

Trans. Nonferrous Met. Soc. China 22(2012) 2498-2503
Interface characteristics of Al2O3-13%TiO2 ceramic coatings prepared by laser cladding
GAO Xue-song1, 2, TIAN Zong-jun2, LIU Zhi-dong2, SHEN Li-da2
1. School of Mechanical Engineering, Southeast University, Nanjing 210018, China;
2. College of Mechanical and Electrical Engineering, Nanjing University of Aeronautics and Astronautics, Nanjing 210016, China
Received 9 July 2012; accepted 17 August 2012
Abstract: Al2O3-13%TiO2 (mass fraction) coatings, prepared by laser cladding on nickel-based alloy, were heated using high frequency induction sources. The coating microstructure and the interface between bond coating and ceramic coating were characterized by SEM, XRD and EDS. The results show that two-layer substructure exists in the ceramic coating: one layer evolving from fully melted region where the sintered grains grow fully; another layer resembling the liquid-phase-sintered structure consisting of three-dimensional net where the melted Al2O3 particles are embedded in the TiO2-rich matrix. The mechanism of the two-layer substructure formation is also explained in terms of the melting and flattening behavior of the powders during laser cladding processing. The spinel compounds NiAl2O4 and acicular compounds Cr2O3 are discovered in the interface between bond coating and ceramic coating. It proves that the chemical reactions in the laser cladding process will significantly enhance the coating adhesion.
Key words: ceramic coating; nickel alloy; laser cladding; Al2O3-TiO2; high frequency induction
1 Introduction
Ceramics are widely applied for protective coating because of their excellent wear, corrosion, heat and high temperature oxidation resistance [1-3]. However, ceramic coatings show low adhesion prepared by surface coating technique due to huge difference between ceramic material and metal matrix material in physical performance. Ceramic coatings commonly tend to fail as a result of huge thermal stress at high temperature environment [4-6].
Laser cladding technology has been proven a promising method for ceramic coating preparation, due to its low power consumption, short time, high efficiency, high relative density and fine grain size [7,8]. The grain size is one of the important factors which influence the performance of ceramic coatings [9,10]; therefore, the laser cladding technology is also extensively considered a potential method that control grain growth. However, ceramic and metals are difficult to combine because of their different physical properties under the act of laser heat source [11,12]. For above reasons, the laser cladding technology was only used to remelt ceramic coating prepared by plasma-sprayed, as an effort to eliminate hole and typical lamellar stacking defects [13, 14]. Up to now, few investigations were done on laser cladding ceramic coatings.
In the present study, Al2O3-13%TiO2 (mass fraction) ceramic coatings were prepared by laser cladding. The effect of laser cladding on microstructure of the ceramic the coatings was studied.
2 Experimental
2.1 Materials
GH4169 nickel-based alloy was chosen as the substrate material due to frequently working at high temperature and on corrosion [15]. The chemical composition (mass fraction, %) of the substrate material is listed as follows: Ni 53.00; Cr 20.00; Nb 5.10; Mo 3.00; Ti 1.00; Co 0.70; Al 0.5; Si 0.32; Mn 0.30; Cu 0.28; C 0.07; Ca 0.01; P 0.01; S 0.01; B 0.01; Mg 0.01; and the remainder Fe. The specimens with coupons in size of 40 mm?40 mm?5 mm were cut by wire electrical discharge machining (WEDM). To reduce thermal�Cphysical property difference between ceramic coating and GH4169 alloy, superalloy powders (sized 44�C104 ��m), as a function of bond coating, was used with rare earth oxides addition (provided by Institute of Metal Materials, Beijing General Research Institute of Mining and Metallurgy, China), and the nominal chemical composition was Ni-20Co-18Cr-15Al-2Y2O3 (mass fraction, %).
In the present study, the nano agglomerated powders were used, which were marked by Nanox S2613P (Inframat Corporation, USA), and the nominal chemical composition was Al2O3-13%TiO2. The powders were agglomerated and sintered with mixture of nanosized alumina and titania particles. The sizes of the powders varied from 10 ��m to 50 ��m (Fig. 1(a)). The high magnification image of cross-section (see Fig. 1(b)) exhibits a porous microstructure and the grain size of the nanoparticles ranges from 0.05 ��m to 0.2 ��m. The ceramic powders were preplaced on the plate with an organic binder. The thickness of the coating was about 0.5 mm.

