
Partial melting and re-solidification in partially melted zone during
gas tungsten arc welding of AZ91 cast alloy
T. P. ZHU1, Z. W. CHEN2, W. GAO1
1. Department of Chemical and Materials Engineering, University of Auckland, NZ
2. Department of Mechanical and Production Engineering, Auckland University of Technology, New Zealand
Received 15 July 2007; accepted 10 September 2007
Abstract: During the welding of AZ91 cast alloy, the presence of eutectic b-Mg17Al12 phase results in constitutional liquation in the original interdendritic regions and in the formation of a partially melted zone (PMZ). In this study, gas tungsten arc welding (GTAW) and partial melting (simulated using furnace, salt bath and Gleeble) experiments were conducted. The results show that practically there would not be a critical heating rate during the welding to prevent constitutional liquation. The gradual change of the re-solidification microstructure within PMZ from base metal side to weld metal side was characterized. A sharp transition from base metal to PMZ has been observed. It is found that the original partially divorced eutectic has become a more regular eutectic in most of the PMZ, although close to the fusion boundary the re-solidified eutectic is again a more divorced one. Proceeding the eutectic re-solidification, a-Mg re-solidified with a cellular growth resulting in a serrated interface. The morphological change affected by the peak temperature and cooling rate will be presented and explained.
Key words: Mg cast alloy, partial melting, divorced and regular eutectic solidification
1 Introduction
Demand for Mg alloys is growing continuously worldwide and the increase in usage of the alloys in die casting has particularly been fast (about 11.5% per year)[1]. This is the result of the well known drive for mass reduction and fuel efficiency in the automotive and aerospace industries. AZ91 is by far the most popular Mg die cast alloy. Often, however, cast parts need to be welded for various applications. Hence, joining technology is crucial and there has been an increasing effort in research on welding of Mg alloys[2-5].
Similar to welding other alloys with high alloying element contents, a major problem has been recognized that extensive melting in partially melted zone (PMZ) takes place during welding of Mg alloys[6]. The formation of PMZ during welding can be depicted in Fig.1. The thermal property of base metal, energy input and cooling rate during welding determine the temperature distribution from fusion boundary to base metal. This temperature distribution (or temperature gradient) in turn determines the width of PMZ. General features of PMZ have been characterized for GTA welds of AZ91[6].
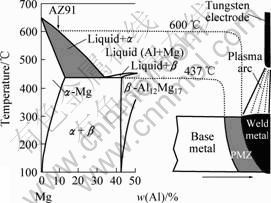
Fig.1 Schematic illustration of PMZ formation during welding
For AZ91 alloy, partial melting can initiate at eutectic temperature (TE) due to metastable “constitutional liquation”[7] if eutectic b-Mg17Al12 (b-eut)
phase exists at TE. Partial melting can result in liquation cracking in a late stage of welding. It can also result in the formation of an extensive network of the brittle b phase, lowering the ductility and toughness of the welds[8-10]. However, it is clear from a recent comprehensive review on Mg alloy welding that microstructure formation and the resulting morphologies of the phases in PMZ during welding have not been studied in detail[11].
As a step to understand how PMZ microstructure affects mechanical properties of Mg alloy welds, the knowledge of microstructure evolvement in PMZ and its forming mechanism is clearly important. In this study, a series of examination on microstructures in an actual weld PMZ and in experimentally simulated partially melted samples were conducted. The study aims to understand the metallurgical events that occur during partial melting and re-solidification.
2 Experimental
A sand cast plate of AZ91 alloy with the nominal composition listed in Table 1 was used as the starting material. Gas tungsten arc welding (GMAW) was conducted on a cleaned sample (120 mm×40 mm×7 mm) taken from the cast plate. Temperatures at locations in the vicinity of the weld seam were recorded by K-type thermocouples (d 1.0 mm) connected to a computer via a TC08 data acquisition.
