稀有金属 2011,35(06),835-840
喷距对低温高速火焰喷涂Ti涂层的影响
刘敏 邓春明 邓畅光
广东工业大学材料与能源学院
广州有色金属研究院材料表面所
摘 要:
采用新研发的低温高速火焰喷涂在A3钢基体表面沉积了钛涂层, 对涂层的显微结构和相组成进行了表征, 探讨了喷距对涂层结构和相组成的影响。结果显示, 涂层表面均具有较高的粗糙度, 涂层的剖面分析表明涂层包含近表面疏松结构区和内部致密区。近表面疏松结构区不仅涂层的孔隙高, 孔径大, 而且存在较多裂纹;除80 mm喷距, 其他3种喷距下涂层的内部致密区仍有较多大孔隙, 80 mm喷距下可以获得涂层内部致密区的致密度达到99%, 但涂层中观察到灰色的氧化物界面。XRD分析表明, 钛涂层中含有一定量钛的氧化物相。利用粒子在焰流中的速度特征, 发现粒子的速度随喷距的降低而提高了, 分析认为高速粒子对前面沉积涂层的喷丸效应是获得致密钛涂层的关键因素。
关键词:
钛涂层 ;高压高速火焰喷涂 ;喷距 ;孔隙 ;
中图分类号: TG174.4
作者简介: 刘敏 (E-mail:liumin-gz@163.net) ;
收稿日期: 2010-11-10
基金: 广东省自然科学基金资助 (10151065101000002) 项目;
Effect of Spraying Distance on Ti Coatings Prepared by Low Temperature High Velocity Oxygen Fuel
Abstract:
Ti coatings were deposited on A3 steel by low temperature high velocity oxygen fuel spraying, which was a newly developed process.The microstructure and phase composition for Ti coatings were characterized and the effects of spraying distance on the microstructure and phase composition for Ti coatings were discussed.The results revealed