Fig. 1 SEM images of as-prepared Al2O3-13%TiO2 powders: (a) Surface morphology; (b) Cross-sectional structure
2.2 Preparation of Al2O3-13%TiO2 coating
Laser surface cladding experiments were performed on a 2 kW CO2 laser (SLCF-12 25, China). During laser cladding, high frequency induction heating equipment was used to slow cooling. The laser cladding parameters, optimized from a required number of preliminary experiments, were laser beam moving velocity of 1200 mm/min and laser output power of 900 W. The laser beam was defocused to a spot of 3 mm in diameter on the surface of the coating; argon gas was blown into the molten pool to provide shielding during laser cladding. Assisted heating was performed by a high frequency induction heating equipment (HFP-30, China), with 100 kHz oscillation frequency, ensuring a working surface over 1000 ��. Figure 2 shows the Al2O3-13%TiO2 ceramic specimen prepared by laser cladding.

Fig. 2 Al2O3-13%TiO2 ceramic specimen prepared by laser cladding
2.3 Characterization of coating
A JSM7100Ffield emission scanning electron microscopy (JEOL, Japan) integrated with an X-ray energy-dispersive spectroscopy (EDS) was employed to investigate the microstructure of agglomerated powders and the coating. The phase compositions of the coatings were examined by an X-ray diffractometer (XRD) (D/max2400, Rigaku, Japan).
3 Results and discussion
3.1 Microstructure of the coating
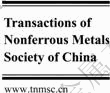
SEM observations show that the coatings have a smooth surface and are free of porosities and cracks (Fig. 3(a)). In Fig. 3(a), there are nickel alloy substrate, MCrAlY bond coating and Al2O3-13%TiO2 ceramic coating from left to right. The thickness of the bond coating after laser processing is about 147 ��m and the thickness of ceramic coating after laser processing is about 140 ��m.
Figure 3(b) presents a high magnification cross- sectional microstructure of ceramic coating, bond coating and substrate. The excellent mechanical bonding interface is formed between the ceramic coating and bond coating, as well as that between the bond coating and substrate. Laser cladding ceramic coating reveals two kinds of structural features, fully melted region and liquid-phase sintered region. Figure 3(c) shows the high magnification cross-sectional image of ceramic coatings and bond layer. It can be seen that the ceramic coating and bonding coating are combined tightly. Meanwhile, there are short-range spread features between them. It is proved that the wettability of ceramic coating and bond coating is improved significantly by the compound effects from high-frequency induction and laser.
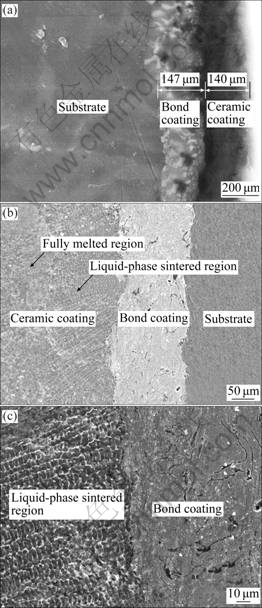
Fig. 3 Cross-sectional SEM morphologies of laser cladding coating: (a) Overview; (b) High magnification of ceramic coating, bond coating and substrate; (c) High magnification of bond coating and ceramic coating
SEM morphologies of the ceramic coating are shown in Fig. 4. Two kinds of microstructures can be seen in the ceramic coating at micro-scaled view. In the fully melted region (Fig. 4(a)), a typical laser sintering structure appears as the conventional coating has fine equiaxed grains. Liquid-phase sintered region (Fig. 4(b)) exhibits a large-area three-dimensional net or skeleton- like structure as proved in the Refs. [3,13,16,17]. Although the structure is found in the coating prepared by plasma sprayed, there are only local areas compared with the coating prepared by laser cladding. The structure is composed of submicron grains and thin net walls which surround the grains. The submicron particles are embedded in the thin-net-walls structure matrix. Figure 5 shows the EDS analysis of net structures in liquid-phase sintered. The EDS analysis results exhibit that the submicron grains in the net structures are Al2O3-rich particles, and the thin net walls belong to TiO2-rich matrix microstructure.

