稀有金属 2009,33(05),724-727
催化氧化制醇醚羧酸盐废催化剂中钯的回收
李秋小 智丽飞
中国日用化学工业研究院
摘 要:
用于醇醚氧化制备醇醚羧酸盐 (AEC) 的Pd/C废催化剂经过洗涤、干燥、灼烧、盐酸溶解, 可以回收其中的钯。考察了回收过程中灼烧温度、灼烧时间、溶解温度、溶解时间及盐酸浓度等条件对钯回收率的影响, 结果表明:600℃灼烧6h、盐酸浓度20%、90℃溶解8h, 钯的回收率可达到98.5%以上。
关键词:
Pd/C催化剂 ;醇醚羧酸盐 ;回收 ;氯化钯 ;
中图分类号: TF805.2
收稿日期: 2009-02-06
基金: 国家科技支撑计划项目资助 (2007BAE52B03);
Recycling of Palladium from Waste Catalyst of Catalytic Oxidation of Alcohol Ether Carboxylate
Abstract:
Pd could be recovered from waste Pd/C catalyst of catalytic oxidation of AEO to AEC by incineration and dissolved in hydrochloric acid. The recovery conditions, such as incineration temperature and time, dissolved temperature and time and concentration of HCl, were tested. The results showed that the recovery ratio of Pd was more than 98.5% under the process condition, in that, incineration at 600 ℃ for 6 h, HCl concentration 20% and dissolving at 90 ℃ for 8 h.
Keyword:
Pd/C;alcohol ether carboxylate;recovery;palladium chloride;
Received: 2009-02-06
脂肪醇醚羧酸盐 (AEC) 是一类重要的阴离子表面活性剂, 兼有阴离子和非离子表面活性剂的综合性能优点, 集温和性、 使用安全性、 易生物降解性于一身, 是目前世界公认的多功能环保型新产品, 应用领域已拓展到化妆品、 家庭及工业清洗、 纺织、 印染、 石油、 化工、 医药、 卫生防疫、 煤炭、 冶金、 能源、 机械、 材料、 交通、 农用助剂等行业。 国内外对其制备工艺进行了大量的研究, 开发出不同的工艺路线, 贵金属催化氧化制备AEC就是其中之一
[1 ,2 ,3 ]
