�й���ɫ����ѧ�� 2004,(10),1689-1693 DOI:10.19476/j.ysxb.1004.0609.2004.10.012
���������Ͻ������������������
������ ����ϣ ������
�Ϻ���ͨ��ѧ��е�붯������ѧԺ,�Ϻ���ͨ��ѧ��е�붯������ѧԺ,�Ϻ���ͨ��ѧ��е�붯������ѧԺ �Ϻ�200030 ,�Ϻ�200030 ,�Ϻ�200030
ժ Ҫ��
Ϊ��ȷ���������������Ͻ�����������,�ڵ����������顢ƽ��Ӧ�����������ԲͲ�����������õ�����������,���ûع��������,ȫ��ط��������������Ͻ����ֲ������ܲ���������������֮��Ķ�Ӧ��ϵ���о�����:���������IJ������ܲ�����,xbֵ(ƽ��Ӧ�俹��ǿ���뵥����ǿ��֮��)�Լ���ģ�г̵��������Ϊ����,�����Ӳ��ָ��n�����Ⱦ����ʦȲ���,����������ϵ��r�����Ͻ���������ܲ�����ء������������,���������������Ͻ�����������ʱ,ʹ��xbֵΪ����ָ����Ϊȷ��
�ؼ��ʣ�
���Ͻ�� ;�������� ;����ָ�� ;�ع���� ;
��ͼ����ţ� TG389
����飺 ������(1973),��,��ʿ.,��ʿ;�绰:02162932660 111;E mail:yuzhq@sjtu.edu.cn;
�ո����ڣ� 2004-02-11
���� ���ҽܳ��������������Ŀ(50225520); ����ͨ������R��D������Ŀ(2003);
Evaluation parameter of drawability of automotive aluminum alloy sheets
Abstract��
In order to exactly evaluate drawability of automotive aluminum alloy sheets, the correlation between material properties and formability of automotive aluminium alloy sheets, based on the sample data obtained from uniaxial tension, plane strain tension and cylindrical deep drawing tests, is analyzed by means of regression analysis method. Investigation shows that correlation of the value xb , namely the ratio of the tensile strength in plane strain tension and uniaxial tension tests, is the most remarkable among all the given material parameters, and that of the hardening exponent n and the width necking percentage �� is less than that of the xb , but the anisotropical coefficient r doesn't have correlation. The results above indicate that it is much more exact to evaluate drawability of automotive aluminium alloy sheets by means of the values of xb .
Keyword��
aluminium alloy sheet; drawability; evaluation parameter; regression analysis;
Received�� 2004-02-11
��20����, �����Ե���ԴΣ���ͻ�����Ⱦ����Խ��Խ�ܵ����ǹ�ע, ����������������, �����ͺ�, �����ŷų�Ϊ������������������߾������Ĺؼ��� ��С������������Ҫ;������ʹ���������IJ��ϡ� �������øְ����, ���Ͻ������ܶ�С�� ǿ�ȸߡ� ����ʴ���ŵ�, �ѳ�Ϊ��������������������ְ����Ҫ����
