���±��: 1004-0609(2005)07-1006-07
Һ-�̼�ѹ���ϲ���ϵͳ��ģ�������罨ģ
���ֻ�1, ʷ�ҿ�2, �ο���1, ��ؾ�3
(1. ������ҵ��ѧ ����ѧԺ, ���� 710072;2. ������ҵ��ѧ �Զ���ѧԺ, ����710072;3. ������ҵ��ѧ ���Ͽ�ѧ�빤��ѧԺ, ���� 710072)
ժ Ҫ: ���Һ-�̼�ѹ���ϲ��Ϲܡ� ���ij���ʱ���ղ�������ѡȡ�� ���鹤�����������, ����������Ļ�����, �������Ԫģ������, ����200��������, �����е�150����Ϊѵ���������������ѵ��ѧϰ, �����50����Ϊ��������������֤����ľ�ȷ�ԡ� ͨ���Բ���ģ��������ѧϰ�㷨ʵ���еĹؼ���������Ĵ���, �����롢 �������ģ�����Ļ��֡� ģ���������ȡ�� ѧϰ���ʵ�ȷ����, ����ģ�������罨����Һ-�̼�ѹ���ϲ��Ϲ���ϵͳģ��, �õ��˽���ʱ���������ؼ�����֮���ӳ���ϵ��ģ������, ���ø�ģ��, �Թؼ����ղ�������Ԥ��, Ԥ��ֵ������ֵ�ǺϽϺá� ��Ϊ�ù��յ�ʵ��Ӧ�ú��̿��Ƶ춨�˻�����
�ؼ���: ģ��������; ���ϲ���; Һ-�̼�ѹ; ��ģ ��ͼ�����: TB18; TB331
���ױ�ʶ��: A
Fuzzy neural network modeling of liquid-solid extrusion process for composite products
QI Le-hua1, SHI Zhong-ke2, HE Jun-chao1, LI He-jun3
(1. School of Mechatronic, Northwestern Polytechnical University, Xi��an 710072, China;
2. School of Automation, Northwestern Polytechnical University, Xi��an 710072, China;
3. School of Materials Science and Engineering, Northwestern Polytechnical University, Xi��an 710072, China)
Abstract: Liquid-solid extrusion process, as a method of forming tubes, bars from liquid metal in a single process, is a kind of new metal forming technology, which was developed in recent years. But there exist some problems for forming the composite tubes or bars by this process, such as the difficulty of selecting process parameters and large quantity of the experiments required. In order to deal with these existing problems, on the base of the orthogonal experiments and FEA simulation, 200 groups of samples are constructed (150 groups are used to train the network, and 50 groups are used to verify the network), and the system model for liquid-solid extrusion is established by the compensatory neurofuzzy network (CNFN). Many key techniques in the realization of CNFN learning algorithms, such as the distribution of fuzzy sets for input and output variables, the determination of fuzzy rules and learning rate, are solved. By the established model, the relation among the infiltration time and other parameters can be mapped, and the key process parameters for extruding composite bars are forecasted. The forecasted and experimental results are well matched. So the present work builds a foundation for the reasonable choosing of the process parameters and practical application of the liquid-solid extrusion.
Key words: neurofuzzy networks; composites; liquid-solid extrusion; modeling
Һ-�̼�ѹ���ϲ��Ϲ����ǽ�������������һ����Һ̬����ֱ�ӳ��θ��ϲ��Ϲܡ� ���ĵ��¹���[1-3], ���˷���Ŀǰ���ϲ��Ϲܡ� ���ij��η���������α��εı�, ������Һ̬����ֱ�ӳ��γ����ϲ��Ϲܡ� �������Ƽ�, ��Ӧ��ǰ������[4]�� Ŀǰ, ���ڸù��չ��̵���ѧ��ģ�� ��ֵģ���Լ����������ȷ������б���[5-8], ���ڹ���ϵͳ��ģ�����д������о��� ���ڸù������ڽ������ڰ��̬ʱ���м�ѹ����, �漰Һ-��ת��ʹ����Ա���, Ӱ�����ؽ϶�, ��һ���ӵķ�����ʱ��ϵͳ, ���ѽ�����ȷ����ѧģ�͡� ģ�����������ʵ���������������ķ�����ӳ��, ���ɴ�����ȡ��������, ����ϵͳģ��, �������з����Բ���Ԥ��, ��ģʽʶ�� ���̿��ơ� ϵͳ��ģ���Ż��Ͳ���Ԥ��ȷ���õ��㷺Ӧ��[9-12]�� �������߲��þ��п���ѧϰ�㷨�IJ���ģ��������[13]�������ϲ���Һ-�̼�ѹ����ϵͳģ��, ���Թؼ����ղ�������Ԥ��, Ϊ�ù��յ�ʵ��Ӧ�ú����Ż����Ƶ춨������
1 ����ģ�������缰��ѧϰ�㷨
����ģ�����������6��ṹ: ����㡢 ģ�����㡢 ģ�������㡢 ��������㡢 ��ģ�����������㡣 �����֮��ֱ�����ģ�������� ģ��IF-THEN���� Min-Max���㡢 ģ�����������ͷ�ģ�������������� ��ѧϰ����ʵ�����ǵ�����������������������ĺͿ��ȵĹ��̡�
����ģ���Ӽ�Aki��Bki��ģ����������:

ʽ��a�ͦ�Ϊ�����������������ĺͿ���; b�ͦ�Ϊ����������������ĺͿ��ȡ�
���巴ģ��������f(x):

ʽ�� , ��Ϊ�����ȡ�
, ��Ϊ�����ȡ�
����Ŀ�꺯��:

ʽ��NΪ����������
����nά������xp, [xp=xp1, xp2, ��, xpn]��һά�����yp, p=1, 2, ��, N, �����ݶ��½���, ���Եõ����롢 ����������������ĺͿ���a�� �ҡ� b�� ���Լ������Ȧ�(�á�[0, 1])��ѵ����ʽ:

ʽ�Ц�Ϊѧϰ��, t=1, 2, ����
2 ģ�������罨ģ
����ģ�������罨��Һ-�̼�ѹ���ϲ���ϵͳģ��ʱ, ��Ҫȷ�����롢 ��������Լ�������ģ�����ĸ����� ģ�����������Լ����������ȡ� ���ǵ�Һ-�̼�ѹ���ϲ��ϵij����ص�, Ӱ����ι��̵���Ҫ���ղ�����: Һ̬�����Ľ�ע�¶ȡ� ģ��Ԥ���¶ȡ� ����ʱ�䡢 ����ѹ���Լ�ѹ�����ȡ� ����ǰ���о����[14], ����ʱ���ѹ�����Ը��ϲ��ϳ��ι���Ӱ��ϴ�, �����ڿ���, �����Ϊ�������, �ɴ˿��Խ�������Щ��������������֮���ӳ���ϵ, �Ա���в���Ԥ������ơ� Ϊ��ȷԤ���������, �������߷ֱ�������ʱ��Ԥ��ģ��FNNT����ģ�ͺͱ�����Ԥ��ģ��FNNP����ģ�͡� ������FNNTģ�͵Ľ���Ϊ��, ˵������ģ�������罨��Һ-�̼�ѹ���ϲ���ϵͳ�Ľ�ģ���̡�
2.1 ��������ȷ��
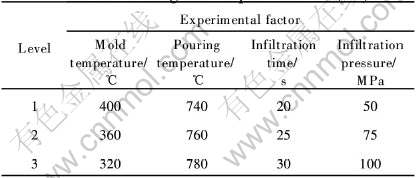
���þ��п���ѧϰ�㷨�IJ���ģ�������罨��ϵͳģ��, ������Ҫͨ�����������Լ�ר�Ҿ��齨��������, ������ܶ�ģ�����������ѵ��, ȷ��ģ�Ͳ����� Ϊ�˵õ������ֲ���ѵ������, ���IJ�������ʵ�鷨��ȡ���������� ����4����(Ԥ���¶ȡ� ģ���¶ȡ� ����ʱ�䡢 ����ѹ��)�� 3ˮƽ����ʵ���L9(34) (��1)ȷ���IJ������, ��3150kNҺѹ���Ͻ���Һ-�̼�ѹAl2O3sf/LY12����ά��ǿ�������ϲ��Ϲܡ� ���ij�������; ����������Ƶ����ݲɼ�ϵͳ��¼��������, ����ģ���¶ȡ� ����ѹ���� ����ʱ�䡢 λ�ƺ�ѹ������; ͨ���������������ݵķ�������, ���ǰ���о������۵�ר�Ҿ��鼰����Ԫģ������[15], ѡȡ200���������������, �����е�150����Ϊѵ���������������ѵ��ѧϰ, �����50����Ϊ��������������֤����ľ�ȷ�ԡ�
��1 Һ-�̼�ѹ���ϲ�����������L9(34)�����趨��
Table 1 Determination of factors and levels for orthogonal experiment L9(34)
2.2 ģ��������ṹ���
2.2.1 ģ�����������
���ڲ���ģ��������, ��ģ�ͽṹ�Ǹ�������������������� ��������ģ����������ȷ���ġ� ����ѡ���Ĺ��ղ���, �������߽�FNNTģ��ȷ��Ϊ4����(��ע�¶Ȧ�1�� ģ���¶Ȧ�2�� ������p1�� ����ѹ��p2)�� �����(����ʱ��t)��ģ��������ģ�͡� ���ǵ�ģ�͵���������϶�, Ϊ����ģ��������������������羫�ȵ�Ҫ��, ���������������ģ���Ӽ�ȷ��Ϊ3����
������Ҫ������롢 �����������ģ��������, ÿ�����������3��ģ���Ӽ�, ����1�� ��2�� p1�� p2��Ϊ|NB, ZO, PB|, ��ʾ��ģ�������еĸ��� ���С� ����, ���Ц�1��(680, 800), ��2��(200, 400), p1��(200, 520), p2��(20, 120); �������t=|NL, ZO, PL|, ��ʾģ�������еĸ���, ����, ����, t��(15, 90)�� ��������ѡ�ø�˹����, ģ�����ľ��廮�ּ���2���3��
2.2.2 ģ���������ȡ
����ģ�������ĸ�ֵ�����ǰ��ʵ�鼰�����о�, ����ȷ��81��ģ������, ����, ��i��ģ������Ϊ:
R(i): IF ��1 is Ai1 and ��2 is Ai2 and p1 is Ai3 and p2 is Ai4 Then t is Bi (i=1, 2, 3, ��, 81)(9)
ʽ�� Aij (j=1, 2, 3, 4)��ʾ���������ģ���Ӽ�, Bi��ʾ���������ģ���Ӽ���
ȷ��ģ�����Լ�ģ�������, ������ζ�����������г�ʼ��ֵ�� ����Һ-�̼�ѹ���ϲ��ϵ�Ӱ�����ؽ϶�, ��ǰ���о����������������ɱ���ش�������, �������ȷ����ģ��������Ҫ���������ѧϰѵ��ȥ�������� ����ģ����ѧϰ�������ܹ�����ѵ������������������ж�̬����, ֱ���ﵽ��������, �Ӷ���ȡ����Ϊȷ��ģ������
2.2.3 ����ṹ��ȷ��
��������ģ�������� ģ�������������������ȷ������ṹ�� FNNT����ṹ��ͼ1��ʾ�� �����1��4���ڵ����4��������: ��ע�¶ȡ� ģ���¶ȡ� �������Լ�����ѹ��; �����2����12���ڵ�, ����4��������������ģ���Ӽ�; ��3����81���ڵ�, ����81��ģ������; ��4��Ϊ���粹�������; ��5��Ϊ��ģ����, ��ģ������ת��Ϊ��ȷ����; ��6��Ϊ���������, ��������ʱ�䡣
��2 FNNT�����������ģ��������
Table 2 Division of fuzzy set for input parameters of FNNT network

��3 FNNT�����������ģ��������
Table 3 Division of fuzzy set for output parameters of FNNT network

