���±�ţ�1004-0609(2015)02-0392-09
����Ͻ������SiCf/Al���ϲ�������֯������ǿ�ȵ�Ӱ��
��־�棬����ܣ��� �����������������
(�ϲ����մ�ѧ ��Ͻ�ӹ���ѧ�뼼�������ص�ѧ��ʵ���ң��ϲ� 330063)
ժ Ҫ��ѡ�õ���ǿ��Ϊ�����巨�Ʊ�����˿SiC��ά(KD-����)�����������ѹ�������Ʊ��������Ϊ40%������Ͻ�ֱ�ΪZL102��ZL114A��ZL205A�Ͻ������SiCf/Al���ϲ��ϣ�����NaOH��Һ��ȡ��SiC��ά���о�����Ͻ������SiCf/Al���ϲ�������֯������ǿ�ȵ�Ӱ�졣�������������Ͻ������SiCf/Al���ϲ��ϵ�����֯����ѧ������������Ӱ�졣���У�SiCf/ZL102���ϲ�����ά��ɢ���Ⱥ����ܣ�SiCf/ZL114A���ϲ��ϴ�����������ά�žۣ���SiCf/ZL205A���ϲ��ϴ������Ե�ƫ�ۺ���ȱ�ݣ�����ZL102��ZL114A��ZL205A���ϲ��ϵ�ƽ������ǿ�ȷֱ�Ϊ615.7��475.9��385.1 MPa�����ϴ�ͬʱ���ӻ���ZL102��ZL114A��ZL205A�ĸ��ϲ�������ȡ��SiC��ά��ƽ������ǿ�ȷֱ�Ϊԭ˿��50.94%��41.51%��25.09%���ڽ��������У���ά���˺ͷֲ��ǵ��²�ͬ���帴�ϲ�����ѧ���ܲ���Ĺؼ����ء�
�ؼ��ʣ������ѹ��������ȡ��ά��SiC��ά������ǿ��
��ͼ����ţ�TB333 �� �� ���ױ�־�룺A
Effect of matrix alloy on microstructure and tensile strength of continuous SiCf/Al composite
XU Zhi-feng, XU Yan-jie, YU Huan, WANG Zhen-jun, ZHOU Zhen-zhen
(National Defence Key Discipline Laboratory of Light Alloy Processing Science and Technology,
Nanchang Hangkong University, Nanchang 330063, China)
Abstract: The vacuum gas pressure infiltration was performed for the continuous SiCf/Al composite with the volume fraction of 40%, of which the reinforced material was SiC fiber fabricated by precursor method, the matrix alloys were ZL102, ZL114A and ZL205A alloys, SiC fibers were extracted using NaOH solution, both the effects of matrix alloy on the microstructure and tensile strength of continuous SiCf/Al composites were studied. The results show that matrix alloy has a significant effect on the microstructure and mechanical properties of continuous SiCf/Al composites. Fibers of SiCf/ZL102 composite are uniformly dispersed and dense, SiCf/ZL114A composites have small amounts of fiber reunion, but SiCf/ZL205A composites have obvious segregation and microporous defects. Average tensile strengths of the composites with matrix of ZL102, ZL114A and ZL205A are 615.7, 475.9 and 385.1 MPa, respectively, which are quite different. Meanwhile, average tensile strength of SiC fibers extracted from composites with matrix of ZL102, ZL114A and ZL205A are 50.94%, 41.51% and 25.09% of the raw silk, respectively. In the infiltration process, fiber damage and fiber distribution are the key factors leading to differences in composite mechanical properties of the different matrix.