[1 ,2 ,3 ,4 ]
�� �������Ͻ���ڳ����ϵ�ʹ������������, Ϊ���������������˾�Ĺ���, ���ڳ�ѹ���η���, ���Ͻ���ijЩ�����ֲ���ȫ��ְ���ͬ, ������ְ���η���ľ���, ��Ҫ�ҵ��ʺ����Ͻ������ص�ij��η������ɡ�
��ij���������ָ��ĶԳ�ѹ�ӹ�����Ӧ����
[5 ]
�� Ŀǰ, �����Ѿ��������ʶ��, ��ij������ܺͲ������ܲ���֮������������, �������������һ����ȷ��, һ�ֲ���ֻ��ͨ���������������õ��Ľ��, �Ϳ���ȷ�����۰�ij������ܡ� ����, ����ѧ�߶���Ŭ����Ѱ�Ҷ���֮��Ķ�Ӧ��ϵ�� �Դ�ͳ�����øְ���˵, Ӳ��ָ��n ֵԽ��, ��������Խ��, ��������ϵ��r ֵԽ��, ��������Խ��
[6 ]
�� �����Ͻ�����ڱ����������кܴ����, ���Ͻ����ʱ, �ܶ�������Dz������øֵı��ι��ɵ�
[7 ,8 ,9 ,10 ,11 ,12 ,13 ,14 ]
�� Kurosaki��Ϊ���Ͻ������������뼫�����������ص�
[9 ]
; Hayashiָ��, ��n ֵ��r ֵ֮��, n ֵ�����Ͻ�������ȵ�����Ը���
[3 ]
�� ���
[10 ]
���о���ͬ�������r ֵ�� x b ֵ(ƽ��Ӧ�俹��ǿ���뵥����ǿ��֮��)�뼫������ȹ�ϵʱָ��, ����ɫ��������, x b ֵ�뼫�����������ص�, ���о����ϲ�û���漰���Ͻ�塣 Wan��
[11 ]
�����˲�ͬ��״������������������ܵ�����ϵͳ, ��Ϊ�������������ľֲ��������뼫�����������صġ� ��Щѧ�ߴӲ�ͬ�ĽǶ��о��˲������ܲ�������������֮��Ķ�Ӧ��ϵ, ����Щ�о����漰���Ͻ��������, ���߲������ܲ�����ȫ�档 �������Ͻ��ڳ������Ǽ���ʹ�õ�����, ϵͳ���о���ǿ�����Ͻ��������������������֮��Ķ�Ӧ��ϵ, ���������Ǽ�����������Ҫ�����塣
�������������������ԲͲ�����������õ�����������, ͨ���ع��������, ��ȫ��ط��������������Ͻ��������ܲ�������������֮��Ķ�Ӧ��ϵ, �Ӷ������������Ͻ���������ܵ�����ָ��, Ϊ��ѹ�ӹ��к���ѡ�ĺ�Ԥ��������ṩ�ɿ������ݡ�
1 ʵ��
1.1 ����������
�������Ǽ��õ����Ͻ�������Ҫ��5XXX��6XXXϵ��, ǰ����Ҫ���ڼӹ��ڸ��Ǽ�, ������Ҫ�����⸲�Ǽ��� ���о�ʹ�õ����Ͻ�������6111-T4�� X611-T4�� 5754-O��5052-O, ��ʼ��ȷֱ�Ϊ1.25�� 1.25�� 1.5��1.6 mm��
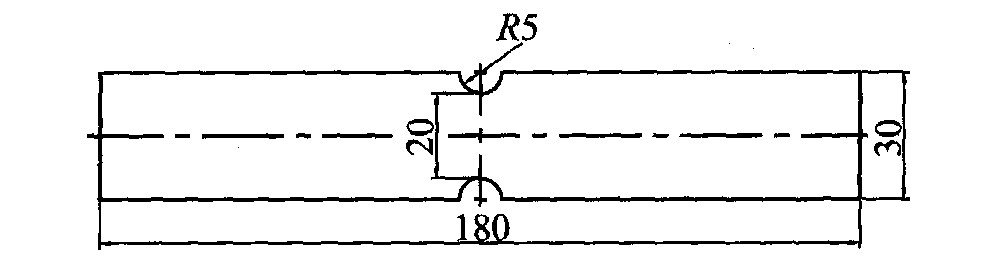
�������ܴӵ������������л��, ��ȡ�����Ʒ����0�㡢 45�㡢 90�� 3�������������������ʵ�顣 �����������鰴�ձ�GB/T228��2002���С� ��1�ǵ������������õ����ܲ���, ���������������ϵ�ƽ��ֵ�� ���ͬʱ, Ϊ�˼���x b ֵ, ��ͼ1�ijߴ�������ƽ��Ӧ����������, �����뵥�������������ͬ�� ��ƽ��Ӧ�����������õĿ���ǿ���� b-p �뵥����������Ŀ���ǿ���� b-u ���, ����x b ֵ, ��
ͼ1 ƽ��Ӧ�����������ߴ�
Fig.1 Plane strain tension specimen size
��1 ���Ͻ�����������
Table 1 Uni-axial tension properties of aluminum alloys
�� s /MPa�� b /MPan
r
?
