������ʱ��: 2016-06-23 08:33
ϡ�н��� 2017,41(06),620-628 DOI:10.13373/j.cnki.cjrm.xy15121001
�ܻ��Ͻ�������ѺϽ���ĥ����ʴ���ܵ�Ӱ��
�Ƴ��� ֣�� ������ ������ ������ ������
���������Ƽ���ѧұ��ѧԺ
������ҵ��ѧ��ʴ������о���
ժ Ҫ��
����˫��Թ�������������Ti6Al4V�ѺϽ�����Ʊ��ܻ��Ͻ������ǿ����ĥ����ʴ����, �������˽��к����踴���Ը��Ƹ��´����жԻ���ƣ�Ϳ������˵Ĵ����������ܵ�Ӱ�졣����ɨ��������� (SEM) ��X���������� (XRD) ���Թ�ŵ�����ǡ���Ӳ�ȼơ���̬ѹ��Ͷ�̬ѹѹƣ���豸�������������ܻ��Ͻ�����Ľṹ���ɷֲַ���Ӳ�Ⱥͱ�������, ������-��ĥ��������͵绯ѧ����վ�о��˸��Բ�Ի��ĵĸ�ĥ����Ϊ�Ϳ�3.5%NaCl (��������) ˮ��Һ�绯ѧ��ʴ���ܵ�Ӱ�졣�������:���ѺϽ�����Ʊ�����20��m�������Լ5��m��ɢ����ɵ��ܻ��Ͻ�����, ���Ԫ�س��ݶȽ���ֲ�, ����Ӳ�ȴ�HK0.98N718, ���ڻ��ı���Ӳ������˽�һ�����������õļ�Ħ������, ʹ�ѺϽ������ĥ�������28��, ͬʱ��������3.5%NaCl (��������) ˮ��Һ�г������õĶۻ�����, ����ʴ���������ѺϽ���ġ����մ�����0.15 mm Aǿ�� (Almenǿ��) ����������ܻ��Ͻ�������ϱ�������������1/5, ����Ӳ����������, �ұ���Ӳ���ݶȳ��ֳ�һ���̶ȵı仺, ��������ȴ������ǿ, �����账������ʹ���ܻ����������ĥ����������, ��ĥ���ʽ�Ϊ�ѺϽ��1/10, ���������ܻ��Ͻ����㿹�绯ѧ��ʴ�����������ѺϽ���ġ�
�ؼ��ʣ�
˫��Թ�������;�ܻ��Ͻ�;�ѺϽ�;ĥ��;��ʴ;
��ͼ����ţ� TG174.4
����飺�Ƴ��� (1973-) , ��, ����������, ��ʿ, ������, �о�����:���ϸ�ʴ��������漼��;�绰:029-82205124;E-mail:tcbtop@126.com;
�ո����ڣ�2015-12-16
��������ʡ������ר����мƻ���Ŀ (2013JK0916);������Ȼ��ѧ������Ŀ (51171154) ����;
Wear and Corrosion Resistance of Titanium Alloy with Cobalt Based Alloying Layer
Tang Changbin Zheng Chao Ma Amin Liu Daoxin Liu Chensong Yu Shouming
Institute of Metallurgical Engineering, Xi'an University of Architecture and Technology
Corrosion and Protection Research Laboratory, Northwestern Polytechnical University
Abstract��
Cobalt-based alloy layer was prepared on Ti6Al4V alloy substrate using double glow plasma alloying technology in order to improve the wear and corrosive resistance of substrate. Then the coated titanium alloy was treated by shot-peening to improve its thermal damage of fatigue resistance during high temperature processing. The microstructure, constituent distribution, hardness and toughness of the coating were studied by scanning electron microscopy ( SEM) , X-ray diffraction ( XRD) , glow-discharge photo-electron spectroscopy, micro-hardness tester, static indentation tester and dynamic repeating press equipment, respectively. The influence of cobaltbased alloy coating as well as post-treatment on the wear behavior and corrosion resistance of Ti alloy substrate in ambient air and3. 5% NaCl aqueous solution ( mass fraction) was evaluated by ball-on-disk tribometer and electrochemical tests. The results indicated that the cobalt-based alloy layer consisted of deposition layer of 20 ��m and diffusion layer of 5 ��m. Composition elements were distributed along the gradient layer. Surface hardness of alloyed layer was HK0.98N 718. The wear resistance of Ti alloy substrate with Cobased alloying layer increased by 28 times, which was attributed to the improvement of substrate surface hardness nearly by 2 times by the coating and good lubrication and friction reduction properties of the coating. Furthermore, the coated surface showed obvious passivation features and had better corrosion resistance than that of Ti alloy substrate. After shot-peening post-treatment by ceramic balls at intensity of 0. 15 mm A ( Almen intensity) , the thickness of top deposition layer of Co-based alloy coating was thinned by 1/5, surface hardness increased slightly and hardness gradient in alloying layer became slow down to a certain degree, while surface toughness was enhanced obviously. But the shot-peening post-treatment not only led to reduction of surface wear resistance with the wear rate of combined treatment surface being 1/10 of titanium alloy, but also resulted in the weakening of anti-electrochemical corrosion property of alloy layer compared to that of titanium alloy substrate.
