稀有金属 2002,(05),327-331 DOI:10.13373/j.cnki.cjrm.2002.05.002
CuAlSiTi系活性钎料对SiC陶瓷的润湿性
楚建新
北京有色金属研究总院粉末冶金与特殊材料研究所,北京有色金属研究总院粉末冶金与特殊材料研究所 北京100088 ,北京100088
摘 要:
采用座滴法实验研究了CuAlSiTi系活性钎料中的各组分含量对SiC陶瓷润湿角的影响 , 借助于SEM和EPMA结合热力学探讨了界面反应。通过推导润湿角与界面反应吉布斯能变化ΔG的函数关系进一步阐述了各组分对润湿角的影响机制 , CuAlSiTi合金对SiC陶瓷的润湿性随Ti , Al含量的增加 , 润湿性提高 , 随Si含量的增加 , 界面反应受到抑制 , 润湿性降低。
关键词:
润湿性 ;润湿角 ;活性钎料 ;SiC ;
中图分类号: TG457
收稿日期: 2001-11-12
基金: 国家自然科学基金资助项目 (183 92 911);
Wettability of Reactive CuAlSiTi Brazing Alloy on SiC
Abstract:
By using the sessile drop method, the effect of additives on the wettability of Cu matrix alloy on SiC substrates was studied. With the help of SEM and EPMA, on basis of thermodynamics, the interfacial reaction was discussed. By deducing the function relation between the contact angle on SiC and the Δ G of the interfacial reaction, the influence of each element in alloy on its wettability was set forth and the conclusion, that either increasing the content of Ti and Al or decreasing the content of Si will improve its wettability