网络首发时间: 2016-08-04 16:45
稀有金属 2017,41(09),955-963 DOI:10.13373/j.cnki.cjrm.xy16032501
搅拌摩擦加工5083-O铝合金的组织和性能
陈雨 杨文静 高兵 丁桦
东北大学材料科学与工程学院
摘 要:
在不同的搅拌头轴肩直径、旋转速度及行进速度下, 对2.7 mm厚5083-O铝合金薄板进行了搅拌摩擦加工处理 (FSP) 。研究表明, 材料在搅拌摩擦加工过程中发生动态再结晶, 加工区晶粒得到明显的细化。随着搅拌头的轴肩直径和旋转速度的增加, 加工区晶粒尺寸逐渐增大;随着行进速度的增加, 晶粒尺寸减小。通过搅拌摩擦加工处理, 加工区性能得到改善。当采用大轴肩直径 (16 mm) 低行进速度时, 加工区抗拉强度最低, 与母材相当。随着搅拌头轴肩直径和旋转速度的减小, 加工区抗拉强度上升, 最高强度可达母材的108%, 延伸率约为母材的123%。此外, 研究了加工区内部明暗弧纹的形成机制和其性能差异。分析表明, 与内部浅色弧纹区域相比, 深色弧纹区域晶粒尺寸更小, Mg原子含量更高, 位错更多, 硬度也更高, 其内部硬度差异随热输入量的增加而减小, 大热输入量有利于提高加工区组织和性能的均匀性。
关键词:
5083铝合金;搅拌摩擦加工;弧纹;微观组织;力学性能;
中图分类号: TG146.21;TG306
作者简介:陈雨 (1989-) , 男, 辽宁沈阳人, 博士研究生, 研究方向:铝合金的搅拌摩擦焊及加工;E-mail:526768464@qq.com;;丁桦, 教授;电话:024-83686458;E-mail:crainy11@126.com;
收稿日期:2016-03-25
基金:国家自然科学基金重点项目 (51334006);国家“十二五”航空基金项目 (61901110301) 资助;
Friction Stir Processing in 5083-O Aluminum Alloy: Microstructures and Mechanical Properties
Chen Yu Yang Wenjing Gao Bing Ding Hua
School of Materials Science and Engineering, Northeastern University
Abstract:
5083-O aluminum alloy sheets with thickness of 2 mm were subjected to friction stir processing ( FSP) , and the effect of processing parameters on the microstructures and mechanical properties was investigated. Fine equiaxed dynamically recrystallized grains were observed in the FSP zone. As the diameter of the shoulder and rotation speed increased, the grains got coarsened. However, with the increase of the moving speed, the size of the grains decreased. At a low moving speed and a 16 mm-diameter shoulder, the ultimate tensile strength was the lowest, which was similar to that of the base metal. As the diameter