that there was very high surface roughness on the Ti coatings.The Ti coatings were comprised by a loose subsurface area and a dense inner coating area.High porosity with some big pores and some cracks were observed in the subsurface coating.While for the inner coating, there were some big pores, but the coating with spraying distance of 80mm, and the density for inner coating with spraying distance of 80 mm could reach 99%.However the oxide layer was found at the interface of particles.XRD analysis indicated that oxide was found in as sprayed Ti coating.According to the characteristics of particle velocity in plume, it was found that the particle velocity was increased with the decreased spraying distance, and the shot-peening effect of particles with high velocity upon the former deposit was a key factor for the preparation of the dense Ti coating.
Keyword:
Ti coating;low temperature high velocity oxygen fuel;spraying distance;pore;
Received: 2010-11-10
钛及钛合金具有各种优良性能 (密度小, 比强度高, 耐腐蚀, 耐高、 低温性能好, 无磁, 无毒) , 因而广泛用于航空、 航天、 舰船及海洋工程、 石油化工、 冶金、 轻工机械、 医疗等许多领域
[1 ,2 ,3 ,4 ]
。
由于钛及钛合金的耐磨性能较差, 在使用过程中很容易磨损而使工件尺寸变小、 失效; 而且加工难度大以及制备成本高昂。 目前有效的修复方法还很少, 从而导致大量的工件浪费。
热喷涂因为可以快速的在基体上大面积沉积较厚的涂层而为工业生产所关注。 因此通过热喷涂在不锈钢等基体上制备致密的钛或钛合金涂层, 来代替钛材, 既经济又能实现其优良的性能。
由于钛金属的活性较高, 在空气中很容易被氧化, 氧化物的存在不仅增加涂层的脆性, 而且还降低了涂层的内聚力。 因此, 在沉积过程中一般需要真空或惰性气体的保护。
典型的钛涂层工艺为低压等离子喷涂, 但该制备工艺复杂, 且成本耗费大。 王德政等
[5 ]
研究了低压等离子喷涂Ti-Ni合金涂层的工艺以及喷涂参数 (如喷涂气氛, 气氛压力, 主气流量, 喷涂功率, 粉末粒度和喷距等) 对涂层质量的影响。 冷喷涂不仅对粉末颗粒的要求严格, 为获得较好涂层质量, 往往需要采用昂贵的氦气。 Wang Hongren等
[6 ]
在1Crl3不锈钢基体上制备了钛金属保护涂层, 对钛涂层的显微结构和腐蚀行为进行了研究, 并以数值的方法模拟了钛金属粒子在冷喷涂的过程的加速, 发现增大气体的温度和压力能够增加粒子的速度, 并且较小的粒子越能得到较高的粒子速度。 查柏林
[7 ]
利用超音速电弧喷涂对制备钛涂层进行了研究, 结果表明涂层呈明显的层状结构, 孔隙率较高, 涂层主要由钛和钛的氧化物组成, 涂层与基体结合良好, 涂层内部的氧化物使其内聚力低于涂层在基体表面的附着力。
超音速火焰喷涂广泛的用于制备高性能的金属、 金属陶瓷涂层, 随着该技术的发展, 其发展方向朝着焰流低温高速发展
[8 ]
。 第二炮兵工程学院开发了多功能超音速火焰喷涂系统 ( KY-HVO/AF)
[9 ,10 ]
, 他们在送粉管注入大流量的氮气, 从而达到降低焰流和粒子温度的目的, 扩大了喷涂低温工作范围。 但与传统超音速火焰喷涂相比, 该系统中粒子速度没有明显的变化。