on SiC, is obtained. However, in some cases, in order to restrain CuAlSiTi/SiC interfacial reacion, addition of Si into the brazing alloy is also required.
Keyword:
wettability; contact angle; reactive brazing alloy; SiC;
Received: 2001-11-12
一些非氧化物精密陶瓷 (SiC, Si3 N4 , BN, AlN, TiN) 高温下具有很高的强度、 硬度并且抗磨损、 耐腐蚀, 这些特点使它们在航空航天, 汽车工业以及能源等领域得到应用。 但陶瓷材料韧性差、 强度分散、 加工困难的缺点限制了其应用, 而金属具有优良的塑性、 韧性以及良好的加工性, 但大部分金属及其合金的高温性能差, 如果将二者结合起来充分发挥它们的优势, 必将组成十分优秀的结构材料。 陶瓷和金属的连接技术是这种结构材料获得应用必须解决的关键技术。 在精密陶瓷与陶瓷、 陶瓷与金属连接技术中, 活性钎焊法是最重要的连接方法之一。 对于活性钎焊技术, 钎料对陶瓷的润湿是实现连接的首要前提。 Si系列陶瓷比其他陶瓷具有更优良的性能, 其中以氮化硅和碳化硅为代表。 国内外对氮化硅的活性连接研究比较多, 对碳化硅相对较少。 在活性钎料中对银铜钛钎料的研究比较多, 但银铜钛钎料的使用温度一般不超过400 ℃, 而铜基活性钎料比银铜钛具有更高的使用温度。 Ti元素以其活度系数大可以和多种陶瓷发生反应, 而成为各种活性钎料中的首选活性元素; Al元素同样具有活性并能提高钎料的抗氧化性; Si的原子半径与铜相差较大可固溶于铜的晶格中显著提高钎料的强度。 基于上述考虑选择了CuAlSiTi系合金对SiC的润湿行为作为研究对象, 重点研究各组分对润湿性的影响, 并阐明其机制。
1 润湿机制
固体与液体接触, 当体系的吉布斯能降低时可达到润湿。 润湿按润湿过程中是否发生化学反应可分为两种形式, 反应润湿和非反应润湿 (物理润湿) 。 对于金属与陶瓷体系而言, 物理润湿的润湿性一般都比较差, 润湿过程的推动力主要是范德华力和色散力等物理作用。 物理润湿一般进行得很快, 在10-3 s内就可以达到化学平衡, 而且在这种体系中温度对润湿性的影响比较小