of the shoulder decreased and the moving speed increased, the tensile strength increased and the ultimate value could reach to 108% of that of the base metal. The elongation of the FSP zone was 123% of that of the base metal. Besides, the arc patterns in the FSP zone were also researched. Smaller grains, more Mg atoms and dislocations were observed in dark arc patterns, resulting in higher hardness. And the fluctuation of the hardness decreased with increasing heat input, which indicated that high heat input was beneficial for elevating the homogeneousness of the FSP zone.
Keyword:
5083 aluminum alloy; friction stir processing; arc pattern; microstructures; mechanical properties;
Received: 2016-03-25
Mishra和Ma在搅拌摩擦焊 (friction stir welding, FSW) 的基础上开发出了一种新型的大塑性变形技术, 搅拌摩擦加工 (friction stir processing, FSP) , 其基本原理与FSW类似, 通过搅拌头的搅拌作用使被加工材料产生剧烈的塑性变形, 改善其组织性能[1]。目前, 已开发的FSP功能包括超细晶材料加工、新材料合成、复合材料制备、铸件缺陷修复等, FSP已经成功地在2024, 2219, 6061和7075等[2,3,4,5]铝合金中获得了细小、均匀的等轴晶组织。
FSP的主要工艺参数包括搅拌头的尺寸、形状、旋转速度、焊接行进速度以及搅拌头压下量等, 这些因素不仅影响加工中的热输入量, 还影响加工区塑性金属的流动模式, 进而影响其力学性能。对于铝合金薄板加工, 搅拌头的轴肩直径、旋转速度和行进速度对于热输入和材料流动的影响最为明显。Hao等[6]研究了3.7 mm厚Al-Mg-Er合金的搅拌摩擦焊, 结果表明晶粒尺寸随着转速的增加和焊接速度的降低而增加。王东等[7]研究2mm厚Al-Cu-Li合金的搅拌摩擦焊, 结果表明晶粒尺寸随焊接速度的增加略有减小。
焊核/加工区的表面留下的周期性半环形表面弧纹是FSW/FSP形成的一种独特的宏观特征结构―“洋葱皮”, 即位于表层的“洋葱环”结构。随着研究的深入, 表面弧纹对组织和性能的影响受到越来越多的关注。对于表面弧纹的成形机制, Cui等[8]认为是在搅拌头旋转过程中变形金属的应力状态周期性的变化而产生的一种机械振动效应。王大勇和冯吉才[9]认为沉积在轴肩后方的金属在冷却的过程中由于吸附力不足造成金属脱离轴肩并形成弧纹凸起。对于表面弧纹处性能的不同, 有研究认为是由于晶粒尺寸差异造成的[10];也有研究认为是织构上的差异引起的[11]。康举等[12]研究了1.6mm厚7075铝合金的搅拌摩擦焊微观组织, 发现表面弧纹性能差异是由于晶粒尺寸和第二相粒子分布不均造成的。然而, 目前对于表面弧纹所对应的内部区域的微观组织与性能的研究还比较少。