本文采用新研发的低温高速火焰喷涂系统, 即通过往燃烧室里注水降低焰流的温度和提高燃烧室的压力, 从而使粉末粒子获得更高的速度和较低的温度。 利用该喷涂系统对钛涂层进行尝试, 通过对涂层的显微结构和相组成进行表征, 并结合粉末在焰流中的特征探讨喷距对钛涂层结构和性能的影响。
1 实 验
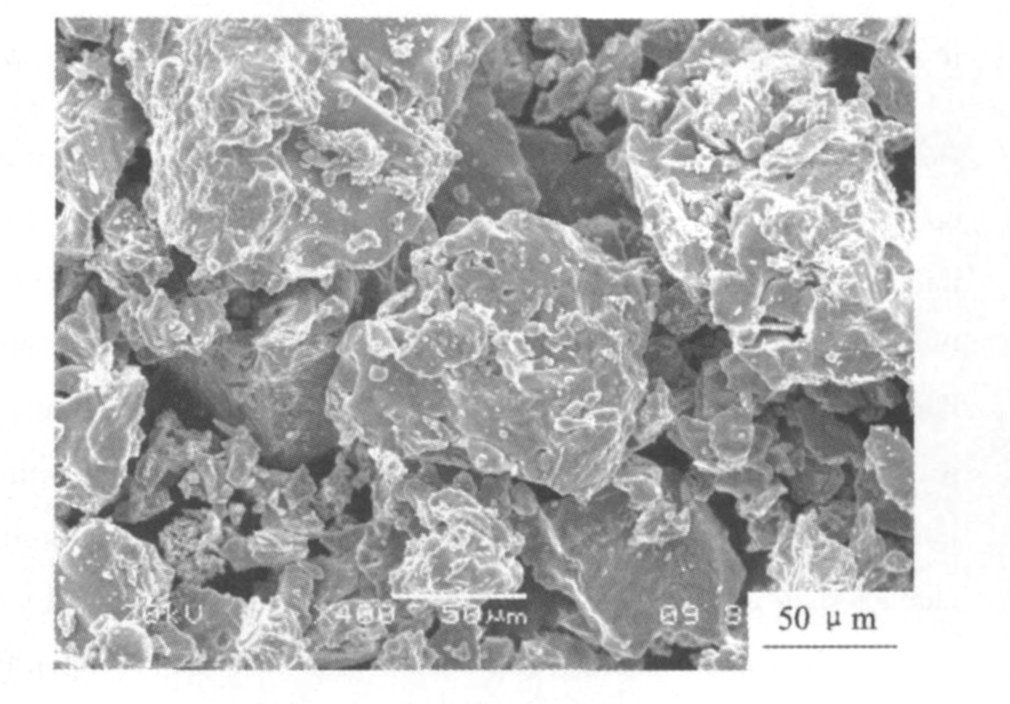
本实验采用的普通的A3钢为基体, 尺寸为150 mm×100 mm×4 mm, 基体经除油后采用24# 棕刚玉进行喷砂粗化处理, 以待喷涂。 试验钛粉末是由陕西凤翔粉钛厂制备的高纯钛粉, 尺寸为300~400目, 钛的纯度为99.0%以上。 钛粉末颗粒的制备工艺氢化―破碎―脱氢, 粉末呈尖锐的棱角。 图1为粉末的形貌图。 采用新近开发的低温高速火焰喷涂系统 (主要是通过往燃烧室内注入一定量的去离子水) , 燃烧室出口直径为5 mm, 喷枪为100 K。 喷枪固定在机器人上, 喷枪移动速度为1000 mm・s-1 。 喷涂遍数为30遍。 表1为喷涂工艺参数。 分别采用140, 120, 100和80 mm喷距沉积钛涂层。
采用带EDS的JSM5910扫描电镜以及PhilipsX′PertProx衍射仪对粉末、 喷涂态涂层的组织和相组成进行表征。 采用美国LECO公司的TC600氧氮测定仪对钛粉末以及涂层的含氧量进行测试对比。 用视场法测定涂层的孔隙率, 即用LeiCa金相显微镜进行拍照, 利用其相分析功能对涂层的孔隙
图1 Ti粉末的SEM形貌图
Fig.1 SEM image for Ti powder
表1 钛涂层的主要沉积工艺参数
Table 1 Primary process parameters for deposition of Ti coating
标号
Kerosene -1 )
Oxygen -1 )
Water injection-1 )
Chamber
Spray
# 12
800
12
16×105
140
# 12
800
12
16×105
120
# 12
800
12
16×105
100
# 12
800
12
16×105
80
率进行测定。 采用瑞士Osier公司的SprayWatch-3i对粒子在焰流中的速度和温度进行测试, 以120 s时间内所获得粒子的温度和速度取均值作为该工艺下的粒子特征温度和特征速度。
2 结果与讨论
2.1 涂层的表面形貌