[1 ]
。 反应润湿是指在润湿过程中发生了化学反应, 有新相在界面生成。 能与陶瓷发生反应的元素称之为活性元素, 含有活性元素组分且在润湿过程中起到主要作用的钎料称之为活性钎料。 活性元素有很多种, 如Ti, Cr, Zr, Hf, Al等。
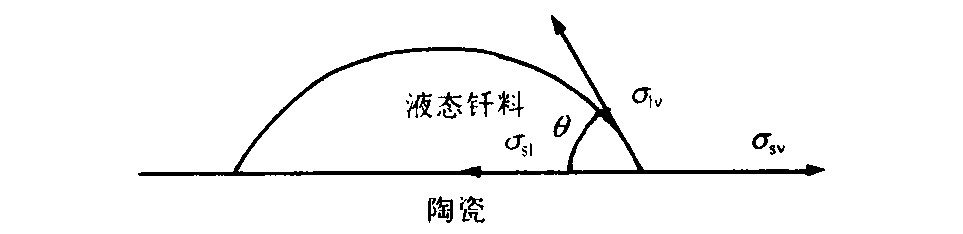
润湿性可用接触角 (润湿角) 来表征。 对于陶瓷与液态金属非反应润湿而言, 接触角就是陶瓷、 液态金属、 气氛三相平衡时的θ 角 (如图1, σ ls 液态金属与陶瓷界面单位面积的界面能, σ lv 液态金属比表面能, σ sv 陶瓷比表面能) , θ 角越小润湿性越好。 在三相平衡时
图1 液态金属对陶瓷物理润湿示意图
Fig.1 Schematic illustration of physical wetting between liquid brazing and ceramic
cosθ = (σ sv -σ sl ) /σ lv (1)
反应润湿是由于钎料中的活性组分参与了陶瓷和液态钎料的界面反应, 导致体系的吉布斯能降低。 其化学反应
[2 ]
可表示如下:
ξ [Re]+ ζ MeXξ ξ ReXζ +ζ [Me]
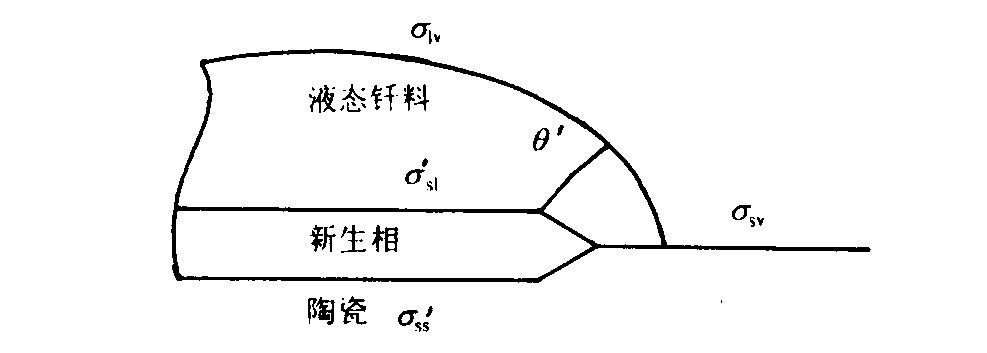
Re 活性钎料中的活性元素; ReXζ σ ′sl 为新生相与液态钎料界面单位面积的界面能, σ ′ss 为新生相与基体陶瓷单位面积的界面能, θ ′为润湿角。 单位面积的界面处的自由能变化ΔG 由二部分构成, 一是界面处化学反应导致的自由能变化ΔG I ; 二是新的界面结构导致的界面能变化ΔG Ⅱ [ΔG Ⅱ =σ ′sl +σ ′ss -σ sl =Δσ (σ sl , 反应发生前陶瓷-液态金属的界面能) ], 则ΔG =ΔG I +ΔG Ⅱ =ΔG 1 +Δσ
新界面的界面能 (单位面积) σ ˇ sl =ΔG +σ sl =ΔG 1 +Δσ +σ sl , 将其代入物理润湿的杨式方程 (1) 得
cosθ ′= cosθ -ΔG Ⅰ /σ lv -Δσ /σ lv (2)
θ ′, 反应润湿的润湿角; θ , 不发生化学反应的润湿角。
