Trans. Nonferrous Met. Soc. China 24(2014) 2220-2225
Shear deformation and plate shape control of hot-rolled aluminium alloy thick plate prepared by asymmetric rolling process
Yu-bo ZUO, Xing FU, Jian-zhong CUI, Xiang-yu TANG, Lu MAO, Lei LI, Qing-feng ZHU
Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education, Northeastern University, Shenyang 110819, China
Received 17 October 2013; accepted 30 April 2014
Abstract: Asymmetric rolling (ASR), as one of severe plastic deformation (SPD) methods to make ultra-fine materials with enhanced performance is mainly used to prepare foil and thin strip. The asymmetrical rolling was achieved by adjusting the diameters of the upper roll and the bottom roll and was used to prepare hot-rolled thick plate of 5182 aluminium alloy. The shear deformation and plate shape control were experimentally studied. The experimental results show that asymmetrical rolling has a significant effect on metal deformation stream and can somehow refine microstructure and improve the uniformity of microstructure and properties. The asymmetrical rolling process can also reduce the rolling force. However, bending of rolling plate often happens during asymmetrical rolling process. The factors affecting the bending were discussed.
Key words: asymmetric rolling; shearing deformation; 5182 aluminium alloy; plate shape; microstructure; mechanical properties
1 Introduction
The uniformity of microstructure and properties of the extra thick aluminium alloy plates is very significant for their applications. However, it is quite difficult to obtain sufficient and uniform deformation of extra thick plate by conventional hot rolling process. How to improve the deformation rate in the center of extra thick plate and consequently improve the uniformity of microstructure and properties has been a critical issue for producing hot-rolled thick plate.
The equal channel angular pressing (ECAP) [1,2] process has shown a potential to prepare samples with ultra fine and uniform microstructure. However, it is difficult to prepare large-sized samples by ECAP. Asymmetric rolling as a kind of severe plastic deformation has been used as cold rolling of stainless strip and aluminium foil. In asymmetric rolling, the sheet is rolled between rolls with either different diameters or different speeds. Under asymmetric rolling, the material is subjected to an extra shear deformation in addition to compression. The shear deformation has been demonstrated by cold rolling pure aluminium block with scratched side lines [3]. Asymmetric rolling process shows grain refining effect on aluminium alloys [4-6]. The asymmetric rolling process also shows a significant effect on the recrystallization, texture formation and plastic anisotropy [7-9].
Based on the results of asymmetric cold rolling, asymmetric hot rolling could be a good way to improve the uniformity of microstructure and properties of extra thick plate. However, the study on this aspect is still very limited although asymmetric hot rolling aluminium alloy thick plate has been proposed and patented [10,11]. It was reported that the asymmetric hot rolling can significantly improve the equivalent strain at the centre of the plate and consequently the uniformity of the microstructure and mechanical properties [10-12]. However, during asymmetric hot rolling process the bending of the plate often happens [13-15]. The displacement offset of upper roll was proposed to solve the bending problem [10,13]. FU et al [13] concluded that a proper offsetting distance of the upper roll can decrease the plate curvature. In general, the application of asymmetric hot rolling to prepare extra thick plate is an innovative attempt and still needs further research to support this.
The aim of this work is to prepare hot-rolled thick plate of 5182 aluminium alloy by the asymmetric rolling process and the conventional hot rolling process respectively to experimentally study the shear deformation in the asymmetric rolling process and its effect on the microstructure and properties of 5182 aluminium alloy.
2 Experimental
The chemical composition of 5182 aluminium alloy used in the present work is shown in Table 1. The sectioned ingots with dimensions of length 300 mm, thickness 100 mm and width 100 mm were prepared and used as the initial material. The grids of 10 mm × 10 mm or 20 mm × 20 mm were scratched on the side of the ingot to observe the shear deformation. The depth of scratched grid was about 1.5 mm to be sure that it can be recognized after rolling.