Key words: vacuum gas pressure impregnation; extracted fibers; SiC fiber; tensile strength
�����̼��ά���մ�SiC��ά[1-2]�����и߱�ǿ�ȡ��߱�ģ��������ʴ����ĥ����ŵ��⡣ͬʱ�����������ȶ��Ժã�����Һ�������õĽ��滯ѧ������[3]�����������巢���缫��λ��Ӧ���������巢��
�̶Ƚϵ͵Ľ��淴Ӧ[4]�����ԡ������ԣ�����̼������ά��ǿ�������ϲ���(SiCf/Al)�����Cf/Al���ϲ��ϣ����и��ߵ�ǿ�ȡ����õĿ���ʴ���ܵ������ص㣬�ں���ɻ����������ǡ��ռ�վ�����������������ʾ���˼����Ӧ��DZ��[5-7]��������Ŀǰ����������к��շ���������������������رȷ��������о��������ʸ�ǿ������SiCf/Al���ϲ�������˸�Ϊ��ȷ����������
��Ŀǰ���еĸ�������ά�����У��ձ���ΪSiC��ά��������ʪ�Ա�������ά(��̼��ά��Al2O3��ά��Si3N4��ά)Ҫ�ã�SiC��ά��1000 �����ϲ�����������Ӧ�����淴Ӧ�Ƚ������ơ�������ˣ�����SiCf/Al���ϲ����ڲ�ͬ���������µ����ܲ����������������ڽ��淴Ӧ�IJ���������Ŀǰϸ��˿SiC��ά����ͨ���л��ۺ���������ת�������Ʊ��ģ���SiC��ά���ι�����������Գ���������������̼[8]�����½�������������Һ̬���Ͻ�����Ӧ�γ�Al4C3���Ӱ����ά�����ϲ��ϵ����ܡ�
�����ѹ�������ڿ�ʵ�ָ��ϲ��ϵ��Ʊ������һ�廯�����ӹ����Ľ��ճ��Ͷ����ܹ�ע����һ����Ϊ[9]�ڽ����Ʊ�SiCf/Al���ϲ��ϵĹ����У���������µ�Һ̬���Ͻ�700 ��ʱ����ʪ����110��~135��֮�䡣Ŀǰ��������ʪ�ǵ�;��[10]�����ѹ�����¶ȣ���ά�ı�����Լ�Ϳ�㴦�����ı价�����գ���������(�糬����)������Ͻ����У�ѡ�����к��ʵ����Ͻ�(�����ܽ�����Һ����ǰ�˱������Լ���������ǿ��֮������ܵ�Ԫ�أ���Mg��Si��Ti��Cu��)�����������ѹ���������Գɹ��Ʊ�������������SiCf/Al���ϲ��ϡ�
��������[9]�������Ͻ���700~900 ��ʱ��������Ĥ��Al/SiCϵ��ʪ�dzʴ�۽ǵ���Ҫԭ����900~1000 ��ʱ����ʪ�ǿ��ټ�С����������Ĥ�����Ѻ���ʧ����ʢ����[11]����˿SiCf/Al���ϲ��ϵĽ����������������о����о���Ϊ���ϲ�����(550 ��,1 h)���ȱ�¶������û�з������淴Ӧ����(650 ��, 1 h)���ȱ�¶�����¸��ϲ����к��100~200 nm�Ľ��淴Ӧ���Ҿ������õĽ��滯ѧ�����ԡ�YASUTOMI��[12]���ȴ���֮���SiC/Al���ϲ��Ͻ����ϼ���Al4C3��Ӧ��������ڽ����������Ļ��Ϊ190 kJ/mol���ﳬ��[13]ͨ������Ԫģ���о�����SiCf/Al���ϲ��Ͻ���û�дﵽ����Ľ��ǿ�ȣ���������SiC��ά�����žۺͶ��ѣ���ˣ�ʵ��ֵ��ģ��ֵ����һ����ƫ����⣬���й���SiC��ά���ϲ��ϸ�����������[14]�����ϲ���������չ[15]�����ϲ����ڲ�����Ӧ�����о�[16]�ȡ������ԣ�Ŀǰ��������SiCf/Al���ϲ��ϵ��о����棬���õ���ǿ��SiC��ά������CVD���Ʊ��Ĵ�˿��ά����KUN��[17]����Al-10%SiΪ���壬�Ʊ����������Ϊ50%�Ĵ�˿SCS-6/Al���ϲ��ϣ�������ǿ�ȴﵽ��1.6~1.7 GPa��������ϸ˿����SiCf/Al���ϲ��ϵ��о������б���������ڴ�˿��ά����˿��ά���ڱ�֯�����Ʊ����ӹ�����
Ϊ�ˣ���������ѡ��������ת�����Ʊ�����˿SiC��ά��Ϊ��ǿ����ϣ�ѡ��Al-Si��Al-Cuϵ�Ͻ���Ϊ����Ͻ𣬲��������ѹ�������Ʊ�����SiCf/Al���ϲ��ϣ�ͨ����NaOH��Һ��ȡ�����ϲ����е�SiC��ά���о���ͬ����Ͻ��SiC��ά���˳̶��Լ���ͬ����Ͻ������SiCf/Al���ϲ�������֯������ǿ�ȵ�Ӱ�죬����ʾ�����û��ơ�
1 ʵ��
1.1 ʵ�����
ʵ��ѡ�ù����Ƽ���ѧͨ�����������Ƶ�KD-��������̼������ά(1.2 K)��Ϊ��ǿ����ϣ������ܲ������1���У�ѡ�õ����Ͻ�ֱ�ΪZL102��ZL114A��ZL205A������ҪԪ�سɷֺ������2���С�
��1 KD-��̼������ά������ָ��
Table 1 Property index of KD-�� SiC fiber

��2 ���Ͻ�Ļ�ѧ�ɷ�
Table2 Chemical composition of aluminum (mass fraction, %)

1.2 ʵ�鷽��
���õ����Ų���ʽ�Ʊ��������Ϊ40%��SiC��άԤ���壬���������ѹ�������Ʊ�����SiCf/Al���ϲ��ϣ��ڴ�������������н����Ͻ�������730 ���Һ̬����άԤ���¶�Ϊ450 �棬��������ʹ�õ������г�����ѹ��ѹ��Ϊ7 MPa����ѹʱ��Ϊ3 min�������ѹ������ԭ����ͼ1��ʾ��

ͼ1 �����ѹ����װ����ģ��ʾ��ͼ
Fig. 1 Schematic diagram of vacuum pressure infiltration equipment and molds
1.3 ���ܲ���
���Ʊ��õ�����SiCf/Al���ϲ��ϼӹ����������������������ߴ���ͼ2��ʾ�������¶���Һ���еĻ������Ͻ�ӹ��ɱ��������������õ����������������Instron5568�����������ܲ��ԡ�������������Ϊ10%��NaOH��Һ��ȡ���ϲ����е�SiC��ά������������Instron5543�͵�����������������SiC��ά��˿����������ԡ����ϲ�����������ĥ����е�⣬���ý��������۲�����������֯������Quanta200��ɨ���������(SEM)����ȡ��SiC��ά���б�����ò�۲졣

ͼ2 SiCf/Al���ϲ�����������ʾ��ͼ
Fig. 2 Schematic diagram of tensile specimens of SiCf/Al composites
2 ��������
2.1 ��άԤ���¶ȶ�SiC��ά������ò����ѧ���ܵ�Ӱ��
������25 ���Ԥ���¶�450 ���£�SiC��ά��˿�������غɹ�ϵ������ͼ3��ʾ����������������Ϊ11�����������غ�����ʵ��ѡȡ450 ���Ԥ���¶ȶ�SiC��ά�����غ�Ӱ����С������ͳ����ʾ�����غ�ֻ�������µ�ԭ˿�غ��½�3.5%���ҡ�
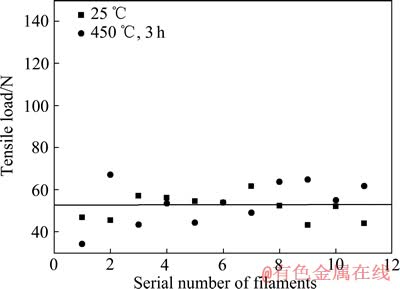
ͼ3 ��25 ���450 ����SiC��˿�������غ�
Fig. 3 Tensile loads of SiC silk at 25 �� and 450 ��
���⣬�����º�450 ��Ԥ�ȴ������SiC��ά������ò��ͼ4��ʾ��������SiC��ά�������һЩƬ״���ϸС���������450 ��Ԥ�ȴ�������ά������ֻ�������Ŀ������ţ���Ӧ���������������Ʊ���SiC��ά������ڱ������Ƚ�̼Ϳ�����Ⱥ�ֽ����¡�
2.2 ����Ͻ������֯������ǿ��
�����ѹ�����Ʊ��ĸ��ϲ��������Ͻ����̬��֯��ͼ5��ʾ��ͼ5(a)�е�ZL102�Ͻ���̬��֯�д��ڴ�������״�������༰��(Al)�����壻ͼ5(b)�е�ZL114A�Ͻ���̬��֯��Ҫ�ɦ�(Al)�����塢Ƭ״�Ĺ���Si�Լ�����״Mg2Si����ɣ�ͼ5(c)�е�ZL205A�Ͻ���̬��֯������Ϊ��(Al)�����壬���紦�а�ɫ��״������֯CuAl2����ڡ�

ͼ4 ��25 ���450 ����Ԥ�ȴ�������ά�ı�����ò
Fig. 4 Surface morphologies of SiC fiber at 25 ��(a) and 450 ��(b)
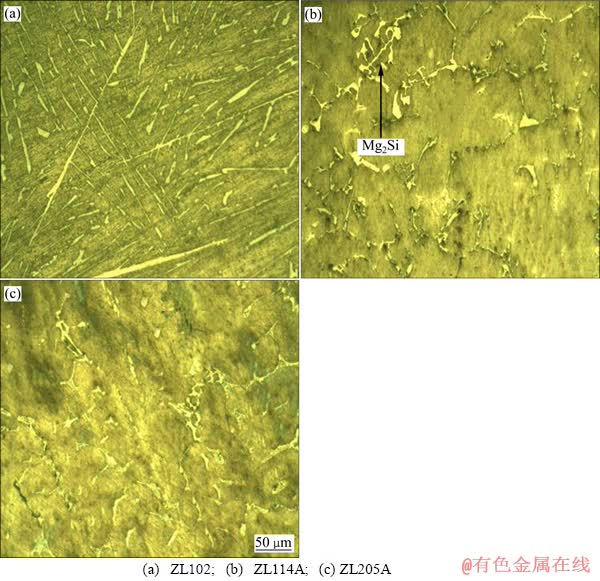
ͼ5 ���������ѹ�������Ʊ������Ͻ�����֯
Fig. 5 Microstructures of aluminum alloys prepared by vacuum gas pressure infiltration
���Ͻ�������730 ���³��ͣ���¯��ȴ�����º��Ƶõģ�������ǿ����ͼ6��ʾ��ZL102�ǵ��͵Ķ�Ԫ��������Ͻ�����̬��ƽ������ǿ��Ϊ91.4 MPa�����ںϽ��к��д�����Si��ZL102�Ͻ�������Էdz��ã��������γ����ȱ�ݣ���ѧ���ܲ��ߣ�ZL114A�Ͻ������ǹ�������Ͻ��Al-Si-Mgϵ������̬��ƽ������ǿ��Ϊ135.9 MPa����ͼ5(b)�п��Կ������Ե�ǿ����Mg2Si��Ҳ�������õ��������ܣ��еȵ���ѧ���ܺ����õĿ���ʴ���ܣ���ǿZL205A�Ͻ�����̬��ƽ������ǿ�Ƚ�Ϊ149.9 MPa�����ѡ����������Լ�Cuƫ����ʹ��ǿ�Ȳ��ߡ�
���ո��ϲ��ϵ�ǿ�Ȼ�Ϸ�����
 (1)
(1)
ʽ�У� Ϊ���ϲ�����������ǿ�ȣ�
Ϊ���ϲ�����������ǿ�ȣ� Ϊ��˿SiC����ǿ�ȣ�
Ϊ��˿SiC����ǿ�ȣ� Ϊ���Ͻ�����ǿ�ȣ�
Ϊ���Ͻ�����ǿ�ȣ� Ϊ���ϲ�������ά�����������
Ϊ���ϲ�������ά�����������
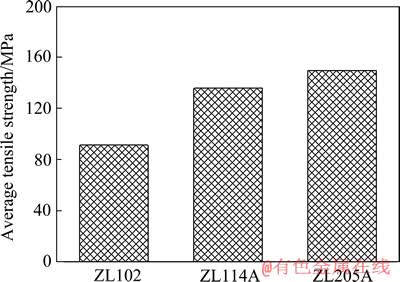
ͼ6 ���������ѹ�������Ʊ������Ͻ�ƽ������ǿ��
Fig. 6 Average tensile strengths of aluminum alloy prepared by vacuum gas pressure infiltration
���������ѹ�����Ʊ���SiC��ά�������Ϊ40%������SiCf/Al���ϲ��ϵ���������ǿ��ӦΪ961~997 MPa��
2.3 ����Ͻ������SiCf/Al���ϲ�������֯��Ӱ��
���ϲ�������ά�ֲ���ͼ7��ʾ��ͼ7(a)��(b)��ʾΪSiCf/ZL102���ϲ��ϣ���ά�ֲ����ȣ�û�����Ե���ά�ž�����ͼ7(c)��(d)��ʾΪSiCf/ZL114A���ϲ��ϣ����Թ۲쵽��ά�ֲ��Ͼ��ȣ�����ά����С�����ھֲ���������ά�žۣ�ͼ7(e)��ʾΪSiCf/ZL205A���ϲ��ϣ���ά�ֲ����ȣ�������ά����С�����ھֲ�δ��ȫ�����������Լ������ף���ͼ7(f)��ʾ��
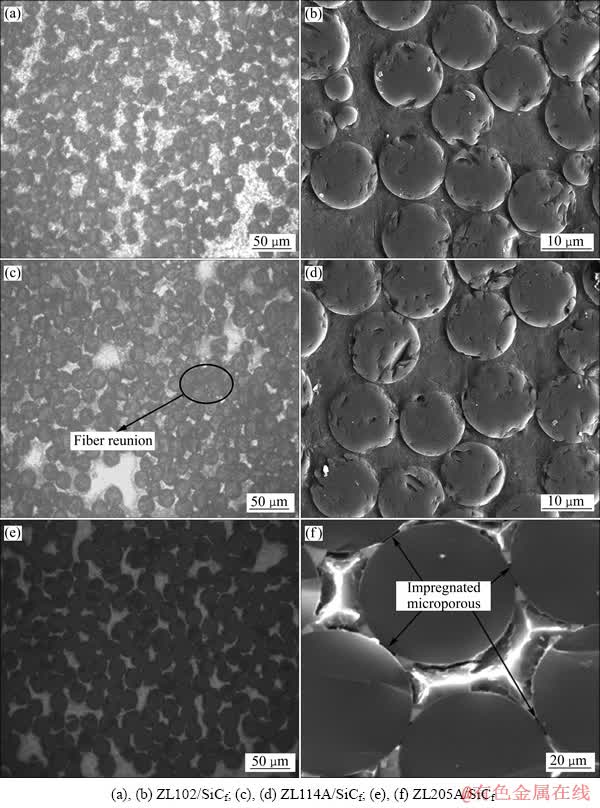
ͼ7 ����SiCf/Al���ϲ��ϵ�����֯
Fig. 7 Microstructures of continuous SiCf/Al composites
ZL205A�Ͻ�Ľᾧ�¶ȷ�ΧΪ544~633 �棬���ں�״���̣�ZL205A�Ͻ���������ܽϲ�Ͻ������Բ��ã���Һ�ڳ������������ϴ�ʹ�ýᾧǰԵ����Һ�Ƚϴ��¶Ƚ���ʹ��ǰ����Һ���Լ������Ͻ����������ǣ����ײ�����ά��ƫ�ۡ�ZL102�Ͻ�Ľᾧ�¶ȷ�ΧΪ577~600 �棬����խ�ᾧ��Χ��ZL102�Ͻ�������õ����������ԣ�����������������С��11%����(��������)��Si�ٽ�����Һ����ά����ʪ��ʹ����ά��������Һ�и߶ȷ�ɢ��ZL114A�Ͻ�Ľᾧ�¶ȷ�ΧΪ557~613 �棬����Ч��������������֮�䡣
���ϲ��ϵĽ�����������Һ������Ѹ�����ϴ��϶��Ȼ���ٻ�������С��϶�������ڸ�ѹ�¼�����ϸС��϶�����ڱ�ʵ����õ������е���άԤ���壬����˿֮��û��Լ������ͬ���Ͻ��ڽ���ѹ���Ŀ��������Ʊ������У����ڽ��������IJ��죬�����ϸС��϶ʱ�������ٶ��������Ͻ�������䵽���϶�ĺϽ�������ѹ�����¼�ѹС��϶�Ŀռ䣬�Ӷ�������ά�ֲ��IJ����δ������ȱ�ݲ�����
2.4 ����Ͻ������SiCf/Al���ϲ�������ǿ�ȵ� Ӱ��
���ϲ�������������ͼ8��ʾ������ѡȡ3����������������ǿ�ȣ�����ƽ��ֵ��SiCf/ZL102���ϲ��ϵ�ƽ������ǿ��Ϊ615.7 MPa��SiCf/ZL114A���ϲ��ϵ�ƽ������ǿ��Ϊ475.9 MPa����SiCf/ZL205A���ϲ��ϵ�ƽ������ǿ�����Ϊ385.1 MPa�����ϲ��ϵ���ѧ��������ڻ������Ͻ𣬶���ͬ�̶ȵ������1.5~6.5����SiCf/ZL205A������ǿ�Ƚ�ǰ�������߶�Ҫ�ͣ�����Ͻ���SiC��ά֮��Ľ��淴ӦҲ�Ǿ������ϲ���ǿ�ȵĹؼ����ء�
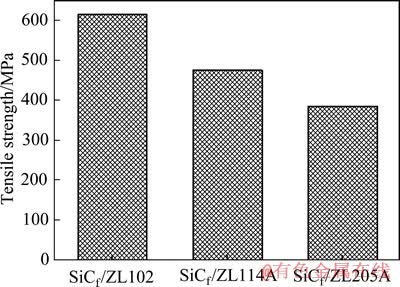
ͼ8 ����SiCf/Al���ϲ��ϵ�����ǿ��
Fig. 8 Tensile strength of continuous SiCf/Al composites
ͼ9��ʾΪ����SiCf/Al���ϲ��ϵ�SEM���Լ���ɨ���������ͼ9�ɿ��������ϲ����е�Si��Mg��CuԪ�ض�������SiC��ά���棬���ڽ��淴Ӧ���谭���á�����ͼ9(f)�У�ͨ��SiCf/ZL205A���ϲ��ϵ���ɨ���������Կ���CuԪ������ά������ɢ�����ȣ�����ά����û�кܺõ��γ���Ч�ı����㣬��Ա�����ά�����ٽ��淴Ӧ�Dz����ģ���ͼ9(d)�У�SiCf/ZL102���ϲ��ϵ�SiԪ�طֲ����ȣ����˻����д���������Si����SiԪ�ؾ���������ά���棬����ά�����γ���һ����Ч�ı����㣻ͼ9(e)��ʾΪSiCf/ZL114A��MgԪ�طֲ������Կ�����ά�����Mg�����ϸߣ�ͬʱ�γ����Ե���Ȧ��Ҳ����ά���˽Ϻõı������á�

ͼ9 ����SiCf/Al���ϲ��ϵ�SEM���Լ���ɨ�������
Fig. 9 SEM images and corresponding area-scanning electron images of continuous SiCf/Al composites