由 (2) 式可以看出反应润湿与物理润湿相比多了两项, 界面反应ΔG Ⅰ 和新结构界面导致的Δσ 在物理润湿的基础上进一步影响润湿角。 在等温等压反应条件下ΔG Ⅰ <0, 所以界面处活性元素参与的界面反应能够提高钎料对陶瓷的润湿性; Δσ 的影响取决于新生相的性质, 若新生相同被润湿陶瓷相比共价键性质强, 则Δσ <0, 从而θ 减小, 润湿性提高; 反之若离子性较强, 则Δσ >0从而θ 增大。
图2 活性钎料与陶瓷反应润湿界面示意图
Fig.2 Schematic illustration of reactive wetting between liquid brazing and ceramic
CuAlSiTi系合金润湿SiC陶瓷, 界面反应比较复杂, 根据相图可能发生的反应如下:
SiC+Ti=TiC+Si (3)
Ti+Si=TiSi (4)
Ti+2Si=TiSi2 (5)
5Ti+3Si=Ti5 Si3 (6)
3SiC+4Al=Al4 C3 +3Si (7)
2 实 验
试验用碳化硅陶瓷是钢铁研究总院提供的无压烧结陶瓷 (PLS) , 尺寸为10 mm×10 mm×3 mm, 表面经过金刚石膏抛光; 对于钎料考虑到加工成材性, 根据相图选择了3个成分系列铜基合金:第一系列Si, 2.0%;Al, 1.0%;Ti, 0~20.0%。 第二系列Si, 2.0%;Al, 0~3.0%; Ti, 2.0%。 第三系列Si, 0~4.0%;Al, 1.0%;Ti, 2.0%。在真空电弧炉中熔炼, 熔炼过程中保持较高的真空度, 然后经成分均匀化处理、 切割、 旋锻、 退火、 轧制、 冷拔、 机加工等工序加工成Φ2.5 mm×2.5 mm的小圆柱 (对于含钛量较高的试样由于变形加工困难, 采用线切割的方法加工成与圆柱试样等高且体积相等的小方块) 。
在试验之前钎料小柱和碳化硅片要浸于丙酮内进行超声波清洗吹干, 然后将钎料小柱置于碳化硅片之上装炉。 根据差热分析法 (DTA) 的分析结果, 试样的熔点在1050~1070 ℃之间, 润湿性试验选择了1100 ℃的保温温度。 试验规范, 升温速度15 ℃・min-1 , 800 ℃保温30 min, 然后以20 ℃・min-1 的升温速率升高到目标温度, 保温10 min, 最后炉冷; 试验过程中真空度不低于5×10-3 Pa。 采用座滴法进行接触角测量; 对试样润湿界面进行成分线扫描分析。
3 结果与讨论