Table 1 Chemical composition of 5182 aluminium alloy (mass fraction, %)

The ingots were heated to 480 °C and then rolled by conventional rolling and asymmetrical rolling, respectively. The conventional hot rolling was carried out using a rolling mill with upper and lower roll diameters of 450 mm. The asymmetrical rolling was achieved at the same rotation speed of upper roll and bottom roll and by adjusting the diameters of the rolls. With the diameters of 480 mm (bottom roll)/450 mm (upper roll) and 480 mm (bottom roll)/400 mm (upper roll), the velocity ratios of 1.07 and 1.20 were obtained, respectively.
The samples for microstructure observation were ground, polished and then anodized under the standard procedure. Microstructures of these samples were observed on an optical microscope (Leica DMR). The mechanical properties were measured on an universal tensile machine (SHIMADZU-AG-X-100 kN).
3 Results and discussion
3.1 Metal deformation stream during asymmetric rolling
Figure 1 shows the side grids before and after hot rolling. The scratched grid can roughly show the deformation stream. The side of the initial ingot shows regular scratched grid. After hot rolling, the ingot was rolled from the height of 100 mm to 35 mm and the grid significantly changed. For the conventional hot rolling process, after multi-pass (one-way) hot rolling, as shown in Fig. 1(b), both the upper half and the bottom half of the vertical lines incline towards the rolling direction and become C-like shape, indicating the larger equivalent strain near to the surface than that of the centre. For the conventional hot rolling process, after multi-pass (reverse) hot rolling, as shown in Fig. 1(c), the vertical lines do not incline; however, it can be clearly seen that side crack (caused by the scratched vertical lines) near to the surface is much wider than that of the centre. This also indicates that the equivalent strain near to the surface is larger than that of the centre. It needs to be noted that the initial grid sizes in Fig. 1(c) are 20 mm× 20 mm and the others are 10 mm × 10 mm. For the asymmetric hot rolling process, after multi-pass (one- way) hot rolling, as shown in Fig. 1(d), the vertical lines incline backwards to the rolling direction and are still direct lines, indicating a additional shear deformation and uniform equivalent strain from the surface to the centre of the plate. Therefore, compared with the symmetric rolling, the asymmetric rolling can generate an additional shear deformation and significantly change the metal deformation stream. The formation of shear deformation is mainly due to the lower linear velocity of the upper roll, forming the different friction conditions and consequently the shear deformation zone.

Fig. 1 Side grids before and after multi-pass hot rolling (deformation of 65%)
3.2 Rolling force
During rolling process the rolling force was recorded and the results are shown in Fig. 2. The ingot was rolled from the height of 100 mm to 35 mm by 6 passes. The reduction rate of each pass is also shown in Fig. 2. The rolling force of the asymmetric rolling is 5%-30% lower than that of symmetric rolling.
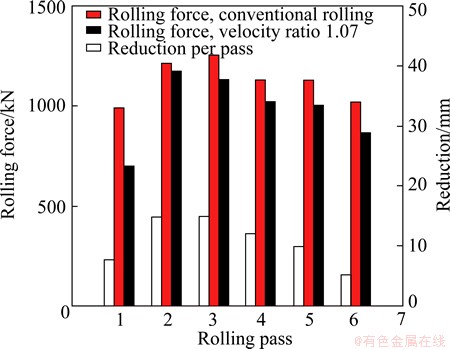
Fig. 2 Comparison of rolling force with conventional rolling and asymmetric rolling
3.3 Plate shape control
Due to the mismatch of linear velocity of the work rolls, in the asymmetric rolling process the plate will experience shear deformation especially on its top and bottom. This may cause the plate to bend toward one of the work rolls. Actually sometimes it causes serious bending so that the plate cannot enter the roll gap of next pass. In the present work, the bending of the plate under different thickness and reduction was investigated. In order to properly describe the bending level, a value of bending height, h, was used. Here, h means the bending height per 100 mm in length of the plate, as shown in Fig. 3.
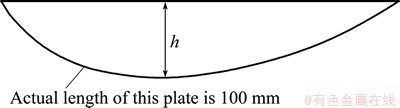
Fig. 3 h (bending height per 100 mm in length of plate) for describing bending level of plates prepared by asymmetric rolling
Figure 4 shows the bending height of the plate with hot rolling of a single pass. The reduction rates of 8%, 15% and 30% were achieved by hot rolling the initial ingot from the height of 100 mm to 92, 85 and 70 mm with a single pass, respectively. With increasing the reduction rate from 8% to 30% the bending height (h) increases. Another phenomenon is that increasing the velocity ratio also increases the bending height.
