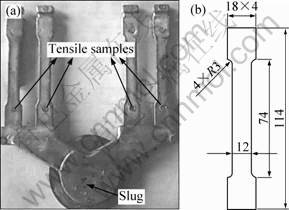
Fig. 2 Rheo-diecasting tensile test samples (a) and their main dimensions in mm (b)
2.2 Experimental procedure
The pouring temperatures were 640, 660 and 680 °C, respectively. The pouring time was controlled in 2- 3 s. During the SCRC process, the mould temperature was kept at 200-240 °C (the measured location is on the parting surface), the injection pressure was 52 MPa, the punch velocity was 0.2 m/s, and the filling velocity in the inner gate was 2 m/s. Under the same pouring temperature condition, the tensile test samples were divided into two groups, one group was directly tested, another group was tested after T6 heat treatment (solid solution at 535 °C for 5 h, then quenching in 60 °C water, finally aging at 180 °C for 5 h).
The microstructures of these samples were investigated with the help of a Neuphoto 21 optical microscope, and their fractures were investigated with a S440I scanning electron microscope. The diameter of the primary α(Al) grains could be measured by the optical microscope, and the shape factor could be calculated by using the formula F=4πA/P2, where A and P represent the area and perimeter of the primary α(Al) grains, respectively.
The outlet temperature of the SSM slurry was measured with a Ni-Cr/Ni-Si thermocouple during the experiment, and the solid fraction was calculated by Scheil equation.
3 Results
3.1 Mechanical properties of tensile samples
When the SSM slurry flowed out from the diversion pipe, its temperature was between the liquidus temperature and the binary eutectic temperature. According to Scheil equation, the solid fraction of the SSM slurry can be calculated, as listed in Table 1. The resultant temperatures indicate that if the pouring temperature is appropriate, semi-solid slurry can be prepared by the serpentine channel pouring process. As the mass of the SSM slurry is so small, the solidified shell does not appear in the serpentine channel.
Under the conditions of pouring temperatures of 640-680°C, the as-cast ultimate tensile strengths of these tensile samples are approximately 250 MPa, and the as-cast elongations are 8.6%-13.2%, as summarized in Table 1. The σ―ε curves are shown in Figs. 3(a), (c) and (e). The as-cast tensile test results show that the effect of pouring temperatures on the ultimate tensile strength is not obvious, but there is a slight increase in the plasticity with decreasing the pouring temperature. After T6 heat treatment, the ultimate tensile strength is approximately 30% higher than that of the as-cast tensile samples, and the elongation is 8.1%-11.3%, which has a slight sacrifice compared with as-cast tensile samples. The σ―ε curves are shown in Figs. 3(b), (d) and (f). By comparing the σ―ε curves under as-cast and T6 heat treatment conditions, it can be seen that the yield strength of the rheo-diecasting samples at the same pouring temperature is also sharply increased after T6 heat treatment. In order to compare the mechanical properties, the liquid A356 Al alloys were directly poured into the die-chamber at 640, 660 and 680 °C, respectively. The as-cast ultimate tensile strengths of these traditional die-cast samples are 196.5-220.8 MPa, and the as-cast elongations are 3.8%-6.7%. Therefore, the mechanical properties of the tensile samples produced by the SCRC process are better than those of the tensile samples produced by the traditional HPDC process.
Table 1 Characteristics of semi-solid A356 Al alloy slurries and mechanical properties of tensile samples by SCRC and HPDC processes
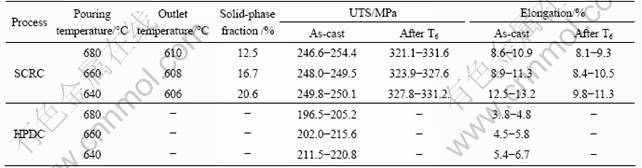
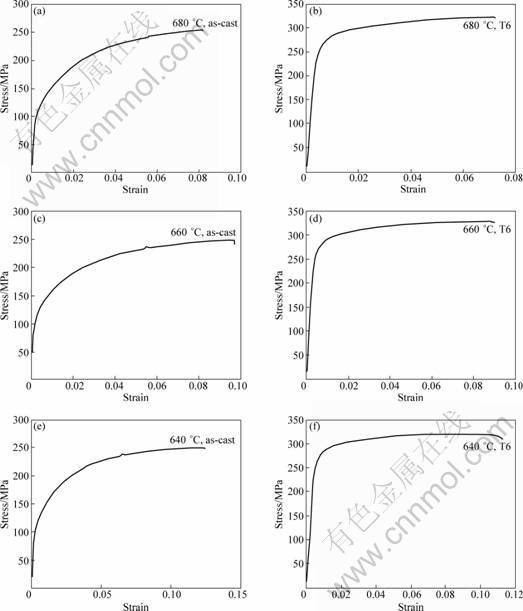
Fig. 3 Tensile stress―strain curves (σ―ε) of A356 Al alloy tensile test samples produced by SCRC process under various preparation conditions: (a) 680 °C, as-cast; (b) 680 °C, T6; (c) 660 °C, as-cast; (d) 660 °C, T6; (e) 640 °C, as-cast; (f) 640 °C, T6
Based on the above experimental results, the advantages of the SCRC process include a wide pouring temperature range, simple operation, and high mechanical properties, which are not lower than those of the samples produced by other RDC processes [17-19].