�� /%
117
218
0.23
0.62
24.2
141
256
0.25
0.65
26.2
103
230
0.31
0.71
27.1
146
234
0.21
0.63
21.9
x b =�� b-p /�� b-u (1)
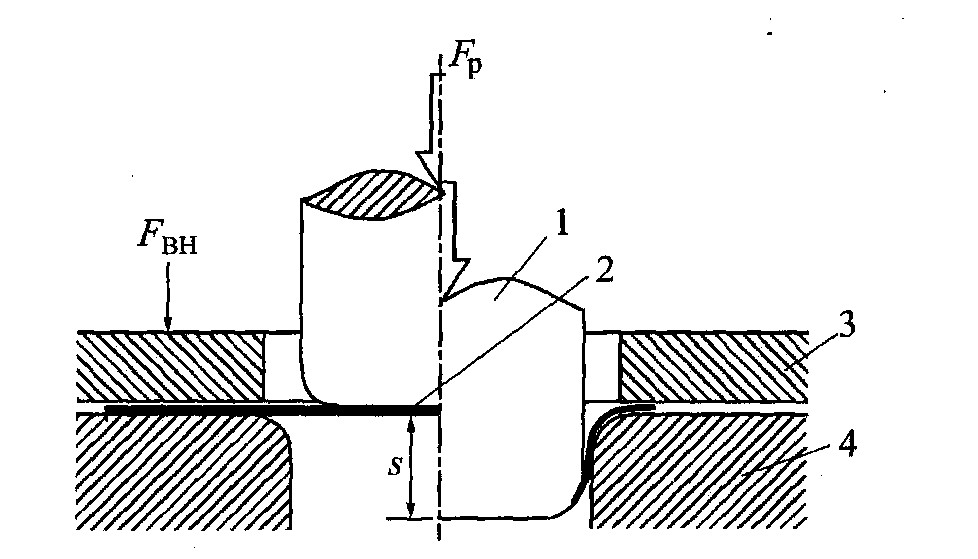
����������ԲͲ����������ļ���ģ�г�����ʾ�� ����ģ�г̶���Ϊ��������г��μ���������ʱ��ģ�г�, ��ͼ2�е�s ֵ�� ÿ�ֲ��Ͻ���3����ͬ�����顣 ����ÿ�ֲ���, �ҳ����Ʒ�����λ������Լ�, ���������Ǽ���ģ�г̵�ƽ��ֵ�� ��������ģ�ߵļ��γߴ�Ϊ: ģֱ��d 100 mm, ��ģǻֱ��d 104 mm, ģ�Ͱ�ģ��Բ�ǰ뾶�ֱ�ΪR 10 mm, ��ͼ2��ʾ�� ����������, ���ϳ�ʼֱ��Ϊd 200 mm; �㶨ѹ����ȡ98 kN; ����ר�������ͽ����� �ٽ�ģ�г���Һѹ���ϵ�λ�Ʊ�߶�����
1.2 ���۷���
ͼ2 ����ģ��ʾ��ͼ
Fig.2 Schematic diagram of deep drawing tools
1��Punch; 2��Blank; 3��Blank-holder; 4��Die
Ӱ���ij������ܵ����ؽ϶ࡣ Ϊ���ڶ�IJ������ܲ�����, �ҵ������������Ϊ��ص�Ӱ������, ��������ͳ�Ʒ���, �Ի�õ���������һԪ���Իع������ ������, ʹ�ù�ʽ(2)�ֱ����������������ϵ��r c , �ҵ�|r c |��r 0.01 ʱ, ��ʾ���Թ�ϵ�Ǹ߶�������; ��r 0.01 >|r c |��r 0.05 ʱ, ��ʾ���Թ�ϵ��������, ����|r c |<r 0.05 ʱ, ��ʾû�����Ե����Թ�ϵ
[15 ]
, ������ء�
r
c
=
��
i
(
x
i
-
x
?
)
(
y
i
-
y
?
)
��
i
(
x
i
-
x
?
)
��
i
(
y
i
-
y
?
)
?
?
?
(
2
)
ʽ�� x i
x
?
Ϊ���в��ϲ����ľ�ֵ; y i
y
?