Keyword��
double glow plasma alloying; cobalt based alloying; titanium alloy; wear; corrosive;
Received�� 2015-12-16
�ѺϽ�������ܶȵ͡���ǿ�ȸߡ�������ѧ���ܼѡ���ʴ����������ص�, �ʳ�Ϊ����ɻ�����ܡ�������ѹ�����㲿�����ɻ����̼��ȵ���Ҫ���ϡ�Ȼ��, �ѺϽ�Ӳ��С��Ħ��������ճ��ĥ������������������Ը�[1,2,3], �����ص�Ӱ�����ѺϽ��㲿���İ�ȫ�㷺Ӧ��[4,5]��
�����Ƚ����ִ����湤�̼�������ѺϽ����ĥ������ (������ĥ�����ƣ��) ������һ�����á���Ч�ļ���;��[6,7]��һ����ɲ������ѺϽ�����Ʊ�ǿ����Ӳ��Ĥ��, ������ϱ��������ǿ������, ��ʵ�ֿ�ĥ (����ĥ��) ����ƣ�Ϳ����Ĺ�ͬ���[8,9,10];��һ��������������ѺϽ�����Ʊ����нϵ�Ħ�������ļ�Ħ���������, ͨ�����ƽӴ������Ӧ��״̬, ����ǿ���Ħ��ĥ���ܺ͵��������˵�����[11,12,13]����Ӳ��Ĥ��ͨ�����˴��Դ�, ������ϸߵ�Ħ�������Ӷ�ʹ�ý�������Ӧ����[12,14], �ʶ�Ĥ/�����ǿ��Ҫ������;����Ħ�����Ŀǰ�ɹ�ѡ���Ĥϵ����, �Ʊ�����ѡ���� (�����ѡ��ϵ��¶��µĴſؽ�����Ʊ�����) , ���;��Բ�[15]���ܻ��Ͻ��������Խϸߵ�Ӳ�ȡ��ϵ͵�Ħ�������Ӷ������������ĥ, �Լ����õĿ�������������ƣ������, ���ڹ��̲���[16]��Ϳ�����[17]�϶���һ����Ӧ�á���������չ��������ջԹ���������������Ͻ������������˴�ͳ��Ƶ���������ͻ�����Ⱦ����, �����ܹ����ұ��ǿ��ϵı�����Բ�, ���Ժܺõ������ѺϽ��㲿��������ܸ߽Ӵ��غɡ����١�ǿ��ʴ�ĸ��ӷ��۹����������о��ѱ�������Թ���Mo[4], Cr[18], Mo-Cr[19]�ȶ���Ч����ǿ�ѺϽ����ĥ����ʴ���ܡ������[20]���ѷ��ֽ���˫��Թ��������������������TC4�ѺϽ�������Ʊ���������á�����ɷֳ�һ���ݶȷֲ����ܻ��Ͻ��, ��������ֳ����õĸ��¿���������, ������Ħ��ѧ����ʴ������δ����ȫ��ϵͳ���о���ͬʱ, ���Ǹ��µ�����ұ����ͨ��������ѺϽ����ƣ�����ܵĽ���, ��ͨ�������踴���ָܻ����������ƣ�Ϳ���[18], ����������Ƿ����������ĥ�Ϳ�ʴ���ܲ���Ӱ�컹ȱ��������ʵ���������Ͽ���, ���о���̽���ܻ��Ͻ��Բ㼰�侭�����ٴ�������ѺϽ������������е����� (��Ħ��) ĥ��͵绯ѧ��ʴ��Ϊ��Ӱ��, �Ա�Ϊ�ѺϽ�Ⱦ��м�Ħ�������ܳ��ش��غɵ�ʵ��Ӧ���ṩ�µļ���;����
1 ʵ��
1.1 �Թ��������ܻ��Ͻ����踴�ϴ���
�Թ��������û���Ϊ�˻�̬Ti6Al4V�ѺϽ�, �仯ѧ�ɷ�Ϊ:6.1Al, 3.9V, 0.2Fe, 0.10C, ����ΪTi (%, ��������, ��ͬ) , Ӳ��ΪHK0.98N430��������ˮɰֽ��ĥ����е��, ����ֲڶ�Ra��0.1��m, �ñ�ͪ��������ϴ�������ơ�����˫��Թ��������������¯�������������ܻ��Ͻ�Դ������ΪStellite 6 (�Ϻ�˾̫����˾) , �仯ѧ�ɷ� (%, ��������, ��ͬ) Ϊ:28.0Cr, 4.5W, 3.0Fe, 1.0C, ����ΪCo����ֱ��4.8 mm�İ����и�ɳ���ͳһΪ35 mm��С��, ����ר����������ļо���, ���þ��ȷֲ��ĸ���С���˲��Թ⽦���ṩ�Ͻɷ֡��Ʊ��Ĺ��ղ���Ϊ:Դ����ѹ-500~-1000 V, ������ѹ-300~-500 V, ������Դ�����Ϊ10~20 mm, �������¶ȿ����ڵ����ѺϽ�����¶ȵ�830�����ҡ�����ʱ��Ϊ4 h, �����ѹ10~40 Pa��
�����账��ѡ�þ�������ǰ����ѡ�Ĺ���[18], ��Z-300�մ�������Ϊ��������, ƽ������0.32~0.35 mm, ��Ҫ�ɷ�ΪZr O2, Si O2��Al2O3, Ӳ��HV 780���ô������Զ������������Ͻ���, ���蹤����������Ϊ:�������Լ��ľ���Ϊ150mm, ����Ƕȴ���45��, ����ǿ��Ϊ0.15 mm A (Almenǿ��) , �����ʴ���100%��
1.2 �Ͻ�ṹ�������������۷���
����JSM-6390A��ɨ��羵 (SEM) ���б�����ò�ͽ�����֯����;������������ (EDS) ȷ������Ԫ���ز���ķֲ����;����D/max-RB��X���������� (XRD) �����Ͻ�����������;��GDA 750�ͻԹ�ŵ�������� (GDOES) �����Ͻ��е�Ԫ���ز���ֲ�������HV-1000����Ӳ�Ȳ����Dz���������漰Ӳ���ز���ķֲ����, �غ�0.98 N, ����ʱ��20 s, ѡ��Knoop���ʯѹͷ, ����10�����, ��ƽ��������TCY-A��Ϳ��ѹ����ʵ�־�̬����ѹ�����������������, ͨ�����Ƶ�ѹѹƣ�����鷽������������ܶ�̬�غ������µ�����[21]��ѹͷΪ��ά�Ͻ��ʯѹͷ��
��Ħ��ĥ��������HT-1000��Ħ��ĥ��������Ͻ���, �غ�Ϊ5 N��ʵ��ʱ������ת��, ת��Ϊ224 r��min-1, �丱��̶�, ��Ϊ��5 mm��GCr15 (Ӳ��HRC 62) ��, ĥ�۹켣ֱ��Ϊ��10mm��ʵ���¶�Ϊ����, ���ʪ��Ϊ65%��Ħ������ֱ���ɼ�����ɼ��ʹ���������Surfacorder SAE3500�����������Dz�����������ĥ�۵Ľ�����ò�ͱ���ֲڶ�, ��JSM-6390A��ɨ��羵 (SEM) ��ĥ���������з�����
�Ͻ�����绯ѧ��ʴ����ͨ��PAR4000�绯ѧ�ۺϲ���ϵͳ�������ۡ����ô�ͳ�����缫��ϵ, ���ʹ��缫 (SCE) Ϊ�αȵ缫, ���缫Ϊ�����缫����̬�������߲���ѡ�õ�λ���Ʒ�, ��λɨ������Ϊ1 m V��s-1, �Ը�ʴ�����ܶ�ͨ��ϵͳ�Դ���������Tafel������á������迹������Ƶ�ʷ�Χ�趨Ϊ10 k Hz~10 m Hz, �����ź�Ϊ��ֵ��10 m V�Ľ������Ҳ�, ���Ը�ʴ��λ�²��ԡ�Ϊģ����̵ĺ�����ʴѡ��3.5%Na Clˮ��Һ����, �����¶ȿ����� (30��1) �档
2 ���������
2.1 �۽ṹ����������
ͼ1��ʾΪ����˫��Թ�������������Ti6Al4V�Ͻ�����Ʊ����ܻ��Ͻ����㼰�ܻ��Ͻ�����پ����账����ı������۽ṹ����������ӱ�������ò (ͼ1 (a) ) ����, �ܻ��Ͻ�������ֳ���Ϊ���ܵĿ�����״�ѻ���̬, ����Ҫ������Դ���в��ڻԹ⽦�������³������ѺϽ���������, ����ͬ������������Mo[4]�����ֵİ�����̬, ��Ϊ����Ҫ���������ƹ��������ӵĺ������, ������ֲ����ԭ������в�����������¾��иߵĽ�����йء�����ָ��, ����ͨ����ɱ���ֻ������Ӻ��������δ�ڴ����ֳ�����ò����, �����������ܻ��Ͻ���ȴ��ʹ���ѺϽ�ı���ֲڶ�Ra��0.02��m����0.55��m������, �������������������������ò (ͼ1 (b) ) ���ֳ����Ե����մ�����������µı�����ƽ����, ������ֲڶ�Ra�IJ��Խ��ȴ��ӳ���ֲڶ�ֵ���ӵ�0.77��m, �����������оֲ�����״���������ѻ������������ܻ������������������ֲ�����������й�, �ܻ��Ͻ������������̬ (ͼ1 (c) ) ������֤ʵ���������Բ����ȵ���һ����������, ���ܻ��Ͻ������״�ѻ���̬�Ͽ��Կ����������������������ϵ��ܻ��Ͻ������ΪϸС, ����ϸ��ǿ������, �⽫�����ڻ�ø��ߵı���Ӳ��, ����������������������ǿ (ͼ1 (d) ) ����������ɷַ��� (ͼ1 (e) ) �ͽ��� (ͼ1 (c) , δ���л�ѧ��ʴ) �۲�, �ɼ��Թ��������ܻ��Ͻ�����������ij����� (���ԼΪ20��m) ���ڲ�����ɢ�� (���ԼΪ5��m) ���ɡ�����ɢ����, Ĥ��Ԫ�������Ԫ�����ɢ, �γ���Ԫ���ݶȷֲ�, һ���̶����γ�ұ����, ������Ĥ����Ľ��ǿ�ȡ�����, ����Al��CoԪ�ؾ���ṹ��ͬ, ��Ϊ��������, ����Al��CrԪ��ԭ�Ӱ뾶�dz��ӽ�, ����Al, Co��Cr֮�����γ��û�������, �Ӷ�ʹ�Ͻ���е�AlԪ�غ����������ӡ�����, ������ɷַ����ͽ���۲�ĶԱ���, ���Կ���, ����������������������������� (ͼ1 (d) ) ������4��m���� (ռ�ܳ������ȵ�1/5) , �������Ҫ����������и����մ����������������ɳ�ʴ���������������ʧ�йء��������账������������������ǿ���������, �����˵������л��������ѹӦ��, �ı����Ӧ�����ֲ�, �����˱������Ӧ���Ĵ�С��������, �Լ��������������Ժ��������䵼�µ���֯Ӳ����ЧӦ, �Ӷ�������ǿ����Ч��, �ر��DZ������ѹӦ��������������Ա���������һ�������Ӱ�졣���ڱ��о��������õ�ǰ����ѡ������������ܻ��Ͻ����㲻����ɱ���ֲڶ�����, �������������Լ�С, ��˵������ЧӦ��Ӱ��Ҳ���ܽ�����������ܲ���������Ӱ�졣
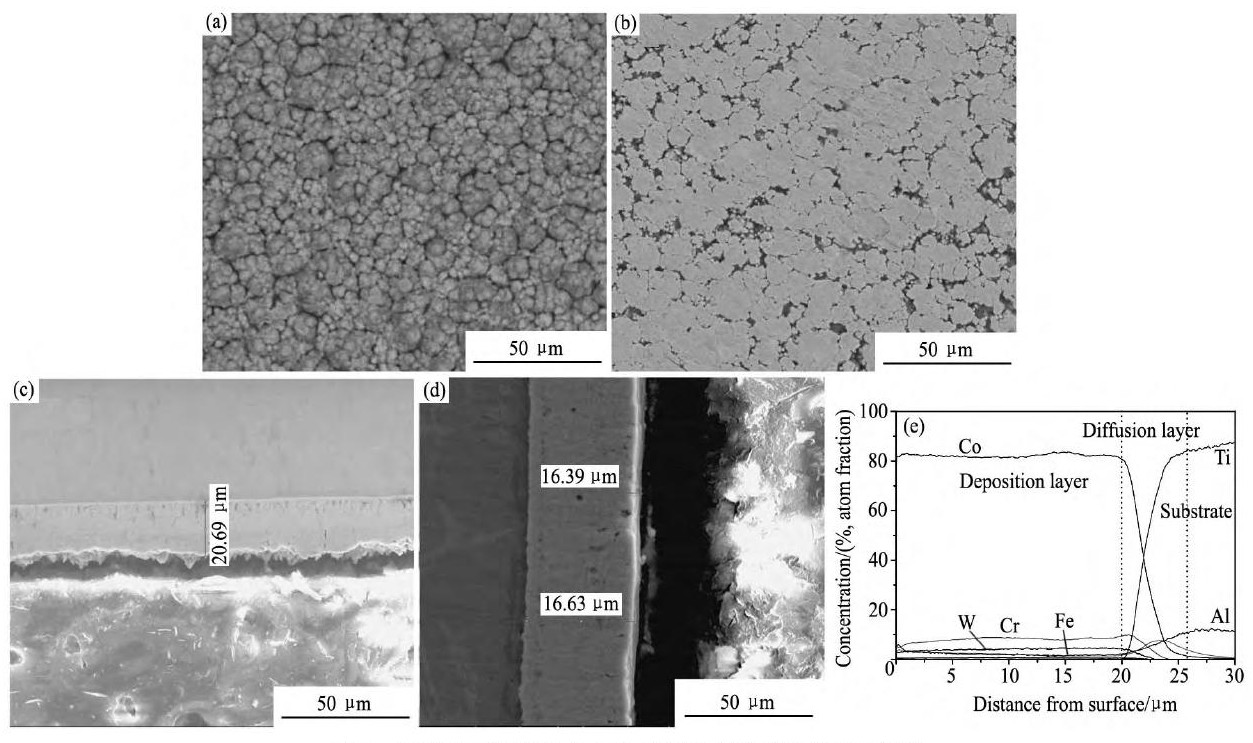
ͼ1 �Թ��������ܻ��Ͻ��侭��������ı���ṹFig.1 Microstructure of glow plasma cobalt based alloying layer and it combined shot-peening treatment
(a) Surface morphology of Co-based alloying layer; (b) Surface morphology of Co-based alloying layer combined with shot-peening post-treatment; (c) Cross-sectional micrography of Co-based alloying layer; (d) Cross-sectional micrography of Co-based alloying layer combined with shot-peening post-treatment; (e) Composition distribution of Co-based alloying layer
ͼ2��ʾΪ�ѺϽ�����ܻ��Ͻ�������ܻ��Ͻ������پ����踴�ϴ�����������XRDͼ�ס���ͼ2�п��Կ���, ����������ҪΪ���������Ħ�-Co�༰��ͬ��̼������ɡ���в����, �в�������е�Cr7C3[22], Co3W9C4̼���ﲢδ������������, ����������Ҫ̼����Ϊ (Cr Fe) C6��Fe5C2��, �ⷴӳ�����ڻԹ����������Ʊ��н���ͬ����̼�������IJ����ʹ�� (Cr Fe) C6��Fe5C2�����γɡ���������ڱ���Ƭ��λ, �вIJ��� (Stellite6�ܻ��Ͻ�вĻ����ṹ��Cr��Co�еĹ��������ɢ�ŵĽ���̼����) �����Co���λ����ڱ���Ƭ��λ����, ������ͽ�ƫ��, ���������Cr��Ԫ����Co���еĹ���ʹ������d�������;������Թ��������Ʊ��ĺϽ�Ĥ��Co���λ�������Ƭ�ܺõ����, ���� (111) �����ϳ������Ե�����ȡ����, ���账��������������������Կ���, ��Դ�������������һ��ϸ��, �ڲ�λ���ܶ�����, ����������������������账������IJ���ѹӦ�����Ǿ��ṹ�Ĺ�ͬӰ�졣
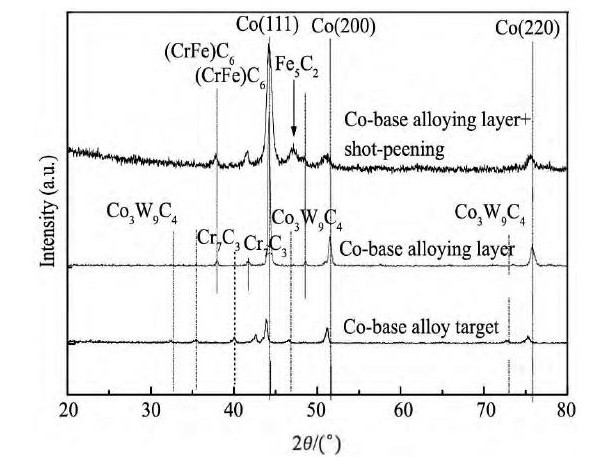
ͼ2 �ܻ��Ͻ�вļ����������ͼ��Fig.2 XRD patterns of Co-based alloy target and alloying layers