3.2 Microstructures of tensile samples
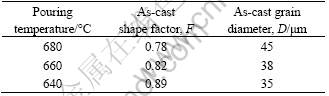
Figures 4(a), (c) and (e) show the microstructures of the samples produced by the SCRC process at different pouring temperatures. The first solidified primary α1(Al) grains and the second solidified primary α2(Al) grains can be seen clearly from Figs. 4(a), (c) and (e), and the characteristics of the first solidified primary α1(Al) grains are tabulated in Table 2. The first solidified primary α1(Al) grains are defined as which were solidified in the serpentine channel, and the second solidified primary α2(Al) grains are defined as which were solidified sequentially in the mould. The primary α1(Al) grains are near-spherical or rosette, and the grain diameter is large, as shown in Fig. 4(a). Along with decreasing the pouring temperature, the morphology and size of the primary α1(Al) grains are improved. For example, at the pouring temperature of 660 °C, a small number of rosette primary α1(Al) grains can be found, as shown in Fig. 4(c). But at the pouring temperature of 640 °C, most of the primary α1(Al) grains are spherical or near-spherical, whose shape factor can reach 0.89 and grain diameter can be about 35 μm, as shown in Fig. 4(e). Since the primary α2(Al) grains were solidified at an extremely high cooling rate (the order of magnitude of 103 °C/s) [20], the remaining liquid in the semi-solid Al alloy slurry can explosively nucleate, so the primary α2(Al) grains are very fine and the grain diameters are 5-8 μm. Under the conditions of the traditional HPDC process and the pouring temperatures of 640, 660 and 680 °C, the microstructures of the as-cast tensile samples are shown in Fig. 5. It can be seen that most of primary α(Al) grains are dendrites, the grain sizes are large and there is not the phenomenon for the second solidification.
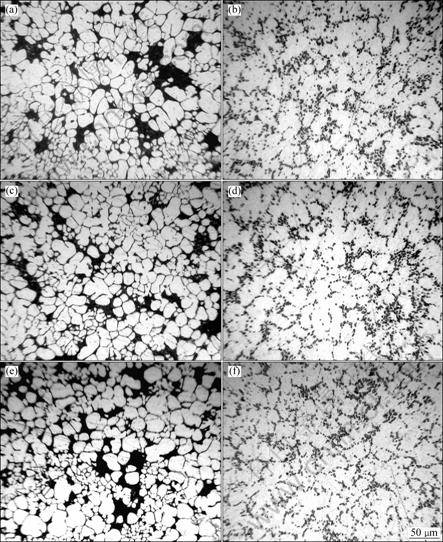
Fig. 4 Microstructures of A356 Al alloy tensile test samples produced by SCRC process at various pouring temperatures: (a) 680 °C, as-cast; (b) 680 °C, T6; (c) 660 °C, as-cast; (d) 660 °C, T6; (e) 640 °C, as-cast; (f) 640 °C, T6
Table 2 Characteristics of primary α1(Al) grains of semi-solid A356 Al alloy tensile test samples
After T6 heat treatment, the fine primary α2(Al) grains disappeared, which might be dissolved, or directly combined by the lager primary α1(Al) grains, or agglomerated each other. As a result, the sizes of the primary α(Al) grains became large, as shown in Figs. 4(b), (d) and (f). The fine and lamellar eutectic Si particles were spheroidized and the Mg2Si was also fully dissolved during T6 heat treatment. Then the very fine Mg2Si was precipitated from the primary α(Al) during aging, just as the dark particles shown in Figs. 4(b), (d) and (f). Moreover, the part of the primary α(Al) grains had been combined, the grain boundaries became indistinct, and it was difficult to measure the grain diameter and shape factor.