根据试验结果绘制了合金元素与润湿角关系曲线, 如图3~5所示。 图6~8为钎料 (Cu94.8Al1.0Si2.1Ti2.1, Cu95.9Al1.0Si1.0Ti2.1, Cu92.9Al1.0Si4.0Ti2.1) 与SiC润湿界面的成分线扫描图。
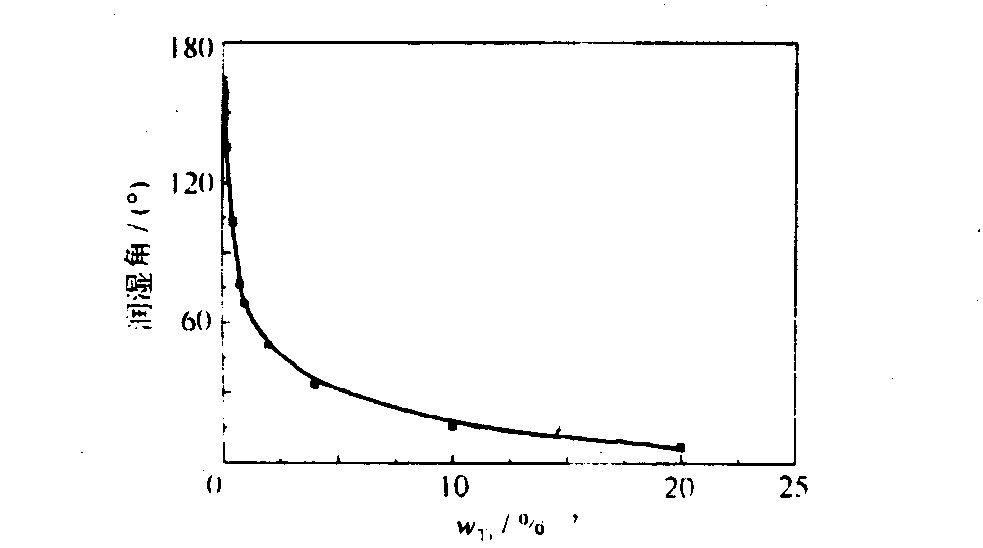
3.1 Ti对润湿角的影响
从图3中可看出随着Ti浓度的增加润湿角逐渐减小。 根据资料
[3 ]
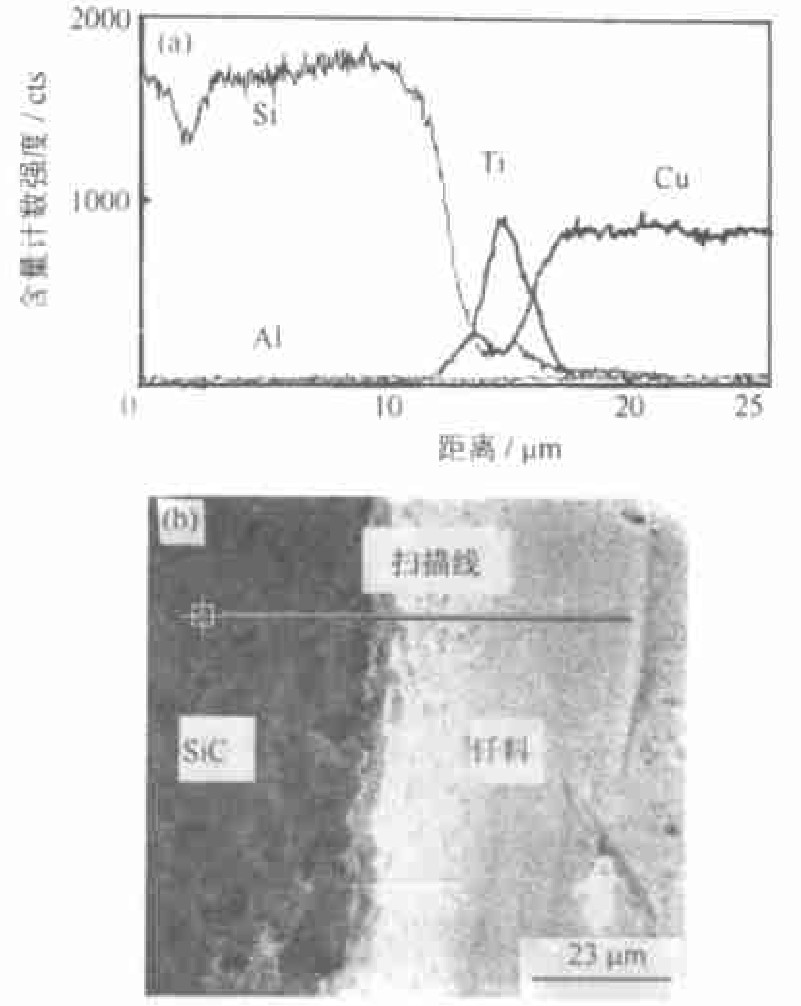
标准状态下 Ti+C=TiC 的ΔG m = -183100+10.08T (J・mol-1 ) , Si+C=SiC 的ΔG m = -53430+6.9T (J・mol-1 ) , 则 (3) 式在1100 ℃条件下 (压力影响可以忽略) 的ΔG m =-125.3 kJ・mol-1 , (3) 式反应在此条件下是可能发生的。 用电子探针线扫描钎料与碳化硅的界面, 结果显示在界面处出现了Ti浓度的峰值 (见图6) , 可见发生了化学反应并有新相生成。 在实际的界面反应中, 活性元素Ti和Cu形成一定的活性胶团富集于界面处参与反应 (图6中也显示了界面处有Cu的浓度突变) 且反应生成物单质Si将溶入钎料熔液之中。 实际的界面反应方程式应该是:
图3 第一系列钎料的接触角与其Ti含量的关系曲线
Fig.3 Curve of wetting angle vs Ti content of the first series of brazing filler metal
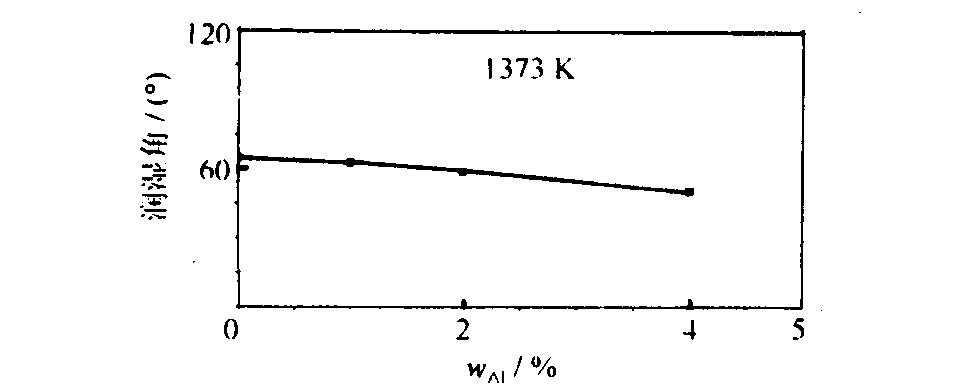
图4 第二系列钎料的接触角与Al含量的关系曲线
Fig.4 Curve of wetting angle vs Al content of the second series of brazing filler metal
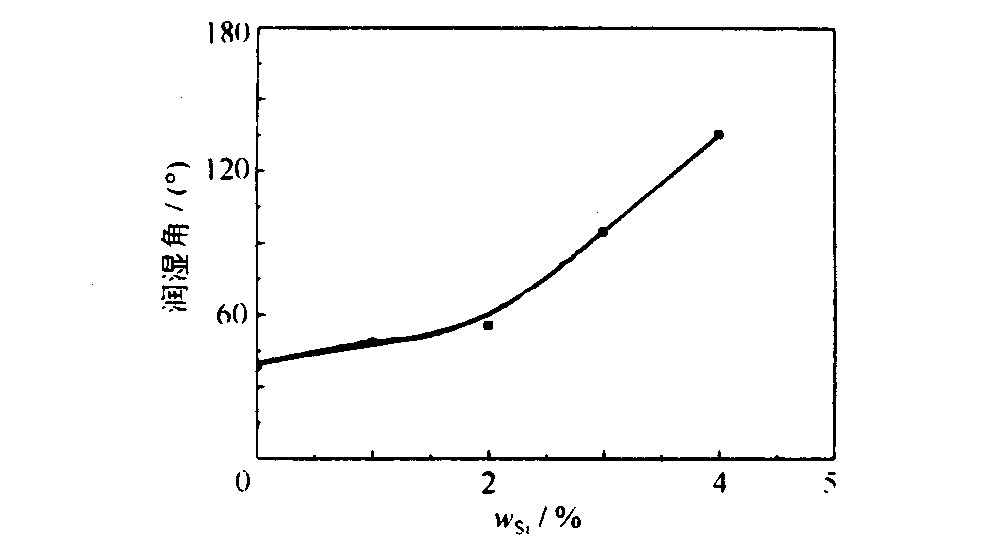
图5 第三系列钎料的接触角与Si含量的关系
Fig.5 Curve of wetting angle vs Si content of the third series of brazing filler metal
图6 Cu94.8Al1.0Si2.1Ti2.1/SiC界面线扫描 (a) 扫描线上成分变化; (b) 界面SEM形貌Fig.6 Line scanning on interface between brazing (Cu94.8Al1.0Si2.1Ti2.1) and SiC
