őń’¬ĪŗļŇ£ļ1004-0609(2013)11-3048-08
6061-T4¬ŃļŌĹūT–ÕĹ”Õ∑ĹŃįŤń¶≤ŃļłĻ§“’
ļÓŌĢŇŰ£¨—Ó–¬Š™£¨īř ņ◊£¨÷‹ Ļ‚
(ŐžĹÚīů—ß ŐžĹÚ –Ō÷īķѨŔľľ ű÷ōĶ„ Ķ—ť “£¨ŐžĹÚ 300072)
’™ “™£ļ≤…”√ĹŃįŤń¶≤Ńļł∑Ĺ∑®≥…Ļ¶ĽŮĶ√3÷÷≤ĽÕ¨◊ťļŌ–ő Ĺ(īÓĹ”/∂‘īÓĹ”/∂‘Ĺ”)Ķń6061-T4¬ŃļŌĹūT–ÕĹ”Õ∑°£∂‘Ĺ”Õ∑ĶńļłĹ”»ĪŌ›°ĘőĘĻŘ◊ť÷Į°Ę”≤∂»∑÷≤ľľįŅĻņ≠«Ņ∂»∑÷ĪūĹÝ––ĻŘ≤žļÕ≤‚ ‘°£ĹŠĻŻĪŪ√ų£ļ‘ŕ«įĹÝ≤ŗ‘≤Ĺ«Ļż∂…«ÝĽÚĹÓįŚļłļň«Ý£¨3÷÷Ĺ”Õ∑ĺý»›“◊≥ŲŌ÷ňŪĶņ»ĪŌ›£Ľ»űĹŠļŌ»ĪŌ›”…”ŕň‹–‘Īš–ő∆ęņŽ‘≠ ľŃ¨Ĺ”ĹÁ√ś∂ÝŌÚĹÓįŚĽÚ’ŖĪŕįŚ«įĹÝ≤ŗ∆ę“∆£Ľ”Ž≥£ĻśĹŃįŤń¶≤Ńļł∂‘Ĺ”īÓŔŔÕ∑≤ĽÕ¨£¨T–ÕĹ”Õ∑—ōĹÓįŚ∑ĹŌÚ≥ŲŌ÷»»Ľķ”įŌž«ÝļÕŃĹłŲ‘≤Ĺ«Ļż∂…«Ý£Ľ»ŪĽĮ«Ý”ÚļÕ»űĹŠļŌ «Ķľ÷¬—ōĪŕįŚņ≠…ž«Ņ∂»ĹĶĶÕĶń÷ų“™‘≠“Ú£¨∂Ý»űĹŠļŌļÕňŪĶņ»ĪŌ› «“ż∆ū’‚3÷÷T–ÕĹ”Õ∑—ōĹÓįŚ∑ĹŌÚ∂ŌŃ—Ķń÷ō“™‘≠“Ú°£
ĻōľŁī £ļ6061¬ŃļŌĹū£ĽĹŃįŤń¶≤Ńļł£ĽT–ÕĹ”Õ∑£Ľ◊ťļŌ–ő Ĺ£ĽļłĹ”»ĪŌ›
÷–Õľ∑÷ņŗļŇ£ļTG453.9 °° °° őńŌ◊ĪÍ÷嬎£ļA
Friction stir welding process of 6061-T4 aluminum alloy T-joints
HOU Xiao-peng, YANG Xin-qi, CUI Lei, ZHOU Guang
(Tianjin Key Laboratory of Advanced Joining Technology, Tianjin University, Tianjin 300072, China)
Abstract: Three combination modes (T-lap/T-butt-lap/T-butt) of AA6061-T4 aluminum alloy T-joints were successfully jointed by friction stir welding. Welding defects, microstructure, hardness profiles and tensile strength of the obtained T-joints were observed and measured, respectively. The results show that tunnel defects are easily formed in the fillet zone of the advancing side or in stringer nugget zone for all the three modes of T-joints. Defects of kissing bond are extruded downward to the stringer or sideward from the original joining surfaces to the advancing side of the skin under severe plastic deformation. T-joints exhibit the thermo-mechanical affected zone and two fillet zones in the stringer, which are different from the conventional butt and lap joints of friction stir welding. Softening zones and kissing bond are the main reasons to reduce the tensile strength of T-joints along skin direction, and kissing bond and tunnel defects are the main reasons for the fractures of T-joints along stringer direction.