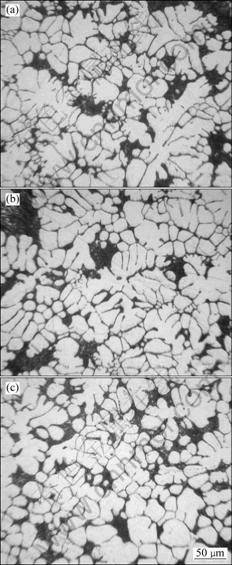
Fig. 5 As-cast microstructures of A356 Al alloy tensile test samples produced by conventional HPDC process at different pouring temperatures: (a) 680 °C; (b) 660 °C; (c) 640 °C
3.3 Fracture of tensile samples
Figure 6 shows the fractographs of the tensile test samples produced by the SCRC process. Under as-cast condition, the fractured surface is mainly composed of ductile fracture, and the cleavage fracture regions are hardly observed, but there are some shrinkage micropores as indicated by the arrows, as shown in Fig. 6(a). The morphology of the primary α1(Al) and α2(Al) grains can be also obviously seen. After T6 heat treatment, the fracture is mainly composed of quasi- cleavage fracture and the many torn edges and dimples are presented in Fig. 6(b).

Fig. 6 Fractographs of A356 Al alloy tensile test samples produced by SCRC process at pouring temperature of 640 °C: (a) As-cast; (b) T6 heat treatment
4 Discussion
4.1 Solidification behaviour during SCRC process
The solidification behavior of A356 Al alloy is important during the SCRC process, and the solidification could be divided into two stages. In the first solidification stage, when the Al alloy melt flowed through the serpentine channel, a large number of primary α1(Al) nuclei were generated owing to the chilling effect of the inner wall. This nucleation mechanism generally agrees with that in the NRC process. However, since the A356 melt flowed from the top of the serpentine channel to the down, the melt must be subject to a combined effect of the stronger flowing impact and temperature fluctuation, which could make the most nuclei separate away from the inner wall and go into the melt. If the pouring temperature was appropriate, the separated nuclei could survive in the melt below the liquidus temperature during flowing process and became the main part of the final multiplied nuclei in the alloy melt. Many studies have shown that it is a necessary condition for the primary α(Al) nuclei being spheroidized in the end and prevented from growing too large when there are sufficient numbers of primary α(Al) nuclei in the SSM slurry [21-23]. As a result, the semi-solid A356 Al alloy slurry prepared by the serpentine channel pouring process can be better.
In the second solidification stage, the remaining liquid in the SSM slurry could solidify inside the die-chamber and the mould. Since the SSM slurry was stayed for a very short time in the die-chamber, the solidification in the die-chamber can be ignored. Therefore the second solidification stage mainly occurred in the mould. Because of the high cooling rate in the mould [20], the primary α2(Al) grains are very fine. So the solidification of the remaining liquid in the SSM slurry has been often called the secondary solidification [24-25].
4.2 Effects of process parameters on tensile samples
The effect of pouring temperature on the tensile samples microstructure is listed in Table 2. It can be seen that the morphology and size of primary α1(Al) are more satisfactory along with the pouring temperature drop. If the SSM slurry is collected with a stainless steel crucible and then immediately quenched in water, the sizes of the primary α(Al) grains are larger than those in SCRC process. This is because the primary α1(Al) coarsening (or ripening) time is much shorter in the SCRC process. If the preservation and transportation processes of the SSM slurry is cancelled in the rheo-diecasting (RDC) process, namely the SSM slurry flows directly into the die-chamber from the SSM slurry maker, the primary α1(Al) grains can be more fine, which may result in a further improvement of the mechanical properties of the die-castings. It can be deduced that as long as the serpentine channel is not blocked up in the SCRC process, the pouring temperature of A356 Al alloy can be further decreased to prepare semi-solid slurry with a higher solid fraction.
The filling velocity of the semi-solid A356 Al alloy slurry can influence the density of the tensile samples. When the filling velocity was 2 m/s in the inner gate, after calculation, Reynolds number (Re) of the semi-solid A356 Al alloy slurries was between 600 and 1 200, then Re<2 000, so the filling process was a laminar flow and stable, gas could not be easily entrapped in the semisolid slurry, and the porosity of the as-cast tensile samples was certainly very low. After T6 heat treatment the tensile sample surface was very smooth, as shown in Fig. 7(a), so the mechanical properties of the tensile test samples were better in the SCRC process. However, because the viscosity of the liquid A356 Al alloy was approximately one order of magnitude lower than that of the semi-solid slurries (solid fraction of 12.5%-20.6%), Reynolds number of the liquid A356 Al alloy was approximately 12 000, then Re>4 000, so the filling process of the liquid A356 alloy was turbulent and very unstable, both the splashing and gas entrapping could easily occur, the porosities of the as-cast tensile samples were very high, and the mechanical properties of the tensile test samples were lower in the traditional HPDC process. After T6 heat treatment, the tensile sample surface had many gas bubbles, as shown in Fig. 7(b).