5XXX系铝合金为不可热处理强化铝合金, 具有良好的抗腐蚀性和塑性。5083铝合金作为5XXX系铝合金的典型代表, 密度低、强度高, 被广泛地应用于航天和运输行业[13]。5083铝合金性能的提高主要依赖Mg原子固溶强化及形变强化[14]。目前, 对于5083铝合金的FSW/FSP也受到越来越多的关注。然而, 目前对于5083铝合金进行研究时多选取冷轧、热轧、挤压等硬化状态, 对于退火态5083-O的研究仍然较少。进行此部分的研究将有利于进一步了解FSP/FSW对5083铝合金的改性机制。
本文详细地研究了不同FSP参数对于5083-O铝合金薄板的微观组织和力学性能的影响, 并对表面弧纹所对应的内部区域的微观结构与性能做了进一步的研究探讨。
1实验
实验材料为2.7 mm厚5083-O铝合金薄板, 其主要化学成分 (%, 质量分数) 如下, Mg 4.0~4.9, Mn 0.4~1.0, Fe 0.4, Si 1.4, Zn 0.6, 余量为Al。分别采用两种搅拌头: (1) 直径16 mm的内有凹腔的轴肩配合M6的螺纹搅拌针; (2) 直径为10 mm的内有凹腔的轴肩配合搅拌M4的螺纹搅拌针。FSP沿板材轧制方向进行。轴肩直径为16 mm的搅拌头采用的旋转速度为400, 1600 r・min-1, 行进速度为200 mm・min-1;轴肩直径为10 mm的搅拌头采用的旋转速度为400 r・min-1, 行进速度为50, 400 mm・min-1。试样标记分别记为试样16-400-200, 16-1600-200, 10-400-50, 10-400-400。以试样16-400-200为例, 代表加工轴肩为16 mm, 采用400 r・min-1的旋转速度配合200 mm・min-1的行进速度参数下制备的FSP试样。两种搅拌头在FSP过程中保持压下量一致, 均为0.2 mm。FSP加工方向与板材轧制方向相同。
在原始板材上进行FSP, 加工后在自然冷却。利用OLYMPUS DSX500金相显微镜 (OM) 观察加工区微观组织, 金相试样采用Keller试剂进行腐蚀。采用SSX-500扫描电镜 (SEM) 及其附带的能谱仪 (EDS) 对弧纹的元素分布进行表征, 并对加工区内部析出相做形貌观察和成分检测。通过FEI Quanta600扫描电子显微镜对加工区进行电子背散射 (EBSD) 取向成像分析, 步长根据分析区域的范围和晶粒尺寸分别取0.3, 1.0, 3.0μm。采用Tecnai G220透射电镜 (TEM) 观察样品显微组织, 在加工区内垂直于板面方向选取TEM试样, TEM试样经机械减薄后, 用30%硝酸+70%乙醇 (体积分数) 在电解液-30℃双喷减薄, 电压为12 V。采用FM-700显微硬度仪, 在加工区横截面和纵截面上, 沿板厚的中线测量截面的硬度分布, 相邻两硬度点间距为0.5 mm。测试横截面硬度时, 检测区域从前进侧母材起始, 贯穿加工区直至后退侧母材。测试纵截面硬度时, 检测区域宽度约为2 mm。在加工区内, 沿纵向和横向分别制取拉伸试样, 拉伸试样平行段长2.5 mm, 宽1.7 mm, 厚度约为1.0mm。将制好的拉伸试样在厚度方向沿中线切开并打磨, 用以检测加工区厚度方向力学性能的差异, 拉伸初始应变速率为1×10-3s-1。其中PS, PX分别表征平行于行进方向沿厚度上、下半部分取样, CS, CX则表征垂直于行进方向沿厚度上、下半部分取样的取样方式。
2结果与讨论
2.1加工区宏观缺陷
对于FSP, 热输入量直接决定金属的流动性能, 金属的流动性决定了加工的质量。加工过程中的热输入量为[15]

式中P为搅拌头下压力, ω为搅拌头的旋转速度, R为搅拌头轴肩半径, μ为摩擦系数。若考虑行进速度对于热输入量的影响, 可将行进速度v引入前式, 将摩擦系数μ和下压力P近似看作常数, 可以得到式 (2)