Table 1 Nominal composition of AZ91 cast alloy (mass fraction, %)

A thermocouple could not be pre-positioned precisely and hence temperature in a specific location within PMZ could not be accurately obtained. Thus thermal simulation experiments using a furnace, a salt bath and a Gleeble thermal simulator were conducted. An advantage of Gleeble thermal simulator is that heating rate can be controlled. Small samples taken from the cast plate were heated to various peak temperatures below and above TE and then water quenched or air cooled.
As-cast, GTA welded and simulation heated samples were sectioned and mounted in Bakelite. The weld plate was cut perpendicular to the welding direction for the observation of the zones in a weld. Metallographic specimens were polished to 1 mm. The freshly polished specimens were etched in ‘acetic-picral’ solution (4.2 g picric acid, 10 mL H2O, 10 mL acetic acid, and 70 mL ethanol). The samples were examined by both optical microscopy (OM) and scanning electron microscopy (SEM). Compositional analysis was conducted using energy dispersive spectroscopy (EDS).
3 Results and discussion
3.1 Initial melting and PMZ boundary
An overall view from fusion zone across the PMZ to base metal is presented in Fig.2. The PMZ has been marked approximately by two broken lines. It can be seen that the microstructure immediately outside the fusion boundary is clearly different from the base alloy below the PMZ boundary.

Fig.2 Microstructure from weld metal to base metal
Locating the PMZ boundary was through locating a sharp transition of morphology, as shown in Fig.3. b-eut phase at the lower part of Fig.3 was in the same appearance as that in as-cast state, i.e. a divorced eutectic morphology. In the mid-upper half of Fig.3, a more regular eutectic structure is observed within the original b-eut phase particles. The formation of the more regular eutectic suggested the initiation of local melting within b-eut phase particles, as is explained through the results from simulation experiments described below.
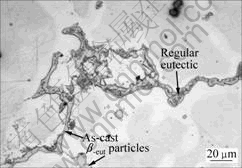
Fig.3 Microstructure in PMZ boundary area
Fig.4 presents the microstructure in a sample heated to 434 ℃ in a salt bath and cooled in air. The more regular eutectic formed inside an original b-eut particle can be clearly seen in the SEM image (Fig.4(b)). The microstructure in Fig.4(a) is very similar to that in the mid-upper part of Fig.3, the location (boundary) where PMZ meets the base metal without partial melting.
The nucleation difficulty of b phase during solidification of AZ91 alloy resulted in the formation of divorced b-eut phase at temperature well below the TE [12]. The final solidification temperature was reported to be about 424 ℃[13]. Therefore, local melting should occur in a sample heated to 434 ℃ and the resulting local liquid contains a high Al content. Liquid with a high Al content then re-solidified in a more regular eutectic mode[12], forming the more regular eutectic inside the original b-eut phase particles. Then, the location with a sharp morphological transition of b phase should be defined as the boundary between PMZ and base metal without partial melting, as shown in Fig.2.
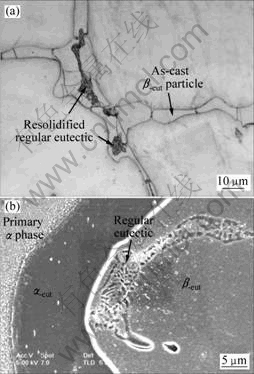
Fig.4 Micrographs taken by OM(a) and SEM(b) showing regular eutectic structure in sample heated to 434 ℃ in salt bath, holding 60 s and air-cooled
Fig.5 shows the microstructure of a sample furnace heated to 430 ℃ and water quenched. The mean heating rate is about 5 K/s, lower than the recorded rate of GMAW (about 50 K/s). Even at such a low heating rate, there was a large amount of b-eut phase remained when the sample reached the temperature of local melting. This suggests that the constitutional liquation of b-eut phase is unavoidable during the normal fusion welding practice due to the slow process of b-eut phase dissolution.