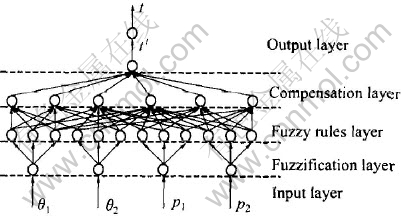
ͼ1 FNNT����ģ�ͽṹͼ
Fig.1 Architecture of FNNT network
2.3 FNNT����ģ��ѵ��
2.3.1 �����������
����, ����150��ѵ��������FNNT�������ѵ��, �����������������, ֱ���ﵽ��������Ϊֹ�� �о�����, ������������費ͬ�ij�ʼֵʱ, ����ﵽ����������Ҫ���еĵ�������Ҳ������ͬ�� �����������ij�ʼֵ�ӽ�ʵ�����, ������Ҫ��������Ĵ�����Խ���, ������Ҫ�϶�����ĵ������㡣 ���ڲ���ģ�������������������ȷ����������, ��˿���ͨ������Щ���������� ��ʽ��ֵ, �Լӿ������ѧϰ�ٶȡ� ��4����Ϊ���ݳ�ʼģ�������FNNT���縳��ij�ֵ, ����ѧϰ�������������5���С� ��Ȼ, �ӱ�5�п��Եõ��������������֮���ӳ���ϵ�� ʵ����, ����ģ��������������������弴Ϊ���չ��̵���������, ��������������ù������ʽ���Ա�� ���5���Ա�ʾΪģ��������ʽ:
R(1): IF ��1 is 713�� and ��2 is 312�� and p1 is 407MPa and p2 is 41.4MPa Then t is 47.7s;
R(2): IF ��1 is 720�� and ��2 is 317�� and p1 is 395MPa and p2 is 43.2MPa Then t is 27.7s
����(10)
ͨ����������, ���Խ�Ϊֱ�۵��˽�Һ-�̼�ѹ���ϲ��Ϲ��յ�һ����ɺ�ʵ�������⡣
2.3.2 ѧϰ���ʵ�Ӱ��
ѧϰ���ʦǶ�FNNT����������нϴ�Ӱ�졣 ��6��ͼ2��ʾ�˦�ȡֵ��ͬʱ���������������Ӱ�졣 ���Կ���, ��ȡСֵʱ, ����������������Ƚ�С, ��Ӧ��Ҫ����ѧϰ������ ��ȡ��ֵʱ, �����������Ƚϴ�, ��Ҫ��ѵ��������Ӧ���١� ��ĿǰΪֹ, �ǵ�ѡȡ��Ҫ�Ǹ�����ֵ���������ȷ��, �������Ƶ�����ָ��, ͨ���Ǿ�����ȡ�ϴ�ֵ, �������Լӿ������ѧϰ�ٶ�, ��Ҫ�������������� һ�������, ȡֵ����ʱ, �������������� ����ͼ2���Կ���, ���������û�г���������, ���ƽ���������, ˵������ģ�͵��ȶ��ԽϺá� ��Ϊ0.10��0.01ʱ, �����ٶȷdz���, ����Ϊ0.80��0.98ʱ, �����ٶȽϿ�, �ۺϿ��������ٶȺ�ģ�;���, ������ȷ��ѧϰ�ʦ�ȡֵΪ0.98��
��4 FNNT�����ʼ����
Table 4 Initial parameters of FNNT network