Key words: 6061 aluminum alloy; friction stir welding; T-joints; combination mode; welding defect
¬ŃļŌĹūT–ÕĹ”Õ∑ «“Ľ÷÷‘ŕļĹŅ’ļĹŐž°ĘłŖňŔŅÕ≥Ķ°Ęī¨≤įĹ®‘žľį∆Ż≥Ķ≥ĶŐŚĶ»«ŠŃŅĽĮĹŠĻĻ÷∆‘žŃž”ÚĻ„∑ļ”¶”√ĶńĹ”Õ∑–ő Ĺ£¨ňŁŅ…“‘”––ßŐŠłŖĪŕįŚő»∂®–‘∂Ý Ļ’ŻłŲĻĻľĢĶń÷ ŃŅ√Ľ”–Ō‘÷Ý‘Ųľ”°£ńŅ«į£¨Õ®≥£≤…”√Ķń»Řļł∑Ĺ∑®»›“◊≥ŲŌ÷¬ŃļŌĹū≥£ľŻĶńŃ—ő∆°Ę∆ÝŅ◊Ķ»ļłĹ”»ĪŌ›£¨ĹŌīůĶńļłĹ”»»—≠Ľ∑”÷ĽŠ≤ķ…ķļ‹īůĶń≤–”ŗĪš–ő£¨’‚–©∂ľĽŠ—Ō÷ōĶōĹĶĶÕĹ”Õ∑÷ ŃŅ°£ĹŃįŤń¶≤Ńļł(Friction stir welding£¨ľÚ≥∆FSW) «“ĽŌÓĽ∑Ī£°ĘĹŕń‹°Ę∂ŗ”√ÕĺĶń–¬–ÕĻŐŌŗѨŔľľ ű[1-2]°£”…”ŕ∆šļłĹ”Ļż≥Ő÷–Ĺ”Õ∑≤ŅőĽ≤Ľīś‘ŕĹū ŰĶń»ŘĽĮ£¨“Ú∂ÝŅ…Ī‹√‚¬ŃļŌĹū»Řļł÷–≥£ľŻĶń»ĪŌ›£¨≤Ę«“ĺŖ”–ļłļů≤–”ŗĪš–ő–°Ķ»”ŇĶ„°£“Úīň£¨į—FSWľľ űÕō’ĻĶŬŃļŌĹūT–ÕĹ”Õ∑÷–ĹęĺŖ”–Ļ„∑ļĶń—–ĺŅļÕ”¶”√ľŘ÷Ķ°£
◊ÓĹŁľłńÍ£¨ĻķÕ‚“Ľ–©—–ĺŅĽķĻĻ“—∂‘¬ŃļŌĹūT–ÕĹ”Õ∑Ņ™’ĻŃňĽýī°–‘Ķń—–ĺŅ≤Ę»°Ķ√Ńň≥ű≤ĹĶń≥…ĻŻ°£BUFFAĶ»[3-7]Õ®Ļż ż÷Ķń£ń‚”Ž ‘—ťĹŠļŌĶń∑Ĺ∑®£¨∂‘ĹŃįŤń¶≤ŃļłT–ÕĹ”Õ∑÷–ĶńĹū ŰŃų∂Į[3-4]°Ęő¬∂»≥°ļÕ”¶Ń¶≥°[5-6]ľį≤–”ŗ”¶Ń¶∑÷≤ľ[7]Ķ»ĹÝ––ŃňŐĹŐ÷°£∑÷őŲŐĹŐ÷ĶńĹŠĻŻ∂‘ļłĹ”Ļ§“’—°‘Ů°ĘĹ”Õ∑–‘ń‹ŐŠłŖľį»ĪŌ›ŌŻ≥żĶ»”–÷ō“™÷łĶľ◊ų”√°£ŃŪ“Ľ–©—–ĺŅ’Ŗ∂‘Õ¨÷÷¬ŃļŌĹū[8-9]ļÕ“ž÷÷¬ŃļŌĹū[7, 10-13]ĹŃįŤń¶≤ŃļłT–ÕĹ”Õ∑ĶńļłĹ”Ļ§“’ĹÝ––Ńň—–ĺŅ£¨≤Ę∑÷őŲŐ÷¬ŘĻ§“’°Ęļł∑ž◊ť÷Įľį–‘ń‹÷ģľšĶńŌŗĽ•”įŌžĻś¬…°£—–ĺŅĹŠĻŻĪŪ√ų£ļ6082¬ŃļŌĹūT–ÕĹ”Õ∑ĶńļłĹ”–‘ń‹√ųŌ‘ļ√”ŕ2024¬ŃļŌĹū£ĽĶĪ÷ŠľÁ≥ŖīÁĹŌ–° Ī2024-T4”Ž7075-T6“ž÷÷¬ŃļŌĹū◊ť≥…ĶńT–ÕĹ”Õ∑»›“◊≥ŲŌ÷ňŪĶņĽÚŅ’∂ī»ĪŌ›£¨ ĶĪŐŠłŖ÷ŠľÁ≥ŖīÁŅ…”––ßľű…Ŕ»ĪŌ›£Ľ6056”Ž7075“ž÷÷¬ŃļŌĹū◊ť≥…ĶńT–ÕĹ”Õ∑£¨—ōĪŕįŚ∑ĹŌÚŅĻņ≠«Ņ∂»Ņ…”Žńł≤ńŌŗĶĪ£¨Ķę «…ž≥§¬ ļÕ»Õ–‘√ųŌ‘ĹĶĶÕ°£–Ť“™÷ł≥ŲĶń «£¨Ļō”ŕFSW-T–ÕĹ”Õ∑ĶńļłĹ”»ĪŌ›ĽĻ√Ľ”–◊®√ŇŌĶÕ≥Ķō∑÷őŲŐ÷¬Ř£¨∂Ý«“÷Ľ «’Ž∂‘T–ÕĹ”Õ∑ń≥“Ľ÷÷◊ťļŌ–ő Ĺ(īÓĹ”ĽÚ∂‘Ĺ”T–ÕĹ”Õ∑)ĹÝ––—–ĺŅ£¨“≤√Ľ”–∂‘Ĺ”Õ∑—ō◊ŇĪŕįŚļÕĹÓįŚŃĹłŲ∑ĹŌÚĶńѶ—ß–‘ń‹ĹÝ––ŌĶÕ≥Ķō∑÷őŲļÕ∂‘Ī»°£∂ÝĻķńŕ’Ž∂‘¬ŃļŌĹūT–ÕĹ”Õ∑ĶńĹŃįŤń¶≤Ńļł—–ĺŅłŁ «…ŔľŻ°£
Īĺőń◊ų’Ŗ’Ž∂‘Ļ§“Ķ…ŌĻ„∑ļ”¶”√Ķń6061-T4¬ŃļŌĹū£¨∂‘3÷÷ĪŕįŚļÕĹÓįŚ◊ťļŌ–ő ĹĶńT–ÕĹ”Õ∑ĹÝ––ŃňĹŃįŤń¶≤Ńļł ‘—ť£¨≤Ę∂‘Ĺ”Õ∑»ĪŌ›°ĘŌ‘őĘ◊ť÷ĮľįѶ—ß–‘ń‹ĹÝ––ŃňŌĶÕ≥Ķń—–ĺŅ£¨ī”∂Ýő™Ļ§≥Ő”¶”√ŐŠĻ©ņŪ¬ŘĽýī°°£
1 Ķ—ť
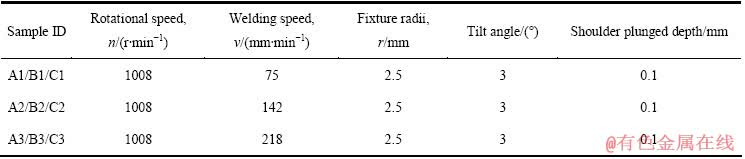