������ά������Ƚ�̼��Ԥ�ȹ����д��ѷ����Ƚ⣬����ά������Ȼ�������������Ƚ�̼������������Al4C3�Ľ��淴Ӧ������ʾ��
3SiC(s)+4Al(l)��Al4C3(s)+3Si(S) (2)
4Al(l)+3C(s)��Al4C3(s) (3)
�������к���SiԪ��ʱ������һ���̶ȵ�����������Ӧ�ķ���������ZL102���д�����Si�����Խ��淴Ӧ�̶Ƚϵͣ��临�ϲ��ϵ�����ǿ�Ƚϸߣ���ZL114A��SiԪ����Խ��٣�ͬʱ��MgԪ�غ�������1%�����ƽ��淴Ӧ���������������ԣ�SiCf/ZL114A���ϲ�������ǿ�Ƚ�SiCf/ZL102����ǿ�ȵ͡�
ʵ�������������Ϊ10%��NaOH��Һ��ȡ���ϲ����е�SiC��ά��ͬʱΪ�˱��ڸ���ֱ�۵ıȽϣ�����NaOH��Һ��ʵ�������Ӱ�죬������450 ��Ԥ�Ⱥ���ά����ͬ�ļ���������Ҳ����ͬʱ��Ľ��ݣ���ʵ������ͼ10��ʾ�����ݺ��δ������ά����ǿ�����н��ͣ�����Ҫ����Ϊ��ά��ˮ����Һ�н���ʱ�䳤����ά��ɢ���¡�Ȼ������ȡ���ϲ����е���ά����ǿ�ȶ��кܴ�̶ȵĽ��ͣ�ZL102���帴�ϲ����е�SiC��ά����ǿ��Ϊԭ˿����ǿ�ȵ�50.94%����ȡ�����ά��ͼ11(a)��ʾ������ά����⻬��û�����Ե����˵㣻ZL114A����ĸ��ϲ����е�SiC��ά����ǿ��Ϊԭ˿����ǿ�ȵ�41.51%����ȡ�����ά��ͼ11(b)��ʾ���������ò�ֲڡ�����ƽ�����ڴ��Ŀ�״�P��״����ϲ�������ʱ�������Ӧ�����У�ZL205A����ĸ��ϲ����е�SiC��ά����ǿ�Ƚ�Ϊԭ˿����ǿ�ȵ�25.09%����ȡ�����ά��ͼ11(c)��ʾ������ά����ֲ�����ƽ�����������Ŀ�״�P��״�
����Ӹ��ϲ�������ȡ�����ά������ò�ı仯��Ӧ���ǽ��������л���Ͻ�����ά֮��Ľ��淴Ӧ������ġ�������������������ά�����κˣ���ά���氼��ƽ���ǽ��淴Ӧ������ȡ��������γɵģ�����Խ�ֲڣ����淴Ӧ��Խ�࣬��ˣ����淴ӦԽ���أ������ά������Խ������
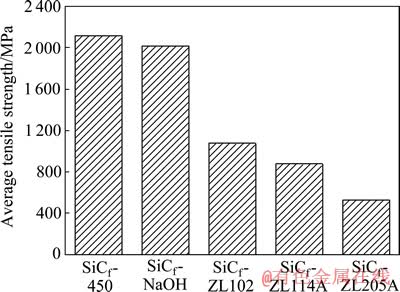
ͼ10 ��ͬ״̬�µ�SiC��ά��ƽ������ǿ��
Fig. 10 Average tensile strengths of SiC fibers in different states
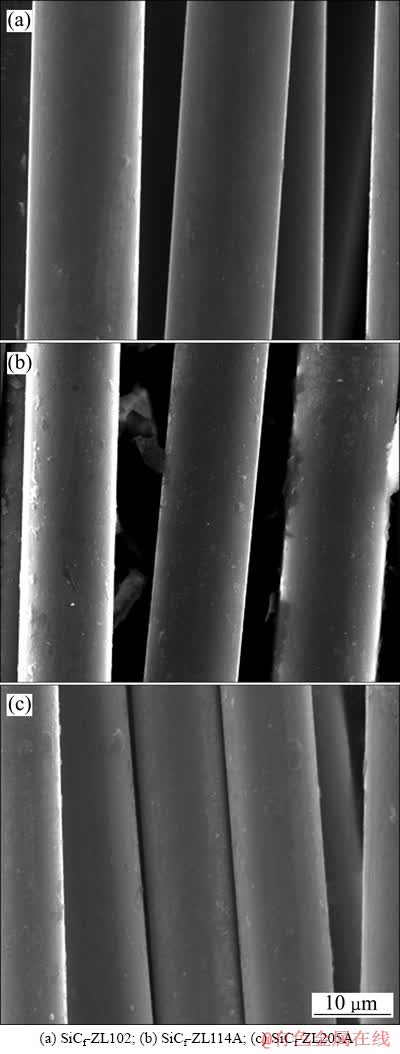
ͼ11 ��ͬ״̬��SiC��ά�ı�����ò
Fig. 11 Surface morphologies of SiC fibers in different states
����SiCf/Al���ϲ��ϵ�����ǿ�����������Ϊ����ֱ�ӵ���ϵ����ͼ12��ʾ����ͼ12(c)�п��Կ���������SiCf/ZL205A���ϲ��϶Ͽ���ƽ����������ά���������Ʋ����غ���������û�������غɵ����ã������ڴ������Ƶ�ͬʱ��������ά��SiCf/ZL114A���ϲ��϶Ͽ���ò��ͼ12(b)��ʾ����β�̶ȼӾ磬�����������Ͻ����˴����غɵ����ã���Ҫ�����غɵIJ�����̼������ά��SiCf/ZL102���ϲ��϶Ͽ���ò��ͼ12(a)��ʾ���������Ե���ά�������γ���ά���̲�һ����Ͽڲβ��̶����ԡ�����̼������ά��������Ͻ�Ľ���������Խ��������ֽ����Ľ��������Dz������ϲ��϶Ͽڴ���ά��������Ĺؼ����أ����淴Ӧ��������ѵ�Ӱ������淴Ӧ������ǿ�ȵ�Ӱ�������һ�µġ�

ͼ12 ��ͬSiCf/Al���ϲ�������Ͽ�SEM��
Fig. 12 SEM images of tensile fracture morphologies of different SiCf/Al composites
3 ����
1) �����µ�SiC��ά���渽����Ƭ״�PϸС����������������ڵı����Ƚ�̼Ϳ�㣻��ά��450 ��Ԥ�ȴ�����SiC��ά���渽�������Լ��٣�����ǿ�Ƚ�ԭ˿������ǿ��Ҳ���½���3.5%����άԤ�ȶ�SiC��ά���˺�С��
2) �ڲ�ͬ����Ͻ������SiCf/Al���ϲ����У�SiC��ά��ZL102�����еķֲ����ȣ�ZL114A���ϲ��ϴ�����������ά�žۣ�ZL205A�������Ե�ƫ�ۺͽ����ף�ZL205A�������Խϲʹ�ý���ʱ��������������ɽ�����ȱ�ݡ�
3) ����Ͻ������SiCf/Al���ϲ��ϵ�����ǿ�������Ե�Ӱ�죬���������ѹ�������Ʊ���ZL102��ZL114A��ZL205A���Ͻ�ƽ������ǿ�ȷֱ�Ϊ91.4��135.9��149.9 MPa������ZL102��ZL114A��ZL205A���ϲ��ϵ�ƽ������ǿ����ֱ�Ϊ615.7��475.9��385.1 MPa�����ӻ���ZL102��ZL114A��ZL205A�ĸ��ϲ�������ȡ��SiC��ά��ƽ������ǿ�ȷֱ�Ϊԭ˿����ǿ�ȵ�50.94%��41.51%��25.09%�����У���ͬ����Ͻ������������ά�����ǵ��²�ͬ���帴�ϲ�����ѧ���ܲ���Ĺؼ�ԭ��֮һ��
REFERENCES
[1] �½���, ��־��, ���ľ�, ���ʻ�, ��Ϊ��. �������Ʊ�SiC��ά�ķ�չ�������о���չ[J]. �߿Ƽ���ά��Ӧ��, 2010, 35(1): 35-42.
CHEN Jian-jun, PENG Zhi-qin, DONG Wen-jun, WANG Cai-hua, TANG Wei-hua. Development and progress of polymer-derived SiC fibers[J]. Hi-Tech Fiber & Application, 2010, 35(1): 35-42.
[2] ������, ½�Ѽ�, ��С��, ������, �����, �Ŵ���. ����SiC��ά�Ʊ�������չ����Ӧ��[J]. �������켼��, 2012, 18: 105-107.
ZHANG Wei-zhong, LU Jia-jia, MA Xiao-min, WU Yong-long, CHEN Xiu-juan, ZHANG Chun-su. Development and application of preparation technology of continuous SiC fiber[J]. Aeronautical Manufacturing Technology, 2012, 18: 105-107.
[3] RAWAL S P. Interface structure in graphite fiber reinforced metal matrix composites[J]. Surf Interface Anal, 2001, 31: 692-700.
[4] ë�ɺ�, ������. ��̼������ά��1-��Ȳ�����в��ۻ������Ʊ���������SiC��ά[J]. ���ϲ���ѧ��, 2007, 24(6): 68-76.
MAO Xian-he, SONG Yong-cai. SiC fiber with a low oxygen content prepared by polycarbosilane fiber cured in 1-hexyne vapor[J]. Acta Materiae Compositae Sinica, 2007, 24(6): 68-76.