Fig. 4 High magnification SEM images of ceramic coating: (a) Fully melted region; (b) Liquid-phase sintered region
The microstructural formation of ceramic coating can be better understood with the help of a model indicating the microstructural evolution at every stage following the processing procedures of reconstitution, as shown in Fig. 6. When the agglomerated Al2O3- 13%TiO2 powders are employed for laser cladding, the temperature rapidly increases during laser irradiating the surface of ceramic coating. It could be assumed that the superficial temperature of the power is obviously beyond 2045 �� (melting point of Al2O3) [18], agglomerated powders will be completely melted, then a fully melted region as shown in Fig. 6(a) is formed. The temperature decreases with the distance increasing to surface due to the conductivity, when the temperature decreases below 2045 ��, meanwhile beyond 1840 �� [18] (melting point of TiO2), the region will be liquid-phase sintered because the temperature of this region is between 1840 �� and 2045 ��. Consequently, TiO2 is melted but Al2O3 is still solid, the melted TiO2 transforms to the liquid phase and fills in the gaps among Al2O3 solid phases. The microstructural characteristics of the liquid-phase sintered region (Fig. 4(b)) result from the selective melting of TiO2 during laser cladding.
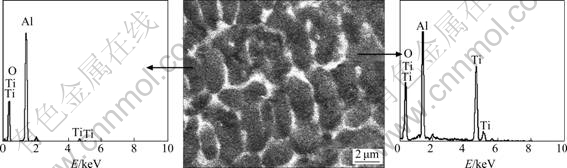
Fig. 5 EDS patterns of liquid-phase sintered region

Fig. 6 Schematic illustration of microstructural evolution model indicating evolution of ceramic coating: (a) Early stage; (b) Middle stage; (c) Later stage
3.2 Interaction products of ceramic coating/ NiCoCrAl-Y2O3 bond coating
The bonding coating and substrate are deeply- eroded in order to observe the reaction microstructure and XRD patterns of the interface (Figs. 7(a) and (b)). The interface between the bond coating and ceramic coating is unevenness, and the compounds produce on the interface. The XRD patterns of interface show that the main phases are Al2O3, NiAl2O4, Cr2O3 and Al2Ti7O15. By comparing with the composition of Al2O3-13%TiO2 powders, NiAl2O4 and Cr2O3 are new phases produced on the interface. It shows that there are chemical reactions on the interface, which significantly increase the binding force of ceramic coating [19].
Figures 7(c)�C(f) show the interaction products on the interface between the ceramic coating and the bond coating. It can be seen that many spinel compounds produced on the reaction interface (Figs. 7(c) and (d)), and the grain size of spinel compounds is about 1 ��m. According to the EDS and XRD (Fig. 7(b)) results, the spinel compounds are NiAl2O4. Meanwhile, the acicular compounds are found on the interface (Fig. 7(c)), and the length of acicular compounds is in the range from 5 ��m to 8 ��m. According to the EDS and XRD (Fig. 7(b)) results, the acicular compounds are Cr2O3.
Although many studies were carried out on the ceramic coatings prepared by laser cladding, most of the interfaces belong to the mechanical bonding due to their different physical properties and instantaneous high temperature effect of laser [11,13,20]. This work applied high frequency induction assisted laser cladding in order to obtain enough reaction time, and the interactive short-range diffusion will occur between coatings. Finally, the interaction products of ceramic coating/ NiCoCrAl-Y2O3 bond coating will be formed.
As an adhesive layer material, NiCoCrAl-Y2O3 has small differences in physical properties from ceramic materials. Elements such as Cr and Ni in the adhesive layer material are easy to be oxidized and the Gibbs free energies to generate Cr2O3 and NiO are -548 kJ/mol and -265 kJ/mol, respectively. As the formation free energy is relatively low, the following reactions will occur in the first place:
Cr+O��Cr2O3 (1)
Ni+O��NiO (2)
NiO and Cr2O3 have a strong affinity. At a certain temperature, NiO and Cr2O3 overcome the activation energy and carry out the interfacial reaction [21,22]:
Ni+Al2O3��NiAl2O4 (3)
In conclusion, the high frequency induction assisted laser cladding process includes the following steps: 1) In the rapid heating effect of laser, the elements Ni and Cr in adhesive layer quickly diffuse into ceramic layer; 2) Ni and Cr in the diffusion process will undergo the oxidation reactions and generate NiO and Cr2O3; 3) Generated NiO will react with Al2O3 in ceramic layer, and form NiAl2O4, thereby the binding properties of the coating are enhanced.