�Ա��ѺϽ���ġ��ѺϽ�������ܻ��Ͻ��ͱ������ܻ��Ͻ���پ������账��������������Ӳ��, ����˫�Ե��������ܻ��Ͻ�������ѺϽ������ı���Ӳ�ȴӻ��ĵ�HK 430��ߵ�HK718, ����Ӳ�ȼ�������һ��, ���ܻ��Ͻ������پ�����ǿ�������Ӳ�Ƚ�������ߴ�HK 721����Ӳ�ȵ��ܻ��Ͻ����������������������ǿ��, ��Ҳ������������ɢ�ĸ�Ӳ��̼����Ĺ���, �����Ӳ�ȵ���߽���������ǿ�ѺϽ�ı��濹ĥ������������, ��Ȼ����������ܻ��Ͻ��������Ӳ��ֵ��Ӱ�첻������, ����ͼ3��ʾ���ܻ��Ͻ����㼰�������踴�ϲ����Ӳ�ȱ仯�����Ͽ��������ؿ��������踴�ϴ�������Ӳ�ȷֲ��������Ե�Ӱ��, ��ʹ���ڱ��� (10~50��m�������) ��Ӳ�ȱ���δ��������������Ӳ����������, Ӳ��Ӱ����������, ����Ӳ���ݶȱ�����ƽ��, �⽫���������ӱ����������, Ҳ��ʹ�����ڱ���Ӳ�����Ӷ���߿�ĥ���ܵĹ����й�����ĥ������ǿ��

ͼ3 �ܻ��Ͻ����㼰�������踴�ϵ�Ӳ�ȷֲ�Fig.3Hardness distributions of Co-based alloying layer with or without shot-peening combination
�����ѺϽ��ڻ���ĥ�������, �����ÿһ����ʵ���ڳ��ܷ�����ƣ�ͼ���, ���, ����ƣ���غ������µı���������������չ�ֿ�������ǿ���ѺϽ�Ħ��ѧ���ܵ�Ӱ��Ҳʮ����Ҫ�������ڴ˿����˸��Բ���ѹ���غ��µı������� (ʵ����ָ����������������չ�ֿ�����) , ͼ4��ʾΪ����һ�ξ�̬ѹ����ԺͶ��С����ѹѹƣ�Ͳ��Ժ����ѹ����ò, ���ѿ���, �ܻ��Ͻ������ھ�̬ѹ�������һ��ѹ���ж�ع������Ѿ����������Եķ���״����, ������������Խϲ�, ������������������������ڲ���ѹӦ������������չ������Ч����, ���ϸ�Ӳ�ȱ���ʹ�����������������, �ʸ��ϴ����������ֳ������ı�������;������С�������ѹѹƣ�Ͳ��Ը��Բ��������ʱ, ͬ���ӿ�����ò��ֱ�۵ر����ܻ��Ͻ�����������Բ����ܻ��Ͻ����������踴�������ı������ԡ�
2.2 Ħ��ѧ����
ͼ5 (a) ��ʾΪ�ѺϽ���ġ��ܻ��Ͻ�������ܻ��Ͻ����������踴�ϴ����ı���ֱ���GCr15������ֱ��10 mmԲ�������422 m���ĥ�������ʧ�Ա� (��ĥ�������Ƚ�) ����ͼ5ֱ�۵ط�ӳ���ѺϽ�����ܻ��Ͻ������Ʊ���������ǿ������ĥ����, �ܻ��Ͻ�����ʹ�û����ѺϽ��ĥ�������ʧ���͵�1/29, ��ĥ�������ϱ���Ϊ����ĥ�ۿ������Լ�С, �������Ҳ��С��1/3����;���ܻ��Ͻ������پ������������������Ȼ����Ӳ������, �����������, ����ĥ�����ܷ�������, ����ڶ��ѺϽ��ĥ�������ʧ�ɽ��͵�1/10, ��Ҳ˵���ܻ��Ͻ�������ĥ���ܲ���ͨ����߱���Ӳ�Ⱥ����� (ǿ����) ��ʵ�ֵ�, �����ų���ƣ��ĥ����ơ�����ͼ5 (b) ��ʾ�IJ�ͬ����״̬������Ħ��������ʱ��仯������Ҳ�������ܻ��Ͻ����������͵�Ħ������, ����Ħ����, ���ܻ��Ͻ����㾭���������Ҳ���е��ڻ����ѺϽ��Ħ������, ͬ����ʾ����Ħ������, �����ȶ�ĥ��ε�Ħ���������Ը߹��ܻ��Ͻ������Ħ���������Զ���, ���ȶ���Ħ��������ĥ�������ʧ�Ķ�Ӧ��ϵ�����ֳ���Ħ�������ļ�Ħ���ö�ĥ�����������������á�
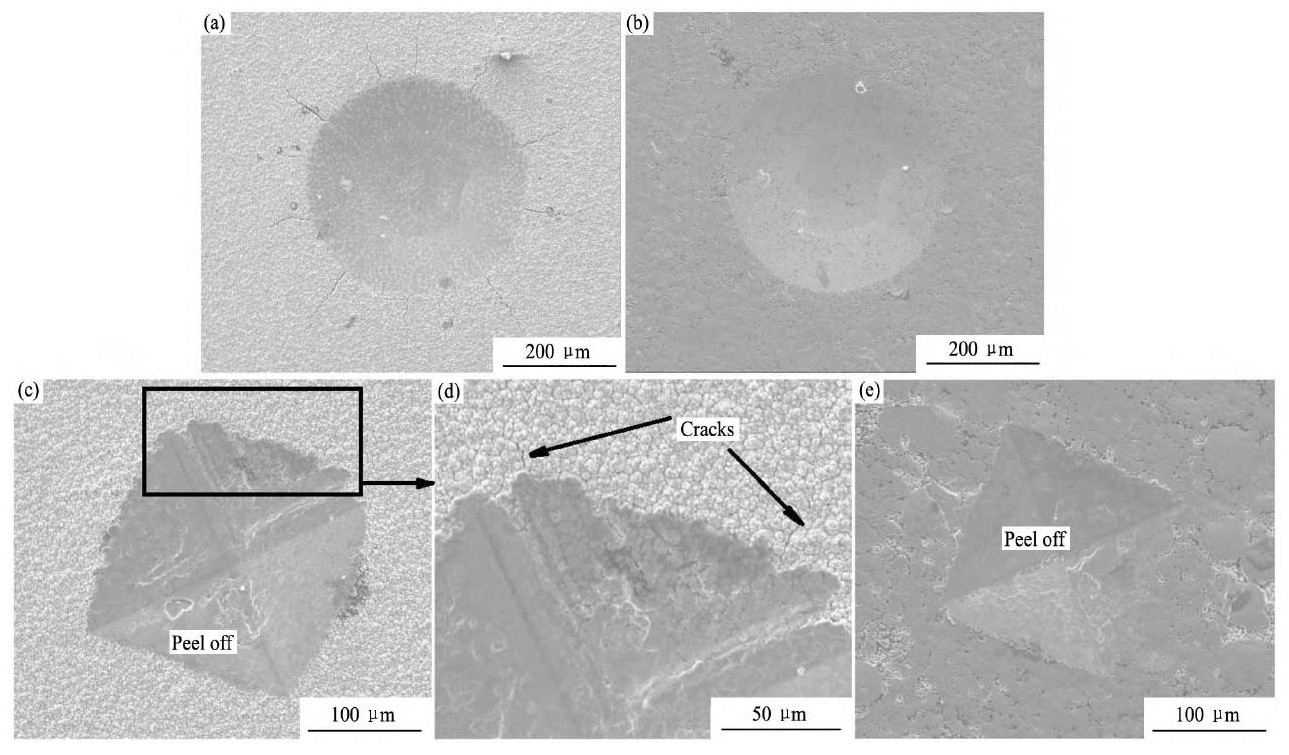
ͼ4 �ܻ��Ͻ�����������Բ�����òFig.4 Toughness determination morphologies of Co-based alloying layers
(a) 500 N indentation of Co-based alloying layer; (b) 500 N indentation of Co-based alloying layer combined with shot-peening; (c) , (d) 40 N, 60000 cycles repeating press of Co-based alloying layer; (e) 40 N, 60000 cycles repeating press of Co-based alloying layer combined with shot-peening
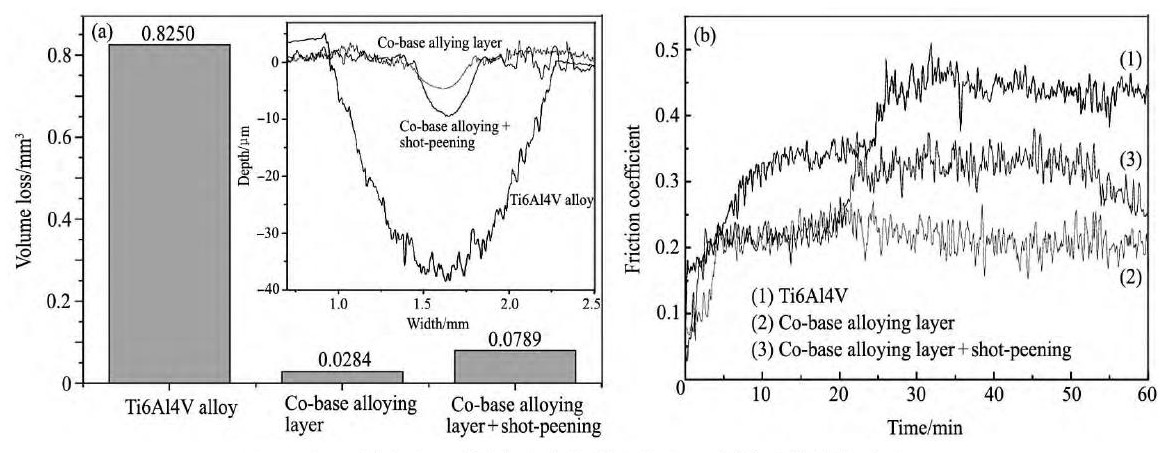
