
Numerical simulation of temperature distribution and heat transfer during solidification of titanium alloy ingots in vacuum arc remelting process
YANG Zhi-jun(杨治军), ZHAO Xiao-hua(赵小花), KOU Hong-chao(寇宏超),
LI Jin-shan(李金山), HU Rui(胡 锐), ZHOU Lian (周 廉)
State Key Laboratory of Solidification Processing, Northwestern Polytechnical University, Xi’an 710072, China
Received 19 January 2010; accepted 13 June 2010
Abstract: In order to get a better understanding of the vacuum consumable arc remelting (VAR) processes and thus to optimize them, a 3D finite element model was developed for the temperature fields and heat transfer of titanium alloy ingots during VAR process. The results show that the temperature fields obtained by the simulation are well validated through the experiment results. The temperature distribution is different during the whole VAR process and the steady-state molten pool forms at 329 s for d100 mm × 180 mm ingots. At the initial stage of remelting, the heat dissipation of crucible bottom plays an important role in the whole heat dissipation system. At the middle of remelting, the crucible wall becomes a major heat dissipation way. The effect of cooling velocity on the solidification structure of ingots was investigated based on the temperature fields and the results can well explain the macrostructure of titanium alloy ingots.
Key words: vacuum arc remelting (VAR) process; titanium alloy ingot; macrostructure; temperature field; heat transfer
1 Introduction
Due to its high specific strength, low density, excellent corrosion resistance, biocompatibility and so on, titanium alloy becomes a key structural material in the aviation and space fields. Vacuum arc remelting (VAR) technology is the common method for remelting titanium ingots[1]. Despite many years of research and development of VAR process, there are still many challenges in making defect-free and high-quality ingots[2], including high density inclusions, low density inclusions defects and macrosegregation[3], which badly affect the quality of ingots. Therefore, to study the VAR process has an important significance in theory and practice. Recently, XU et al[4] did some simulations on understanding the formation of casting microstructure and estimating the casting defects, such as segregation and shrinkage. The effects of VAR processing parameters on the solidification behavior of titanium alloy were investigated through simulation and the optimum VAR processing was predicted by HYUN et al[5] using the PROCAST software.
In VAR process, the grain size and mechanical properties of cast ingots are defined by the metallurgical structure that depends critically on the temperature distribution during VAR process[6]. As known to all, experimental method is almost impossible to investigate the temperature distribution and heat transfer during VAR process, so, mathematical modeling of remelting processes is very effective for understanding of the VAR processes and optimizing the operating conditions of the VAR process so as to manufacture ingots of high quality. In the present work, a finite element model was developed for simulating the temperature distribution and heat transfer of Ti-6Al-4V ingots during VAR process which were systematically investigated by using ANSYS software. The cooling curves and local solidification velocity at different positions of Ti-6Al-4V ingots were calculated, and the microstructure of VAR ingots was analyzed by the temperature distribution, heat flux and cooling rate.
2 Mathematical modeling for temperature field simulation
2.1 Control equation of temperature field calculation
Solidification and melting are accompanied with the release and absorption of latent heat at the solid/liquid and solid/solid interfaces. Consequently, solidification process involves phase changes. In this case, the enthalpy method is more appropriate to describe this process, because in this method the latent heat is inserted, which represents the phase transformation[7]. Then, the general differential equation of heat conduction for the transient nonlinear state that describes this phenomenon is introduced as[8-10]
 (1)
(1)
where the enthalpy, The heat transfer mechanism by convection is established on the boundary condition:
The heat transfer mechanism by convection is established on the boundary condition:
 (2)
(2)
where q is the heat, K is the thermal conductivity, c is the specific heat, and ρ is the density of the material. These properties may be temperature-dependent. Eq.(1) is transformed into a nonlinear transient equation. hf is the coefficient of convective heat transfer on the external surface of the crucible,  is the temperature, and Tambiente is the temperature of the environment. Through Eqs.(1) and (2), one can determine the distribution of temperature or transfer of heat during the process of solidification for the remelting of Ti-6Al-4V in copper crucible.
is the temperature, and Tambiente is the temperature of the environment. Through Eqs.(1) and (2), one can determine the distribution of temperature or transfer of heat during the process of solidification for the remelting of Ti-6Al-4V in copper crucible.