Fig. 7 SEM morphologies of interface between bond coating and ceramic coating: (a) Overview; (b) XRD pattern; (c) Higher magnification view of site 1; (d) EDS pattern of site 1; (e) Higher magnification view of site 2; (f) EDS pattern of site 2
4 Conclusions
1) The laser cladding Al2O3-13%TiO2 coating shows a two-layer substructure composed of fully melted layer and liquid-phase sintered layer. The liquid-phase sintered layer exhibits a three-dimensional net: Al2O3 particles embedded in the TiO2-rich matrix.
2) The fully melted layer and liquid-phase sintered layer of the coating derive from temperature changes. On the surface of the ceramic coating, the temperature is obviously beyond 2045 �� (melting point of Al2O3), the agglomerated powders are completely melted, then a fully melted layer is formed. The temperature decreases with the distance increasing to surface due to conductivity. When the temperature decreases below 2045 ��, meanwhile beyond 1840 �� (melting point of TiO2), the liquid-phase sintered layer is formed.
3) The spinel compound NiAl2O4 and acicular compound Cr2O3 are discovered on the interface between the bond coating and ceramic coating. The result proves that chemical reaction occurs on the interface, and the interactive short-range diffusion between coatings occurs, thereby the effective interfacial bonding is formed.
References
[1] EVANS H E. Oxidation failure of TBC systems: An assessment of mechanisms [J]. Surface & Coatings Technology, 2011, 206(7): 1512-1521.
[2] GUO Q Q, JIANG B L, LI J P. Corrosion resistance of micro-arc oxidized ceramic coating on cast hypereutectic alloy [J]. Transactions of Nonferrous Metals Society of China, 2010, 20(11): 2204-2207.
[3] WANG D S, TIAN Z J, SHEN L D, LIU Z D, HUA Y H. Influences of laser remelting on microstructure of nanostructured Al2O3�C13 wt.%TiO2 coatings fabricated by plasma spraying [J]. Applied Surface Science, 2009, 255: 4606-4610.
[4] BHATNAGAR H, GHOSH S, WALTER M E. A parametric study of damage initiation and propagation in EB-PVD thermal barrier coatings [J]. Mechanics of Materials, 2010, 42(1): 96-107.
[5] HAN J C. Thermal shock resistance of ceramic coatings [J]. Acta Materialia, 2007, 55(10): 3573-3581
[6] WANG Y L, JIANG Z H, YAO Z P. Microstructure, bonding strength and thermal shock resistance of ceramic coatings on steels prepared by plasma electrolytic oxidation [J]. Applied Surface Science, 2009, 256(3): 650-656.
[7] ZHU C, LI P, JAVED A. An investigation on the microstructure and oxidation behavior of laser remelted air plasma sprayed thermal barrier coatings [J]. Surface & Coatings Technology, 206(18): 3739-3746.
[8] BAI PK, CHENG J, LIU B. Selective laser sintering of polymer-coated Al2O3/ZrO2/TiC ceramic powder [J]. Transactions of Nonferrous Metals Society of China, 2005, 15(2): 261-265.
[9] MURTY S V S, TORIZUKA S, NAGAI K, KITAI T, KOGO Y. Effect of initial grain size on evolved ferrite grain size during high Z large strain deformation [J]. Materials Science Technology, 2010, 26(7): 879-885.
[10] TSAO L C, CHANG S Y, LEE C I, SUN W H, HUANG C H. Effects of nano-Al2O3 additions on microstructure development and hardness of Sn3.5Ag0.5Cu solder [J]. Materials & Design, 2010, 31(10): 4831-4835.
[11] BERTRAND P, BAYLE F, COMBE C. Ceramic components manufacturing by selective laser sintering [J]. Applied Surface Science, 2007, 254(4): 989-992
[12] SUN C N, BALDRIDGE T, GUPTA M C. Fabrication of ZrB2-Zr cermet using laser sintering technique [J]. Materials Letters, 2009, 63(28): 2529-2531.