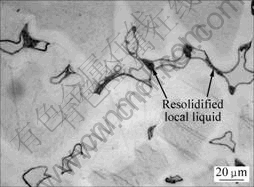
Fig.5 Microstructure of sample heated in electrical furnace to 430 ℃ and water quenched immediately
3.2 Microstructural features
In PMZ, the peak temperature experienced increases and the degree of partial melting increases towards the complete fusion boundary, as illustrated in Fig.1. Two different microstructures were observed in PMZ, depending on the location, as shown in Fig.6. In the mid PMZ, the original divorced b-eut phase networks/ particles have displayed a fine and quite regular eutectic structure, as shown in Fig.6(a). This suggested that b-eut phase (plus part of α-eut phase) melted at this location. Furthermore, the interface between eutectic and α-Mg matrix exhibited occasionally a serrated morphology, as indicated by arrows in Fig.6(a).
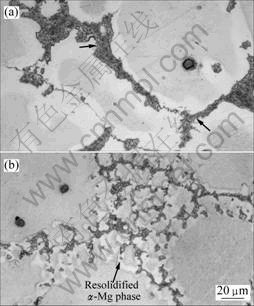
Fig.6 Weld microstructures in mid PMZ(a) and PMZ close to fusion boundary(b)
At location immediately next to fusion boundary (Fig.6(b)), locally melted regions must have included the entire original eutectic regions plus a significantly amount of primary α-Mg dendrites. The morphology of the re-solidified channels, similar to the morphology in the weld zone, exhibited much smaller segments of b phase particles. Locally, melting of a portion of primary α-Mg dendrites (with a lower Al content) reduced significantly the Al content in the local liquid. In addition, it was likely that backfill of liquid in the fusion zone might further reduce the Al content in local liquid next to the fusion boundary. Therefore, the composition of local liquid at this location might be close to the mean composition of the liquid in the fusion zone. Hence, liquid re-solidified with the eutectic in a partially divorced form. The re-solidified α-Mg phase from local liquid preceding the formation of the partially divorced b-eut particles can be seen clearly in Fig.6(b). The serrated interface became the main feature of the interface. The appearance of the serrated interface is likely the result of a cellular growth of the α-Mg phase.
3.3 Effect of cooling rate on microstructure
Cooling rate during welding varies widely depending on the welding technique used and geometry of the weld.
The morphology of re-solidified local liquid at a very high cooling rate was revealed using Gleeble thermal simulator. Fig.7 shows the microstructure of samples heated to 400 ℃, 440 ℃ and 480 ℃ at a rate of 50 K/s. Then, the samples were cooled at a rate of about 1 000 K/s by water spray. b phase morphology in the Gleeble sample heated to 400 ℃ is similar to that in the lower part of Fig.3, i.e. partially divorced with α-Mg islands within.
When the alloy was heated to 440 ℃ and above, the local liquid re-solidified into a microstructure of fully divorced b phase with a serrated b/α interface. The degree of serration increased with temperature, as can be seen in Figs.7(b) and 7(c). This is consistent with that observed in PMZ, as described previously. Al content of the fully divorced b phase in Gleeble quenched samples was determined by EDS to be about 38% (mass fraction), which is about 4% lower than the equilibrium Al content. Rapid cooling in Gleeble experiments resulted in a higher degree of undercooling, resulting in the re-solidification of b phase in a fully divorced form with a non-equilibrium Al content. The present finding on the composition of b phase formed under a very high cooling rate also agrees well with that determined by BARBAGALLO et al [14] to be 37% for fully divorced b particle in high pressure die casting AM60 alloy.
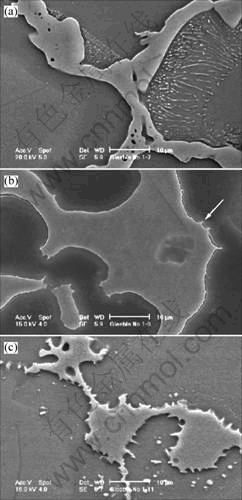
Fig.7 SEM images of Gleeble quenched samples at 400 ℃(a), 440 ℃(b) and 480 ℃(c)
4 Conclusions
1) A sharp transition from base metal to PMZ during welding of AZ91 alloy was observed. Local melting initiated at a temperature slightly lower than 430 ℃.