式中α为常数。利用式 (2) 计算可知, 热输入量的排序由大到小为试样16-1600-200, 16-400-200, 10-400-50和10-400-400。热输入量较大时, 金属的流动性能好, 加工区致密 (如图1 (a, b) 所示) 。热输入量较小时, 金属的流动性能下降, 加工区产生孔洞等内部缺陷 (如图1 (c, d) 所示) 。除此之外, 从图1 (a~c) 可以清晰地分辨出明暗相间的弧状条纹, 弧纹是塑性金属的流动轨迹。从弧纹形状可以判断, 在FSP过程中沿厚度方向上的金属流动速度存在差异, 上层金属流动较快。由图1 (c) 看出, 在两条相邻的“孔洞带”中间, 弧纹滞后。其弧纹的滞后表明金属的流动速度较慢, 导致相邻层金属速度差过大, 造成相邻层金属发生错位形成孔洞。热输入量过小时 (如图1 (d) 所示) , 金属流动紊乱无序, 孔洞缺陷会进一步长大最终演变为隧道缺陷。

图1 不同参数下加工区纵截面金相组织Fig.1 Microstructures of longitudinal section under different parameters
(a) Sample 16-1600-200; (b) Sample 16-400-200; (c) Sample 10-400-50; (d) Sample 10-400-400
2.2加工区微观形貌
图2为不同参数下获得的加工区横截面及原始母材的OM照片。图3则为小轴肩条件下试样10-400-50和10-400-400对应的TEM照片。与母材相比, 加工区晶粒得到了细化, 均为细小的等轴再结晶组织。通过对比晶粒尺寸可知, 晶粒随热输入量的增加而粗化。对比试样16-1600-200和16-400-200可以看出, 随着搅拌头旋转速度的增加, 晶粒尺寸增大;对比试样10-400-50, 10-400-400, 可以得出晶粒的尺寸随着行进速度的增加而减小;对比试样16-1600-200和10-400-50可以看出, 随着轴肩直径的增加, 晶粒尺寸增大。通过对比各参数下晶粒尺寸差异, 可以得出, 对于薄板的FSP, 轴肩直径对于热输入的影响最大, 因为大轴肩可以提供更多的摩擦热, 进而增加热输入量。
图4为不同参数下获得的加工区和母材的第二相粒子形貌及对第二相粒子的EDS分析。通过查阅文献[16]和EDS对第二相粒子成分的检测, 可以确定第二相粒子为Al6 (Mn, Fe) 。Al6 (Mn, Fe) 的回溶温度比5083铝合金的熔点高, 在FSP的过程中, Al6 (Mn, Fe) 难以回溶。通过对比不同参数下第二相粒子形貌, 可以看出, 虽然Al6 (Mn, Fe) 并未发生回溶, 但受到了强烈的搅拌作用, 其中采用大轴肩、高转速的试样16-1600-200的第二相粒子尺寸减小最为明显。对比图4 (d, e) 可知, 采用小轴肩、低转速时, 适当地降低行进速度也可以减小第二相粒子尺寸。
2.3加工区表面弧纹及内部组织性能
FSP后加工区表面留有高低起伏的半圆形表面弧纹。已有研究表明[8], 每对相邻弧纹凸起 (凹陷) 的间距等于搅拌头行进速度与旋转速度的比值:
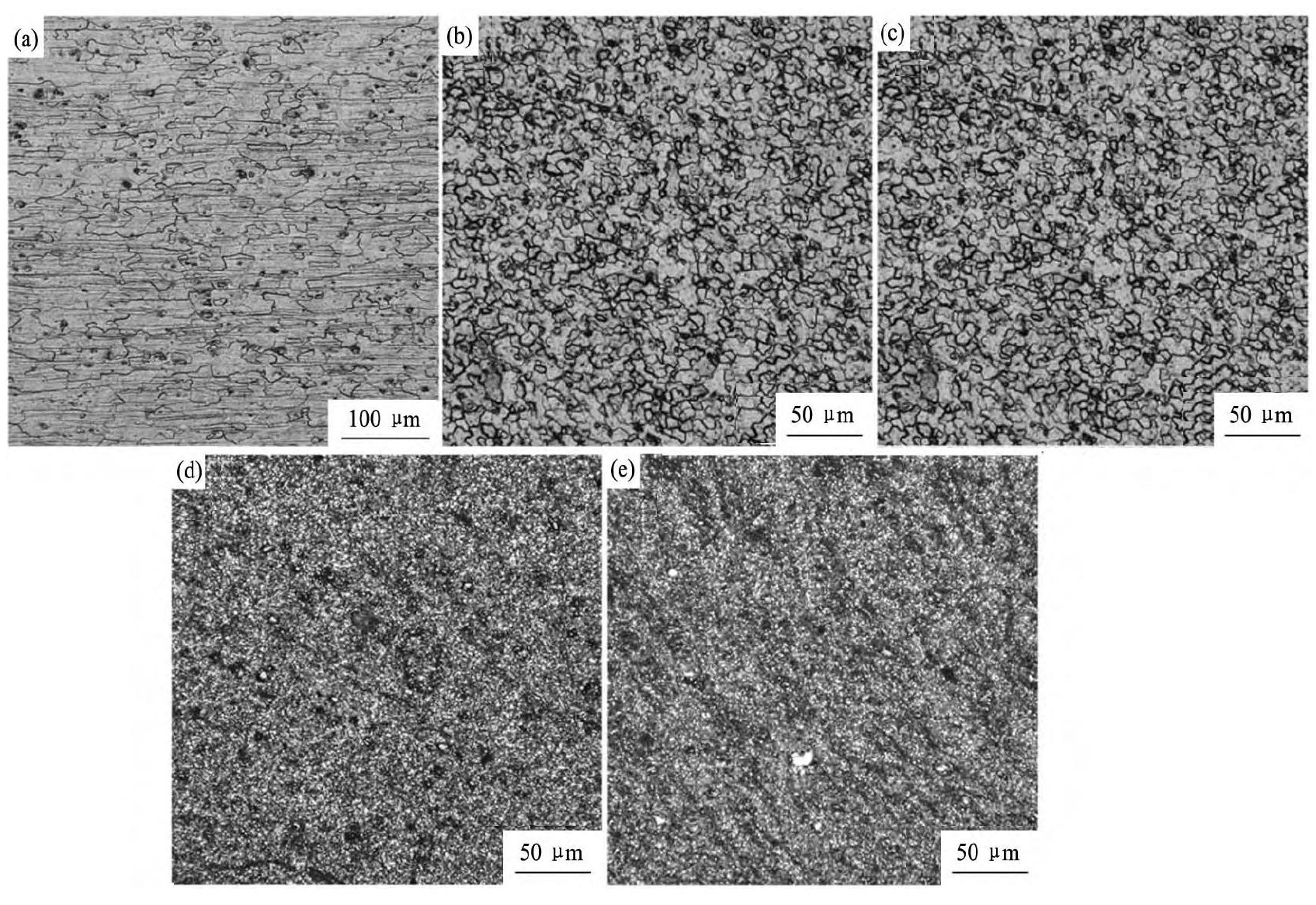
图2 不同参数下加工区金相组织Fig.2 OM images of cross-section under different parameters
(a) Base metal; (b) Sample 16-1600-200; (c) Sample 16-400-200; (d) Sample 10-400-50; (e) Sample 10-400-400
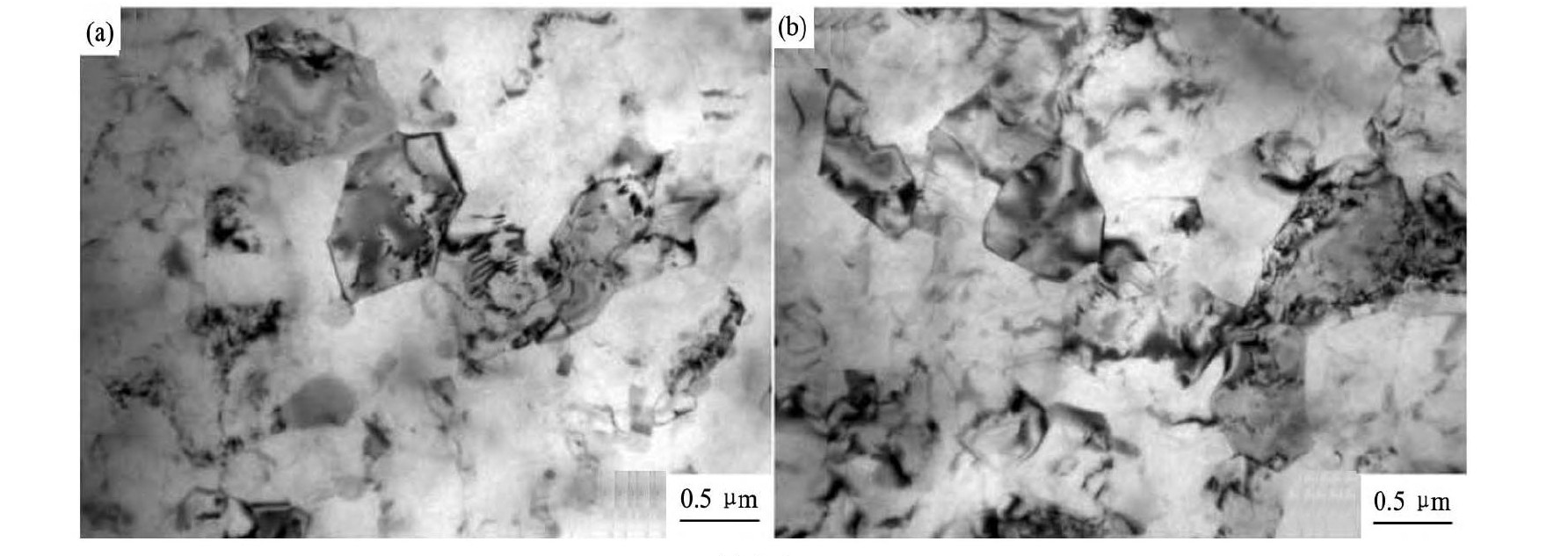