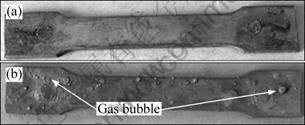
Fig. 7 Surface quality of tensile test samples after T6 heat treatment:(a) SCRC process; (b) Conventional HPDC process
5 Conclusions
1) When the tensile test sample is produced by the SCRC process, the as-cast ultimate tensile strengths can reach about 250 MPa and the elongations are 8.6%-13.2%. The ultimate tensile strength can increase approximately 30% higher than that of the as-cast but there is some slight sacrifice of the plasticity after T6 heat treatment.
2) Under these experimental conditions, the semi-solid A356 Al alloy slurry with the primary α1(Al) grains, which have the shape factor of 0.78-0.89 and the grain diameter of 35-45 μm, can be prepared by the serpentine channel pouring process. The primary α2(Al) grains are very fine during the secondary solidification stage.
3) Compared with the conventional HPDC process, the SCRC process can improve the microstructure and mechanical properties of the tensile test samples, and the semi-solid processing procedure is also shortened obviously so that the SCRC technique shows a higher cost performance and more prospects for application.
References
[1] MIWA K, RACHMAT R S, TAMMURA T. Effect of solid fraction on microstructure and casting faults of AZ91D in new type semi-solid injection process [J]. Solid State Phenomena, 2006, 116-117: 441-444.
[2] OMURA N, MURAKAMI Y, LI M,TAMURA T, MIWA K. Effect of volume fraction solid and injection speed on mechanical properties in new type semi-solid injection process [J]. Solid State Phenomena, 2008, 141-143: 761-766.
[3] RACHMAT R S, TAMURA T, MIWA K. Fluidity and microstructures characteristics of AZ 91D by using new type semi-solid injection process [J]. Solid State Phenomena, 2006, 116-117: 534-537.
[4] MAO Wei-min, ZHAO Ai-min. The method and equipment of direct moulding of semi-solid slurry of metals or alloys with spherical primary crystal: China 02104349.3[P]. 2003-04-23. (in Chinese)
[5] FORN A, ESPINOSA I, BAILE M T, RUPEREZ E. Anodizing of A356 T6 alloys obtained by sub-liquidus casting [J]. Solid State Phenomena, 2008, 141-143: 755-760.
[6] WANG Kai, LIU Chang-ming, ZHAI Yan-bo, ZOU Mao-hua. Microstructural characteristics of near-liquidus cast AZ91D alloy during semi-solid die casting[J]. Transactions of Nonferrous Metals Society of China, 2010, 20(2): 171-177.
[7] LUKASSON M, APELIAN D, DASGUPTA R. Alloy characterization for the new UBE rheocasting process [J]. AFS Trans, 2002, 110: 271-284.
[8] PAN Q Y, FINDON M, APLIAN D. The continuous rheoconversion process (CRP): A novel SSM approach [C]//ALEXANDROU A, APELIAN D. Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites, S2P 2004. Limassol, Cyprus: Worcester Polytechnic Institute, 2004: 122-129.
[9] DOUTRE D, HAY G, WALES P, GABATHULER J P. Seed: A new process for semi-solid forming [J]. Can Metall Q, 2004, 43(2): 265-272.
[10] FAN Z, BEVIS M J, JI S. Process and apparatus for manufacturing castings from immiscible metallic liquids: UK GB9922696.1 [P]. 1999-09-24.
[11] FAN Z, FANG S, JI S. Microstructure and mechanical properties of rheo-diecast (RDC) aluminium alloys [J]. Mater Sci Eng A, 2005, 412: 298-306.
[12] FLEMINGS M C, MARTINEZ R A, FIGUEREDO A M. Metal alloy compositions and process: US 20020096231 [P]. 2002-07-25.
[13] YURKO J, BONI R. SSR? semi-solid rheocasting [J]. Metallurgia Italiana, 2006(3): 35-41. (in Italian)
[14] YURKO J A, MARTINEZ R A, FLEMINGS M C. SSR: The spheroidal growth route to semi-solid forming [C]// ALEXANDROU A, APELIAN D. Proceedings of the 8th International Conference on Semi-Solid Processing of Alloys and Composites, S2P 2004. Limassol, Cyprus: Worcester Polytechnic Institute, 2004: 89-100.