‘—ť≤ńŃŌő™3 mmļŮĶń6061-T4¬ŃļŌĹū£¨ĽĮ—ß≥…∑÷ľįѶ—ß–‘ń‹ľŻĪŪ1°£≤…”√H13Ļ§ĺŖł÷ľ”Ļ§‘≤–őįľ√ś÷ŠľÁļÕ◊∂–őĹŃįŤ’Ž“ĽŐŚĶńĹŃįŤÕ∑£¨÷ŠľÁ÷Īĺ∂15 mm£¨įľ»ŽĹ«∂»ő™5°„£¨ĹŃįŤ’Žłý≤Ņ÷Īĺ∂5.5 mm£¨∂•∂ň÷Īĺ∂2 mm£¨≥§∂»ő™4.5 mm°£»ÁÕľ1ňý ĺ£¨īÓĹ”/∂‘īÓĹ”/∂‘Ĺ”T–ÕĹ”Õ∑£¨3÷÷≤ĽÕ¨◊ťļŌ–ő ĹĶńT–ÕĹ”Õ∑£¨∑÷Īū”√ A/B/CĹ”Õ∑ĪŪ ĺ°£ļłľĢ”…≥ŖīÁő™350 mm°Ń90 mmļÕ350 mm°Ń45 mmĶńŃĹ÷÷≥§∑Ĺ–őĪŕįŚ”Ž350 mm°Ń65 mm≥§∑Ĺ–őĹÓįŚ◊ť≥…°£»ÁÕľ2(a)ňý ĺ£¨¬ŃļŌĹūT–ÕĹ”Õ∑ĹŃįŤń¶≤Ńļł ĺ“‚Õľ£¨…Ťľ∆≤Ę Ļ”√Ńň◊®”√Ķńľ–ĺŖ◊į÷√ļÕņ≠…žŅ®ĺŖ£¨ľ–ĺŖ◊į÷√‘ŕĪŕįŚ”ŽĹÓįŚĻż∂…≤ŅőĽ…Ťľ∆ő™ĶĻ‘≤Ĺ«£¨∆š÷ų“™ńŅĶń «ľű…ŔT–ÕĹ”Õ∑ļłļů≤–”ŗ”¶Ń¶”ŽĪš–ő°£ļłĹ”∑ĹŌÚ—ō◊Ň‘Ģ÷∆∑ĹŌÚ£¨ļłĹ”Ļż≥Ő÷–Ķńňý”– ‘—ť≤ő ż»ÁĪŪ2ňýŃ–°£
ļłļů—ōīĻ÷Īļł∑žĶń∑ĹŌÚ«–»° ‘—ý£¨√Ņ÷÷Ļ§“’≤ő żŌ¬÷∆Īł6łŲŅŪ∂»ő™25 mmņ≠…ž ‘—ý(3łŲ—ōĪŕįŚľ”‘ō£¨3łŲ—ōĹÓįŚľ”‘ō£¨∑÷Īū»°3łŲņ≠…ž‘ōļ…Ķń∆Ĺĺý÷Ķ)ļÕ“ĽłŲĹūŌŗ ‘—ý°£
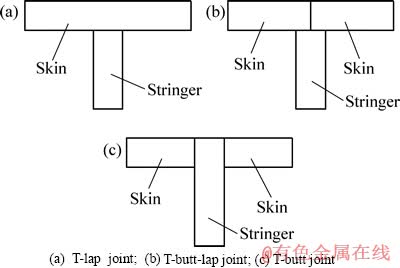
Õľ1 ≤ĽÕ¨◊ťļŌ–ő ĹĶńT–ÕĹ”Õ∑
Fig. 1 Combination modes of T-joint
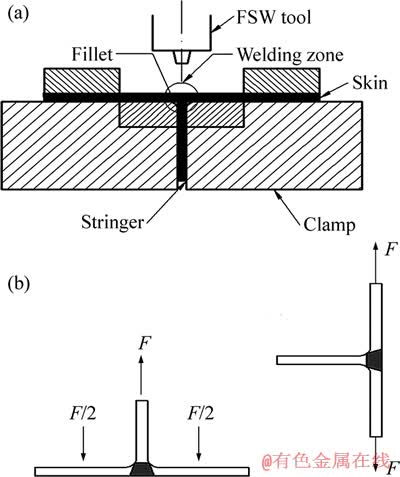
Õľ2 T–ÕĹ”Õ∑ĹŃįŤń¶≤Ńļł ĺ“‚ÕľļÕņ≠…žľ”‘ō∑Ĺ Ĺ
Fig. 2 Schematic illustration (a) and loading methods (b) for FSWed T-joints
ĪŪ1 AA6061-T4¬ŃļŌĹūĶńĽĮ—ß≥…∑÷ľįѶ—ß–‘ń‹
Table 1 Chemical compositions and mechanical property of AA 6061-T4 aluminum alloy

ĪŪ2 T–ÕĹ”Õ∑FSW ‘—ť≤ő ż
Table 2 Investigated parameters of FSWed T-joints
ĹūŌŗ ‘—ýĺ≠ń•Ļ‚°ĘŇ◊Ļ‚ļů Ļ”√Keller ‘ľŃ(1ml«‚∑ķňŠ£¨2.5 mLŌűňŠ£¨1.5 mL—őňŠ£¨95 mLňģ)łĮ ī£¨≤Ę‘ŕOLYMPUS-GX51Ļ‚—ßŌ‘őĘĺĶŌ¬ĹÝ––»ĪŌ›ļÕŌ‘őĘ◊ť÷ĮĻŘ≤ž£Ľ∑÷Īū—ō◊ŇĪŕįŚļÕĹÓįŚ÷––ńŌŖĹÝ––”≤∂» ‘—ťĶńľž≤‚£Ľņ≠…ž ‘—ť‘ŕCSS-44100ĶÁ◊”ÕÚń‹ ‘—ťĽķ…ŌĹÝ––£¨ŃĹłŲ∑ĹŌÚĶńņ≠…ž ĺ“‚Õľ»ÁÕľ2(b)°£
2 ĹŠĻŻ”Ž∑÷őŲ
2.1 ļłĹ”»ĪŌ›ľį∑÷őŲ
Õľ3ňý ĺő™9◊ť ‘—ť≤ő żĶńļł∑žļŠĹō√śļÍĻŘĹūŌŗ£¨ĻŘ≤ž∑ĘŌ÷£¨ļł∑ž÷–ĺýīś‘ŕ≤ĽÕ¨≥Ő∂»Ķń»ĪŌ›£¨«“‘ŕ≤ĽÕ¨Ĺ”Õ∑÷–∑÷≤ľ–ő Ĺ≤ĽÕ¨°£łŇņ®∆ūņī£¨÷ų“™įŁņ®ňŪĶņ»ĪŌ›°Ę»űĹŠļŌ»ĪŌ›ļÕ…ŔŃŅ°įZ°ĪŌŖ°£
»ÁÕľ3ňý ĺ£¨≥żŃňB1Ĺ”Õ∑‘ŕ‘≤Ĺ«Ļż∂…«ÝĶ√ĶĹőřňŪĶņ»ĪŌ›Ķńļł∑žÕ‚£¨∆š”ŗA/BĹ”Õ∑‘ŕ«įĹÝ≤ŗ‘≤Ĺ«Ļż∂…«Ý”Ú∂ľ≥ŲŌ÷Ńň≤ĽÕ¨≥Ő∂»ĶńňŪĶņ»ĪŌ›£¨∂ÝCĹ”Õ∑≥żŃň‘ŕ«įĹÝ≤ŗ‘≤Ĺ««Ý”Ú(C1Ĺ”Õ∑)ĽĻ‘ŕĹÓįŚļłļň«ÝłĹĹŁ—ōňģ∆Ĺ∑ĹŌÚ∑÷≤ľ“Ľ–©ĹŌő™∑÷…ĘĶńňŪĶņ»ĪŌ›(C2/C3Ĺ”Õ∑)°£»ÁÕľ4ňý ĺ£¨‘ŕłŖ∑ŇīůĪ∂ żŌ¬ňŪĶņ»ĪŌ›≥ Ō÷ő™őīŐÓ≥šĶńŅ’∂ī(ľŻÕľ4(d))°£T–ÕĹ”Õ∑÷–Ĺū ŰŃų∂ĮĶń≤Ľ∂‘≥∆–‘ļÕ÷ŠŌÚŃų∂Į≤Ľ≥š∑÷ «“ż∆ūňŪĶņ»ĪŌ›Ķń÷ų“™‘≠“Ú[13]°£ļłĹ”Ļż≥Ő÷–«įĹÝ≤ŗ‘≤Ĺ««Ý”ÚĶńň‹–‘Ĺū Ű‘ŕĹŃįŤ’ŽľŰ«–ѶĶń◊ų”√Ō¬ŌÚļůÕň≤ŗ◊™“∆£¨ĽżņŘŌŗ∂‘ĹŌ∂ŗň‹–‘Ĺū ŰĶńļůÕň≤ŗ‘ŕĹŃįŤĻ§ĺŖŌÚŌ¬Õ∆ѶĶń◊ų”√Ō¬Ņ…”––ßŐÓ≥šĹŃįŤ’Ž––◊ŖŃŰŌ¬ĶńŅ’«Ľ°£»ÁĻŻĹū Ű÷ŠŌÚŃų∂Į≤Ľ◊„ĶńĽį£¨‘Ú«įĹÝ≤ŗŃŰŌ¬Ķń…ŔŃŅň‹–‘Ĺū ŰļÕ≤Ņ∑÷ļůÕň≤ŗĽōŃųĶńĹū Űőř∑®ÕÍ»ęŐÓ≥šĹŃįŤ’Ž––◊ŖŃŰŌ¬ĶńŅ’«Ľ£¨ňś◊ŇļłĹ”Ļż≥ŐĶń“Ľ÷ĪĹÝ––£¨«įĹÝ≤ŗ‘≤Ĺ««Ý”ÚĺÕ≥ŲŌ÷ŃňňŪĶņ»ĪŌ›°£