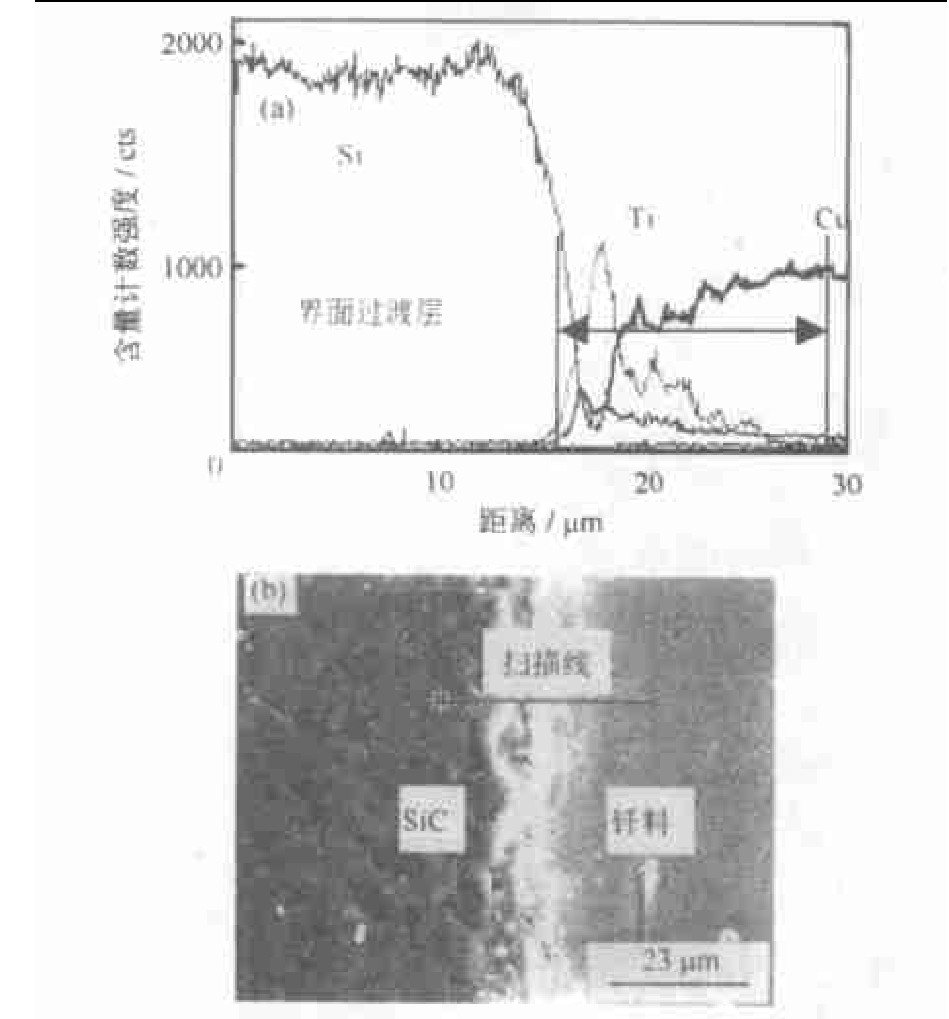
图7 Cu95.9Al1.0Si1.0Ti2.1/SiC界面成分线扫描图 (a) 扫描线上成分变化; (b) 界面SEM形貌Fig.7 Line scanning on interface between brazing (Cu95.9Al1.0Si1.0Ti2.1) and SiC
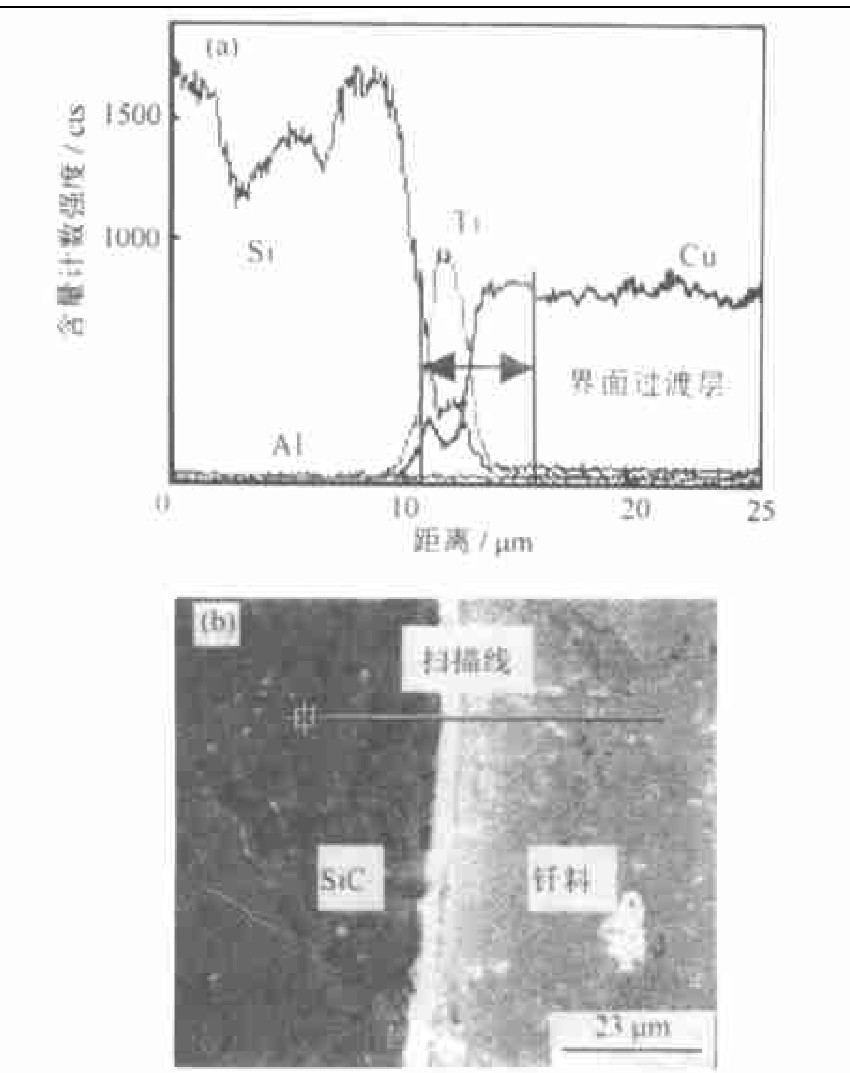
图8 Cu92.9 Al1.0Si4.0Ti2.1/SiC界面成分线扫描图 (a) 扫描线上成分变化; (b) 界面SEM形貌Fig.8 Line scanning on interface between brazing (Cu92.9 Al1.0Si4.0Ti2.1) and SiC
αSi , αTi 为Si, Ti在Cu熔液中的活度且αSi =τSi xSi , αTi =τTi xTi ;τSi , τTi 为Si, Ti在Cu熔液中的活度系数;xSi , xTi 为Si, Ti在Cu熔液中的浓度。
因为ΔG =λ ΔG m (λ 为反应进度) , Ti浓度增加一方面引起Ti活度增大, 由 (8) 式得 ΔG m 减小从而ΔG 下降, 另一方面导致 (8) 式的化学平衡正向移动λ 增大, 则ΔG 下降。 由 (2) 式可以得出θ 减小。 新生相TiC与液态钎料的界面能同SiC与液态钎料的界面能相比差别不大, Δσ 影响可以忽略。
对于反应式, 根据资料
[4 ]
给出的热力学公式在标准状态、 1373 K条件下 (4) , (5) , (6) 式的ΔG m 分别为-127.2, -167.1, -551.7 kJ・mol-1 , 此温度标准态的反应是能够发生的, 但这种用标准态的热力学数据来估算实际的反应是不准确的。 实际反应的方程式应该表示为:
[Ti]+[Si]=TiSi ΔG m =ΔG m °-RT ln (α Si α Ti )
[Ti]+ 2 [Si]=TiSi2 ΔG m =ΔG m °-RT ln[α Si (α Ti ) 2 ]
5[Ti]+3[Si]=Ti5 Si3 ΔG m =ΔG m °-RT ln[ (α Si ) 3 (α Ti ) 5 ]