。 与其他工艺路线相比, 贵金属催化氧化法具有工艺流程短、 反应条件温和、 转化率高、 不含其他杂质等优点, 而钯的回收及再利用是降低成本的关键。 经过多次重复使用的活性炭载钯催化剂活性降低, 成为废催化剂, 必须进行钯的回收以降低成本且减少对环境的影响。 对于载体为炭质的催化剂, 目前通常采用焚烧法进行钯的回收, 将物料燃烧后, 用王水溶解烧灰将贵金属转入溶液然后再从溶液中提取钯
[4 ,5 ,6 ,7 ]
。 用王水溶解钯的过程中常常释放出刺激性很强的有毒气体NO2 和Cl2 , 严重污染环境, 对人体健康极为不利
[8 ]
。 本文通过实验探索出一条简便易行的回收方法, 废催化剂经过灼烧、 盐酸溶解, 可以回收其中的钯, 钯的回收率可达到98.5%以上, 回收的钯盐酸溶液可直接用于新鲜催化剂的制备。
1 实 验
1.1 主要试剂与仪器
PdCl2 (粉末状, Pd=59.5%) , 分析纯 (国药集团化学试剂有限公司) ; 废Pd/C催化剂, 用去离子水洗去有机物, 过滤、 烘干, 采用AtomScan16 型电感耦合等离子体原子发射光谱仪 (美国热电公司) 测定Pd含量为3.48%; 浓盐酸, 质量分数36%~38%, 分析纯 (北京化工厂) 。 TAS-990F型原子吸收分光光度计, 北京普析通用仪器有限公司; 钯空心阴极灯, 北京有色金属研究总院; SX2-4-10箱式电阻炉, DRZ-4-11电阻炉温度控制器 (控温误差±3 ℃) , 天津市科学器材设备厂。
1.2 实验方法
1.2.1 Pd标准溶液的配制
称取0.1695 g PdCl2 (含Pd 0.1 g) 用5%HCl溶解, 用去离子水定容在250 ml容量瓶中, c Pd% =0.4 mg・ml-1 。 分别取其0, 0.25, 0.50, 0.75, 1.00, 1.25 ml定容于50 ml容量瓶中, 配成0, 2, 4, 6, 8, 10 μg・ml-1 的Pd标准溶液, 用于Pd标准曲线的测定。
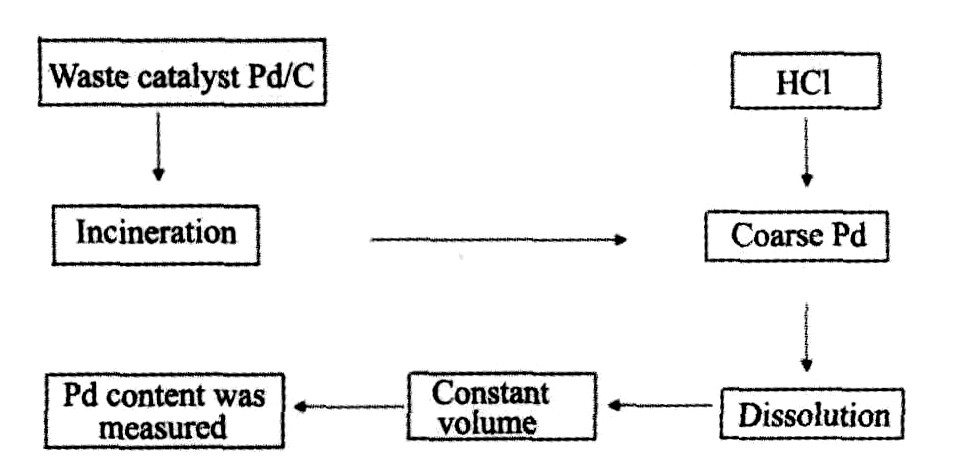
1.2.2 从废钯催化剂中回收钯的工艺流程
称取2 g废催化剂于坩埚中, 在马弗炉中灼烧一定时间, 剩余残渣约10%。 将残渣用质量分数为20%的盐酸移入50 ml锥形瓶中, 置于一定温度的水浴溶解一定时间, 沉降, 移出清液至250 ml容量瓶中。 将沉降的残渣加入盐酸, 重复操作一次, 最后将清液定容至250 ml。 取其1 ml定容至50 ml, 测定Pd含量。
图1 从废钯催化剂中回收钯的工艺流程
Fig.1 Process chart of recovering Pd from waste catalyst
1.2.3 Pd含量的测定