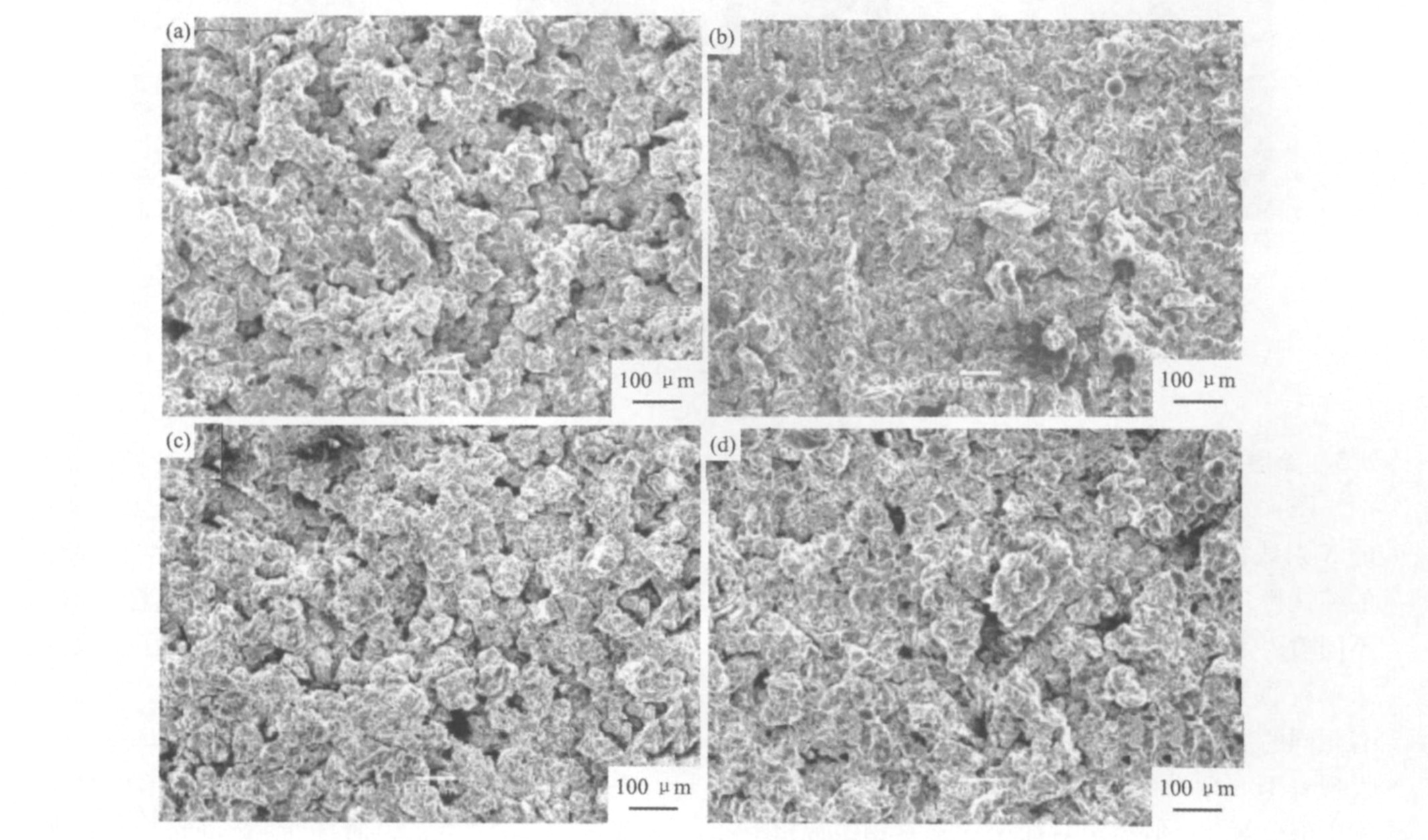
图2为4种喷距下所制备钛涂层的表面形貌。 由图中可知, 涂层表面粗糙度都非常高 (为13 μm) , 可以观察到明显的间隙。 当喷距为80 mm, 从4# 涂层可以发现表面呈“菜花状”, 表明在该喷距下粉末发生了局部熔融, 但是没有完全铺展开。 而随着喷距的增加, 涂层表面粗糙度有所增加, 甚至可以观察到具有尖锐棱角的粒子, 表明粉末没有熔融。 进一步提高喷距到140 mm时, 1# 涂层表面的粒子非常疏松, 呈尖锐棱角, 表明在该喷距下粉末结合很差。 这可能由于粒子在焰流中停留时间长, 加热不连续导致粒子速度降下来, 因此涂层的内聚力较差。 总体而言, 低温高速火焰喷涂Ti涂层过程中, 喷距在一定范围内, 制备的Ti涂层表面粗糙度都很高。
2.2 涂层的剖面形貌
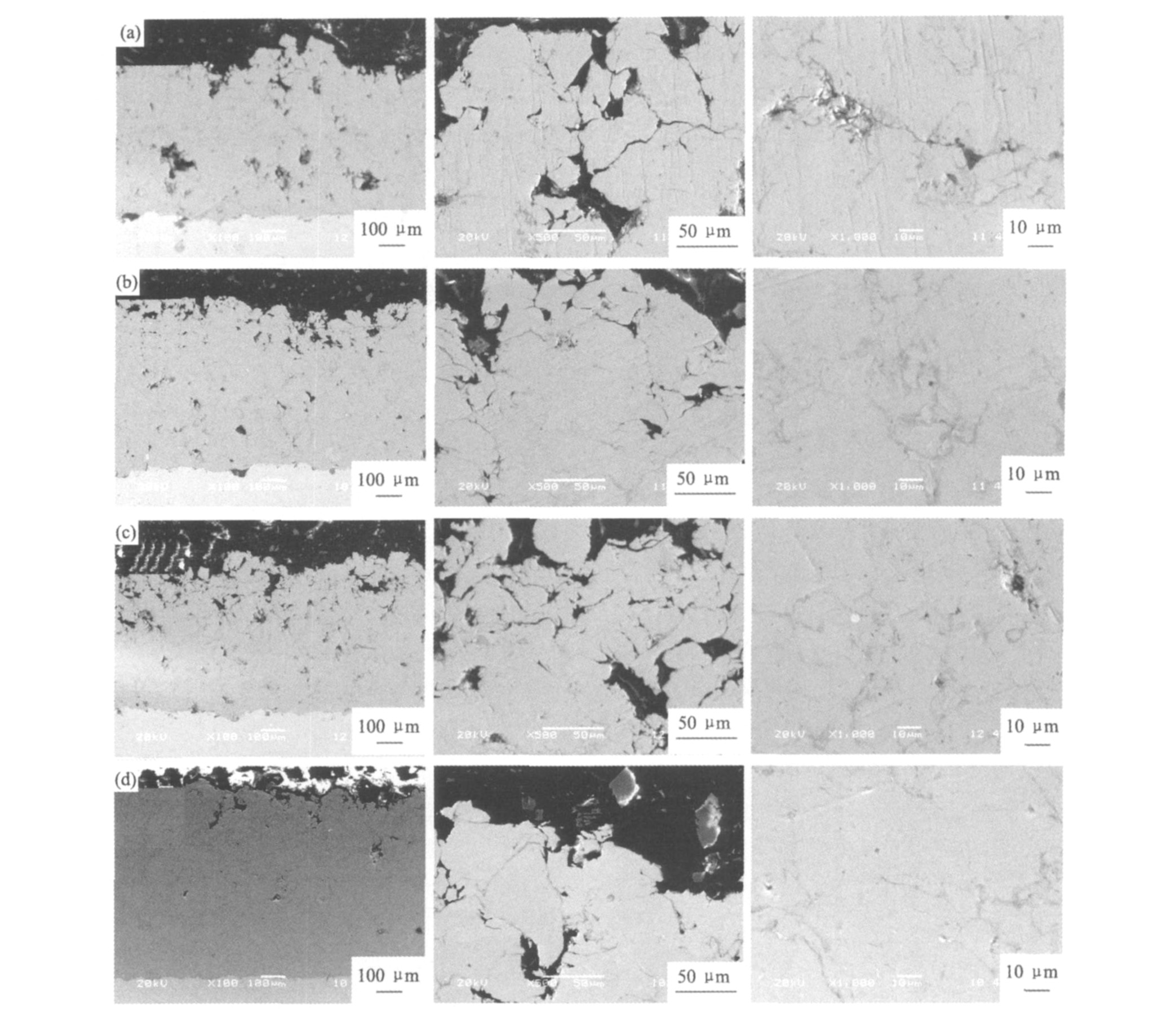
图3为4种喷距下所制备钛涂层低倍下、 近表面和内部涂层的剖面形貌。 四种涂层在相同的遍数厚度均超过500 μm, 但4# 涂层的较厚, 表明4# 涂层的沉积率高于其他3种涂层。 4种涂层均具有相同的特征, 即近表面厚度为100 μm的疏松结构区和内部相对致密区。 在近表面的疏松结构区, 粒子之间结合较差, 还存在大量的裂纹, 这与前面分析涂层表面粗糙度较高和表面存在较大间隙结论一致。 而在涂层的致密区, 可以发现1# 涂层的孔隙率非常高, 特别是存在较多孔径超过数十μm的孔径; 随着喷距的降低, 2# 涂层的致密度明显提高; 而降低喷距到100 mm时 (3# 涂层) , 涂层的致密度略有降低, 但当喷距为80 mm时 (4# 涂层) , 致密区除存在个别较大孔径的孔隙外, 涂层非常致密, 采用视场法测试得到该区域的致密度达到99%。
同时, 在涂层致密区均发现存在灰色界面, 该界面为钛的氧化物。 沿灰色界面区域可以发现与原始粉末粒子结构相似, 表明灰色界面区域是由于钛粉末粒子在焰流中氧化并沉积而形成涂层的。
图2 喷涂态涂层的表面形貌
Fig.2 Surface morphologies for Ti coatings (a) 1# ; (b) 2# ; (c) 3# ; (d) 4#
图3 不同喷距下制备Ti涂层的剖面形貌图