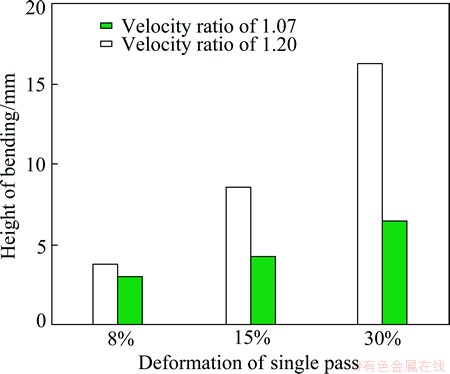
Fig. 4 Bending height of plate hot rolled with a single pass
Table 2 Reduction rate and bending of plates prepared by asymmetric hot rolling (velocity ratio of 1.07)
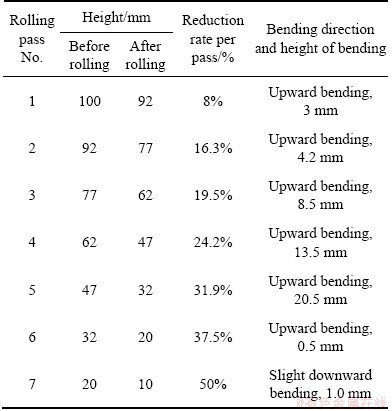
Table 2 shows the bending height of the plate during the multi-pass asymmetric hot rolling process. Before the 6th pass, with increasing the rolling pass, the bending height increases. However, at the 6th pass, when the plate was hot rolled from 32 mm to 20 mm (reduction rate of this pass is 37.5%), the plate becomes almost flat and there is only a very small bending height. Further rolling the plate from 20 mm to 10 mm by one pass, the plate also keeps almost flat and there is a slight downward bending. Therefore, for the asymmetric hot rolling process there is a critical pass reduction at a certain thickness of the plate and at this condition the flat plate can be achieved. If the pass reduction is lower than the critical value the plate tends to bend upward; otherwise, it tends to bend downward. When the plate is very thick, it is difficult to meet the critical pass reduction due to the limit of the mill. As shown in Fig. 4, when the initial ingot with the height of 100 mm was rolled to 92, 85 and 70 mm with a single pass, with increasing the reduction, the plate bends more seriously. This could be due to the fact that the pass reduction is still much lower than the critical pass reduction of that thickness. Therefore, further work of simulation and experiment needs to be done to indicate the critical pass reduction of each pass and search other methods to reduce the bending. Systematical simulation and experimental work about the critical pass reduction at different thickness and rolling conditions will be carried out in the future. In the present work, the displacement offset of the upper roll has been carried out to check its ability to reduce the bending.
The velocity ratio of 1.20 is achieved by using the upper roll with diameter of 400 mm and the bottom roll with diameter of 480 mm. The upper roll was moved 15 mm along the rolling direction; therefore, there is a displacement offset of 15 mm between the upper roll and the bottom roll. Figure 5 shows the bending height with and without the displacement of upper roll. It is clear that the displacement offset of upper roll cannot completely resolve the bending problem. It can only slightly reduce the bending height.
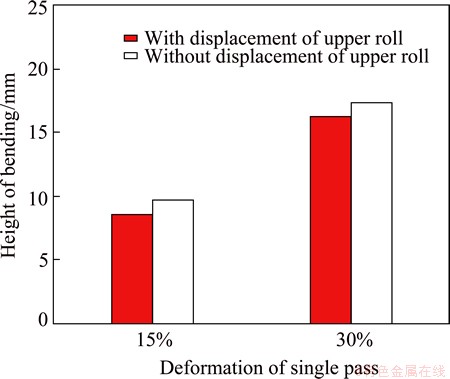
Fig. 5 Bending height with and without displacement of upper roll
3.4 Microstructure and properties
In order to investigate the uniformity of microstructure and its evolution during hot rolling, the microstructures of both the ingot and the hot-rolled plate were observed. Figure 6 shows the as-cast microstructure of the initial ingot and the microstructure after homogenization. The ingot shows an equiaxed dendritic structure. After homogenization the dendrite arm almost disappears, and the grain becomes more spherical.