2.2 Establishment of FE model
Fig.1 shows the geometry model of VAR, in which Material 1 is defined as the Cu crucible and Material 2 as the ingot. The boundary surface of ingots can be divided into the pool surface and the Cu crucible wall. This division is based on the physical processes taking place on the ingot surface during VAR process. The boundary temperature on pool surface located under the tip of a consumable electrode is locomotive and it is determined by the overheat value above the liquidus temperature of alloy[11]:

Fig.1 Finite element model used in simulation
 (3)
(3)
where TL is the liquidus temperature of alloy, K; ΔT is the overheat of the metal above the liquidus temperature, K; the melt overheat ΔT(J, Di) is described by Belyanchikov’s formula[12]:
 (4)
(4)
where J is the current intensity, kA; and Di is the diameter of the ingot being built up, m. According to the empirical formula and previous numerical simulations, some simplifications and assumptions have been made in this work:
1) The cooling water contacting Cu crucible keeps constant temperature;
2) The remelting rate of VAR is assumed to be constant;
3) Heat radiation is neglected on the surface of the VAR molten pool.
The heat transfer coefficient between Cu crucible and ingot is 5 000 W/(m2・K) in this simulation. The heat transfer between the ingot and the copper mould is modelled as follows. There is a contact boundary condition at the top, where the ingot touches the mould. In the case of contact, the crucible and the ingot are ideal heat conductions. After gap formation, the heat transfer coefficient is set to be 280 W/(m2・K). The initial temperature of VAR chamber is set to be 300 K. Density of Ti-6Al-4V and Cu are 4.44×10-3 kg/m3 and 8 889×10-3 kg/m3, respectively. The settings of VAR and geometry parameters used in the model are listed in Table 1. The thermophysical parameters are listed in Tables 2 and 3[13-15].
Table 1 Technology of VAR and geometry parameters
Table 2 Thermo-physical properties of Cu

Table 3 Thermal physical properties of Ti-6Al-4V alloy

3 Results and discussion
3.1 Temperature distribution and melt pool profile during VAR process
In Fig.2(a), the temperature distribution of the Ti-6Al-4V ingots can be observed in whole system in both crucibles, as well as in the ingots, and it is different during the whole VAR process. In the VAR process, the boundary between the isotherm of 1 868 and 1 898 K is looked upon as the bottom of the molten pool, and the pool depth increases as the remelting is carried on. Initially, the molten metal that enters into crucible is very little and is efficiently cooled down because it contacts the bottom of crucible at much lower temperature, which leads to the large solidification rate, so there is not
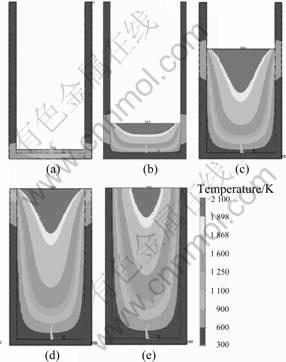
Fig.2 Temperature distribution of Ti-6Al-4V ingots during VAR process: (a) 9 s, 3 mm; (b) 93 s, 38 mm; (c) 329 s, 121 mm; (d) 491 s, 180 mm; (e) 533 s, 180 mm
obvious molten pool (Fig.2(a)). As the remelting progresses, the height of ingot increases with the solidification of molten metal, which slows down the heat output of crucible bottom while the heat output of crucible wall is weak where the contact area between fused mass and crucible wall is small, so there is an obvious molten pool, as shown in Fig.2(b). Under constant melting rate condition, when the heat quantity of ingoing molten pool and the output of heat quantity reach balance at 329 s, the steady-state remelting takes place and the change of pool profile is very small during the steady-state stage (from 329 s to 491 s), as shown in Figs.2(c) and (d), i.e., the steady-state molten pool forms. At 491 s, the consumable electrode remelting completes, and the molten pool becomes gradually small from 491 s to end (Fig.2(e)).
In order to validate mathematical model, a tungsten block was dropped into the molten pool and the macrostructure of d 100 mm × 180 mm ingots was observed after melting. The calculated molten pool profile is in good agreement with its measured value in the same process, as shown in Figs.3(a) and 3(b).
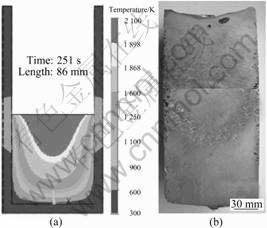
Fig.3 Molten pool profile of Ti-6Al-4V ingots: (a) Simulation results; (b) Experimental results
3.2 Analysis of heat transfer process during VAR process
Heat transfer is very important in the solidification processing of cast ingots, and it is a key factor deciding whether the solidification process ultimately goes forward[16]. In order to further understand the temperature distribution of VAR molten pool, heat transfer was investigated by analysis of the heat output of crucibles and the way of heat flow[17].