图3 10 mm轴肩加工区TEM组织Fig.3 TEM images showing grains by a tool with 10 mm-diameter shoulder
(a) Sample 10-400-50; (b) Sample 10-400-400

式中D为相邻弧纹间距, v为行进速度, ω为搅拌头旋转速度。对本实验中4组参数下产生的弧纹间距进行了测量, 试样16-1600-200, 16-400-200, 10-400-50, 10-400-400弧纹间距约为125, 500, 125和1000μm, 测量值与理论计算值相符。由图1可以看出, 加工区纵截面上存在与表面弧纹相对应的明暗相间的弧纹, 试样16-1600-200, 16-400-200, 10-400-50加工区内相邻明 (暗) 弧纹间距约为125, 500和125μm, 其间距也符合上面的规律。通过观察发现表面弧纹凸起对应深色弧纹, 凹陷对应浅色弧纹。在试样16-1600-200, 16-400-200和10-400-50的纵截面均能分辨出明暗相间的弧纹, 其中试样10-400-50所对应的弧纹形状不规则, 这是由于金属流动不充分, 产生孔洞所造成的结果。未观察到试样10-400-400内存在明暗相间弧纹, 这是由于试样10-400-400内部存在隧道缺陷, 其内部金属流动紊乱, 已不具有规律性。
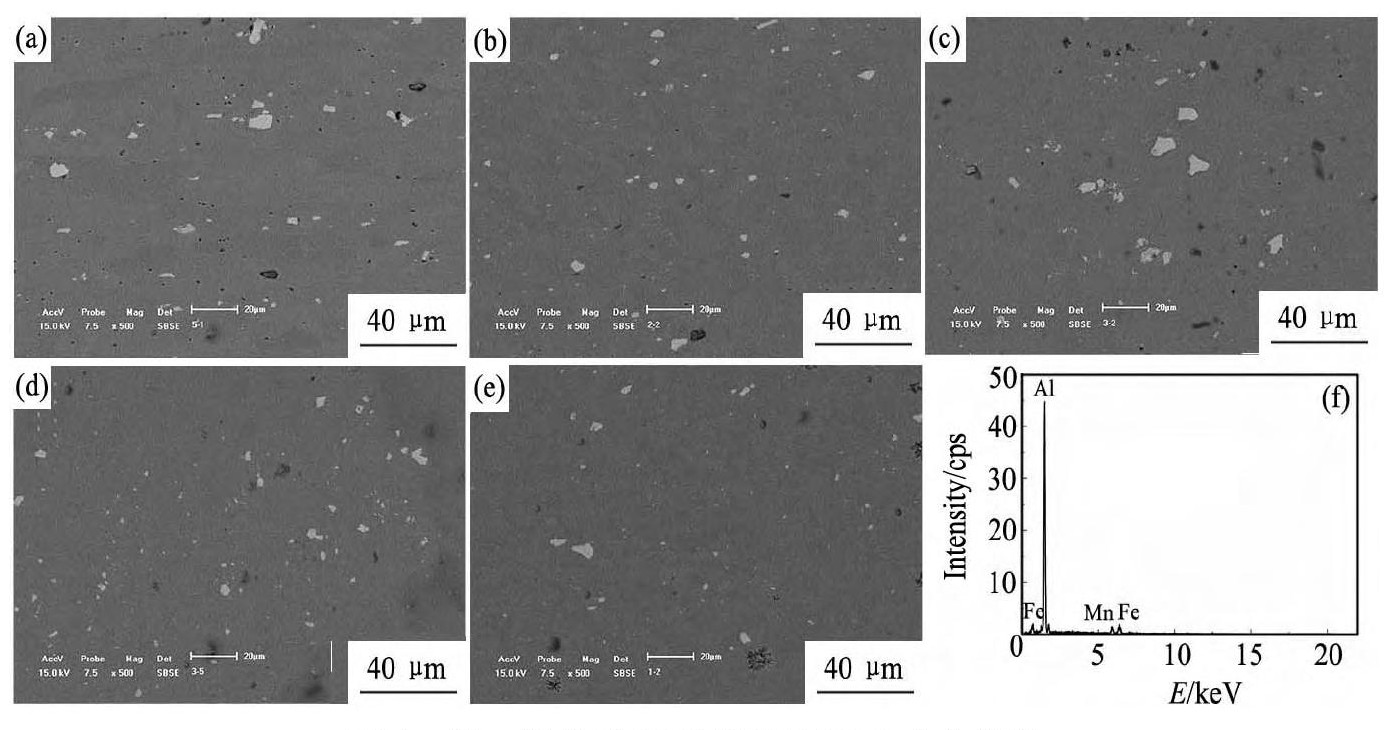
图4 第二相粒子SEM形貌及EDS成分分析Fig.4 SEM images of second phase and EDS analysis
(a) Base metal; (b) Sample 16-1600-200; (c) Sample 16-400-200; (d) Sample 10-400-50; (e) Sample 10-400-400; (f) EDS energy pattern
由图1可知, 弧纹并不是从加工区上表面一直贯穿至加工区下表面, 而是在距离上表面一定距离的地方出现并向下延伸。为进一步探究加工区弧纹产生原因, 对试样16-400-200加工区纵截面不同位置进行EBSD取向成像分析。已有研究表明[17], 由于动态再结晶的原因, 加工区内不存在明显的强织构, 但在某些区域晶粒存在特殊的取向差异。EBSD取向成像分析结果如图5所示。图5 (a) 显示了距离加工区上表面0.5 mm处取样获得的晶粒取向分布图, 此区域的上部多呈<001>和<101>取向, 分布不呈现周期性, 而此区域的下部区域则出现周期性的取向分布。保持分析区域水平位置不变, 将其沿厚度方向竖直向下移动1mm进行EBSD取向成像分析, 即得到图5 (b) 。此区域晶粒取向具有明显的规律性, 部分区域取向趋向于<101>方向, 部分区域取向趋向于<001>和<111>方向。观察发现深色弧纹区域对应<101>取向区域, 浅色区域对应<001>和<111>取向区域, 各区域间距与表面弧纹间距一致, 均为500μm。前面对于隧道缺陷的分析已表明加工区内部金属的受力状态和流动方式存在差异, 而对于整个加工区域, 处于上层的金属更多地受到轴肩影响, 为轴肩影响区;而处于下层的金属则更多地受搅拌针影响, 为搅拌针影响区。两个区域的金属受力不同, 流动方式也存在差异, 造成了组织和性能上的差别。图5 (a) 显示的分析位置处于搅拌针和轴肩影响区的交界位置, 此区域上层金属受到轴肩作用, 取向分布没有呈现周期性, 说明此区域金属的受力和流动较为复杂。图5 (b) 显示的分析位置处于搅拌针影响区内, 呈周期性的取向分布, 说明此区域内金属的受力和流动具有周期性。对于加工区内取向和受力状态及流动方式的关系, 还有待进一步研究。
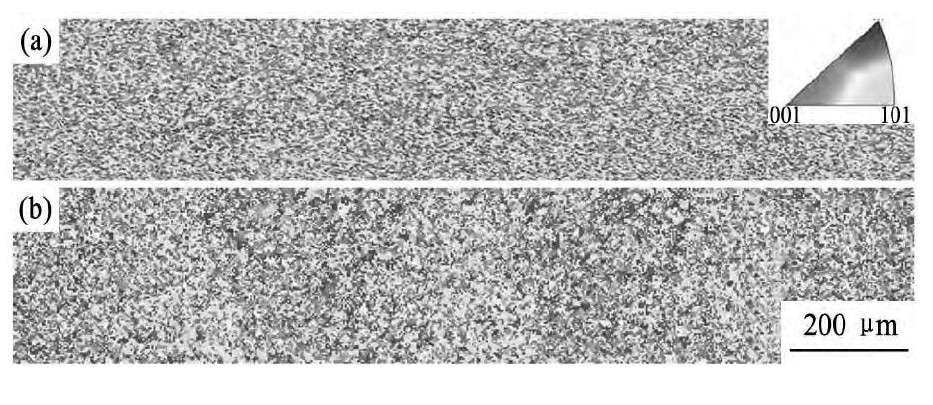