Ϊ���м���ģ�г̵ľ�ֵ��
�����ϵ����������ˮƽ������, �����ѵIJ������ܲ������������֮��Ķ�Ӧ��ϵ, �Ӷ�ȷ�����Ͻ���������ܵ�����ָ�ꡣ
2 ���������
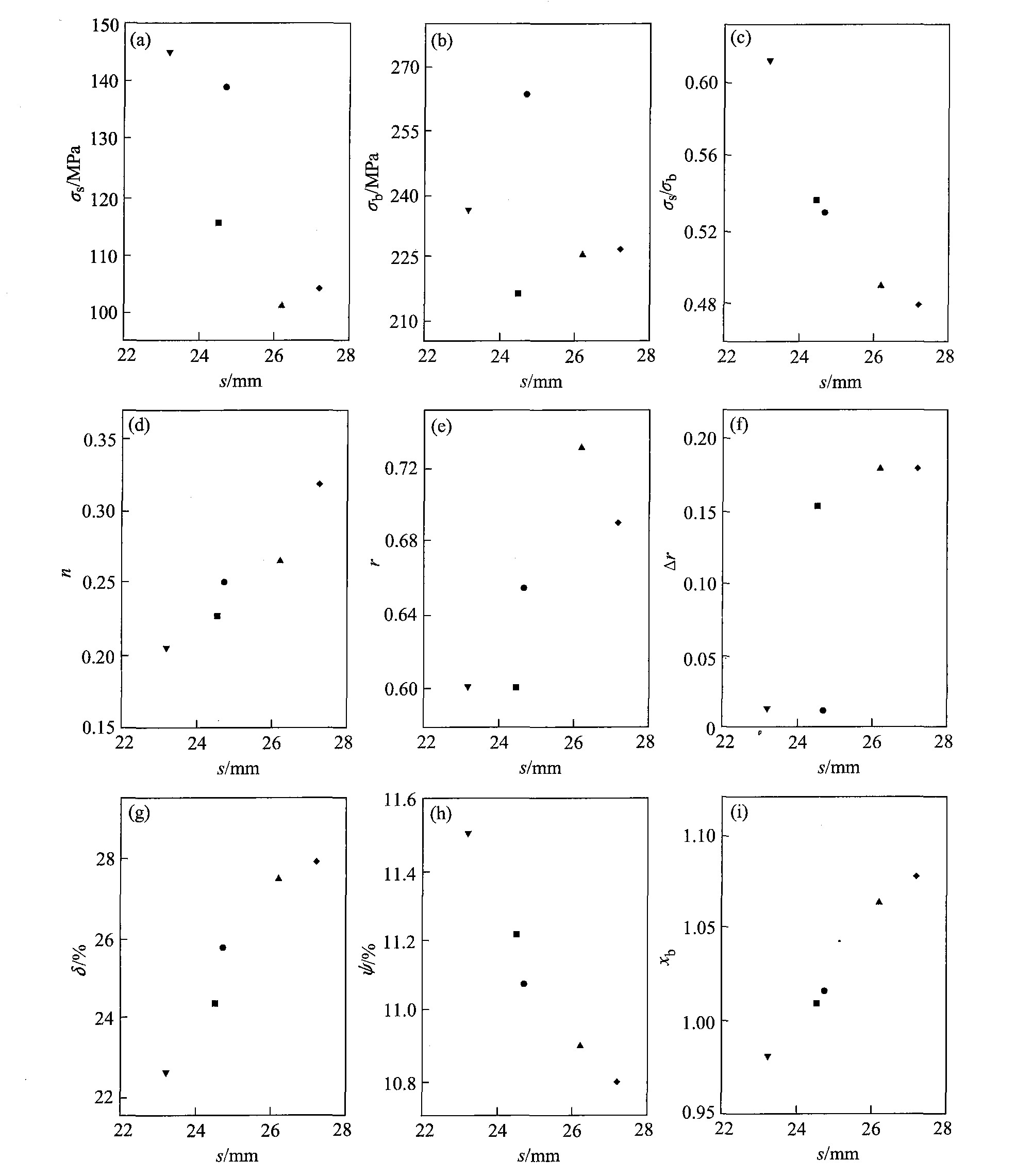
ͼ3��ʾ�Dz��������뼫��ģ�г�֮���ɢ��ͼ�� ���о���, ֻ��6111��������ʱ���ѷ����ķ�λ������2����ͬ�ķ����ϡ� ��ͼ3��, �������Ǽ���ģ�г�, ��������ֱ��������Ʒ�λ��������ϵIJ�������: ����ǿ�ȡ� ����ǿ�ȡ� ��ǿ�ȡ� n ֵ�� r ֵ�� ��ƽ���ڷ����Ԧ�r �� ���������� �� ������������ ��x b ֵ�� ������ ֵΪ
��
=
b
0
-
b
b
0
��
1
0
0
%
?
