稀有金属 2006,(S1),5-8 DOI:10.13373/j.cnki.cjrm.2006.s1.002
Al/Si复合材料的制备及热力学特性的研究
马光 吴澎 王智民
西北有色金属研究院电子材料研究所,西北有色金属研究院电子材料研究所,西部金属材料股份有限公司,西安理工大学材料科学与工程学院 陕西西安710016,陕西西安710016,陕西西安710065,陕西西安710048
摘 要:
研究了高增强相含量Al/Si复合材料压力熔渗法制备工艺, 复合材料内的自由孔隙和硅颗粒的分布均匀, 同时研究了Al/Si复合材料的特性和断裂行为, 通过金相组织分析和断口观察表明, 复合材料的断裂行为主要是由于硅颗粒的脆裂性而引起的, 并且由此向材料内部延伸最后导致复合材料断裂失效;特别研究了复合材料在高精度热机械分析仪下的热膨胀行为, 实验得出Al/Si复合材料的平均线性热膨胀系数在 (81 0) ×10-6/℃范围内, 并随着硅含量的增加而降低;实验基于Turner的模型进行, 实验测得Al/Si复合材料的热膨胀系数与理论计算值的存在差别, 这是由于理论模型没有考虑材料制备过程中粉末形状, 粒度、第二相颗粒不可避免的不均匀分布, 孔隙度以及剪切应力对热膨胀性能的影响, 其结果与预测相符合。
关键词:
Al/Si复合材料 ;CET ;断裂 ;压力熔渗 ;
中图分类号: TB333
作者简介: 马光 (E-mail: zhengorjing@sina.com) ;
收稿日期: 2006-06-30
Investigation on Preparation and Properties of Al/Si Composites
Abstract:
High reinforced content Al/Si composites were fabricated by pressure infiltration technology.Free porosity and silicon particles were distributed uniformly in the composites.The properties of composites and the fracture behavior of the composites were studied.The thermal expansion behavior of the composites was investigated by a high-precision thermo-mechanical analyzer, and compared with predictions of theoretical model.The mean linear coefficient of thermal expansion (CET) of Al/Si composites range from 8~10×10 (-6) /℃ and decreased with increase of silicon volume fraction.