用原子吸收分光光度计进行Pd标准曲线和含量的测定, 由此计算Pd的回收率。 仪器工作条件: 乙炔火焰, 吸收波长244.8 nm, 灯电流8 mA, 乙炔流量2 L・min-1 。 在0~10 μg・ml-1 区间, 此法操作简便、 快速、 灵敏度较高、 准确度良好
[9 ,10 ,11 ]
。
Pd回收率= (c ×250×50×10-6 ) /w ・m ×100%
其中c 为测定的Pd含量, μg・ml-1 ; w 为废催化剂的质量, 此处为2 g; m 为废催化剂中的Pd含量, 此处为3.48%。
2 结果与讨论
将废催化剂在马弗炉中进行灼烧, 目的是烧去活性炭。 由于金属钯不易溶于盐酸, 而溶于热的王水。 大多数回收钯都使用王水
[4 ,5 ,6 ,7 ]
, 容易造成环境污染。 根据催化氧化法制醇醚羧酸盐的催化剂制备工艺, 首先将氯化钯用5%的盐酸溶解至透明溶液, 然后进行活性炭吸附和还原剂进行还原。 所以在回收时选定盐酸进行Pd残渣的溶解, 由于稀盐酸溶解性不是很好, 因此利用浓盐酸加热进行溶解, 最后用去离子水稀释, 定容至5%的盐酸浓度, 测定Pd含量。 在实验中对回收的影响因素进行了详细的研究, 优化出较佳的回收条件。
2.1 Pd标准曲线的测定
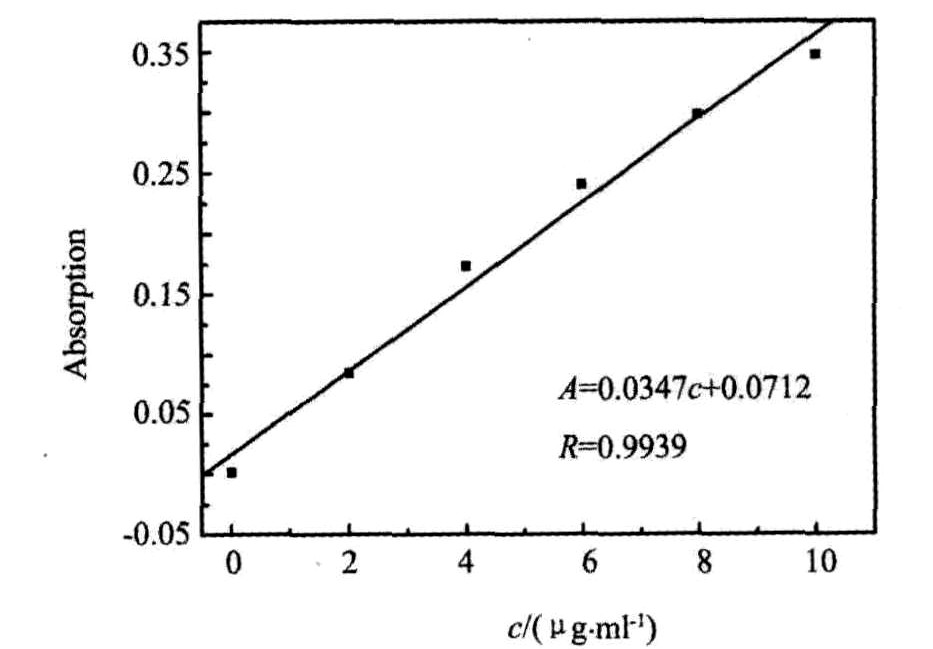
将上述配成的0, 2, 4, 6, 8, 10 μg・ml-1 的Pd标准溶液进行测定, 绘制标准曲线。 由于是微量测定, 每次仪器状态的微弱变化会引起测定的变化, 所以每次开机进行测定时都需进行标准曲线的测定, 以保证测量数据的准确。 这里列举了其中一次的标准曲线测定结果 (图2) 。
从图2可以看出, 当Pd质量浓度在0~10 μg・ml-1 时, 吸光度和Pd质量浓度之间有很好的线性关系, 相关系数为0.9939, 可以作为定量分析的标准曲线。 每次测量时的标准曲线相关系数均在0.99以上, 说明测量的准确度良好。
2.2 灼烧条件对Pd回收率的影响
灼烧温度及时间对Pd的回收率有明显的影响, 活性炭燃烧不完全, 会增加盐酸的使用量, 同时增加溶解的难度, 降低回收率。
2.2.1 灼烧温度的影响
固定灼烧时间为6 h, 20%盐酸, 70 ℃溶解6 h的条件下, 选取灼烧温度400, 600, 800 ℃进行了对比, 实验结果400 ℃的Pd回收率为51.4%, 600 ℃的Pd回收率为67.9%, 800 ℃的Pd回收率为88.2%。 由此可见, 随着灼烧温度的升高, 回收率逐渐提高。 但是在800 ℃时, 灼烧的残渣有部分烧结在坩埚壁上, 这是由于催化剂中添加了3%的稀土元素铈 (Ce) , 铈的熔点为815 ℃, 尽管电阻炉温度控制器误差在±3 ℃, 但是有可能接触电炉丝的电阻炉底部局部温度比电阻炉上部测温点的稍高, 有部分Ce发生了熔化。 所以选定灼烧温度为600 ℃较合适。
2.2.2 灼烧时间的影响