在1373K Cu94.8Al1.0Si2.1Ti2.1/SiC润湿界面成分线扫描图中, 在过渡层中出现了Si含量的突变 (如图6) , 可见有上述反应发生。 反应生成Tix y G 降低 , 从而θ 减小。 总之随着Ti活度的下降, 上述反应的ΔG m 随之增大, 当ΔG m >0时反应将受到抑制, 此时的润湿为物理润湿, 其润湿性较差。 图3也说明了这一点。
3.2 Al对润湿角的影响
Al也是一种活性元素, 能与SiC发生反应 ( (7) 式) 。 根据文献
[5 ]
(7) 式的ΔG m =113900-12.06lnT +8.92×10-3 T 2 +7.54×10-4 T -1 +21.5 T , 在1373 K, 标准状态下ΔG m >0, 也就是说在此状态下反应不能发生。 实际的润湿界面Al与SiC的反应应表示为:
3SiC (s) +4[Al]=Al4 C3 (s) +3[Si]
ΔG m =ΔG m °+RT ln ( (α Si ) 3 / (α Al ) 4 )
ΔG m 随着α Si 降低, α Al 升高而下降, 就是说只有α Al 高于某个值 (α Si 不变) , 反应才会发生; 同样在α Al 不变的情况下α Si 低于某个值反应才会发生。 在第二系列活性钎料 (Si, 2.0%;Al, 0~3.0%; Ti, 2.0%) 润湿界面的成份线扫描图中没有见到Al含量的突变, 由此推断此反应并没有发生。 从图4中可以看出尽管Al浓度比较低, 但随着Al浓度的增加, 接触角降低。 此现象的出现是由于随着Al浓度的增加, Ti的活度系数增大;其机理是Al与Cu相比具有低的表面能, 对Ti具有低的饱和浓度
[6 ]
; 具有低的表面能使Al在液态钎料与SiC的界面处产生偏析, 富集于界面, 并且由于Al低的Ti饱和浓度 (1373 K, 3.0%) , 必然显著提高Ti的活度系数, 提高 (3) ~ (6) 式的反应进度, 最终ΔG 下降, θ 减小。
元素Al的加入除了提高Ti的活度以外, 还能显著提高钎料的抗氧化性。 文献
[
7 ]
发现Ag54Cu36Ti5Al5四元合金钎料加热600 ℃, 氧化20 h后其表层氧化膜的生长极其缓慢。 根据文献
[
8 ]
中的研究结果, 向铜基活性钎料加入加入适量的Al后, 钎料的氧化温度可提高到700 ℃。
3.3 Si对润湿角的影响