图5 电子背散射晶粒取向图Fig.5Electron backscatter diffraction maps of grain orienta-tions
(a) 0.5 mm below upper surface; (b) 1.5 mm below upper surface
图6显示了16 mm轴肩FSP获得的试样纵截面硬度分布, 硬度呈周期性分布。经测量发现, 深色弧纹所在区域的硬度值较高。由前面的分析可知, 不同区域的金属在搅拌针作用下受力状态和流动方式不同, 这也造成了晶粒尺寸及形貌上的差异。图7显示了明暗弧纹对应区域的晶粒形貌。经计算, 深色弧纹区域晶粒尺寸约为2.5μm, 浅色弧纹区域晶粒尺寸为3μm, 更小的晶粒尺寸提高了深色弧纹区域的硬度。对比晶粒形貌, 可以看出深色弧纹区域晶粒等轴化程度较高, 细小晶粒所占比例较大, 晶粒尺寸的不同也是造成明暗弧纹硬度差异的原因之一。
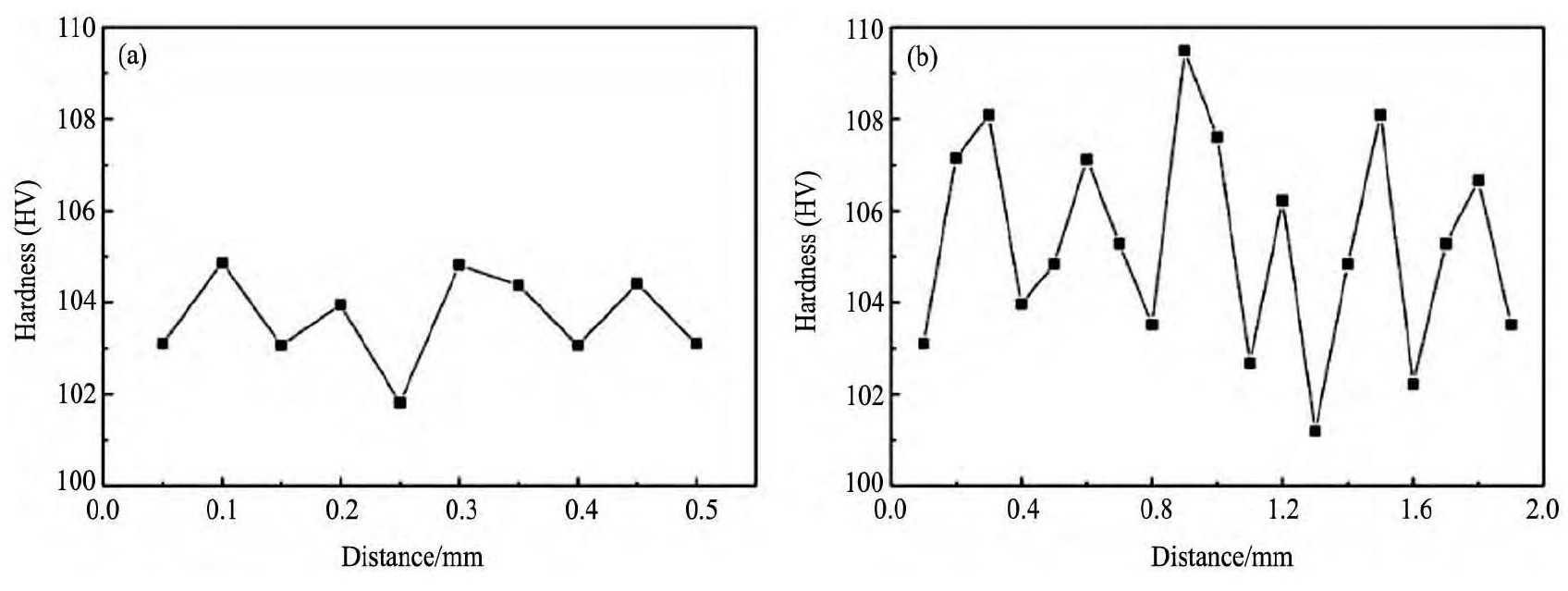
图6 16 mm轴肩FSP纵截面硬度分布图Fig.6 Distributions of hardness in longitudinal section with a 16 mm-diameter shoulder
(a) Sample 16-1600-200; (b) Sample 16-400-200
图8为5083-O铝合金试样16-400-200的加工区元素EDS面分析结果。从EDS面分析结果可以看出, Mg原子的丰度是呈现周期性变化的, 而Mn, Fe等元素以析出相形式分布, 呈不规则分布。为进一步测定Mg原子含量, 对试样16-400-200明暗弧纹各进行EDS成分检测。经计算, 深色弧纹处Mg原子平均含量为4.8%, 浅色弧纹处Mg原子平均含量为4.3%。Mg原子含量增加会降低材料的耐腐蚀性能[18], 加工区内部会由于组织耐腐蚀性能的不同而出现明暗差异, 说明Mg原子含量差异也可能是造成明暗弧纹的原因。在FSP过程中, 加工区温度较高, 材料发生动态再结晶的同时会发生固溶原子的扩散。轴肩影响区域金属流动复杂, Mg原子扩散不规律。而在搅拌针影响区域, 周期性的受力和流动方式对Mg原子的扩散造成了影响, 使Mg原子分布呈现周期性。对试样16-400-200的弧状条纹取样, 进行TEM观察, 如图9所示。可以看出, 深色弧纹区域位错数量较浅色弧纹多。这可能是由于固溶Mg原子与位错存在的交互作用, 使Mg原子富集区会捕获更多的位错。固溶强化和位错强化作用也会造成明暗弧纹区域的硬度差异。通过对比, 发现试样16-400-200的硬度起伏程度较试样16-1600-200所对应的硬度起伏更大, 说明热输入量的增加促进了金属的流动和元素的扩散, 使材料的组织性能更加均匀。
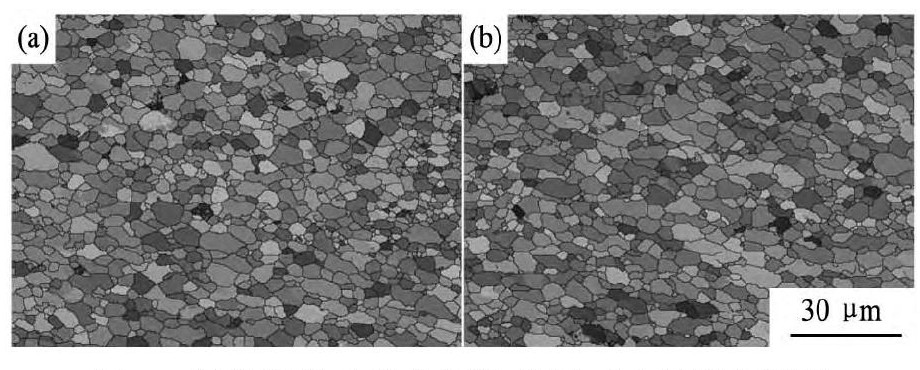
图7 深色弧纹和浅色弧纹位置对应的组织形貌Fig.7 Microstructures in FSP region
(a) Dark arc pattern; (b) Light arc pattern
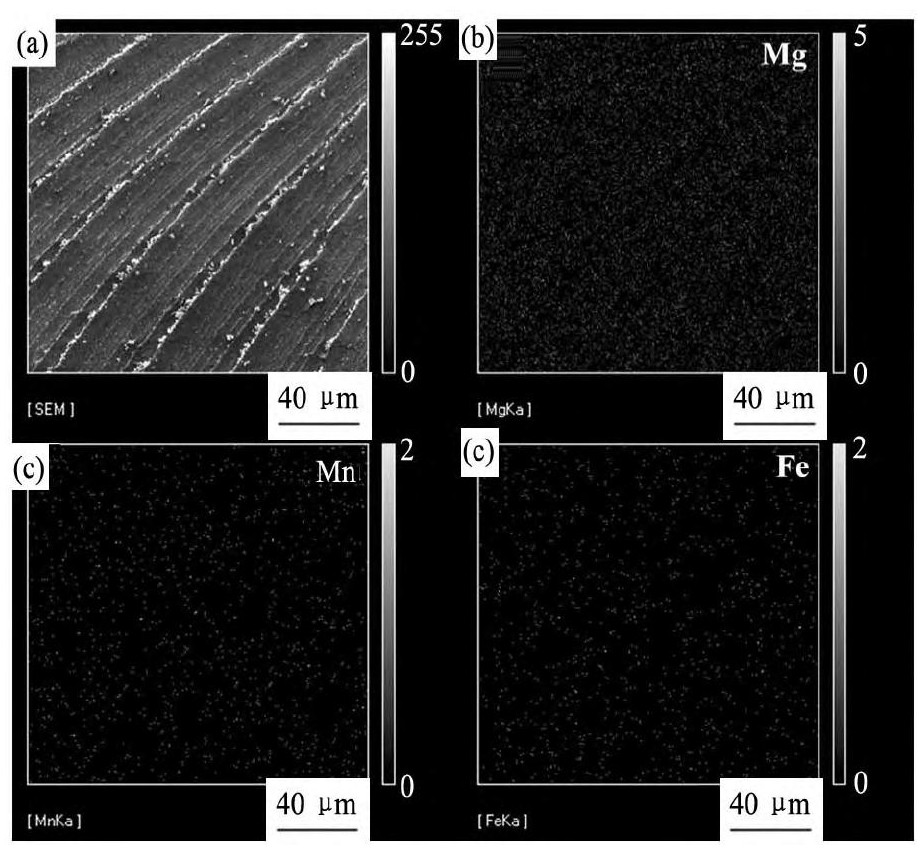
图8 试样16-400-200元素EDS面分析结果Fig.8 EDS mapping of elements of Sample 16-400-200
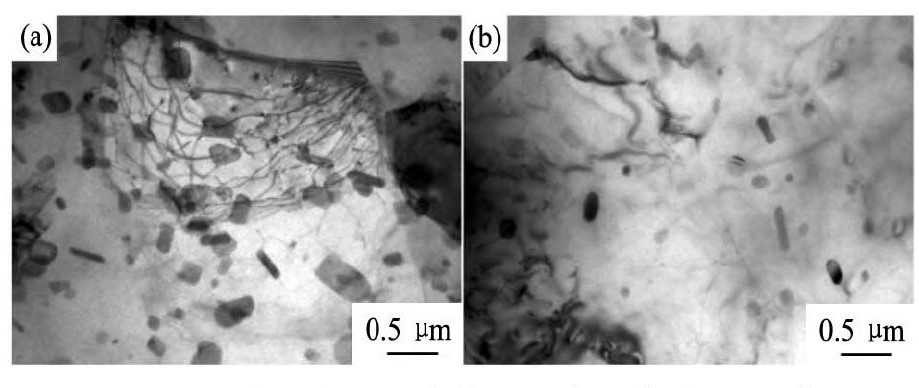
图9 弧纹凸起和凹陷位置对应的位错TEM像Fig.9 TEM images showing dislocations
(a) Dark arc pattern; (b) Light arc pattern
2.4加工区拉伸性能