Figure 7 shows the microstructures of the hot-rolled plates (hot-rolled from the height of 100 mm to 35 mm). For the conventional hot rolling process, the top and the bottom surfaces show a fine grain structure and the centre shows a coarse microstructure. For the asymmetric hot rolling process with the velocity ratio of 1.07, the microstructure becomes finer and more uniform. Further increasing the velocity ratio to 1.20, the microstructure is still more uniform and finer than that of the symmetrically hot-rolled plate; however, it becomes slightly coarser than that of the plate prepared with the velocity ratio of 1.07. This could be due to more additional shear deformation and further growth of the recrystallized grains.
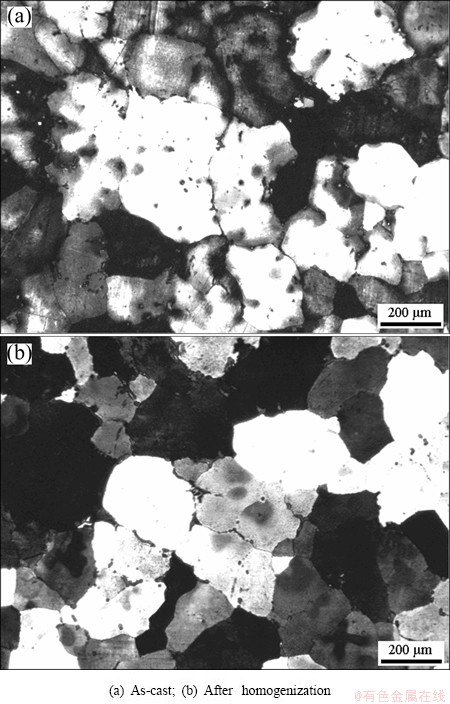
Fig. 6 Microstructures of initial ingot
The mechanical properties of hot-rolled plates with 35 mm in thickness were also measured. The results are shown in Table 3. For the conventional hot rolling process, the hot-rolled plate shows higher strength of the top and the bottom than the centre. For the asymmetric hot rolling process with the velocity ratio of 1.07, the hot-rolled plate shows lower difference of the mechanical properties between the surface and the centre and a little bit higher both strength and elongation than that of the plate prepared by the conventional hot rolling process. However, the difference of the properties is still in a very small value. This could be due to the recrystallization in the hot rolling process.
4 Conclusions
1) During the asymmetric rolling process the vertical lines scratched on the side of the initial ingot incline backwards to the rolling direction and are still direct lines. Compared with the symmetric rolling, the asymmetric rolling can generate an additional shear deformation and significantly change the metal deformation stream.

Fig. 7 Microstructures of hot-rolled plates with conventional rolling and asymmetric rolling
Table 3 Mechanical properties of hot-rolled plates (35 mm in thickness) of 5182 alloy

2) Compared with the symmetric rolling, the asymmetric rolling process can reduce the rolling force of 5%-30%.
3) During the asymmetric rolling process, there is a bending problem. The displacement offset of upper roll cannot completely resolve the bending problem. It can only slightly reduce the bending height.
4) Compared with the symmetric rolling process, the asymmetric hot rolling process can get better grain refining effect on 5182 alloy. However, the asymmetric hot rolling process has no significant effect on the mechanical properties of hot-rolled 5182 alloy.
References
[1] EL-DANAF EHAB A. Mechanical properties and microstructure evolution of 1050 aluminum severely deformed by ECAP to 16 passes [J]. Materials Science and Engineering A, 2008, 487(1-2): 189-200.
[2] ZHANG Jing, ZHANG Ke-shi, WU Hwai-Chung, YU Mei-hua. Experimental and numerical investigation on pure aluminum by ECAP [J]. Transactions of Nonferrous Metals Society of China, 2009, 19(5): 1303-1311.