?
?
(
3
)
ʽ�� b 0 Ϊ������������ԭʼ����; b Ϊ�������Ϻ�, ���Ѵ�����С���ȡ�
���������Ƚ�ȫ��ؿ����˲��������뼫�����θ߶�֮��Ĺ�ϵ�� ��ͼ3�в��ѿ���, ��ǿ��ֵ�� n ֵ, �� ֵ, �� ֵ��x b ֵ�뼫��ģ�г����ŽϺõ����Թ�ϵ��
Ϊȷ���������������뼫��ģ�г�֮�����Թ�ϵ�����г̶�, ʹ��ʽ(2)�����˲������ܵ�r c ֵ, ��������������ˮƽ, �������2��ʾ�� �ӱ�2�п��Կ���, ����9��������, x b ֵ�Լ���ģ�г̾��и߶����������Թ�ϵ, ���Ϊ�� ֵ, n ֵ, �� ֵ����ǿ��; ��r ֵ����������ȴ������ԡ� ����r ֵ�Ըְ��������������صĽ����Dz�һ�µġ�
��ԲͲ������ʱ, �����������Ҫȡ����ģԲ�Ǵ�Σ�ն���ij��������� ���, ��ߴ�Σ�մ��Ŀ���ǿ��, ���߽��ͷ����������ı��ο���, �����Ը������������ܡ� x b ֵ��ӳ�˲�ͬӦ��״̬�¿���ǿ��֮��, ʽ(1)���� b-p ֵ��Ӧ��Ӧ��״̬��Σ�ն��洦��Ӧ��״̬����ͬ�ġ� x b ֵԽ��, ˵���������ʱ������ڵij�������Խ��, ����ģ�г�Ҳ��Խ�� ����˵, x b ֵ�۵ط�ӳ��������εı��������� ��Ҳ�DZ�2��x b ֵ�뼫��ģ�г̸߶���ص�ԭ�� ��������, �����������ܲ���n ֵ�� �� ֵ�� �� ֵ����ǿ��Ҳ���뼫��ģ�г�������ԡ� �� ֵ���� ֵ���Dz��ϵ�����ָ��, ǰ����Ҫ��������ѹ�����η�ʽ�ij�������, ��������Ҫ����������η�ʽ�С� �ӱ�2�п��Կ���, �� ֵ�����������и��õ������; ͬʱҲ���Խ�һ��֤ʵ, �������Ͻ��, n ֵ��r ֵ������ʵ�ط�ӳ���������ܡ�
��2 �������ܵ����ϵ��
Table 2 Correlation coefficient of material properties
|r c |
Degree of correlation
�� s 0.844
-
�� b 0.166
-
�� s /�� b 0.967
+
n 0.981
+
r 0.871
-
r 0.713
-
�� 0.978
+
�� 0.983
+
x b 0.995
++
++��Most remarkable correlation;+��Remarkable correlation; -��No correlation
���ڼ���x b ֵʱ, ��Ҫ2��Ӧ��״̬�µ�������ܻ�á� ��ʵ����, �������ܲ���һ���Ǵӵ������������л�õġ� ����x b ֵ��������������ʱ, ��Ҫ����ƽ��Ӧ���������顣 Ϊ��, ֻ�ӵ�����������Ƕȳ���, ����ʹ���� ֵ��n ֵ�������Ͻ���������ܵĺû�,����r ֵ�����������Dz����ʵġ�
3 ����
����Ч����������������, ����һԪ���Իع��������, ȷ�������������Ͻ���������ܵ�����ָ��, ������ʹ��x b ֵȷ���������Ͻ����������; �ڼĵ����������ܲ�����, ����ʹ���� ֵ��n ֵ�����������Ͻ���������ܽ�������, ����r ֵ�Dz����ʵġ� ��Ϊ���������Ͻ���ѹ�ӹ��ĺ���ѡ�ĺ�Ԥ��������ṩ�ɿ������ݡ�
ͼ3 ���������뼫��ģ�г̵Ĺ�ϵͼ
Fig.3 Correlation between materials properties and limit punch stroke
(a)����s ;(b)����b ;(c)����s /��b ;(d)��n;(e)��r;(f)����r;(g)����;(h)����;(i)��xb (��6111-T4; ��, ����X611-T4, in direction of 90�� and 0��, respectively;����5754-O; ����5052-O)
�����
[1] ��AshleyS.Steelcarsfaceaweightydecision[J].MechanicalEngineering,1997,119(2):5661.