T–ÕĹ”Õ∑ļł∑ž«ÝŃŪ“ĽłŲ÷ų“™»ĪŌ› «»űĹŠļŌ°£ī”Õľ3Ņ…“‘Ņī≥Ų£¨‘ŕĹŃįŤĻ§ĺŖĶńľ∑—ĻļÕĹŃįŤ◊ų”√Ō¬£¨»ĪŌ›“—∆ęņŽ‘≠ ľ∂‘Ĺ”ĽÚīÓĹ”ĹÁ√ś≤Ę∑Ę…ķÕš«ķĪš–ő°£‘ŕA/BĹ”Õ∑÷–Ņ…∑ĘŌ÷»ĪŌ›—ō◊Ň‘≠ ľīÓĹ”√śŌÚĹÓįŚļłļň«Ý∆ę“∆£ĽŃŪÕ‚£¨‘ŕBĹ”Õ∑÷–£¨»ĪŌ›ĽĻ—ō◊ŇĪŕįŚĶń«įĹÝ≤ŗī©Ļżļł∑ž÷––ńŌŖŌÚļůÕň≤ŗĶń‘≤Ĺ««Ý”Ú—”…ž£Ľ∂‘”ŕCĹ”Õ∑£¨ĪŕįŚ”ŽĹÓįŚīś‘ŕĶńŃĹłŲ‘≠ ľ◊›ŌÚѨŔ√ś£¨Ķę «»űĹŠļŌ÷ų“™∑÷≤ľ‘ŕļůÕň≤ŗ“Ľ≤ŗ≤ĘŌÚ÷––ńŌŖ∆ę“∆£¨’‚”ŽĹŃįŤń¶≤Ńļłļł∑žŃĹ≤ŗĹū Űň‹–‘Īš–őĶńĺÁŃ“≥Ő∂»≤Ľ∂‘≥∆”–Ļō°£Ļō”ŕ»űĹŠļŌ»ĪŌ›Ķń–ő≥…£¨Õ®≥£»Ōő™ļłĹ”»»Ļż≥Ő÷–»»ň‹–‘◊īŐ¨Ĺū Ű÷ų“™őß»∆ĹŃįŤ’Ž◊Ų÷‹ŌÚŃų∂Į£¨∂Ý‘ŕZ÷Š∑ĹŌÚ…ŌĶń‘ň∂ĮĹŌ…Ŕ£¨“ż∆ūĪŕįŚļÕĹÓįŚ÷ģľšĶńĹū ŰĽžļŌ”–Ōř°£“Úīň£¨ňš»Ľĺ≠Ļżň‹–‘Īš–őį—ѨŔ≤ńŃŌľ∑—Ļ‘ŕ“Ľ∆ū£¨Ķęőī–ő≥…”––ßĶń“ĪĹūŃīĹ”[14](ľŻÕľ4(b))£¨‘ŕľ”‘ōĻż≥Ő÷–£¨īś‘ŕ»űĹŠļŌ»ĪŌ›ĶńőĽ÷√Ĺę « ◊Ō»∆ūŃ—ĶńőĽ÷√°£
ŃŪÕ‚£¨‘ŕB2/C2Ĺ”Õ∑÷–ĽĻ≥ŲŌ÷…ŔŃŅĶń°įZ°ĪŌŖ£¨‘ŕłŖĪ∂ żŌ‘őĘĺĶŌ¬≥ Ō◊ő™∂Ō∂Ō–Ý–Ý∑÷≤ľĶńŌŖ(ľŻÕľ4(c))£¨Ļō”ŕňŁĶń–ő≥…÷ų“™ «¬ŃļŌĹūĪŪ√ś≤–”ŗ—űĽĮ≤„∆∆ňť”ŽĹŃįŤ≤Ľ≥š∑÷ŃĹ∑Ĺ√ś‘≠“Ú‘ž≥…Ķń[15]°£
Õ®ĻżĹ”Õ∑ļÍĻŘĹō√ś(A1~A3£¨B1~B3£¨C1~C3)Ķń∂‘Ī»“≤∑ĘŌ÷£¨ňś◊ŇļłĹ”ňŔ∂»Ķń‘Ųīů£¨ňŪĶņ»ĪŌ›Ķń√śĽż“≤ňś÷ģ‘Ųīů£Ľ∂Ý»űĹŠļŌ»ĪŌ›‘Úňś◊ŇļłĹ”ňŔ∂»Ķń‘Ųīů£¨ĪŪŌ÷Ķ√łŁľ”Ѩ–ÝļÕ«Śőķ£¨ňĶ√ų‘ŕĶÕļłňŔŌ¬Õ®Ļż‘Ųľ”»» š»Ž”–ņŻ”ŕľű…ŔňŪĶņļÕ»űĹŠļŌ»ĪŌ›°£
2.2 ļł∑žĶńŌ‘őĘ◊ť÷Į
»ÁÕľ5(a)ňý ĺ£¨ĹŃįŤń¶≤ŃļłT–ÕĹ”Õ∑őĘĻŘ◊ť÷ĮįŁņ®ļłļň«Ý(NZ)°Ę»»Ľķ”įŌž«Ý(TMAZ)°Ę»»”įŌž«Ý(HAZ)ļÕńł≤ń(BM)°£”Ž≥£Ļś∂‘Ĺ”ĽÚīÓŔŔÕ∑≤ĽÕ¨÷ģī¶‘ŕ”ŕ£¨T–ÕĹ”Õ∑ĹÓįŚ…Ō≥ŲŌ÷“ĽłŲ»»Ľķ”įŌž«Ý(TMAZ)ļÕŃĹłŲ‘≤Ĺ«Ļż∂…«Ý”Ú(FZ)£¨Ļż∂…«Ý”ÚĶń–ő≥…”Žľ–ĺŖĶńĶĻ‘≤Ĺ«”–÷ĪĹ”ĻōŌĶ°£
»ÁÕľ5(b)ňý ĺ£¨ńł≤ń◊ť÷Į—ō◊Ň‘Ģ÷∆∑ĹŌÚ≥ Ī‚∆Ĺ◊ī∑÷≤ľ£¨ļŕ…ęĶń«ŅĽĮŌŗŃ£◊”√÷…Ę‘ŕĽýŐŚ÷–£ĽĹÓįŚĶńļłļň«ÝļÕ»»Ľķ”įŌž«ÝĻż∂…«Ý”ÚĺŖ”–√ųŌ‘Ķń∑÷ĹÁŌŖ(ľŻÕľ5(c))£¨ļłļň«Ý‘ŕĹŃįŤÕ∑ĶńĹŃįŤļÕļłĹ”»»—≠Ľ∑ĶńĻ≤Õ¨◊ų”√Ō¬£¨ĺ≠ņķŃňłŖő¬ļÕĺÁŃ“Ķńň‹–‘Īš–ő£¨ Ļńł≤ńĶń‘≠ ľ◊ť÷Į∑Ę…ķŃň∂ĮŐ¨‘ŔĹŠĺߣ¨–ő≥…Ōł–°ĶńĶ»÷Šĺß°£∂Ý»»Ľķ”įŌž«ÝĶńĺßŃ£ĺŖ”–√ųŌ‘Ķń—ō◊ŇĹŃįŤĻ§ĺŖľŰ«–”¶Ń¶∑ĹŌÚĶńň‹–‘Ńų∂ĮļŘľ£°£ļůÕň≤ŗ‘≤Ĺ«Ļż∂…«Ý”Ú”…Ōł–°Ķ»÷Šĺß◊ť≥…(ľŻÕľ5(d))°£∆š‘≠“Ú « ‹ĶĹĹŃįŤÕ∑ľ∑—ĻļÕ∂•∂Õ◊ų”√Ķń”įŌž£¨ĺ≠ň‹–‘Īš–őļů£¨∑Ę…ķ∂ĮŐ¨‘ŔĹŠĺßĶńĹū Ű‘ŕľ–ĺŖĶńŅžňŔņš»ī◊ų”√Ō¬–ő≥…Ōł–°ĺßŃ£ĹŠĻĻ°£∂Ý«įĹÝ≤ŗ‘≤Ĺ««Ý”ÚĺßŃ£≥ Ō÷∂ŗ÷÷–őŐ¨£¨ŅŅĹŁĪŕįŚőĽ÷√ő™ĹŌīůĶńĶ»÷Šĺߣ¨ŅŅĹŁĹÓįŚőĽ÷√ő™ĹŌ–°ĶńĶ»÷Šĺß“‘ľįŅŅĹŁľ–ĺŖĶĻ‘≤Ĺ««Ý”Úő™ŌŃ≥§Ķń‘≤Ľ°◊īĺßŃ£(ľŻÕľ5(e))°£’‚”Ž«įĹÝ≤ŗ ‹ĶĹĶńľŰ«–Īš–őĹŌīůļÕŃĹ≤ŗĹū ŰŃų∂ĮĶń≤Ľ∂‘≥∆–‘”–Ļō[13]°£»»”įŌž«Ý”…”ŕ÷Ľ ‹ĶĹļłĹ”»»Ļż≥Ő£¨«ŅĽĮŌŗļÕĺßŃ£≥ŖīÁĹŌńł≤ń”–Īšī÷īůĶń«ų ∆(ľŻÕľ5(f))°£