固定灼烧温度为600 ℃, 20%盐酸, 70 ℃溶解6 h的条件下, 对灼烧时间进行了对比, 结果见表1。
由表1可见, 随着灼烧时间延长, 回收率提高, 在6 h以后回收率基本不变化, 说明在6 h时灼烧已完全。 所以选定的灼烧条件为600 ℃, 6 h。
图2 Pd标准曲线
Fig.2 Standard curve of Pd
2.3 溶解条件的影响
溶解条件包括盐酸浓度、 溶解温度、 溶解时间, 这3种因素对Pd的回收率均存在一定的影响, 以下进行了研究比较。
2.3.1 盐酸浓度的影响
灼烧后的钯部分以氧化钯的状态存在, 部分以金属Pd的状态存在, 盐酸浓度的大小对溶解速度及回收率都有影响, 浓度太低, 不易溶解, 溶解时间长, 而且溶解不完全, 浓度太高, 容易造成环境污染。 表2为固定灼烧温度为600 ℃, 灼烧时间6 h, 70 ℃溶解6 h的条件下, 盐酸浓度对回收率的影响。
从表2中的数据可以看出, 盐酸浓度较低时, Pd回收率很低, 浓度在20%时的回收率比15%高一点, 因此选定盐酸浓度为20%。
2.3.2 溶解温度的影响
固定灼烧温度为600 ℃, 灼烧时间6 h, 盐酸浓度为20%, 溶解时间6 h, 考察了溶解温度70, 80, 90 ℃对回收率的影响, 70 ℃的Pd回收率为67.9%, 80 ℃的Pd回收率为73.9%, 90 ℃的Pd回收率为91.4%, 可以看出随着溶解温度的升高, 回收率也逐渐升高。 所以选定溶解温度为90 ℃。
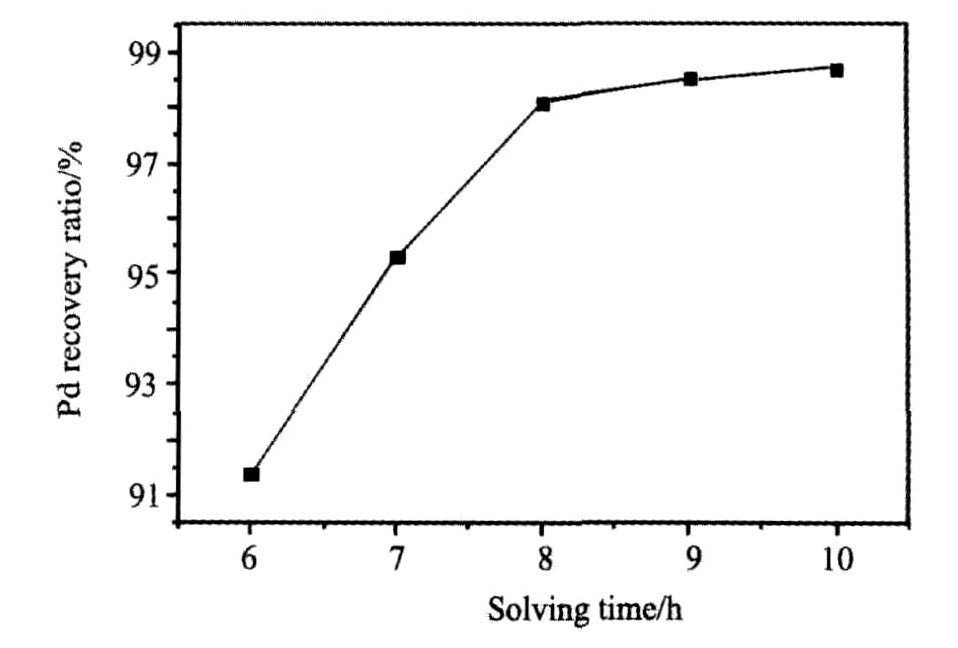
2.3.3 溶解时间的影响
固定灼烧温度为600 ℃, 灼烧时间6 h, 盐酸浓度为20%, 溶解温度90 ℃, 对溶解时间的影响进行就研究, 结果见图3。
从图3可以看出在溶解时间为8 h时, 回收率就能达到98%以上。 继续延长时间, Pd回收率基本不再提高, 所以选定溶解时间为8 h。
表1 灼烧时间对Pd回收率的影响
Table 1 Effect of bake time on recovery ratio of Pd
c / (μg・ml-1 ) Recovery ratio of Pd/%
2.128
38.2
3.241
58.2
3.779
67.9
3.811
68.4
表2 盐酸浓度对Pd回收率的影响
Table 2 Effect of HCl concentration on recovery ratio of Pd
HCl concentration/%
c / (μg・ml-1 ) Recovery ratio of Pd/%
1.225
22.0
2.860
51.4
3.723
66.9
3.779
67.9
图3 溶解时间对Pd回收率的影响
Fig.3 Effect of solving time on recovery ratio of Pd
2.4 重复性实验