表1给出了母材和加工区拉伸性能 (抗拉强度及延伸率) , 图10则显示了不同参数不同取样方式下FSP加工区拉伸性能。在同一参数下, 取样方式的不同对力学性能的影响并不显著, 这是由于加工区组织为细小等轴晶, 各向力学性能相近。不同参数下, 强度随热输入量的增加而降低。这是由于晶粒的尺寸随热输入量的增加而增加, 热输入量大时, 加工区晶粒尺寸较大。根据Hall-Petch公式, 材料的强度随晶粒尺寸的减小而增大。对于垂直于行进方向取样的试样10-400-400, 加工区上部试样的力学性能较好, 而下部力学性能较差。这是因为在试样10-400-400内部存在隧道缺陷, 隧道位于加工区下部, 缺陷的存在减小了拉伸试样的受力面积, 导致其强度急剧下降。
表1 5083-O加工区拉伸性能Table 1 Tensile properties of 5083-O FSP 下载原图
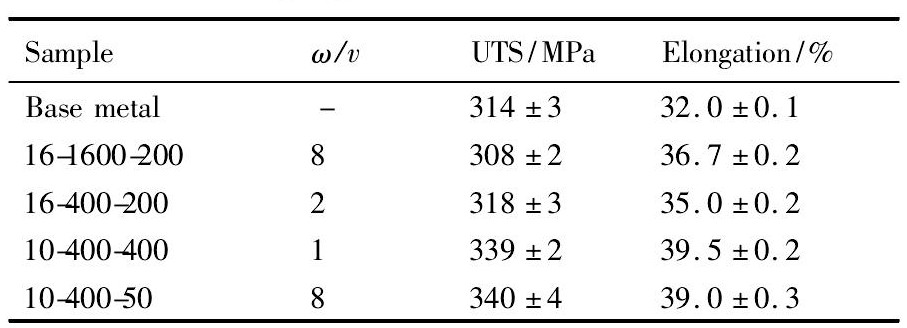
表1 5083-O加工区拉伸性能Table 1 Tensile properties of 5083-O FSP
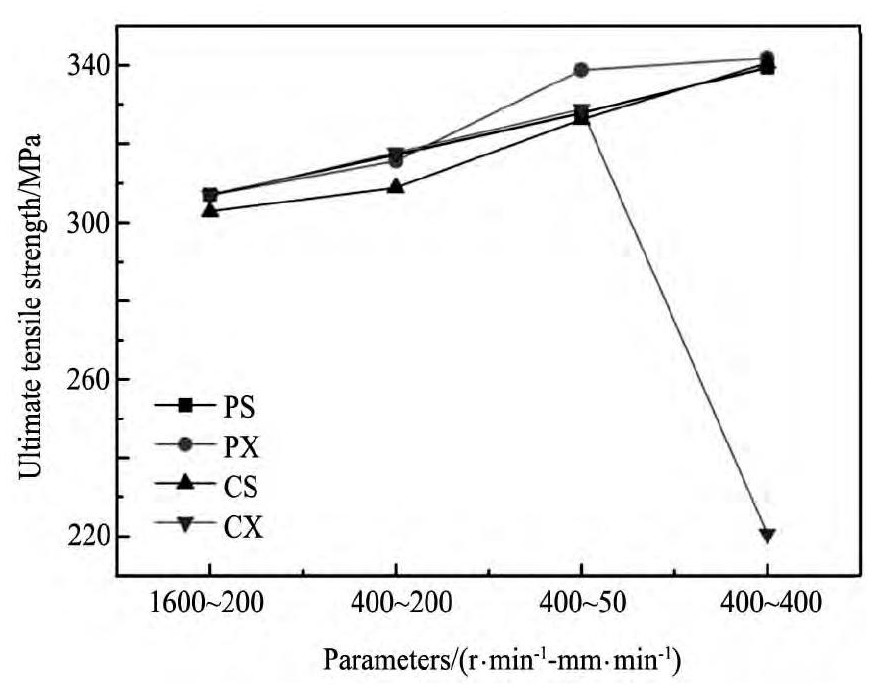
图1 0 加工区力学性能Fig.10 Tensile strength of FSP zone
2.5加工参数对显微硬度的影响
图11为不同参数下FSP试样显微硬度分布图。从图11可以看出, 加工区的硬度值高于母材。一般而言, 经过FSP加工后, 加工区的硬度值均比母材低, 这是由于加工区受到了再结晶软化的作用。对于铝合金的FSP, 加工区的温度一般可达其熔点的60%~95%[11]。在此温度区间内, 大量强化相回溶, 也导致加工区硬度值下降。5083-O铝合金本身经历了退火处理, 位错密度降低, 第二相粒子回溶温度高且强化作用也并不明显, 因此经FSP加工后, 其硬度值并未降低。根据公式[19]

式中kH为常数, 材料的硬度值随晶粒尺寸的减小而增大, FSP起到了明显的细化晶粒的作用, 因此加工区硬度高于母材。图11 (a, b) 分别表示了行进速度和旋转速度的改变对于加工区的影响。通过对加工区硬度的比较可以看出, 旋转速度对于硬度的影响要高于行进速度所带来的影响, 侧面说明旋转速度对于热输入的影响比行进速度影响大。
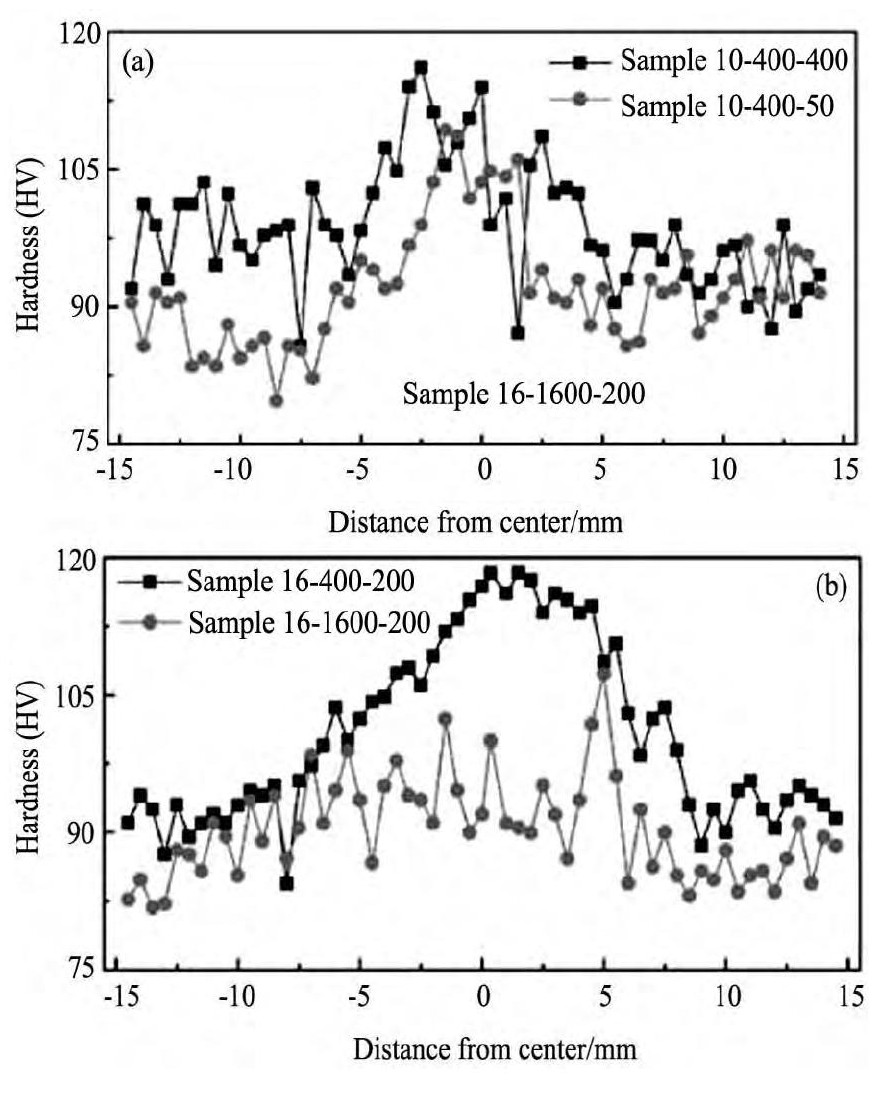
图1 1 显微硬度分布图Fig.11 Distributions of hardness
(a) 10 mm-diameter shoulder; (b) 16 mm-diameter shoulder
3结论
1.对于5083-O铝合金的FSP, 当热输入量不足时, 金属流动性能下降, 导致相邻层金属的速度差异过大, 相临层的金属沿切向错开, 形成孔洞源并进一步扩展, 当热输入量严重不足时, 孔洞最终将演变成隧道缺陷。
2.FSP加工区为细小的等轴晶组织。晶粒的尺寸随着热输入量的增加而增大。对于薄板, 轴肩直径对于热输入量的影响最大, 旋转速度次之, 行进速度则较小。材料的硬度和抗拉强度随晶粒尺寸的减小而提高。在小轴肩高行进速度的条件下, 无缺陷区域抗拉强度可达母材的108%, 延伸率也可达到母材的123%。
3.5083-O铝合金经FSP加工后, 表面带有弧纹, 与弧纹对应的内部组织也呈现与表面弧纹相似交替的规律的明暗弧纹, 明暗弧纹是由于金属的流动和受力状态不同造成的。深色弧纹对应表面凸起, 浅色弧纹对应表面凹陷。深色弧纹区域晶粒更细小, 固溶Mg原子数量和位错数量较浅色区域多, 使深色弧纹硬度值较浅色弧纹高。
参考文献
[1] Mishra R S, Ma Z Y.Friction stir welding and processing[J].Materials Science and Engineering R, 2005, 50:1.