[2] ��MillerWS,ZhuangL.Recentdevelopmentinaluminiumalloysfortheautomotiveindustry[J].MaterialsScienceandEngineeringA,2000,280:3749.
[3] ��HayashiH,NakagawaT.Recenttrendsinsheetmetalsandtheirformabilityinmanufacturingautomotivepanels[J].JournalofMaterProcessingTechnology,1994,46:455487.
[4] �����ܿ�,Ҧ����.�������Ͻ�����ĵ��о���״����չ����[J].��е���̲���,2001,25:1214.GUANShao kang,YAOBo.Theprogressandprospectofresearchonaluminiumalloysforautobodysheets[J].MaterialsforMechanicalEngineering,2001,25:1214.
[5] ����˶��.��ѹ�����������¼���[M].����:��е��ҵ������,2002.LIShuo ben.StampingFormingTheoryandNewTechnology[M].Beijing:ChinaMachinePress,2002.
[6] ������Ӣ.���ͱ�����μ���[M].����:������ҵ������,1996.YANGYu ying.StampingTechnologyofSheetMetals[M].Beijing:NationalDefenceIndustryPress,1996.
[7] ����ѩ��,����Ӣ.���Ա��ζ����Ͻ���ģ����Ӱ��[J].�й���ɫ����ѧ��,2002,12(4):701705.LIXue chun,YANGYu ying.Effectofplasticdeformationonelasticmodulusofaluminumalloy[J].TheChineseJournalofNonferrousMetals,2002,12(4):701705.
[8] ��BarlatF,BermJC.Planestressyieldfunctionforaluminumalloysheets[J].InternationalJournalofPlasticity,2003,19(9):12971339.
[9] ��KurosakiY.Someconsiderationonformabilityparametersindeep drawingandstretch forming[J].JournaloftheJapanSocietyforTechnologyofPlasticity,1980,21:189196.
[10] �����.�����������ܵ��²���[J].��ѹ��е,1988(4):35.LIChun feng.Anewparameterforevaluatingthedrawabilityofsheetmetals[J].ForgingandStampingMechanism,1988(4):35.
[11] ��WanM,YangYY.Asystemforevaluatingsheetformabilityusingtensiontestswithdifferentshapesofspecimens[J].JournalofMaterialProcessingTechnology,2001,116:189193.
[12] ��TakudaH,MoriK.Theapplicationofsomecriteriaforductilefracturetothepredictionoftheforminglimitofsheetmetals[J].JournalofMaterialsProcessingTechnology,1995,95:116121.
[13] ��������,����Ӣ.Ӧ�����Զ�����Ԥ�����Ͻ��ij��μ���[J].�й���ɫ����ѧ��.2003,13(5):12231226.YUZhong qi,YANGYu ying.Theapplicationofaductilefracturecriteriontothepredictionoftheforminglimitinaluminumalloysheetforming[J].TheChineseJournalofNonferrousMetals,2003,13(5):12231226.
[14] ������,���ض�,�ŵ·�,��.��3104���Ͻ��֯����Ӱ��[J].�й���ɫ����ѧ��,2004,14(3):410417.HUZhao chao,LIUYan dong,ZHANGDe fen,etal.Effectoflubricationonevolutionofthroughthicknesstextureincoldrolled3104aluminumalloysheets[J].TheChineseJournalofNonferrousMetals,2004,14(3):410417.
[15] ������̩,ȫ����.ʵ�ûع����[M].����:��ѧ������,1988.FangKai tai,QuanHui.PracticalRegressionAnalysis[M].Beijing:SciencePress,1988.