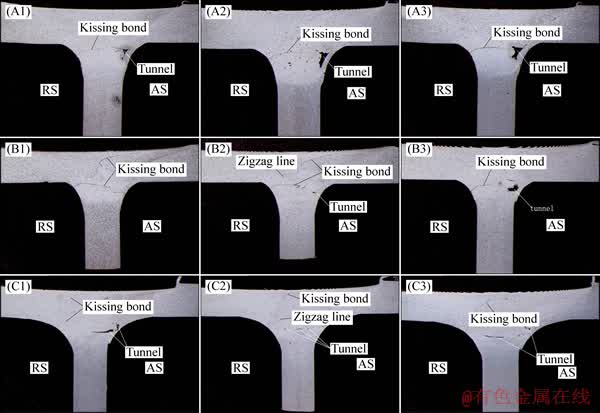
Õľ3 T–ÕĹ”Õ∑FSWļł∑žļŠĹō√śļÍĻŘĹūŌŗ
Fig. 3 Macrographs of transverse sections for FSWed T-joints
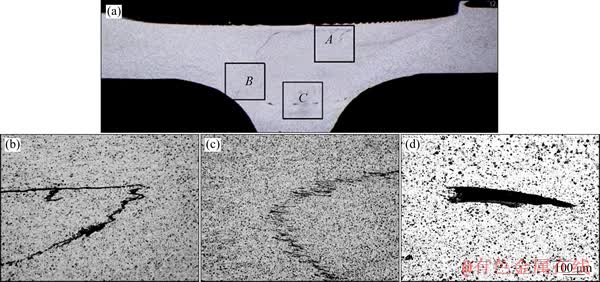
Õľ4 C2Ĺ”Õ∑ĶńļłĹ”»ĪŌ›ľįłųłŲ»ĪŌ›Ķńĺ÷≤Ņ∑Ňīů ”Õľ
Fig. 4 Appearance of C2 joint welding defects (a) and magnified images of selected regions A (b), B (c) and C (d) as selected in Fig.4(a)
2.3 Ĺ”Õ∑Ķń”≤∂»∑÷≤ľ
Õľ6ňý ĺő™ňý”–AĹ”Õ∑—ōĪŕįŚļÕĹÓįŚĶń”≤∂»∑÷≤ľ°£—ō◊ŇĪŕįŚ∑ĹŌÚ≥…W–Õ∑÷≤ľ(ľŻÕľ6(a))£¨◊ÓĶÕ”≤∂»őĽ”ŕ÷ŠľÁŌ¬∑Ĺ»ŪĽĮĶń»»”įŌž«Ý£¨’‚”Ž»»”į«Ý◊ť÷Įī÷ĽĮļÕ«ŅĽĮŌŗ≥§īů”–Ļō£Ľňś◊ŇĺŗņŽļł∑ž÷––ńŌŖĺŗņŽľű…Ŕ£¨”≤∂»÷ūĹ•‘Ųīů£¨◊ÓłŖ”≤∂»őĽ”ŕ”…∂ĮŐ¨‘ŔĹŠĺß–ő≥…ĶńŌłĺßļłļň«Ý£¨≤Ę«“”…”ŕ«įĹÝ≤ŗĺßŃ£Īš–őīů£¨ĽŻĪšń‹‘Ųľ”£¨ľ”Ļ§”≤ĽĮŌ‘÷ÝĶ»‘≠“Ú÷¬ ĻŅŅĹŁ«įĹÝ≤ŗĶńļłļň«Ý”≤∂»…‘łŖ”ŕŅŅĹŁļůÕň≤ŗĶńļłļň«Ý”≤∂»£ĽT–ÕĹ”Õ∑”≤∂»—ō◊ŇĹÓįŚ∑ĹŌÚ≥ Ō÷N–Õ∑÷≤ľ(ľŻÕľ6(b))£¨įŁņ®”…”ŕ»» š»ŽĹŌīů‘ž≥…«ŅĽĮŌŗīůŃŅ»‹Ĺ‚Ķń÷ŠľÁŌ¬∑ĹĶÕ”≤∂»«Ý◊ť÷Įī÷īůľį«ŅĽĮŌŗ≤Ņ∑÷»‹Ĺ‚Ķń»»Ľķ”įŌž«ÝĶÕ”≤∂»«Ý“‘ľįŃĹłŲĶÕ”≤∂»«Ý÷ģľš”…∂ĮŐ¨‘ŔĹŠĺß–ő≥…ĶńłŖ”≤∂»ļłļň«Ý°£ŃŪÕ‚£¨ňś◊ŇļłĹ”ňŔ∂»Ķń‘Ųīů£¨»ŪĽĮ«Ý”Ú”–Īš’≠Ķń«ų ∆£¨ĶĪļłĹ”ňŔ∂»ő™218 mm/min Ī£¨—ōĪŕįŚļÕĹÓįŚĹ”Õ∑”≤∂»÷Ķ∂ľ◊Óīů°£
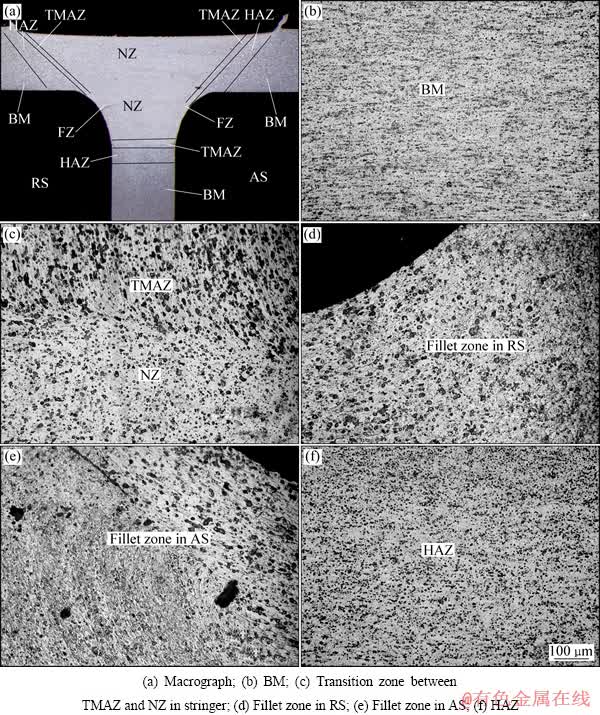
Õľ5 6061-T4¬ŃļŌĹūT–ÕĹ”Õ∑FSWļł∑žĶńőĘĻŘ◊ť÷Į
Fig. 5 Microstructure of FSWed T-joints of 6061-T4 aluminum alloy
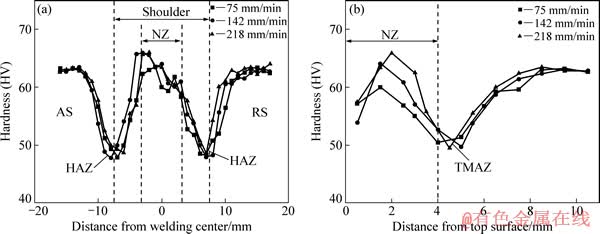
Õľ6 AĹ”Õ∑—ōĪŕįŚļÕĹÓįŚĶń”≤∂»∑÷≤ľ
Fig. 6 Vickers hardness distribution of A joints along skin direction (a) and stringer direction (b)
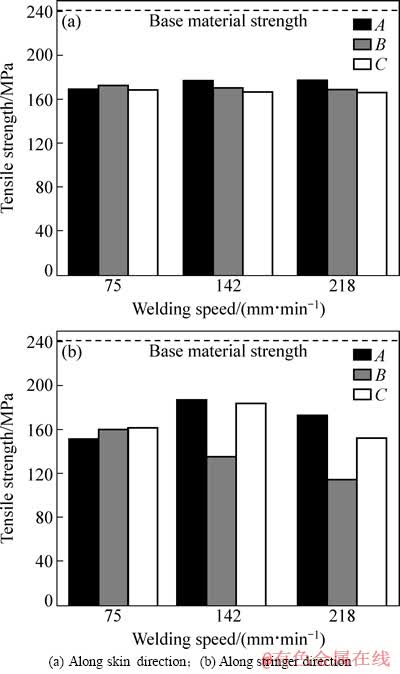
Õľ7 3÷÷T–ÕĹ”Õ∑—ōĪŕįŚļÕĹÓįŚĶńņ≠…ž«Ņ∂»
Fig. 7 Tensile strength of three types T-joints
2.4 Ĺ”Õ∑Ķńņ≠…ž–‘ń‹
Õľ7(a)ňý ĺő™T–ÕĹ”Õ∑—ōĪŕįŚ∑ĹŌÚľ”‘ōĶńŅĻņ≠«Ņ∂»°£∑ĘŌ÷ļłĹ”ňŔ∂»∂‘Õ¨“Ľ÷÷Ĺ”Õ∑ĶńŅĻņ≠«Ņ∂»őřŌ‘÷Ý”įŌž°£AĹ”Õ∑Ķń∆Ĺĺýņ≠…ž«Ņ∂»(174.7 MPa)…‘łŖ”ŕBĹ”Õ∑Ķń∆Ĺĺýņ≠…ž«Ņ∂»(170.3 MPa)ļÕCĹ”Õ∑(166.8 MPa)Ķń∆Ĺĺýņ≠…ž«Ņ∂»°£’‚”ŽAĹ”Õ∑ĪŕįŚ‘ŕļłĹ”«įĪĺ…ŪĺÕ «“ĽŅťÕÍ’ŻĶńįŚ≤ń”–Ļō£¨∂Ý»űĹŠļŌ»ĪŌ›‘ŕBļÕCĹ”Õ∑÷–īĻ÷Ī”ŕņ≠…ž∑ĹŌÚ∑÷≤ľ£¨“ÚīňĶľ÷¬ņ≠…ž«Ņ∂»ĹĶĶÕ°£ņ≠…ž Ī£¨’‚3÷÷Ĺ”Õ∑∂ŌŃ—∂ŗ∑Ę…ķ‘ŕ÷ŠľÁĶńŌ¬∑Ĺ»»”įŌž«Ý£¨ľī◊ÓĶÕ”≤∂»∑÷≤ľ÷‹őߣ¨∂ŌŅŕ”Ž ‹Ń¶∑ĹŌÚ≥…45°„ľ–Ĺ«£¨≤Ęįť”–…ŔŃŅĶńĺĪňű(ľŻÕľ8(a))°£Õ®ĻżSEMĻŘ≤‚(ľŻÕľ9)£¨∂ŌŅŕőĘĻŘ–ő√≤ő™Ķš–Õ»Õő—£¨‘ŕń≥–©ĹŌīů»Õő—Ķ◊≤Ņ£¨Ķŕ2ŌÓŃ£◊”ĽÚ’ŖļŘľ£«ŚőķŅ…ľŻ£¨∂ŌŃ—∑Ĺ Ĺ Ű”ŕĶš–ÕĶńőĘŅ◊ĺŘľĮ–Õ∂ŌŃ—°£“Úīň£¨»űĹŠļŌļÕ»ŪĽĮ◊ų”√ «3÷÷Ĺ”Õ∑—ōĪŕįŚ«Ņ∂»ĹĶĶÕĶń÷ų“™‘≠“Ú£¨∂ÝZŌŖĶńīś‘ŕ∂‘3÷÷Ĺ”Õ∑—ōĪŕįŚ∑ĹŌÚņ≠…ž«Ņ∂»ľłļű√Ľ”–”įŌž°£