ͼ5 ������Դ������ѺϽ�ĥ�������ʧ��Ħ��������Ӱ��Ա�Fig.5 Effect comparison of surface modified treatments on wear volume loss and friction coefficient
ͼ6��ʾ�IJ�ͬ����״̬���ѺϽ�������ĥ����̬���ӵͱ�����ĥ�ۿ��ȶԱ���, ��������ʾ�����ʻ����ѺϽ� (ͼ6 (a) ) ���������ص�ĥ�� (��������) ��ճ�� (ճ�ſ�) ĥ��;���������ܻ��Ͻ�� (ͼ6 (c) ) ��ĥ�ۿ������Ա�խ, ��Ϊ�ѺϽ��1/4����, ��ĥ�������ų���ĥм���ܻ��Ͻ��������������ԽϾ���ճ��;���ܻ��Ͻ����㾭����������� (ͼ6 (e) ) ��ĥ�ۿ�����δ�������ܻ��Ͻ������൱, ��ĥ�������ų���ĥм�������ճ���������������ܻ��Ͻ�����, �ɼ���������������˱���ֲڶȵ���ֵ, ȴӰ���˱����ճ�����ԡ�������̬�Ͽ�, ͼ6 (b) ��ʾ������ĥ���غ�������Ti6Al4V�Ͻ���������ǿ�����Ա�����̬, ���Ż�������������Ե��繵����, �������ص�ճ�źۼ�, ��Դ���ѺϽ�������������ǿ�ȵ͡���ѧ���Ը�, ����ĥ���������γ�������ĥм, ���Ӳ�ʵ�������˶�, ͬʱ�������ĥ����ֲ�����ճ���亸, ��ת������������, ���ֳ�ճ������, ����, �ѺϽ�����ĥ�������Ӳĥ��ĥ���ճ��ĥ��ͬ����;ͼ6 (d) ��ʾ���ܻ��Ͻ������������ʾ����������ĥ��ĥ���ϸ��ĥмͿĨ��̬, ������ڽϸ�Ӳ�ȵ��ܻ�������ǿ�˱���ij�������, �����������α�����ճ������, �������������ṹ�ܵIJ���ܽϵ�, ���������Ա���ʱҲ�������γ�λ���������κ�, �����ڽϸ��¶ȷ�Χ�ھ������ÿ����Ա�������[23], ������ͼ4��ʾ�������Ʊ��ܻ��Ͻ�������ھ۽��ǿ������ (ѹ������оͷ����˾ֲ���������) , ��ĥ���غ������»�����γ�ĥм, �����������ĥ��, ����������GCr15����Ӳ�Ȳ��첻��Ҳ����ɸ���ĥ���γ�ĥм, ĥм��������Ҳ֤ʵ����һ��, ����ĥ��ij��ֶ��ڼ�Ħ�����þ�������İ���, �ر������γɵ�ĥм���ܻ��Ͻ�����ι̵�ճ��, ���ֳ�����ļ�ĦЧ��, Ħ���������;������ͼ6 (f) ��ʾ���ܻ��Ͻ������پ���������ı���ĥ����̬��δ�����账�����ܻ��Ͻ�����ĥ����̬����, ��ĥ����������������, ��һ���������������������ʵ�Ӵ�����������й�, ��һ�����������������ɵ������Ӳ�ȡ�����Ӧѹ���Ȳ�ͬ״̬ҲӰ����ĥ�����, �Ӷ�ʹ��ĥм�IJ�������Ħ�������ϳ�����һ���IJ����֮, ��Ӳ�ȵ��ܻ��Ͻ�����ĥ���ƻ���������Ϊ����ĥ��ĥ�������ĥ��, �Ͻ�������������ĥ����ֱ������ڼ�Ħ������, ���ڲ�ͬ��̬��ճ�����Ե�ĥм��������Ħ�����ò�����ҪӰ��, �ʾ������账����, �ܻ��Ͻ����㲻�������ʧ, ����ʹ��ĥм�����Ըı�, �Ӷ��Ը������Ħ��ѧ��Ϊ����˲�����Ӱ�졣
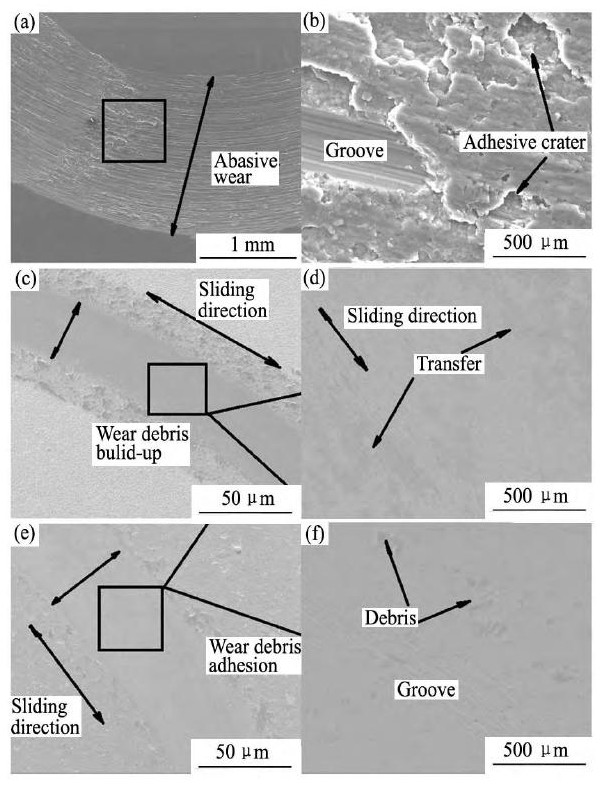
ͼ6 ĥ����òFig.6 Morphologies of worn surface
(a) , (b) Ti alloy substrate; (c) , (d) Co-based alloying layer; (e) , (f) Co-based alloying layer combined with shot-peening
2.3 �绯ѧ��ʴ����
ͼ7��ʾΪ�ѺϽ���ġ��ܻ��Ͻ�вġ��������ܻ��Ͻ����㼰�ܻ��Ͻ�����������账�����������Ķ���λ��̬�������� (ͼ7 (a) ) ���Ը�ʴ��λ�µĽ����迹��ͼ (ͼ7 (b) ) ���Ӽ��������Ͽ��Կ���, ��3.5%Na Clˮ��Һ���ѽ���ġ��ܻ��Ͻ�в��Լ��ܻ��Ͻ���������ֳ���ͬ�̶ȵĶۻ�����, �����ѺϽ������������ܻ��Ͻ�������Ϊ�ȶ��Ķۻ������ܻ��Ͻ�вļ��ܻ��Ͻ����� (�����账������) ���и����ѺϽ���ĵ��Ը�ʴ��λ, ˵���ܻ��Ͻ�������ѻ��Ķ����������ԶƲ�, ������Խϸߵ�����ѧ�ȶ��ԡ�ͨ�����ƶ����Ʒ��ó����Ը�ʴ���� (��1, ����nQcd1Ϊ˫��㳣��λ����ɢָ��, nQ1Ϊ��ʴ��Ӧ����λ����ɢָ��) ����, �ܻ��Ͻ�����ĸ�ʴ����������ѺϽ���ļ�����һ��, �����������͵绯ѧ��ʴ����, ���ܻ��Ͻ����㾭���账������ʴ���ܽ��͡��ӽ����迹��, �ѺϽ���塢�ܻ��Ͻ�вĺ��ܻ��Ͻ���������ֵ��ݿ�������, �����ѺϽ����ܻ��Ͻ���ݿ������, ����ʴ�����, ���뼫�����Խ����һ��;ѡ��ͼ7 (b) ��ͼ��ʾ��Ч��· (����RSΪ��Һ����, ��³��ëϸ�ܿڵ��о��缫����֮�����Һ����;Qcd1Ϊ�������Һ���о��缫��������γɵ�˫��㳣��λ��Ԫ��;RctΪ��ʴ��Ӧ�����е�ɵĴ��ݵ���;Q1Ϊ��ʴ��Ӧ�ij���λ��Ԫ��;R1Ϊ��ʴ��Ӧ����ı���Ĥ����) �������, �迹����Ͻ������1, �ӱ�1���Կ���, �ѺϽ����ܻ��Ͻ�������뷴Ӧ�ĵ�ɵĴ��ݵ���Rct��������, �����ܻ��Ͻ�������к����账��������������͵绯ѧ��ʴ����, ��������ܻ����������账���� (ģ���ض�������ʹ��һ��ʱ���) ��ȼ�С, ��ʵ���������, �Ӷ������˸�ʴ�Խ����������Ʋ�ļ���, ��֮������ż���ٸ�ʴ��ӦЧӦ, �Ӷ������˶ۻ��������á�
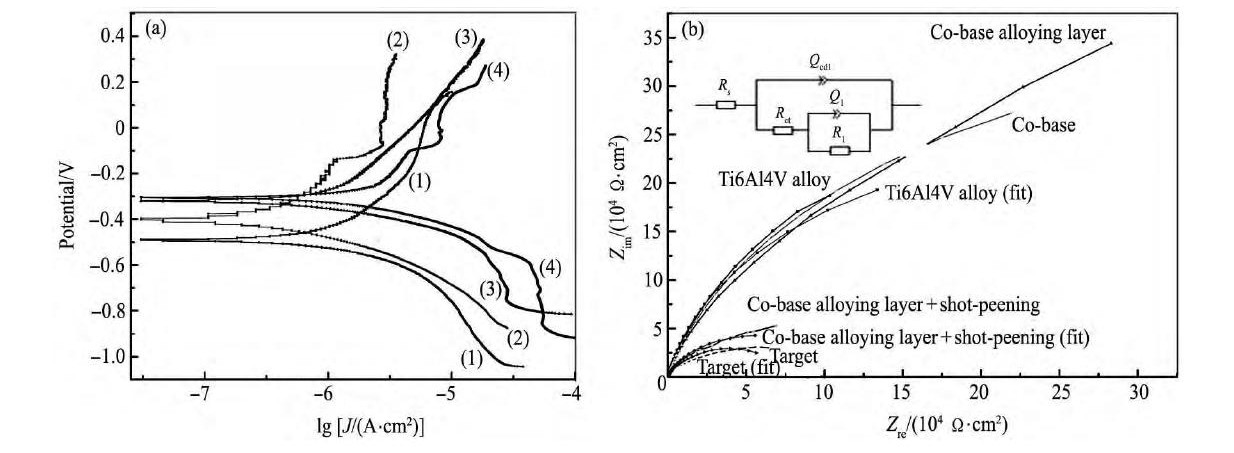
ͼ7 ������Դ������ѺϽ���3.5%Na Cl��Һ�е绯ѧ��ʴ��Ϊ��Ӱ��Fig.7 Influence of surface modified treatments on electrochemical corrosion behavior of titanium alloys in 3.5%Na Cl solution
(a) Potentiodynamic polarization curves; (b) Nyquist plots (1) Ti6Al4V alloy; (2) Co-base alloying layer; (3) Co-base alloying layer+shot-peening; (4) Co-base alloy target
��1 �绯ѧ��ʴ��Ӧ����Table 1 Parameters of electrochemical corrosion reaction ����ԭͼ
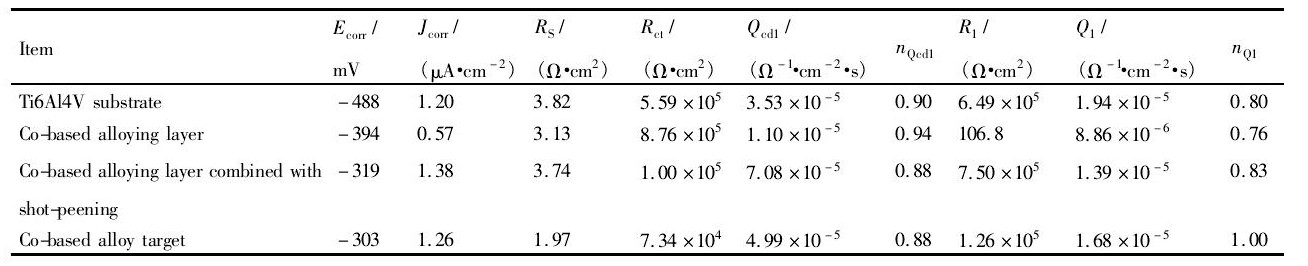
��1 �绯ѧ��ʴ��Ӧ����Table 1 Parameters of electrochemical corrosion reaction
3 ����
1.����˫��Թ������������������Ti6Al4V�Ͻ�����Ʊ�������20��m�������Լ5��m��ɢ����ܻ��Ͻ�����, ���е�Ԫ�غ�Ӳ�ȳ��ݶȽ���ֲ�������, ����Ӳ�ȴ�HK0.98N718;������߽�һ���ı���Ӳ�ȼ����õļ�Ħ������ (��GCr������ȶ�Ħ������Ϊ0.2) ʹ���ѺϽ������ĥ���������28��, ͬʱ���Ʊ����ܻ��Ͻ�������3.5%Na Clˮ��Һ�г������õĶۻ�����, ����ʴ���ܺ� (�丯ʴ����������ѺϽ���ļ�����һ��) ��
2.���ܻ��Ͻ����㾭�մ�����0.15 mm Aǿ������������Ϻ�, �ϱ�������������1/5, ����Ӳ����������, ����Ӳ���ݶȳ���һ���̶ȵı仺, ��������������ǿ, �����账������ʹ���ܻ����������ĥ���������� (��ĥ���ʽ�Ϊ�ѺϽ��1/10) , ���������ܻ��Ͻ����㿹�绯ѧ��ʴ�����������ѺϽ���ġ�
�����
[1] Kao W H, Su Y L, Horng J H, Huang H C, Yang S E.Improved tribological, electrochemical and biocompatibility properties of Ti6Al4V alloy by gas-nitriding and TiC:H coating[J].Surface and Coatings Technology, 2015, 283:70.