Thermal flux distributions at different time are shown in Fig.4. From Fig.4, it can be seen that the maximum value of thermal flux is always observed at the contact points between the surface of molten pool and the crucible wall, but the characteristic of thermal flux distribution is varied at the different stages of VAR.
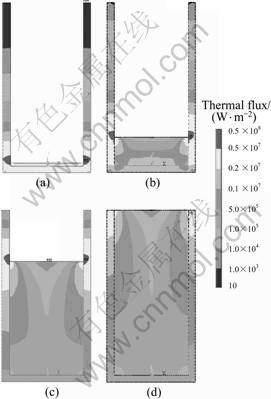
Fig.4 Thermal flux distributions at different time: (a) 9 s, 3 mm; (b) 93 s, 38 mm; (c) 329 s, 121 mm; (d) 491 s, 180 mm
Fig.5(a) illustrates the variations of thermal flux with the remelting time at the bottom of ingots. The thermal flux of crucible bottom is very large (close to 3.5×106 W/m2) at the primary remelting period and drops sharply with the remelting going on. This is because the temperature gradient between the molten metal and the crucible is very large at the primary remelting stage, and the thermal flux is proportional to temperature gradient by Fourier’s theorem, so, the thermal flux is very large at this moment, and the heat dissipation is the best. As the molten metal solidifies at the bottom of crucibles, the temperature of crucible bottom increases and the temperature gradient becomes smaller, causing the thermal flux drops fast. The thermal flux through the crucible wall is larger two orders of magnitude than that through the crucible bottom, which causes the crucible wall to become main way of heat output. Fig.5(b) shows the distribution of thermal flux on the crucible wall at 329 s. It can be seen that the thermal flux is the largest in the contact area between the surface of molten pool and the crucible wall. This is because the metal liquid near the crucible wall rapidly solidified prevents the heat transfer of metal liquid in the center of molten pool, which makes the thermal flux become gradually small aloof from the contact area.

Fig.5 Change of thermal flux during VAR process: (a) Variations of thermal flux with remelting time at bottom of ingots; (b) Distribution of thermal flux on crucible wall at 329 s
3.3 Effect of cooling velocity on solidification structure of ingots
In the VAR process, the temperature difference and cooling velocity in ingots cause the difference of solidified structure which have great effect on the quality of ingots. Fig.6 shows the sampling points and temperature variation curves at the different points of ingots. The function of temperature is different at the different points of ingots. Further calculation shows the average cooling velocity at the different sampling points from 2 100 K to1 800 K, as listed in Table 4.
Fig.7 shows the typical macrostructure of longitudinal section of cast ingots. The cooling velocity of the ragged edge of ingots is the largest (Point 10), which formed thin equiaxed grain. The cooling velocity of ingots bottom is much large (Point 3) whilst the solidification temperature gradients are relatively steep, and the crystal grains parallel to the direction of heat flux grow fast under control of temperature field, so the crystalline grains of the ingot bottom grow upwards along the axial direction of ingots and forms columnar grain zone[18]. The heat exchange between the molten metal and the crucible bottom is prevented by the
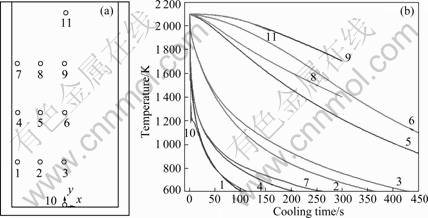
Fig.6 Sampling points (a) and temperature variation curves (b) at various points of ingots
Table 4 Cooling velocity at various points of ingots
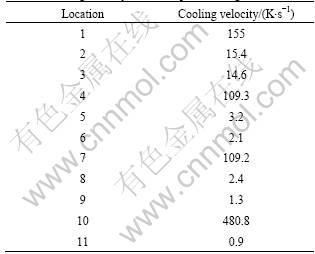

Fig.7 Macrostructure of Ti-6Al-4V ingots
solidified ingots with the remelting progressing because the heat conductivity of titanium is far lower than that of copper. The axial cooling velocity gradually decreases (Point 6) and the horizontal cooling velocity increases at the edge of the ingot, such as the points 1, 4 and 7, which results in the crystallization direction pointing to the center of the ingot. The cooling velocity is very small in the center of the ingot, such as points 9 and 11, resulting in forming equiaxed grain zone in the molten pool.