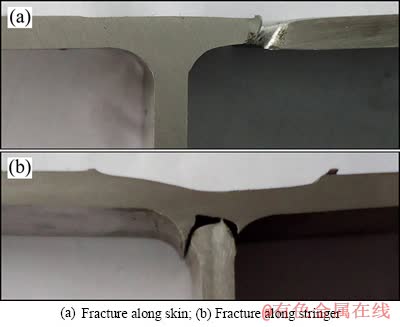
Õľ8 T–ÕĹ”Õ∑∂ŌŃ—őĽ÷√ļÍĻŘÕľ
Fig. 8 Macrographs of fracture locations for T-joints
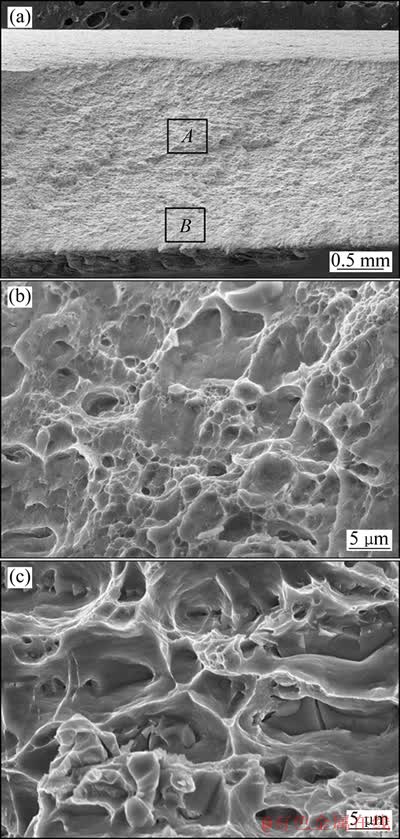
Õľ9 T–ÕĹ”Õ∑—ōĪŕįŚņ≠…ž∂ŌŅŕĶńļÍĻŘļÕőĘĻŘSEMŌŮ
Fig. 9 SEM image of macro-fracture surface of skin (a) and higher magnification SEM images of region A (b) and region B (c) as selected in Fig. 9(a)
”…”ŕT–ÕĹ”Õ∑«įĹÝ≤ŗ‘≤Ĺ«Ļż∂…«Ý”Úľłļű∂ľ≥ŲŌ÷Ńň≤ĽÕ¨≥Ő∂»ĶńňŪĶņ»ĪŌ›“‘ľį—”…žĶĹĹÓįŚļůÕň≤ŗ‘≤Ĺ««Ý”ÚĶń»űĹŠļŌ»ĪŌ›£¨ ĻĶ√—ōĹÓįŚ∑ĹŌÚņ≠…ž ĪĹ”Õ∑«Ņ∂» żĺ›ĹŌő™∑÷…Ę (ľŻÕľ7(b))°£∂‘AĹ”Õ∑ņīňĶ£¨ňś◊ŇļłĹ”ňŔ∂»Ķń‘Ųľ”£¨ŅĻņ≠«Ņ∂»Ō»‘Ųļůľű£¨‘ŕļłňŔ142 mm/min Ī£¨A2Ĺ”Õ∑ĺ°Ļ‹ļł∑ž÷–īś‘ŕ»ĪŌ›Ķęīň Ī«Ņ∂»īÔĶĹ◊ÓłŖ187.5 MPa£¨īÔĶĹńł≤ń«Ņ∂»Ķń77.8%°£BĹ”Õ∑Ķń«Ņ∂»ňś◊ŇļłňŔĶń‘Ųľ”÷ūĹ•Ō¬ĹĶ£¨’‚”Ž÷ģ«įŐ÷¬ŘĶńňŪĶņ»ĪŌ›Ķń√śĽż÷ūĹ•‘Ųīů”–Ļō£¨ňś◊ŇňŪĶņ»ĪŌ›√śĽż‘Ųīů£¨ņ≠…ž Ī”––ß≥–‘ō√śĽżľű…Ŕ£¨Ķľ÷¬ņ≠…ž«Ņ∂»īůīůĹĶĶÕ£ĽĶĪ‘ŕļłňŔő™75 mm/minĶ√ĶĹĶńőřňŪĶņ»ĪŌ›Ĺ”Õ∑Ķń«Ņ∂»ĹŲő™ńł≤ńĶń66.7%£¨’‚÷ų“™”Ž»űĹŠļŌ»ĪŌ›Ķľ÷¬∆ūŃ—”–Ļō°£CĹ”Õ∑Ķń«Ņ∂»”ŽAĹ”Õ∑ĶńĪšĽĮĻś¬…“Ľ÷¬£¨‘ŕļłňŔő™142 mm/min Ī£¨ŅĻņ≠«Ņ∂»īÔĶĹńł≤ńĶń76.3%°£’‚3÷÷Ĺ”Õ∑ľłļű∂ľ≤Ľ «∂ŌŃ—‘ŕĹÓįŚĶń»ŪĽĮ«Ý£¨∂Ý «ī”ļůÕň≤ŗ‘≤Ĺ««Ý”ÚĶń»űĹŠļŌī¶Ņ™ ľ∆ūŃ—≤Ę◊Ó÷’∂ŌŃ—‘ŕŃĹįŚĶńĹŠļŌ√śī¶(ľŻÕľ8(b))°£Õ®ĻżSEMĻŘ≤‚£¨∂Ō√śő™”Žņ≠…ž÷ŠīĻ÷ĪĶńī÷≤ŕ√ś£¨≤Ę”–ĹŃįŤĻ§ĺŖ––◊ŖŃŰŌ¬ĶńÕĻįľ≤Ľ∆ĹĶńļŘľ£(ľŻÕľ10(a))£¨«įĹÝ≤ŗĪŪŌ÷ő™—ōĺßīŗ–‘∂ŌŃ—(ľŻÕľ10(b))£¨ļůÕň≤ŗ‘Ú≥ Ō÷īůŃŅ»Õő—(ľŻÕľ10(d))£¨÷–ľš≤Ņ∑÷ő™ň‹–‘”Žīŗ–‘ĽžļŌĶń◊ľĹ‚ņŪ∂ŌŃ—ń£ Ĺ(ľŻÕľ10(c))£¨’‚÷÷∂ŌŃ—ń£ ĹĶń≤Ó“ž”ŽňŪĶņ»ĪŌ›ļÕ»űĹŠļŌĶń∑÷≤ľ”–÷ĪĹ”ĻōŌĶ°£
3 ĹŠ¬Ř
1) »ŰļłĹ”≤ő żĽÚ’ŖĹŃįŤĻ§ĺŖ—°‘Ů≤ĽļŌ £¨ňŪĶņ»ĪŌ›ļÕ»űĹŠļŌľę“◊‘ŕ¬ŃļŌĹūĹŃįŤń¶≤ŃļłT–ÕĹ”Õ∑÷–≥ŲŌ÷£¨≤Ę«“‘ŕ≤ĽÕ¨◊ťļŌ–ő ĹĶńT–ÕĹ”Õ∑÷–∑÷≤ľŐō’ų≤ĽÕ¨£¨Õ®Ļżľű…ŔļłĹ”ňŔ∂»ŐŠłŖļłĹ”»» š»Ž”–÷ķ”ŕīňņŗ»ĪŌ›Ķńľű…Ŕ°£
2) ĹŃįŤń¶≤ŃļłT–ÕĹ”Õ∑≥żŃňįŁņ®ļłļň«Ý°Ę»»Ľķ”įŌž«Ý°Ę»»”įŌž«ÝļÕńł≤ń£¨‘ŕĹÓįŚ«Ý”ÚĽĻįŁņ®ŃĹłŲ‘≤Ĺ«Ļż∂…«Ý”Ú£¨łųłŲ«Ý”Ú”…”ŕ»»—≠Ľ∑ļÕň‹–‘Īš–őĶń≤Ó“ž≥ Ō÷≤ĽÕ¨ĶńĺßŃ£–őŐ¨°£
3) 3÷÷◊ťļŌ–ő ĹĶńT–ÕĹ”Õ∑—ōĪŕįŚ”≤∂»≥ W–Õ∑÷≤ľ£¨—ōĹÓįŚ≥ N–Õ∑÷≤ľ°£”≤∂»ĶńĪšĽĮ”ŽĺßŃ£≥ŖīÁľį«ŅĽĮŌŗĶń◊īŐ¨”–Ļō£¨ «∂Ģ’ŖĻ≤Õ¨◊ų”√ĶńĹŠĻŻ°£