��5 ѵ�����FNNT�������
Table 5 Parameters after training of FNNT network

��6 ѧϰ���ʦǶ�����������Ӱ��
Table 6 Influence of learn speed on training epochs

ͼ2 FNNT����ѵ���������
Fig.2 Error curves of FNNT training

2.3.3 ����ģ��ѵ��
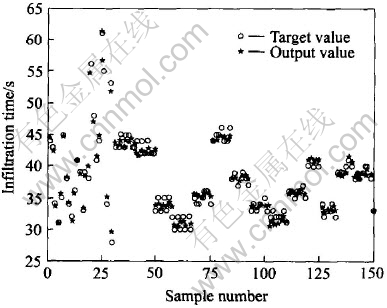
ͼ3��ʾΪFNNT����ѵ��ʱ���������ʵ������ĶԱ�ͼ�� ���Կ���, �����ʵ���������������IJ�ֵ��С�� �о�����, ��������ѵ������������, �����ʵ��������������֮������Խ��ԽС, ѵ��100��ʱ�������Ϊ1.7809%, �����������������Ϊ4.243s, ���������Ϊ6.23%�� ��ѵ�������ﵽ200��ʱ, ����������СΪ0.86%, ����������������Ϊ2.563s�� ͼ3������, ���ϴ��������������������ϡ�������, ˵�������ĺ���ѡȡ�Խ�ģ�����нϴ�Ӱ��, ���, Ӧ����ʹѵ����������������ں����ֲ���
ͼ3 FNNT����ѵ�����ֵ��Ŀ��ֵ�ıȽ�
Fig.3 Comparison between output value and model target value of FNNT model
3 ģ�;�����֤������
����ģ���������۲��� �����С� ����, f(xp)Ϊ����ģ�͵����, ypΪ�������, NΪ�������� ����50�����������FNNT���������֤, �����ֵ������ֵ�ĶԱ������ͼ4�� ��ͼ4�п��Կ���, ����ʱ��ʵ��������������ֵ֮������������Ϊ1.83%, ��������ʵ����Ҫ, ˵������������õķ���������
�����С� ����, f(xp)Ϊ����ģ�͵����, ypΪ�������, NΪ�������� ����50�����������FNNT���������֤, �����ֵ������ֵ�ĶԱ������ͼ4�� ��ͼ4�п��Կ���, ����ʱ��ʵ��������������ֵ֮������������Ϊ1.83%, ��������ʵ����Ҫ, ˵������������õķ���������
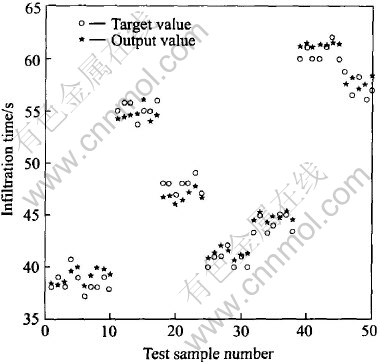
ͼ4 ����ʱ��Ԥ��ģ����֤ͼ
Fig.4 Verification of model to redict infiltration-time
ͼ5��ʾΪ����ʱ���뽽ע�¶ȼ�����ѹ��֮�����Ϲ�ϵ�� ���Կ���, �ڽ���ѹ������������, ��ע�¶������ʱ��Ĺ�ϵ���Խ��Ƶ���Ϊ�ǵ���������, ���Ž�ע�¶ȵ�����, ��Ӧ��Ҫ�Ľ���ʱ��Ҳ��Խ��; ����ʱ�������ѹ���Ĺ�ϵΪһ�ֽ��������ߵĵ���������ϵ, ��������Ϊ�����ѹ��������, ����Ҫ�Ľ���ʱ����Ӧ������ ������ѹ��Ϊ30MPa, ��ע�¶�Ϊ720��ʱ, ��Ҫ�Ľ���ʱ�����; ��������ѹ��Ϊ90MPa, ��ע�¶�Ϊ800��ʱ, ��Ҫ�Ľ���ʱ�����

ͼ5 ����ѹ������ע�¶ȡ�����ʱ���ϵ
Fig.5 Relationship between infiltration pressure, pouring temperature and infiltration time
ͼ6�������ǽ���ʱ����ģ���¶ȼ�������֮�����Ϲ�ϵ�� ����ʱ����ģ���¶�֮��Ҳ��һ�ֽ��Ƶĵ���������ϵ, ����ģ���¶ȵ�����, ��Ӧ��Ҫ�ϳ��Ľ���ʱ�䡣 ��ͼ6�л����Կ���, ��ģ���¶�Ϊ320��, ������Ϊ295MPaʱ, ����Ҫ�Ľ���ʱ�����; ��ģ���¶�Ϊ400��, ������Ϊ500MPaʱ, ��Ҫ�Ľ���ʱ�����

ͼ6 ��������ģ���¶ȡ�����ʱ���ϵ
Fig.6 Relationship between deformation pressure, die temperature and infiltration time
��ͼ5��ͼ6�����Կ���, ����ѹ���Խ���ʱ���Ӱ��̶ȱȽ�ע�¶Ⱥ�ģ���¶ȵ�Ӱ��ҪСһЩ, ����ʵ���о�������Ǻ�[3]��
����������������FNNTģ���еIJ�����ģ������ָ������, ȡ������Ч��, ˵����������ģ���ǿ��еġ�
4 ����
1) ���ڲ���ģ�������罨����Һ-�̼�ѹ���ϲ��Ϲ���ϵͳģ��, �õ��˽���ʱ���������ؼ�����֮���ӳ���ϵ, ���ø�ģ��, ���ԶԹؼ����ղ�������Ԥ��, Ԥ��ֵ������ֵ�ǺϽϺá� Ϊ�ù��յ�ʵ��Ӧ�ú��̿��Ƶ춨�˻�����
2) ��ȡ��ģ������Թ����������ָ�����塣
REFERENCES
[1]HU Lian-xi, LUO Shou-jing, HUO Wen-can, et al. Development of the technique of extrusion directly following infiltration for the manufacturing of metal-matrix composites[J]. Journal of Materials Processing Technology, 1995(49): 287-294.
[2]���ֻ�, ������, ���, ��. ��Ч���θ��ϲ��Ϲܡ� ���ĵ��¹����о�[J]. ������ҵ��ѧѧ��, 1999, 17(4): 629-632.
QI Le-hua, SUN Yue-ming, HOU Jun-jie. A new process for forming tube and bar products of composites without second forming[J]. Journal of Northwestern Polytechnical University, 1999, 17(4): 629-632.
[3]Qi L H, Li H J, Cui P L, et al. Forming of tubes and bars of alumina/LY12 composites by liquid extrusion process[J]. Trans Nonferrous Met Soc China, 2003, 13(4): 803-808.
[4]���ؾ�, ����ͮ, ���ƽ. 21������߷�չǰ���Ľ������μ��������̬�ӹ�[J]. �������켰��ɫ�Ͻ�(ѹ��ר��), 2001, 7: 175-180.
LUO Shou-jing, TIAN Wen-tong, LI Jing-ping. The most promising near-net forming technology in 21 century��semi-solid processing[J]. Special Casting & Nonferrous Alloys, 2001, 7: 175-180.
[5]�Ź㰲, ���ؾ�, ����ͮ. ��̼��ά��ǿ�������ϲ��ϵļ�ѹ��������[J]. �й���ɫ����ѧ��, 2002, 12(3): 525-528.
ZHANG Guang-an, LUO Shou-jing, TIAN Wen-tong. Squeezing infiltration process for short carbon fiber reinforced aluminum alloy matrix composites[J]. The Chinese Journal of Nonferrous Metals, 2002, 12(3): 525-528.
[6]���ֻ�, ������, ʷ�ҿ�, ��. Һ-�̼�ѹAl2O3sf/LY12���ϲ��Ϲܲij��ι��̵���ֵģ��[J]. ��е����ѧ��, 2002, 38(7): 102-106.
QI Le-hua, CUI Pei-ling, SHI Zhong-ke, et al. Numerical simulation on the liquid-solid extrusion process for forming Al2O3sf/LY12 composite tubes[J]. Chinese Journal of Mechanical Engineering, 2002, 38(7): 102-106.
[7]ZU Li-jun, LUO Shou-jing. Study on the power mixing and semi-solid extrusion forming process of SiCp/2024Al composites[J]. J Mater Proces Tech, 2001, 114: 189-193.
[8]HU Lian-xi, LUO Shou-jing, HUO Wen-can. Determination of the threshold pressure for infiltration of liquid aluminum into alumina short fiber preform[J]. Trans Nonferrous Met Soc China, 1996, 6(4): 133-137.
[9]Park M W, Park B T, Kim S K, et al. Incremental supervised learning of cutting conditions using the fuzzy ARTMAP neural network[J]. Annals of the CIRP, 2000, 49(1): 375.
[10]Gurkan E, Erkmen I. Two-way fuzzy adaptive identification and control of a flexible-joint robot arm[J]. Information Sciences, 2002(145): 13-43.
[11]Chungchoo C, Saini D. On-line tool wear estimation in CNC turning operations using FNN model[J]. Machine Tools & Manufacture, 2002(42): 29-40.
[12]Liao G C, Tsao T P. Application of fuzzy neural networks and artificial intelligence for load forecasting[J]. Electric Power Systems Research, 2004, 70: 237-244.
[13]Zhang Y Q, Kandel A. Compensatory neurofuzzy systems with fast learning algorithms[J]. IEEE Transactions on Neural Networks, 1998, 9(1): 83-105.
[14]���ֻ�, ʷ�ҿ�, ���, ��. ���ϲ��ϰ��İ��̬��ѹ���ղ�����������Ԥ�ⷽ��[J]. ���Թ���ѧ��, 2003, 10(1): 20-24.
QI Le-hua, SHI Zhong-ke, HOU Jun-jie. Neural network forecasting method of process parameters for forming composite bar products by semi-solid state extrusion[J]. Journal of Plasticity Engineering, 2003, 10(1): 20-24.
[15]Qi L H, Shi Z K, Li H J, et al. Simulation of liquid infiltration and semi-solid extrusion for composite tubes by quasi-coupling thermal-mechanical finite element method[J]. Journal of Materials Science, 2003, 38(17): 3669-3675.
������Ŀ: ������Ȼ��ѧ����������Ŀ(50175091); ����Ԥ�л���������Ŀ; ������ҵ��ѧ��ʿ���Ĵ��»���������Ŀ
�ո�����: 2004-12-23; ������: 2005-04-21
�����: ���ֻ�(1957-), Ů, ����, ��ʿ.
ͨѶ����: ���ֻ�, ����; �绰: 029-88460447; ����: 029-88491982; E-mail: lihejun@nwpu.edu.cn
(�༭ ���)