[15] GUAN R G, CAO F R, CHEN L Q, LI J P, WANG C. Dynamical solidification behaviors and microstructural evolution during vibrating wavelike sloping plate process [J]. J Mater Proc Technol, 2009, 209: 2592-2601.
[16] GUO H M, YANG X J, HU B. Rheocasting of aluminum alloy A356 by low superheat pouring with a shear field [J]. Acta Metallurgic (Letters), 2006(5): 328-334.
[17] KANG Yong-lin, XU Yue, WANG Zhao-hui. Study on microstructures and mechanical properties of rheo-diecasting semi-solid A356 aluminum alloy [J]. Diffusion and Defect Data Pt B: Solid State Phenomena, 2006, 116-117: 453-456.
[18] CHANG I M, HO D L, DAE U K. Mechanical and microstructural properties investigation on rheocast automotive parts using A356 alloy [J]. Solid State Phenomena, 2006, 116-117: 489-492.
[19] AKHTER R, IVANCHEV L, BURGER H P. Effect of pre/post T6 heat treatment on the mechanical properties of laser welded SSM cast A356 aluminium alloy [J]. Mater Sci Eng A, 2007, 447(1/2): 192-196.
[20] KAUFMANN H, WABUSSEG H, UGGOWITZER P J. Metallurgical and processing aspects of the NRC semi-solid casting technology [J]. Aluminum, 2000, 76(1-2): 70-75.
[21] MAO Wei-min, YANG Ji-lian, ZHAO Ai-min, CUI Cheng-lin, ZHONG Xue-you. Effect of pouring temperatures on the microstructures of semi-solid AlSi7Mg alloy [J]. Journal of University of Science and Technology Beijing, 2001, 23(1): 38-41. (in Chinese)
[22] ZHAO Jian-xin, ZHU Ming-fang, KIM J M, HONG C P. Evolution of globular and dendritic structures in solidification in Al-Si alloy [J]. Physical Testing and Chemical Analysis A, 2004, 40(9): 433-438. (in Chinese)
[23] GUO Hong-min, YANG Xiang-jie. Formation mechanism of spherical particles in undercooled melt [J]. The Chinese Journal of Nonferrous Metals, 2008, 18(4): 651-659. (in Chinese)
[24] JI S, DAS A, FAN Z. Solidification behavior of the remnant liquid in the sheared semisolid slurry of Sn-15wt.% Pb alloy [J]. Scripta Mater, 2000, 46: 205-210.
[25] HITCHCOCK M, WANG Y, FAN Z. Secondary solidification behaviour of the Al-Si-Mg alloy prepared by the rheo-diecasting process [J]. Acta Mater, 2007, 55: 1589-1598.
蛇形通道浇注流变压铸铝合金拉伸试样的
力学性能和微观组织
陈正周,毛卫民,吴宗闯
北京科技大学 材料科学与工程学院,北京100083
摘 要:开发出一种新颖的A356铝合金半固态加工技术――蛇形通道浇注流变压铸技术(SCRC)。采用SCRC技术制备A356铝合金拉伸试样,并研究试样在铸态和T6热处理条件下的力学性能和微观组织。结果表明:在铸态下拉伸试样的抗拉强度可达到250 MPa左右,伸长率在8.6%-13.2%;经过T6热处理后,抗拉强度可提高约30%,但伸长率略有下降。在这些实验条件下,蛇形通道浇注技术可制备出初生α1(Al)的形状因子为0.78-0.89和晶粒尺寸为35-45 μm的优质半固态A356铝合金浆料。与传统压铸工艺相比,SCRC技术可改善拉伸试样的微观组织并提高它的力学性能。这种SCRC技术具有与传统压铸设备衔接简便、取消了半固态浆料的保存及输送步骤和具有较高的性价比等优点。
关键词:流变压铸;A356铝合金;蛇形通道;力学性能;微观组织
(Edited by YANG Hua)
Foundation item: Project (2006AA03Z115) supported by the National High-tech Research and Development Program of China; Project (2011CB606302-1) supported by the National Basic Research Program of China; Project (50774007) supported by the National Natural Science Foundation of China
Corresponding author: CHEN Zheng-zhou; +86-10-62332882; E-mail:chzz19710425@126.com
DOI: 10.1016/S1003-6326(11)60883-2