从以上实验我们选定了较佳回收条件: 灼烧温度为600 ℃, 灼烧时间6 h, 盐酸浓度为20%, 溶解温度90 ℃, 溶解时间8 h。 在此条件下进行了4次重复实验, 4次的Pd回收率分别为98.1%, 98.9%, 98.6%, 98.3%, 平均为98.5%。
由此可见, 利用此方法进行Pd的回收, 回收率高, 可以达到98.5%以上, 重复性好, 操作简便易行, 并且回收的钯盐酸溶液可直接用于新鲜催化剂的制备, 可以减少环境污染。
3 结 论
1. 通过废催化剂的回收实验, 选定了优化的回收条件: 灼烧温度为600 ℃, 灼烧时间6 h, 盐酸浓度为20%, 溶解温度90 ℃, 溶解时间8 h。
2. 利用此方法进行Pd的回收, 回收率高, 重复性好, 操作简单, 回收的钯盐酸溶液可直接用于新鲜催化剂的制备, 可以减少环境污染。
参考文献
[1] Hiroshi Kimura, Akio Kimura, Isao Kokubo, Tatsushi Wakisaka, Yoshinori Mitsuda.Palladium based multi-component catalytic systems for the alcohol to carboxylate oxidation reaction[J].Ap-plied Catalysis A:General, 1993, 95:143.
[2] 王军, 张高勇.催化氧化法制备醇醚羧酸盐的研究[J].精细石油化工, 2002, (5) :26.
[3] 王军, 葛虹.催化氧化法合成脂肪醇醚羧酸盐的研究进展[J].精细石油化工进展, 2002, (2) :10.
[4] 孙锦宜, 刘惠青.废催化剂回收利用[M].北京:化学工业出版社, 2001.90.
[5] 孙亚光, 余丽秀.从催化氧化法葡萄糖酸钠废催化剂中回收氯化钯的研究[J].精细与专用化学品, 2004, 12 (13) :9.
[6] 吴宇雄, 周尽花, 赵鸿斌.钯/炭催化剂的回收利用[J].化工技术与开发, 2003, 32 (3) :29.
[7] 李玉杰, 孙盛凯, 黄伟.钯/活性炭催化剂中贵金属钯的回收[J].化学工业与工程技术, 2005, (4) :5.
[8] 邓德贤.从废Pd/C催化剂中回收钯的研究[J].稀有金属, 1999, (2) , 104.
[9] 王琪, 周全法, 刘玉海.钯的回收及深加工中的常用分析方法[J].有色金属再生与利用, 2003 (9) :18.
[10] 杨柳, 周方钦, 黄荣辉, 刘正华, 罗友云.浊点萃取-火焰原子吸收光谱法测定催化剂中痕量钯的研究[J].分析试验室, 2006, 25 (12) :65.
[11] 张玻, 贾江涛, 廖春生, 严纯华.分光光度法测定混合稀土中的钕[J].稀有金属, 2008, 32 (4) :540.