Keyword:
Al/Si composites;CET;fracture;pressure infiltration;
Received: 2006-06-30
随着科学技术的发展, 电子封装材料已受到越来越多的注意。 在微型电子电路中, 由于芯片和母材基体不同的热膨胀系数导致了材料的热疲劳, 引起基体材料断裂
[1 ]
。 此外, 一些封装材料还在宇航中使用, 这不仅要求要有合适的热膨胀系数和热传导率, 而且还要求低密度和适当的机械强度
[2 ]
。 现在, 已经有许多种导热性能很好材料, 但因热膨胀系数较大, 同半导体芯片、 陶瓷基板、 粘结密封用玻璃的热膨胀不匹配, 不能用作电子封装材料
[3 ]
。
铝基复合材料既保持基体铝导热性能好又具有增强体热膨胀系数小的优点, 并可以通过选择不同的增强体和改变增强体的体积分数实现材料的热物理性能设计。 使得在保持导热性能良好状况下, 其热膨胀又可以同半导体、 陶瓷基板等材料热膨胀匹配
[4 ,5 ]
。 此外, 铝基电子封装复合材料密度小, 这一点对航空用电子封装材料十分重要。 因此, 铝基电子封装复合材料在材料中有很大的发展潜力
[6 ,7 ]
。
本研究的目的是应用压力熔渗法制备Al/Si复合材料并测试其各项特性。 许多专家研究表明增强颗粒体积含量对复合材料的热膨胀行为有重要的影响, 作者同时也研究了增强颗粒体积含量对Al/Si复合材料的热膨胀行为的影响。 在本研究工作中, Al/Si复合材料的热膨胀系数测定温度范围是20~180 ℃之间。 此外, 本论文还讨论了Al/Si复合材料的断裂行为。
1 实 验
1.1 复合材料的制备
实验采用200目的硅粉和铝粉。 将二者分别经过一段时间球磨。 球磨后的硅、 铝粉通过V型混料机混合。 考虑到粉末氧化的问题, 采用湿混的方式, 湿混溶剂采用无水乙醇。 混料机的转速为67 r・min-1 。
将Al粉和Si粉混合粉末置于直径50.0 mm的压制模具中压制。 制成25%~50%Si (质量分数) 预制体, 将制成的预制体置于预热过的金属模具中 (预热温度在400 ℃) , 同时将ZL102合金溶液拨渣后浇入模具中, 迅速加压, 保压一保压60 s, 凝固后即可获得直径为50.0 mm, 呈圆柱型的硅颗粒增强铝基复合材料。 将复合材料制成金相试样, 用0.5% (质量分数) 氢氟酸水溶液对金相进行腐蚀, 以便观察试样的微观组织和内部形貌, 在光学显微镜 (LEICAMEF4M OM) 、 扫描电镜 (Philips S-520 SEM) 和电子衍射上观察后分析材料试样。