[2] Lee C, Sanders A, Tikekar N, Ravi Chandran K S.Tribology of titanium boride-coated titanium balls against alumina ceramic:wear, friction, and micromechanisms[J].Wear, 2008, 265 (3-4) :375.
[3] Du D X, Liu D X, Ye Z Y, Zhang X H, Li F Q, Zhou Z Q, Yu L.Fretting wear and fretting fatigue behaviors of diamond-like carbon and graphite-like carbon films deposited on Ti-6Al-4V alloy[J].Applied Surface Science, 2014, 313:462.
[4] Tang J G, Liu D X, Tang C B, Tang C B, Zhang X H, Xiong H, Tang B.Tribology behavior of double-glow discharge Mo layers on titanium alloy in aviation kerosene environment[J].Transactions of Nonferrous Metals Society of China, 2012, 22 (8) :1967.
[5] Song Z H, Ge X L, Xu X J, Liu Y H, Tao J, Wu G L.Catalysts of solid boronizing of TC4 titanium alloy[J].Chinese Journal of Rare Metals, 2014, 38 (4) :548. (����, �����, ������, ���ƻ�, �տ�, �����.TC4�ѺϽ����������������о�[J].ϡ�н���, 2014, 38 (4) :548.)
[6] Lin N M, Zhang H Y, Zou J J, Tang B.Recent developments in improving tribological performance of TC4 titanium alloy via double glow plasma surface alloy in china:a literature review[J].Reviews on Advanced Materials Science, 2014, 38:61.
[7] Zhecheva A, Sha W, Malinov S, Long A.Enhancing the microstructure and properties of titanium alloys through nitriding and other surface engineering methods[J].Surface and Coatings Technology, 2005, 200 (7) :192.
[8] Zhang X H, Liu D X, Tan H B, Wang X F.Effect of Ti N/Ti composite coating and shot peening on fretting fatigue behavior of TC17 alloy at 350��[J].Surface and Coatings Technology, 2009, 203 (16) :2315.
[9] Tsuji N, Tanaka S, Takasugi T.Effects of combined plasma-carburizing and shot-peening on fatigue and wear properties of Ti-6Al-4V alloy[J].Surface and Coatings Technology, 2009, 203 (10-11) :1400.
[10] Liu D X, Tang B, Zhu X D, Chen H, He J W, Celis J P.Improvement of the fretting fatigue and fretting wear of Ti6Al4V by duplex surface modification[J].Surface and Coatings Technology, 1999, 116-119:234.
[11] Zhang X H, Liu D X, Liu G H, Wang Z Y, Tang B.Improvement of the fretting damage resistance of Ti-811alloy by Cu/Ni multilayer films[J].Tribology International, 2011, 44 (11) :1488.
[12] Korsunsky A M, Torosyan A R, Kim K.Development and characterization of low friction coatings for protection against fretting wear in aerospace components[J].Thin Solid Films, 2008, 516 (16) :5690.
[13] Hager Jr C H, Sanders J, Sharma S, Voevodin A.Gross slip fretting wear of Cr CN, Ti Al N, Ni, and Cu NiIn coatings on Ti6Al4V interfaces[J].Wear, 2007, 263 (1-6) :430.
[14] Fu Y Q, Lam Loh N, Batchelor A W, Liu D X, Zhu X D, He J W, Xu K W.Improvement in fretting wear and fatigue resistance of Ti-6Al-4V by application of several surface treatments and coatings[J].Surface and Coatings Technology, 1998, 106 (2-3) :193.
[15] Jin O, Mall S, Sanders J H, Sharma S K.Durability of Cu-Al coating on Ti-6Al-4V substrate under fretting fatigue[J].Surface and Coatings Technology, 2006, 201 (3-4) :1704.
[16] Makineni S K, Samanta A, Rojhirunsakool T, Alam T, Nithin B, Singh A K, Banerjee R, Chattopadhyay K.A new class of high strength high temperature cobalt based��-��'Co-Mo-Al alloys stabilized with Ta addition[J].Acta Materialia, 2015, 97:29.
[17] Motallebzadeh A, Atar E, Cimenoglu H.Sliding wear characteristics of molybdenum containing Stellite 12 coating at elevated temperatures[J].Tribology International, 2015, 91:40.
[18] Yu S M, Liu D X, Zhang X H, Du D X.Effects of combined plasma chromizing and shot peening on the fatigue properties of a Ti6Al4V alloy[J].Applied Surface Science, 2015, 353:995.
[19] Ren B L, Miao Q, Liang W P, Yao Z J, Zhang P Z.Characteristics of Mo-Cr duplex-alloyed layer on Ti6Al4V by double glow plasma surface metallurgy[J].Surface and Coatings Technology, 2013, 228 (S1) :S206.
[20] Cui H, Luo X Y, Zheng T, Zhang Y L, Sun X B.High temperature oxidation resistance of Co-Cr alloying layer on Ti6Al4V alloy by double glow plasma technology[J].Heat Treatment of Metals, 2011, 36 (1) :33. (��, ������, ֣��, ����¶, ������.Ti6Al4V�Ͻ�˫��Թ������ܸ�������ĸ��¿���������[J].�����ȴ���, 2011, 36 (1) :33.)
[21] Liu G H, Liu D X, Zhang X H, Tang J G, Tang C B.Failure behaviors of Cu/Ni multilayer film under multiple impacting and repeating press load[J].China Surface Enginnering, 2009, 22 (2) :31. (������, ������, ������, �����, �Ƴ���.Cu/Ni���Ĥ�ڶ����ѹѹ�غ��µ�ʧЧ��Ϊ[J].�й����湤��, 2009, 22 (2) :31.)
[22] Gholipour A, Shamanian M, Ashrafizadeh F.Microstructure and wear behavior of Stellite 6 cladding on 17-4PH stainless steel[J].Journal of Alloys and Compounds, 2011, 509 (14) :4905.
[23] Zhou Y Q, Tan Y F, Xu T, Zhao Y, Tan H, Zhou C H.Tribological properties of Co-base alloy Stelite 3strengthened coating by electrospark deposition[J].Heat Treatment of Metals, 2011, 36 (2) :51. (����Ȩ, ̷ҵ��, ����, ����, ̷��, �ܴ���.�ܻ��Ͻ�Stelite 3���ǿ����Ħ��ѧ�����о�[J].�����ȴ���, 2011, 36 (2) :51.)