从图5中可看出随着硅浓度的增加, 润湿角增大。 硅元素对润湿贡献主要体现在对界面的主要化学反应的ΔG 影响上, 随着硅浓度增加, 活度增大, 由 (8) 和 (2) 式得出θ 增大。 对于活性钎料润湿SiC而言, 有效地控制硅含量可以抑制某些化学反应或控制某些反应的反应进度, 从进一步控制生成相的量和种类。 从界面成分线扫描图7, 8中可看出在同样的工艺条件下硅浓度低的界面过渡层厚度 (以界面Ti浓度突变间距为过渡层厚度) 要大于硅浓度高的界面过渡层。 降低和控制过渡层厚度对于SiC系列的陶瓷金属连接强度和金属基复合材料的性能有着重要意义。
4 结 论
CuAlSiTi系活性钎料对SiC陶瓷的润湿过程中, 活性元素Ti, 参与界面反应能显著提高钎料的润湿性, 接触角随其浓度的增加而减小; Al元素也具有一定的活性对SiC润湿需要较高的的浓度才能参与界面反应, 但Al能够提高Ti的活度, 从而增强Ti参与的界面的反应, 降低接触角; 活性钎料中的Si元素对润湿SiC的界面反应起到抑制作用, 随其浓度的增加润湿性降低并且调整钎料中的Si含量能够控制润湿界面过渡层厚度。
参考文献
[1] EustathopoulosN , MortensenA . FundametalsofMetalMatrixComposites.NeedlemanA ., ButterworthHeinemann, 1992, 42.
[2] 陈 建, 潘复生 上海交通大学学报, 2001, 35 (3) :365.
[3] 程兰征, 章燕豪 物理化学上海:上海科学技术出版社, 1990, 251.
[4] NishinoT , UraiS , OkamotoI . WeldingInternational, 1992, 6 (8) :600.
[5] IsekiT , KamedaT , MaruyamaT . JournalofMaterialsScience, 1984, 19:1696.
[6] NicholasMG , ValentineTM , WaiteM . JournalofMaterialsScience, 1980, 15:2198.
[7] 沈爱平. 金属陶瓷界面的润湿和结合机制[博士学位论文]沈阳:中科院沈阳金属研究所, 1991.
[8] OyamaT , MizuharaH .WeldingintheWorld, 1998, 41:415.