1.2 性能测试
为了检验样品的力学性能, 对样品的硬度进行了测试。 实验采用压痕法测试材料的布氏硬度。 测试过程在HB-3000型布氏硬度机上进行, 载荷为7350 N, 钢球直径5 mm, 加载时间为30 s。 每个样品测3个硬度值, 取其平均值作为该样品的硬度。
测定热膨胀系数的试样其平均尺寸为3 mm×3 mm×10 mm。 用金刚石刀片把试样从复合材料上切下并进行抛光处理。 从每份复合材料中取出3个试样来获得实验数据。 使用普通热机械分析仪 (TMA7, PERKIN ELMER, USA) 来测定试样在温度从20~180 ℃, 升温速率为5 ℃・min-1 下的材料热膨胀系数。
2 结果与分析
2.1 Al/Si复合材料的特性
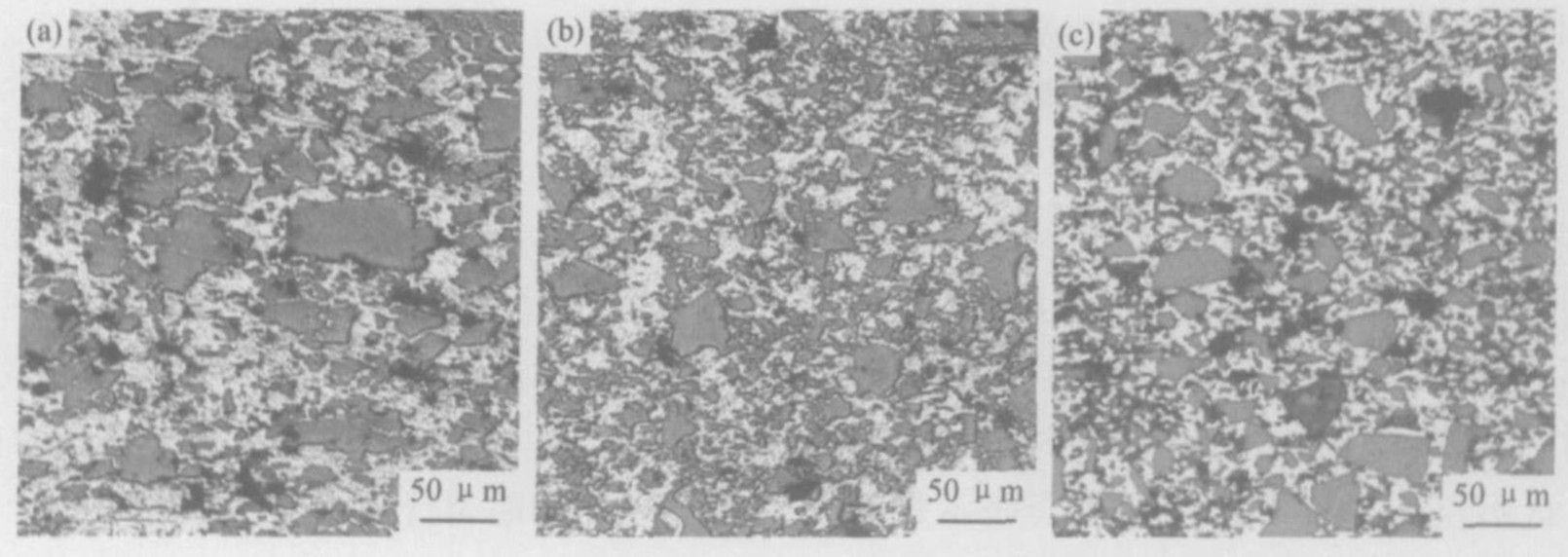
图1是在光学显微镜下观察到的硅颗粒含量分别为30%, 40%, 50%下的复合材料的显微组织。 由图可以观察硅颗粒在复合材料中的分布是均匀的。 在复合材料的显微组织中熔渗过程完全, 不存在不熔渗区域。 在压力熔渗下, 硅颗粒和金属合金之间相互联结的十分致密。
图1 不同颗粒含量的Al/Si复合材料组织形貌 (a) 30%; (b) 40%; (c) 50%
Fig.1 OM micrographs of Al/Si composites with different reinforced particles
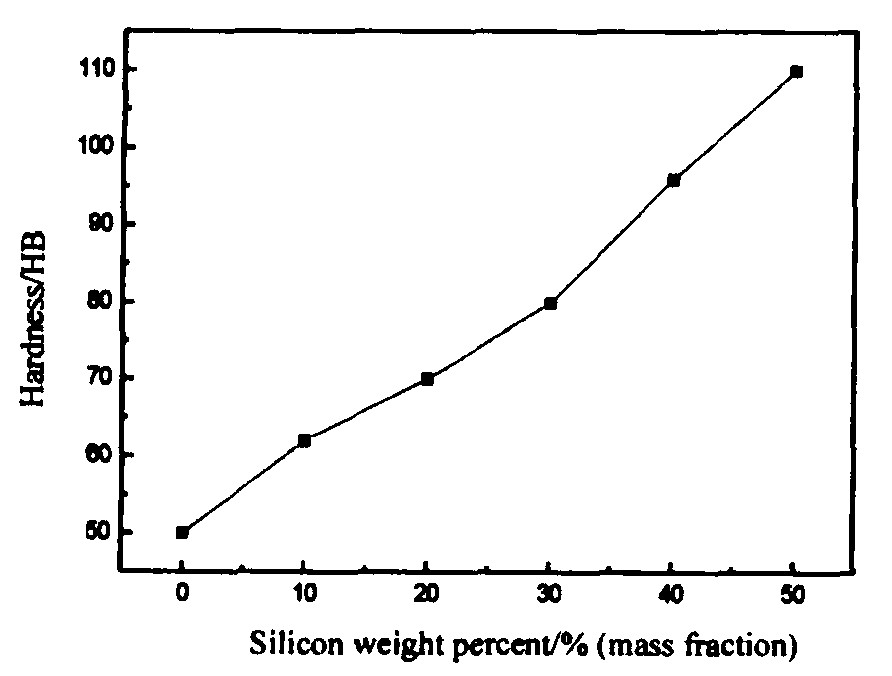
图2显示的是Al/Si复合材料的布氏硬度值随着硅颗粒含量的增加而变化的曲线图。 Al/Si复合材料的布氏硬度随着硅颗粒含量的增加而增大。 这是由于符合材料表面硅颗粒的数量和总量随着硅颗粒体积含量的增大而增加。
图2 硅颗粒的含量与材料硬度的关系
Fig.2 Relation of silicon weight percent with hardness
2.2 Al/Si复合材料的断裂机制
图3是Al/Si复合材料断口组织的扫描电镜照片。 从含硅量为50%的Al/Si复合材料的表面断裂组织上可以看出这种复合材料是一种典型易断裂材料。 正如图3 (a) 所示大多数硅颗粒在断裂表面明显开裂, 这表明裂纹传播是通过颗粒的剪切模型来实现的。 当具有延展性的金属铝基体受到一个特殊的张力, 就会有一个特殊的塑性变形。 而增强颗粒的变形要保持其弹性则完全取决于愈来愈高的屈服强度。 同时颗粒内部的应力集中就会很高。 在复合材料中, 所有的负载都转移到硅颗粒上。 对于好的界面结合来说, 如果负载转移超越了格里菲思标准, 那么负载转移将会导致硅颗粒的断裂。 图3 (b) 所显示的是在高倍镜下断裂表面的形貌。 它表明在室温下, 硅颗粒是易脆的, 而且在裂缝尖端并没有断层的活动。