[2] Liu F C, Ma Z Y.Effect of friction stir processing on the microstructure of as-cast 7075 aluminum alloy[J].Acta Metallurgica Sinica, 2008, 44:319. (刘峰超, 马宗义.搅拌摩擦加工对铸态7075铝合金显微组织的影响[J].金属学报, 2008, 44:319.)
[3] Sun M N, Wang K S, Xu R Q, Wang W, Hao Y X, Li Y.Thermal stability of ultra-fine grained 2024 aluminum alloy prepared by friction stir processing[J].Chinese Journal of Rare Metals, 2014, 38 (5) :780. (孙美娜, 王快社, 徐瑞琦, 王文, 郝亚鑫, 李瑶.搅拌摩擦加工超细晶2024铝合金热稳定性研究[J].稀有金属, 2014, 38 (5) :780.)
[4] Chen Y, Ding H, Li J, Zhao J, Fu M, Li X.Effect of welding heat input and post-welded heat treatment on hardness of stir zone for friction-stir welded 2024-T3 aluminum alloy[J].Transcations of Nonferrous Metals Society of China, 2015, 25:2524.
[5] Johannes L B, Charit I, Mishra R S, Verma R.Enhanced superplasticity through friction stir processing in continuous cast AA5083 aluminum[J].Materials Science and Engineering A, 2007, 464:351.
[6] Hao H L, Ni D R, Huang H, Wang D, Xiao B L, Nie Z R, Ma Z Y.Effect of welding parameters on microstructure and mechanical properties of friction stir welded Al-Mg-Er alloy[J].Materials Science and Engineering A, 2013, 559:889.
[7] Wang D, Dong C L, Xiao B L, Gao C, He M, Luan G H, Ma Z Y.Effect of welding parameters on microstructure and mechanical properties of friction stir welded Al Cu Li alloy joints[J].Acta Metallurgica Sinica, 2012, 48:1109. (王东, 董春林, 肖伯律, 高崇, 何淼, 栾国红, 马宗义.焊接参数对Al Cu Li合金搅拌摩擦焊接头微观结构和力学性能的影响[J].金属学报, 2012, 48:1109.)
[8] Cui G R, Ma Z Y, Li S X.Periodical plastic flow pattern in friction stir processed Al-Mg alloy[J].Scripta Mater, 2008, 58 (12) :1082.
[9] Wang D Y, Feng J C.Process model of arc corrugation on friction-stir weld[J].Transactions of the China Welding Institution, 2003, 24 (3) :42. (王大勇, 冯吉才.搅拌摩擦焊焊缝表面弧形纹形成模型[J].焊接学报, 2003, 24 (3) :42.)
[10] Chen Y, Ding H, Cai Z, Zhao J, Li J.Effect of initial base metal temper on microstructure and mechcanical properties of friction stir processed Al7B04 alloy[J].Materials Science and Engineering A, 2016, 650:396.
[11] Chen Y, Ding H, Li J, Cai Z, Zhao J, Ynag W.Influence of multi-pass friction stir processing on the microstructure and mechanical properties of Al-5083 alloy[J].Materials Science and Engineering A, 2016, 650:281.
[12] Kang J, Luan G H, Fu R D.Microstructures and mechanical properties of banded textures of friction stir welded 7075-T6 aluminum alloy[J].Acta Metallurgica Sinica, 2011, 47 (2) :224. (康举, 栾国红, 付瑞东.7075-T6铝合金搅拌摩擦焊焊缝表面带状纹理的组织与性能[J].金属学报, 2011, 47 (2) :224.)
[13] Hirata T, Oguri T, Hagino H, Tanaka T, Chung S W, Takigawa Y, Higashi K.Influence of friction stir welding parameters on grain size and formability in 5083 aluminum alloy[J].Materials Science and Engineering A, 2007, 456:344.
[14] Zhou C, Yang X, Luan G.Fatigue properties of friction stir welds in Al 5083 alloy[J].Scripta Mater., 2005, 53:1187.
[15] Kim Y G, Fujii H, Tsumura T, Nakata K.Materials Science and Engineering A, 2006, 415:250.
[16] Sato Y S, Park S H C, Kokawa H.Metallurgical and Materials Transactions A, 2001, 32:3033.
[17] Woo W, Choo H, Brown D W, Vogel S C, Liaw P K, Feng Z.Texture analysis of a friction stir processed6061-T6 aluminum alloy using neutron diffraction[J].Acta Materialia, 2006, 54:3871.
[18] Huang G J, Zhang K, Wang L Y, Liu Z H, Yang W M.Effect of different element component on corrosive property of 5083 aluminum alloy[J].Nonferrous Metals, 2011, 63 (2) :22. (黄光杰, 张珂, 汪凌云, 刘正宏, 杨文敏.不同元素含量对5083铝合金腐蚀性能的影响[J].有色金属, 2011, 63 (2) :22.)
[19] Cui G R, Ma Z Y, Li S X.The origin of non-uniform microstructure and its effects on the mechanical properties of a friction stir processed Al-Mg alloy[J].Acta Materialia, 2009, 57:5718.