2) Three microstructural features was observed in PMZ: liquid formed due to the local melting of the original partially divorced eutectic b phase particles and re-solidified in a more regular eutectic α+b form; serrated interface formed between α-Mg and α/b eutectic and the degree of serration increased in locations closer to fusion boundary; and a more extensive partial melting resulted in formation of divorced eutectic microstructure in the region close to the fusion boundary.
3) The serrated α/b interface is the result of a cellular growth of α-Mg during re-solidification preceding the formation of either the regular α/b eutectic in case of weld samples or divorced b phase in Gleeble samples. Rapid cooling in Gleeble experiments resulted in re-solidifying in a fully divorced manner.
References
[1] KING J F. Magnesium: commodity or exotic[J]. Mater Sci Tech, 2007, 23: 1-14.
[2] CAO X, XIAO M, JAHAZI M, IMMARIGEON J P. Continuous wave ND:YAG laser welding of sand-cast ZE41A-T5 magnesium alloys[J]. Mater Manufac Proce, 2005, 20: 987-1004.
[3] ATKINS G, MARYA M, OLSON D, ELIEZER D. Magnesium-lithium alloy weldability: A microstructural characterization[J]. Magnesium Technology, 2004: 37-41.
[4] SU S F, HUANG J C, LIN H K, HO N J. Electron-beam welding behavior in Mg-Al-based alloys[J]. Metall Mater Trans A, 2002, 33: 1461-1473.
[5] WEISHEIT A, GALUN R, MORDIKE B L. CO2 laser beam welding of magnesium-based alloys[J]. Welding J, 1998, 77: 149s-154s.
[6] STERN A, MUNITZ A. Partially melted zone microstructural characterization from gas tungsten-arc bead on plate welds of magnesium AZ91 alloy[J]. J Mater Sci Letters, 1999, 18: 853-855.
[7] PEPE J J, SAVAGE W F. Effects of constitutional liquation in 18-Ni maraging steel weldments[J]. Welding J, 1967, 46: 411s-422s.
[8] MUNITZ A, COTLER C, STERN A, KOHN G. Mechanical properties and microstructure of gas tungsten arc welded magnesium AZ91D plates[J]. Mater Sci Eng A, 2001, 302: 68-73.
[9] MARYA M, PATAY S, MARYA S K, EDWARDS G R. Fundamental aspects in the joining of magnesium alloys by the GTAW [TIG welding] and LBW [laser beam welding] processes[C]//Proceeding of International Welding Conference 2001. New Delhi, 2001: 991-1008.
[10] BAESLACK III W A, SAVAGE S J, FROES F H. Laser-weld heat-affected zone liquation and cracking in a high-strength Mg-based alloy[J]. J Mater Sci Letters, 1986, 5: 935-939.
[11] CAO X, JAHAZI M, IMMARIGEON J P, WALLACE W. A review of laser welding techniques for magnesium alloys[J]. J Mater Proce Tech, 2006, 171: 188-204.
[12] NAVE M D, DAHLE A K, STJOHN D H. Eutectic growth morphologies in magnesium-aluminium alloys[J]. Magnesium Tech, 2000: 233-242.
[13] WANG Y S, SUN B D, WANG Q D, ZHU Y P, DING W J. An understanding of the hot tearing mechanism in AZ91 magnesium alloy[J]. Mater Letters, 2002, 53: 35-39.
[14] BARBAGALLO S, LAUKLI H I, LOHNE O, CERRI E. Divorced eutectic in a HPDC Mg-Al alloy[J]. J Alloys Compd, 2004, 378: 226-232.
Corresponding author: ZHU Tian-ping; Tel: +64-9-3737599 ext. 88667; E-mail: tzhu004@ec.auckland.ac.nz
(Edited by CHEN Ai-hua)