4 Conclusions
1) The temperature distribution is different during the whole VAR process for d100 mm×180 mm Ti-6Al-4V ingot, the steady-state remelting takes place at 329 s, and the pool profile of VAR obtained by the simulation is well validated through the experiment.
2) At the initial stage of remelting, the thermal flux of crucible bottom is close to 3.5×106 W/m2 and the heat dissipation of crucible bottom plays an important role in the whole heat dissipation system. In the middle of remelting, the thermal flux through the crucible wall is larger by two orders of magnitude than that through the crucible bottom and the crucible wall becomes the major heat dissipation way.
3) The solidification macrostructure differences of ingots could be explained from the function of temperature and the cooling velocity at different locations of ingots.
References
[1] WILLIAMSON R L, BEAMAN J J, MELGAARD D K, SHELMIDINE G J, PATEL A D, ADASCZIK C B. A demonstration of melt rate control during VAR of “Cracked” electrodes [J]. J Mater Sci, 2004, 39: 7161-7168.
[2] LEE P D, MITCHELL A, JARDY A, BELLOT J P. Liquid metal processing and casting [J]. J Mater Sci, 2004, 39: 7133.
[3] BELLOT J P, FOSTER B, HANS S, HESS E, ABLITZER D, MITCHELL A. Dissolution of hard-alpha inclusions in liquid titanium alloys [J]. Metall Mater Trans B, 1997, 28: 1001.
[4] XU X, WARD R M, JACOBS M H,LEE P D,McLEAN M. Tree-ring formation during vacuum arc remelting of INCONEL 718: Part I. Experimental investigation [J]. Metall Mater Trans A, 2002, 33: 1795-1804.
[5] HYUN Y T, KIM J W, LEE J H, KIM S E, LEE Y T. The influence of VAR processing parameters on solidification behavior of Ti-6Al-4V alloy [C]// Proceeding of the 10th World Conference on Titanium. Hamburg: WILEY-VCH, 2003: 157.
[6] SHEVCHENKO D M, WARD R M. Liquid metal pool behavior during the vacuum arc remelting of INCONEL 718 [J]. Metall Mater Trans B, 2009, 40B (6): 263.
[7] PARIONA M M, MOSSI A C. Numerical simulation of heat transfer during the solidification of pure iron in sand and mullite molds [J]. J of the Braz Soc of Mech Sci & Eng, 2005, XXVII(4): 399-406.
[8] SHI Z, GUO Z X. Numerical heat transfer modeling for wire casting [J]. Mater Sci Eng A, 2004, 365: 315.
[9] RADOVIC Z, LALOVIC M. Numerical simulation of steel ingot solidification process [J]. J Mater Process Tech, 2005, 160: 156.
[10] SU X. Computer aided optimization of an investment bimetal casting process [D]. Cincinnati: University of Cincinnati, 2001: 22-34.
[11] JARDY A, FALK L, ABLITZER D. The energy exchange during vacuum arc remelting [J]. Iron Making and Steelmaking, 1992, 19(3): 226.
[12] ANDREEV A L, ANOSHKIN N F, BOCHVAR G A. Melting and casting of titanium alloys [M]. Moscow: Metallurgiya, 1994: 23-25.
[13] HUANG Zhi-hao. Material datum handbook for aero engine design [M]. Beijing: National Defence Industry Press, 1993: 206. (in Chinese)
[14] ROSENTHAL D. The theory of moving sources of heat and its application to metal treatments [J]. Transaction ASME, 1946, 43(11): 849-866.
[15] HUANG Bai-yun, LI Cheng-gong. The ceremony of material engineering in China [M]. Beijing: Chemistry Industry Press, 2006, 4: 585-586. (in Chinese)
[16] HIROSHI H, NOBUO F, TAKESHI U, MASAAKI K, HIROWO G S, TAKASHI F. Solidification structure and alloy produced by vacuum segregation in cast ingots arc consumable electrode of titanium method [J]. ISIJ Int, 1991, 31: 775-784.
[17] ZHOU Yao-he, HU Zhuang-qi, JIE Wan-qi. Solidification technology [M]. Beijing: China Machine Press, 1998: 36. (in Chinese)
[18] MITCHELL A. Solidification in remelting processes [J]. Mater Sci Eng A, 2005, 17: 413-414.
(Edited by LI Xiang-qun)
Foundation item: Project(2007CB613802) supported by the National Basic Research Program of China
Corresponding author: KOU Hong-chao; Tel: +86-29-88493484; E-mail: hckou@nwpu.edu.cn
DOI: 10.1016/S1003-6326(09)60401-5