图3 Al/Si复合材料断口形貌 (a) 低倍; (b) 高倍
Fig.3 SEM fracture of Al/Si composites
图中表明了Al/Si复合材料断裂裂纹是沿着硅颗粒的分布走向的。 在铝基体和硅颗粒的结合接触界面上几乎不存在松散的硅颗粒和断裂裂纹。 因此, 复合材料的断裂行为主要取决于硅颗粒的脆性断裂, 并且裂纹向材料内部延伸扩散最后导致材料的失效。
2.3 热膨胀分析
对于颗粒增强复合材料的热膨胀系数的预测迄今为止已有许多理论模型
[8 ]
。 其中Turner的模型
[9 ]
认为根据流体静力学理论复合材料的热膨胀系数其计算式应该是:
α c = α m Κ m V m + α p Κ p V p Κ m V m + Κ p V p
式中: α m 为基体相的热膨胀系数; α p 为强相的热膨胀系数; V m 为基体相所占体积百分数; V p 为增强相所占体积分数; K m 为基体相的弹性模量; K p 为增强相的弹性模量。
其中硅的弹性模量为1.9105 MPa
[10 ]
, 铝为0.69105 MPa
[10 ]
(假设ZL102中含硅12%余下为铝) ; 硅的热膨胀系数3.06×10-6 /℃
[11 ]
, 铝为23.6×10-6 /℃
[11 ]
。
上式的计算是根据材料中硅作为增强相和铝作为基体相 (余下杂质忽略不计) , 并将材料看作为致密材料。
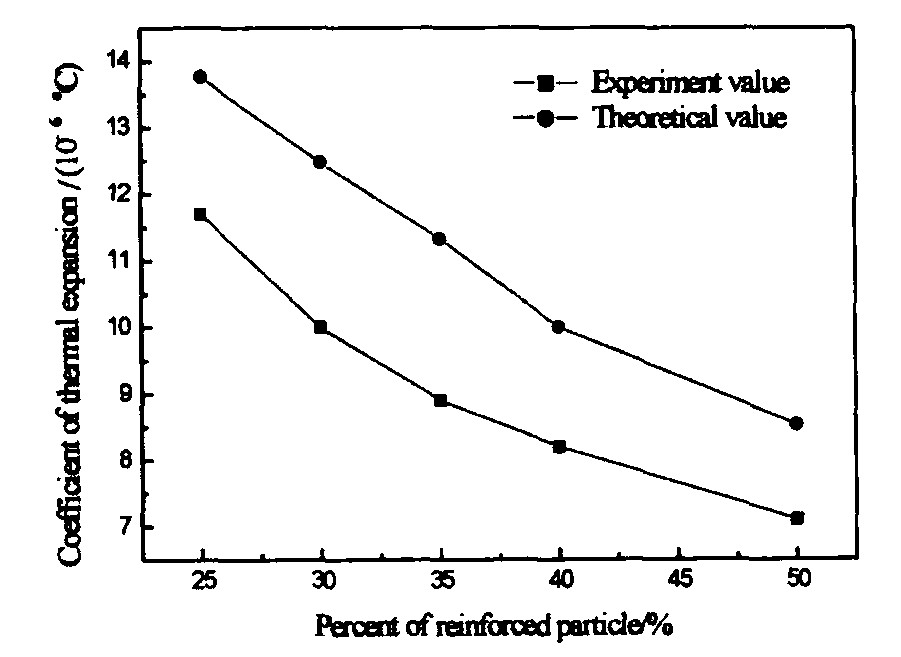
通过图4可以看出, 随着硅含量的增加, 热膨胀系数降低。 这跟硅的低热膨胀系数有关系, 同时硅颗粒弥散分布在材料中可以很好的抑制铝的高膨胀性。
图4中实验测得的热膨胀系数与理论计算值的差别也是在于理论模型没有考虑材料制备过程中粉末形状、 粒度、 第二相颗粒不可避免的不均匀分布、 孔隙度以及剪切应力对热膨胀性能的影响。 热膨胀系数主要取决于颗粒的体积含量, 但同时要考虑复合材料中ZL102熔液和硅颗粒不同的热力学特性。 尤其是硅颗粒的热膨胀系数, 结合ZL102铝的相关特性, 可以解释复合材料热膨胀系数随着硅颗粒体积含量的增加而减小的原因。 总的来说, 复合材料的热膨胀行为是硅颗粒增强相和铝合金基体显微组织之间复杂的相互作用的结果。
图4 材料热膨胀系数随增强颗粒含量变化规律
Fig.4 Diversification rule on coefficient of thermal expansion by percent of reinforced particle
3 结 论
1. 把硅颗粒和铝颗粒以适当比例混合, 使用压力熔渗法制备25%~50%Si (质量分数) 的Al/Si复合材料。 所得到的复合材料组织致密, 颗粒分布均匀。 其布氏硬度变化范围从60~110 MPa。