Fig.3 Cross sectional images for as-sprayed Ti coatings with different spraying distances (a) 1# ; (b) 2# ; (c) 3# ; (d) 4#
2.3 涂层的相组成
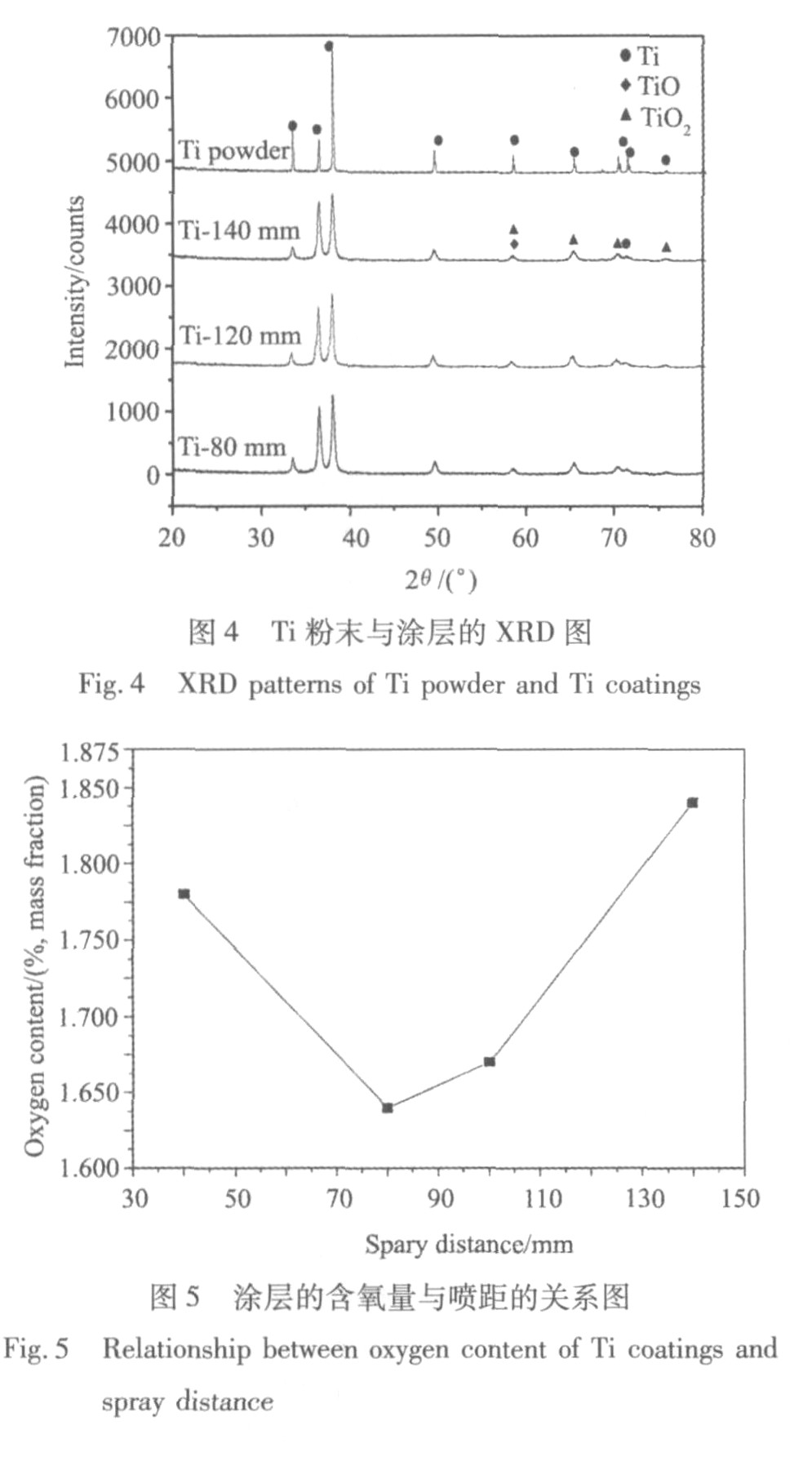
图4为Ti粉末颗粒与不同喷距下制备Ti涂层的X射线衍射谱。 本研究采用的钛粉为99%以上的纯钛粉, 因此粉末的XRD图谱分析为单质钛。 不同喷距下制备钛涂层的主要衍射特征峰与Ti粉末颗粒的基本上保持一致, 表明涂层与粉末均具有相同的主晶相, 但在4种涂层的XRD图谱中还发现有Ti的氧化物的衍射峰, 说明粉末在焰流中发生部分氧化。 但喷距对涂层的基本相组成没有明显的影响。
Ti粉末的衍射峰强比所有Ti涂层的都高, 说明Ti粉颗粒的晶化程度要高于任何一种低温高速火焰喷涂制备的Ti涂层。 这可能因为低温高速火焰喷涂过程中, 粒子主要依靠其较高的动能撞击基体或前面沉积的涂层, 发生强烈的塑性变形沉积在基体上, 而后续粒子对前面已沉积的涂层粒子也有夯实的作用, 会加剧其塑性变形。
2.4 涂层的含氧量
对Ti涂层中含氧量的测试, 是评价Ti涂层质量好坏的一个重要的方面。 Lugscheider等
[11 ]
发现, 在超音速火焰喷涂 (HVOF) 参数中, 喷距在控制涂层的含氧量方面起着非常重要的作用。 涂层的氧含
量与喷距的关系如图5所示。 结果发现, 涂层的氧含量均明显高于初始喷涂粉末的氧含量 (0.56%) , 表明粉末粒子在飞行过程中发生氧化。 从图中可知当喷距为80 mm时, 涂层的含氧量最低, 这表明在此喷距点时, Ti粉粒子具有较高的速度飞行速度, 从而在火焰焰流中停留的时间短。
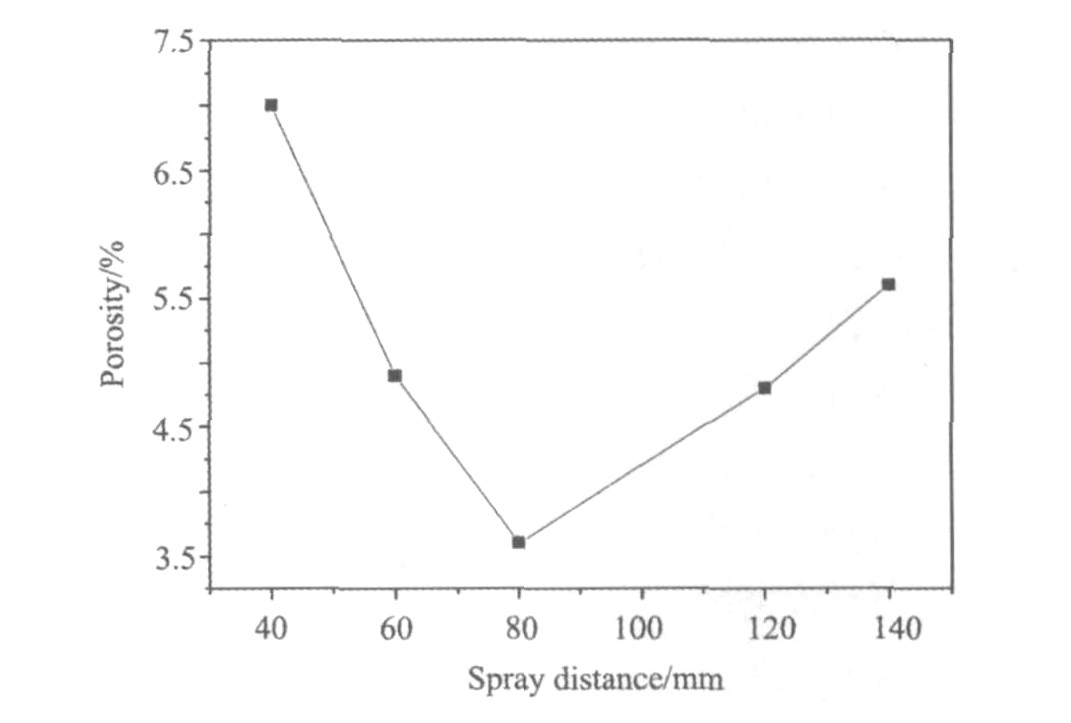
2.5 涂层孔隙率
本文用视场法测定涂层的孔隙率, 即用LEICA金相显微镜进行拍照, 利用其相分析功能对涂层的孔隙率进行测定。 图6为喷距与涂层的孔隙率的关系图。
在热喷涂过程中, 喷涂距离直接影响着喷涂粉末粒子沉积到基体上的速度和温度, 也就是影响涂层的质量。 由于在喷涂过程中粉末粒子的飞行速度是先加速后减速, 粒子的温度也是先升温后
图6 涂层孔隙率与喷距的关系图