4) ĪŕįŚ∑ĹŌÚ∂ŌŃ—÷ų“™ «”…»»”įŌž«Ý»ŪĽĮ”Ž»űĹŠļŌīĻ÷Ī”ŕņ≠…ž∑ĹŌÚ∑÷≤ľ“ż∆ūĶń£¨∂Ý°įZ°ĪŌŖ∂‘ T–ÕĹ”Õ∑—ōĪŕįŚ∑ĹŌÚņ≠…žĶńĺ≤‘ō«Ņ∂»őř√ųŌ‘”įŌž£Ľ»űĹŠļŌļÕňŪĶņ»ĪŌ› «—ōĹÓįŚ∑ĹŌÚ∑Ę…ķ∂ŌŃ—Ķń÷ų“™‘≠“Ú°£
5) ĶĪļłĹ”Ļ§“’≤ő ż“Ľ∂® Ī£¨AĹ”Õ∑Ķń◊ŘļŌņ≠…ž–‘ń‹ŌŗĪ»BĹ”Õ∑ļÕCĹ”Õ∑Ķńļ√£¨∆š÷–—ōĪŕįŚ∑ĹŌÚĶń∆Ĺĺýņ≠…ž«Ņ∂»ő™174.7 MPa£ĽļłňŔő™142 mm/min Ī£¨—ōĹÓįŚ∑ĹŌÚĶńņ≠…ž«Ņ∂»◊ÓłŖŅ…īÔĶĹ187.5 MPa£¨Ĺ”Õ∑ŌĶ żīÔĶĹńł≤ńĶń77.8%°£
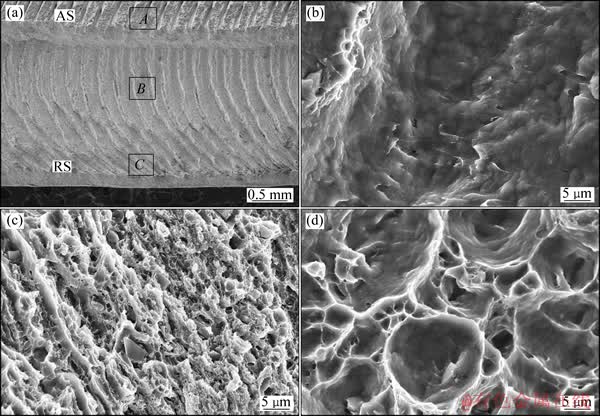
Õľ10 T–ÕĹ”Õ∑—ōĹÓįŚņ≠…ž∂ŌŅŕĶńļÍĻŘļÕőĘĻŘSEMŌŮ
Fig. 10 SEM image of macro-fracture surface of stringer (a) and higher magnification SEM images of regions A (b), B (c) and C (d) as selected in Fig.10(a)
REFERENCES
[1] FENG A H, CHEN D L, MA Z Y. Microstructure and cyclic deformation behavior of a friction-stir-welded 7075 Al alloy[J]. Metallurgical and Materials Transactions A-Physical Metallurgy and Materials Science, 2010, 41(4): 957-971.
[2] MISHRA R S, MA Z Y. Friction stir welding and processing[J]. Materials Science & Engineering R-Reports, 2005, 50(1/2): 1-78.
[3] BUFFA G, FRATINI L, MICARI F, SHIVPURI R. Material flow in FSW of T-joints: Experimental and numerical analysis[J]. International Journal of Material Forming, 2008, 1(Suppl): 1283-1286.
[4] BUFFA G, FRATINI L, MICARI F, SHIVPURI R. On the material flow in FSW of T-joints: Influence of geometrical and technological parameters[J]. International Journal of Advanced Manufacturing Technology, 2009, 44(5/6): 570-578.
[5] FRATINI L, BUFFA G, SHIVPURI R. Influence of material characteristics on plastomechanics of the FSW process for T-joints[J]. Materials & Design, 2009, 30(7): 2435-2445.
[6] FRATINI L, BUFFA G, PALMERI D. Using a neural network for predicting the average grain size in friction stir welding processes[J]. Computers and Structures, 2009, 87(17/18): 1166-1174.
[7] BUFFAL G, FRATINI L, RUISI V, Friction stir welding of tailored joints for industrial applications[J]. International Journal of Material Forming, 2009, 2(Suppl 1): 311-314.