2. 复合材料的断裂行为主要是由于硅颗粒的脆裂性而引起的, 并且由此向材料内部延伸最后导致复合材料断裂。
3. Al/Si复合材料的线性热膨胀系数变化范围是8~10×10-6 /℃, 并随着硅颗粒体积含量的增加而降低。 增强颗粒的体积含量是影响复合材料热膨胀系数的最主要的因素。
参考文献
[1] Sang-Kwan Lee, Joon-Hyung Byun, Soon Hyung Hong.Effect offiber geometry onthe elastic constants of the plain wovenfabric rein-forced aluminum matrix composites[J].Materials Science and Engi-neering, 2003, (A347) :346.
[2] 蒲泽林, 褚景春, 毛雪平.颗粒增强金属基复合材料的制备方法综述[J].现代电力, 2002, 19 (6) :31.
[3] 王俊, 孙宝德, 周尧和, 等.颗粒增强金属基复合材料的发展概况[J].铸造技术, 1998, (3) :37.
[4] Chien C W, Lee S L, et al.Processing and properties of high vol-ume fraction aluminium/silicon composites[J].Materials Scienceand Technology, 2003, 19 (9) :1231.
[5] 吴人洁.复合材料[M].天津:天津大学出版社, 2000.12.
[6] Ljoyd DJ.International Material Reviews, 1994, 39 (1) :1.
[7] 黄强, 顾明元.电子封装材料的研究现状[J].材料导报, 2000, 14 (9) :28.
[8] Jacobson D M.Lightweight electronic packaging technology basedon sprayformed Si-Al[J].Powder Metallurgy, 2000, 43 (3) :200.
[9] Turner P S.Thermal expansion stresses in reinforced plastics[J].Res Natl Bureau Standard, 1989, (37) :239.
[10] 中国机械工业学会铸造专业学会.铸造手册[M].北京:机械工业出版社, 1993.2.
[11] 蔡杨, 郑子樵.轻质Si-Al电子封装材料制备工艺的研究[J].粉末冶金技术, 2004, 22 (3) :168.