Fig.6 Relationship between of porosity of Ti coatings and spray distance
随着离喷嘴的距离增加而降温, 从上图可知, 相比其它喷距点, 喷距为80 mm时, 涂层的孔隙率最低为3.6%。 这是可能和在此喷距下粒子获得的较高的动能, 在轰击基体时冲击动能变为热能, 使颗粒产生充分的变形, 同时后续粒子对前面沉积涂层的夯实作用, 从而获得致密的涂层。
2.6 讨 论
低温高速火焰喷涂所制备涂层的物理和机械性能在很大程度上取决于其显微组织的特点, 而沉积涂层的组织结构、 性能又主要取决于飞行颗粒撞击基板时的物理和化学状态, 如速度、 温度、 熔化程度和氧化程度等
[12 ,13 ,14 ,15 ]
。
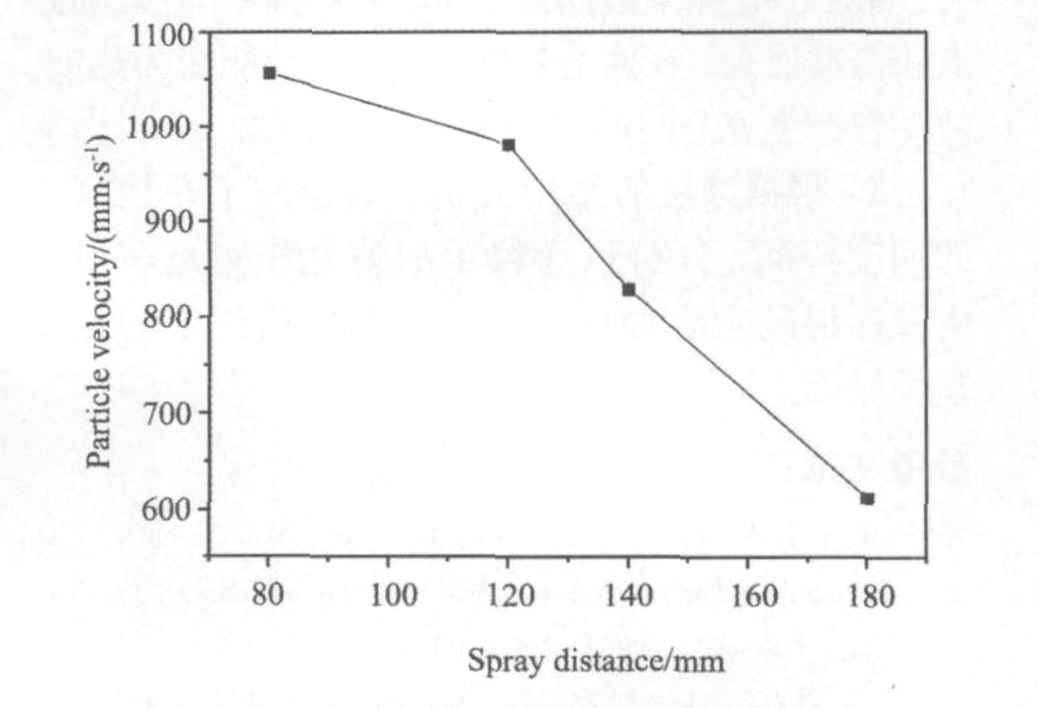
图7为粒子在焰流中速度特征与喷距的关系。 根据涂层表面和近表面剖面形貌分析可知, 粒子的
图7 Ti粉末粒子的速度随喷涂距离变化图
Fig.7 In-flight velocity for Ti particle varying with spray distance
动能和热能共同作用并没有使粉末粒子铺展开, 大部分仍保持尖锐的棱角, 表明粒子在焰流中的温度要低于钛材熔点。 因此获得致密涂层的关键因素是粒子在焰流中的速度, 而不是温度。 近表面涂层结构疏松, 而内部涂层结构致密, 结合涂层表面的结构分析, 说明粒子对前面沉积涂层的喷丸作用是形成致密涂层的关键因素。 粒子速度越快, 则对前面沉积涂层喷丸作用越大。 因此根据图5, 涂层内部致密度最高的为80 mm喷距涂层, 其次为120 mm涂层, 而140 mm涂层的致密度最低, 这和前面涂层显微结构分析的结论一致。 因此, 当喷距为80 mm时, 粒子的速度是最高的, 涂层内部致密区甚至可以达到99%。
3 结 论
1.
4种涂层表面均疏松, 粗糙高; 剖面分析表明4种涂层均包含近表面疏松结构区和内部致密区。 近表面疏松结构区不仅涂层的孔隙高, 孔径大, 而且存在较多裂纹; 除80 mm喷距, 其他3种喷距下涂层的内部致密区仍有较多大孔隙, 80 mm喷距下可以获得涂层内部致密区的致密度达到99%, 但涂层的粒子界面中观察到灰色的氧化物。
2.