[5] DAOUD A. Microstructure and tensile properties of 2014 Al alloy reinforced with continuous carbon fibers manufactured by gas pressure infiltration[J]. Materials Science Engineering A, 2005, 391: 114-120.
[6] RAWAL S P. Interface structure in graphite fiber reinforced metal matrix composites[J]. Surf Interface Anal, 2001, 31(7): 692-700.
[7] ZHANG Yun-he, WU Gao-hui, CHEN Guo-qin, XIU Zi-yang, ZHANG Qiang, WANG Chun-yu. Microstructure and mechanical properties 2D woven Grf/Al composite[J]. Transactions of Nonferrous Metal Materials Society, 2006, 16(S3): s1509-s1512.
[8] �λ���, ��־��, �� ��, �����. ��άԤ���¶ȶ������ѹ��������SiCf/Al���ϲ������ܶȺ���ѧ���ܵ�Ӱ��[J]. �й���ɫ����ѧ��, 2014, 24(9): 2064-2071.
LIAO Huan-wen, XU Zhi-feng, YU Huan, WANG Zhen-jun. Effects of fiber preheating temperature on density and mechanical properties of continuous SiCf/Al composites manufactured by vacuum pressyre infiltration[J]. The Chinese Journal of Nonferrous Metals, 2014, 24(9): 2064-2071.
[9] ������, �����. Al-SiCϵ��ʪ�������������о�[J]. ���Ͽ�ѧ�빤��, 1994, 12(1): 37-41.
MA Xiao-chun, WU Jin-bo. An investigation on wettability and interfacial phenomena of Al-SiC system[J]. Materials Science �� Engineering, 1994, 12(1): 37-41.
[10] ���, �ܳ�ϼ. ͨ������Ͻ��Ʊ��������ݵ�Al2O3p/Al������ǿ�������ϲ���[J]. ����ѧ��, 2002, 38(6): 602-608.
LI Dou-xing, ZHOU Zhao-xia. Al2O3P/Al composites with compatible interface by matrix alloying[J]. Acta Metallurgica Sinica, 2002, 38(6): 602-608.
[11] ��ʢ��, ��, �� ��, �����. ��˿SiC��ά��ǿ�������ϲ��Ͻ���TEM�о�[J]. ���ղ���ѧ��, 2001, 21(2): 39-43.
YANG Sheng-liang, ZHUO Yue, WAN Hong, YANG De-ming. TEM study on the microstructure of continuous SiC fiber reinforced aluminum composites[J]. Journal of Aeronutical Materials, 2001, 21(2): 39-43.
[12] YASUTOMI Y, SAWADA J, KIKUCHI T, NAKAMURA K,MANABE Y, NAGANO K, KURODA H, SUMI T, KUBOKAWA H, NAGAI M, KOGURE H, SAWAI Y, KISHI T. Effects of the SiC/Al interface reaction on fracture behavior of a composite conductor using SiC fiber reinforced aluminum for next generation power equipment[J]. Journal of Materials Science, 1999, 34: 1583-1593.
[13] �� ��, �����, �� �G. ����Ԫģ��SiC��ǿAl�����ϲ��ϵ���ѧ��Ϊ[J]. �й���ɫ����ѧ��, 2012, 22(2): 476-484.
SUN Chao, SHEN Ru-juan, SONG Min. Simulation of mechanical behaviours of SiC reinforced Al matrix composites by finite element method[J]. The Chinese Journal of Nonferrous Metals, 2012, 22(2): 476-484.
[14] YAJIMA S, OKAMURA K, TANAKA J, HAYASE T. High-temperature strengths of aluminium composite reinforced with continuous SiC fibre[J]. Journal of Materials Science, 1981, 16(11): 3033-3038.
[15] PAPAKALIATAKIS G, KARALEKAS D. Computational study of crack growth in SiC/Al composites[J]. Mathematical and Computer Modelling, 2005, 42(7): 799-808.
[16] HO S, LAVERNIA E J. Thermal residual stresses in metal matrix composites: A review[J]. Applied Composite Materials, 1995, 2(1): 1-30.
[17] KUN Y, DOLLHOPF, KOCHENDORFER R. CVD SiC/Al Composites produced by a vacuum suction casting process[J]. Composites Science and Technology, 1993, 46: 1-6.
(�༭ �� ��)
������Ŀ��������Ȼ��ѧ����������Ŀ(51365043)�����տ�ѧ����������Ŀ(2011ZE56007)����Ͻ�ӹ���ѧ�뼼�������ص�ѧ��ʵ���Һͺ��ղ����ȼӹ��������տƼ��ص�ʵ��������������Ŀ(GF201101004)
�ո����ڣ�2014-04-17�������ڣ�2014-10-28
ͨ�����ߣ���־�棬���ڣ��绰/���棺0791-86453167��E-mail: xu_zhf@163.com