[13] WANG Y, LI C G, GUO L X, TIAN W. Laser remelting of plasma sprayed nanostructured Al2O3-TiO2 coatings at different laser power [J]. Surface & Coatings Technology, 2010, 204(21-22): 3559-3566
[14] SONG E P, AHN J, LEE S, KIM N J. Microstructure and wear resistance of nanostructured Al2O3-8wt.%TiO2 coatings plasma-sprayed with nanopowders [J]. Surface & Coatings Technology, 2006, 201: 1309-1315.
[15] LIU Y, WANG L, HE S S, FENG F, LU X D, ZHANG B J. Effect of long-term aging on dynamic tensile deformation behavior of GH4169 alloy [J]. Acta Metallurgica Sinica, 2012, 48(1): 49-55. (in Chinese)
[16] WANG D S, TIAN Z J, SHEN L D, LIU Z D, HUANG Y H. Microstructural characteristics and formation mechanism of Al2O3�C13wt.% TiO2 coatings plasma-sprayed with nanostructured agglomerated powders [J]. Surface & Coatings Technology, 2009, 203: 1298-1303.
[17] LUO H, GOBERMAN D, SHAW L. Indentation fracture behavior of plasma-sprayed nanostructured Al2O3�C13wt.%TiO2 coatings [J]. Materials Science and Engineering A, 2003, 346: 237-245.
[18] GOBERMAN D, SOHN Y H, SHAW L, JORDAN E, GELL M. Microstructure development of Al2O3�C13wt.%TiO2 plasma sprayed coatings derived from nanocrystalline powders [J]. Acta Materialia, 2002, 50: 1141-1152
[19] DING W F, XU A H, CHEN Z Z, CHENG ZE, FU Y C. A study on effect of TiB2 contents on reactive products and compressive strength of brazed CBN grains [J]. Surface and Interface Analysis, 2009, 41(3): 238-243.
[20] GAO X S, TIAN Z J, HUANG Y H, LIU Z D, SHEN L D. Al2O3-TiO2 ceramic coating prepared by laser cladding[J]. Journal of Jiangsu University, 2011, 32(6):720-723. (in Chinese)
[21] JACKSON R D, TAYLOR M P, EVANS H E. Oxidation study of an EB-PVD MCrAlY thermal barrier coating systems [J]. Oxidation of Metals, 2011, 76(3-4): 259-271.
[22] SLOOF W G, NIJDAM T J. On the high-temperature oxidation of MCrAlY coatings [J]. International Journal of Materials Research, 2009, 100(10): 1318-1330.
�����۸�Al2O3-13%TiO2�մ�Ϳ��Ľ�������
��ѩ��1,2�����ھ�2����־��2��������2
1. ���ϴ�ѧ ��е����ѧԺ���Ͼ� 210018��2. �Ͼ����պ����ѧ ����ѧԺ���Ͼ� 210016
ժ Ҫ�����ø�Ƶ���������۸������������Ͻ����Ʊ�Al2O3-13%TiO2(��������)�մ�Ϳ�㡣����SEM��XRD��EDS�ȷ��������մ�Ϳ����۽ṹ���մɲ���ճ���֮��Ľ�Ͻ��档����������մɲ��������ȫ�ۻ�����Һ���ս���˫��ṹ�����У���ȫ�ۻ�����������ս᳤��Һ���ս������������ά��״�ṹ������ά��״�ṹ���ۻ���TiO2�����Al2O3�����γɡ�ͨ�������۸������µķ�ĩ�ۻ��ͱ�ƽ����Ϊ����˫��ṹ�γɻ�����ͬʱ�����մɲ���ճ���Ľ�Ͻ����Ϸ��־��м⾧ʯ�ṹ��NiAl2O4����״�ṹ��Cr2O3��֤���ڼ����۸������з����Ļ�ѧ��Ӧ������Ч�����մɲ���ճ���Ľ��ǿ�ȡ�
�ؼ��ʣ��մ�Ϳ�㣻�����Ͻ𣻼����۸���Al2O3-TiO2����Ƶ����
(Edited by HE Xue-feng)
Foundation item: Project (59975046) supported by the National Natural Science Foundation of China
Corresponding author: GAO Xue-song? Tel: +86-13770649527? E-mail: gaoxuesong_2001@163.com
DOI: 10.1016/S1003-6326(11)61491-X