涂层的相分析表明, 4种Ti涂层除了以Ti作为主晶相外, 还均发现有Ti的氧化物存在。
3.
对涂层的含氧量测试发现, 当喷距为80 mm时, 涂层含氧量最低为1.64%, 这跟在此喷距点时, 粉末颗粒速度快, 在焰流中停留的时间短相关。
4.
从对涂层的孔隙率测试可知, 喷距为80 mm时, 涂层的孔隙率最低为3.6%。 这与粒子在此喷距点获得动能高, 在撞击基体时, 冲击动能变为热能, 使颗粒产生充分的形变, 得到较致密的涂层。
5.
根据涂层的结构分析, 结合粒子在焰流中的速度特征, 分析认为粒子的喷丸作用是获得致密钛涂层的重要原因, 因此粒子在焰流中的速度是关键因素。
参考文献
[1] Wen Jianhong, Yang Guanjun, Ge Peng, Mao Xiaonan, ZhaoYinghui.The research progress ofβ-titanium alloys[J].Tita-nium Industry Progress, 2008, 25 (1) :33. (汶建宏, 杨冠军, 葛鹏, 毛小南, 赵映辉.β-钛合金的研究进展[J].钛工业进展, 2008, 25 (1) :33.)
[2] Qian Jiuhong.Application and development of new titanium al-loys for aerospace[J].Chinese Journal of Rare Metals, 2000, 24 (3) :218. (钱九红.航空航天用新型钛合金的研究发展及应用[J].稀有金属, 2000, 24 (3) :218.)
[3] Qi Yumin, Cui Chunxiang, Shen Yutian, Luo Haifeng.Bio-medicalβ-titanium alloys[J].Journal of Hebei University ofTechnology, 2003, (6) :7. (戚玉敏, 崔春翔, 申玉田, 罗海峰.生物医用β-钛合金[J].河北工业大学学报, 2003, (6) :7.)
[4] Gao Jing.Overseas titanium material market analysis and fore-cast[J].World Nonferrous Metals, 2001, (5) :44.
[5] Wang Dezheng, Zhou Kesong.The research of Ti-Ni alloy coat-ing process by low pressure plasma spraying[J].Journal ofGuangdong Non-Ferrous Metal, 1991, 1 (1) :39. (王德政, 周克崧.低压等离子喷涂Ti-Ni合金涂层工艺的研究[J].广东有色金属学报, 1991, 1 (1) :39.)
[6] Wang Hongren, Li Wenya, Wang Jun, Wang Qi.Corrosion be-havior of cold sprayed titanium protective coating on 1Cr13 sub-strate in seawater[J].Surface and Coating Technology, 2007, 201:5203.
[7] Zha Bailin, Wang Hangong.The research of Ti coating by S.Asparying[J].Metarial Protect, 2001, 34 (4) :26. (查柏林, 王汉功.超音速电弧喷钛涂层研究[J].材料保护, 2001, 34 (4) :26.)
[8] Xie Yongjie, Niu Erwu, Cao Xiaoming.Development and char-acteristic of HVOF[J].Tianjin Metallurgy, 2004, (2) :32. (解永杰, 牛二武, 曹晓明.超音速火焰喷涂技术的发展与特点[J].天津冶金, 2004, (2) :32.)
[9] Zhan Jun, Zha Bailin.The equipment of KY-HVO/AF[A].The 6th national surface engineering academic conference[C].2008.653. (占军, 查柏林.KY-HVO/AF超音速火焰喷涂[A].第六届全国表面工程学术会议[C].2008.653.)
[10] Zha Bailin.Research on Properties of HVO/AF[D].Xi'an:The Second Artillery Engineering College, 2003. (查柏林.HVO/AF超音速火焰喷涂特性研究[D].西安:第二炮兵工程学院, 2003.)
[11] Lugscheider E, Lugscheider E, Herbst C, Zhao L D.Parameterstudies on high-velocity oxy-fule spraying of MCrAlY coatings[J].Surface and Coating Technology, 1998, 108-109:16.
[12] Li M, Shi D, Christofides P D.Diamond jet hybrid HVOF ther-mal spray:Gas-phase and particle behavior modeling and feed-back control design[J].Industrial&Engineering Chemistry Re-search, 2004, 43 (14) :36.
[13] Li M, Shi D, Christofides P D.Multi-scale modeling and analy-sis of an industrial HVOF thermal spray process[J].ChemicalEngineering Science, 2005, 60:3649.
[14] Li M, Christofides P D.Modeling and analysis of HVOF ther-mal spray process accounting for powder size dist ribution[J].Chem.Eng.Sci., 2003, 58:849.
[15] Li M, Shi D, Christofides P D.Modeling and cont rol of HVOFthermal spray processing of WC-Co coatings[J].Powder Tech-nology, 2005, 156:177.