[3] ZUO Fang-qing, JIANG Jian-hua, SHAN Ai-dang, FANG Jian-min, ZHANG Xing-yao. Shear deformation and grain refinement in pure Al by asymmetric rolling [J]. Transactions of Nonferrous Metals Society of China, 2008, 18(4): 774-777.
[4] CUI Q, OHORI K. Grain refinement of high purity aluminium by asymmetric rolling [J]. Materials Science and Technology, 2000, 16(10): 1095-1101.
[5] JIN H, LLOYD D J. The tensile response of a fine-grained AA5754 alloy produced by asymmetric rolling and annealing [J]. Metallurgical and Materials Transactions A, 2004, 35(3): 997-1006.
[6] LEE Jong-Kook, LEE Dong-Nyung. Texture control and grain refinement of AA1050 Al alloy sheets by asymmetric rolling [J]. International Journal of Mechanical Sciences, 2008, 50(5): 869-887.
[7] SAKAI T, YONEDA K, OSUGI S. Microstructure and texture control of Al-Mg alloy sheets by differential speed rolling [J]. Materials Science Forum, 2005, 495: 597-602.
[8] SIDOR J, PETROV R H, KESTENS L A I. Deformation, recrystallization and plastic anisotropy of asymmetrically rolled aluminum sheets [J]. Materials Science and Engineering A, 2010, 528(1): 413-424.
[9] SIDOR J J, PETROV R H, KESTENS L A I. Improved plastic anisotropy in asymmetrically rolled 6xxx alloy [J]. Solid State Phenomena, 2010, 160: 165-170.
[10] vane der WINDEN M R. Method for processing a metal slab or billet, and product produced using said method: US7546756 B2, 2009-07-16.
[11] vane der WINDEN M R. Method for processing a continuously cast metal slab or strip, and plate or strip produced in this way: US7341096 B2, 2008-03-11.
[12] FU Yao, XIE Shui-sheng, HUANG Guo-jie, CHENG Lei. Snake rolling of extra-thick plate with high strength and toughness [J]. Aluminium Fabrication, 2012(2): 18-22. (in Chinese)
[13] FU Yao, XIE Shui-sheng, XIONG Bai-qing, HUANG Guo-jie, CHENG Lei. Effect of rolling parameters on plate curvature during snake rolling [J]. Journal of Wuhan University of Technology: Materials Science, 2012, 27(2): 247-251.
[14] YANG Chang-chun, QI Ke-min, QIU Chun-lin. Front bending rule research on hot strip steel during rolling with different diameter rolls [J]. Physics Examination and Testing, 2008, 26(5): 6-8. (in Chinese)
[15] KNIGHT C W, HARDY S J, LEES A W, BROWN K J. Influence of roll speed mismatch on strip curvature during the roughing stages of a hot rolling mill [J]. Journal of Materials Processing Technology, 2005, 168(1): 184-188.
异步热轧铝合金厚板的剪切变形和板形控制
左玉波,付 兴,崔建忠,汤翔宇,毛 路,李 磊,朱庆丰
东北大学 材料电磁过程研究教育部重点实验室,沈阳 110819
摘 要:异步轧制技术作为一种制备高性能超细晶材料的剧烈塑性变形方法主要应用于箔材和带材的生产。通过调整轧机上下辊的辊径实现异步轧制,采用该技术制备5182铝合金热轧厚板,并研究剪切变形和板形控制。结果表明:异步轧制对金属塑性流动具有重要影响,并在一定程度上细化微观组织,提高组织、性能的均匀性,异步轧制也可以降低轧制力。在异步轧制过程中经常出现轧板弯曲现象,同时探讨了影响轧板弯曲的因素。
关键词:异步轧制;剪切变形;5182铝合金;板形控制;微观组织;力学性能
(Edited by Xiang-qun LI)
Foundation item: Projects (51104043, 51374067) supported by the National Natural Science Foundation of China; Project (2012CB619506) supported by the National Basic Research Program of China; Project (N120409002) supported by the Fundamental Research Funds for the Central Universities, China
Corresponding author: Yu-bo ZUO; Tel: +86-24-83687734; E-mail: zuoyubo@epm.neu.edu.cn
DOI: 10.1016/S1003-6326(14)63336-7