[8] DONATI L, TOMESANI L, MORRI A. Structural T-joint produced by means of friction stir welding (FSW) with filling material[J]. International Journal of Material Forming, 2009, 2 (Suppl 1): 295-298.
[9] FLEMING P A, HENDRICKS C E, WILKES D M, COOK G E, STRAUSS A M. Automatic seam-tracking of friction stir welded T-joints[J]. International Journal of Advanced Manufacturing Technology, 2009, 45(5/6): 490-495.
[10] FRATINI L, BUFFA G, LO MONACO L. Improved FE model for simulation of friction stir welding of different materials[J]. Science and Technology of Welding and Joining, 2010, 15(3): 199-207.
[11] TAVARES S M O, CASTRO R A S, RICHTER-TRUMMER V, VILACA P, MOREIRA P M G P, de CASTRO P M S T. Friction stir welding of T-joints with dissimilar aluminum alloys: mechanical joint characterization[J]. Science and Technology of Welding and Joining, 2010, 15(4): 312-318.
[12] TAVARES S M O, AZEVEDO P C M, EMILIO B, RICHTER-TRUMMER V, FIGUEIREDO M A V, VILACA P, DE CASTRO P M S T. Friction stir welding of t-joints in dissimilar aluminum alloys[C]//American Society of Mechanical Engineers. Proceedings of the ASEM International Mechanical Engineering Congress and Exposition. New York: American Society of Mechanical Engineers, 2009: 265-273.
[13] FRATINI L, ACERRA F, BUFFA G, TROIANO G. On the FSW of AA2024-T4 and AA7075-T6 T-joints: An industrial case study[J]. International Journal of Advanced Manufacturing Technology, 2010, 48(9/12): 1149-1157.
[14] Õű ņŕ, –ĽņÔ—Ű, ņÓ ĪÝ. ¬ŃļŌĹūĹŃįŤń¶≤ŃļłļłĹ”Ļż≥Ő»ĪŌ›∑÷őŲ[J]. Ľķ–Ķ÷∆‘ž, 2008, 46(2): 5-9.
WANG Lei, XIE Li-yang, Li Bing. Defects analysis of friction stir welding process for aluminum alloy[J]. Mechanical Manufacture, 2008, 46(2): 5-9.
[15] LIU H J, CHEN Y C, FENG J C. Effect of zigzag line on the mechanical properties of friction stir welded joints of an Al-Cu alloy[J]. Scripta Materialia, 2006, 55(3): 231-234.
(Īŗľ≠ ļő—ß∑ś)
ĽýĹūŌÓńŅ£ļĻķľ“◊‘»ĽŅ∆—߼ýĹū◊ ÷ķŌÓńŅ(50775159)£ĽłŖĶ»—ß–£≤© Ņ—ßŅ∆Ķ„◊®ŌÓŅ∆—–ĽýĹū◊ ÷ķŌÓńŅ(20110032110027)
’łŚ»’∆ŕ£ļ2013-01-04£Ľ–ř∂©»’∆ŕ£ļ2013-04-07
Õ®–Ň◊ų’Ŗ£ļ—Ó–¬Š™£¨ĹŐ ŕ£¨≤© Ņ£ĽĶÁĽį£ļ022-27406261£ĽE-mail£ļxqyang@tju.edu.cn

