
Microstructure and mechanical properties of
melt-conditioned high-pressure die-cast Mg-Al-Ca alloy
LIANG Song-mao(梁松茂)1, 2, 3, ZHANG Hua-wei(张华伟)2, XIA Ming-xu(夏明许)2,
CHEN Rong-shi(陈荣石)1, HAN En-hou(韩恩厚)1, FAN Zhong-yun2
1. State Key Laboratory for Corrosion and Protection, Institute of Metal Research,
Chinese Academy of Sciences, Shenyang 110016, China;
2. Brunel Centre for Advanced Solidification Technology (BCAST), Brunel University, Uxbridge UB8 3PH, UK;
3. Graduate School of Chinese Academy of Sciences, Beijing 100049, China
Received 23 September 2009; accepted 30 January 2010
Abstract: A new shape casting process, melt-conditioned high-pressure die-casting (MC-HPDC) was developed. In this process, liquid metal was conditioned under intensively forced convection provided by melt conditioning with advanced shear technology (MCAST) unit before being transferred to a conventional cold chamber high-pressure die-casting (HPDC) machine for shape casting. The effect of melt conditioning was investigated, which was carried out both above and below the liquidus of the alloy, on the microstructure and properties of a Mg-Al-Ca alloy (AZ91D+2%Ca (mass fraction), named as AZX912). The results show that many coarse externally-solidified crystals (ESCs) can be observed in the centre of conventional HPDC samples, and hot tearing occurs at the inter-dendritic region because of the lack of feeding. With the melting conditioning, the MC-HPDC samples not only have considerably refined size of ESCs but also have significantly reduced cast defects, thus provide superior mechanical properties to conventional HPDC castings. The solidification behaviour of the alloy under different processing routes was also discussed.
Key words: Mg alloy; Mg-Al-Ca alloy; melt conditioning; grain refinement; solidification; die casting
1 Introduction
Magnesium alloys are increasingly being used for light-weight transportation applications due to their low density for weight reduction and consequent fuel reductions, which can reduce both greenhouse gas emissions and the fuel cost of transport. Currently, the most widely used cast magnesium alloys are AZ and AM series alloys, which offer good combination of excellent die castability, high corrosion resistance and room temperature strength and ductility[1]. However, these alloys exhibit poor creep resistance at elevated temperatures as their main strengthening phase is Mg17Al12 phase, which becomes soft at the temperature higher than 100 ?C. In order to improve the creep resistance and high-temperature properties of AZ91 alloy, some elements, such as Ca[2], Sb[3-4], Si[3], Sr[5-6] and RE[7], were separately or added into AZ91 alloy for modification. Among these additions, Ca has many advantages over other elements, with its low cost and low density, even lower than magnesium, and ignition- proofing capability for magnesium alloys[8]. However, the introduction of Ca into conventional casting AZ91 can form coarse interdendritic Al2Ca phase and increase the hot-tearing susceptibility. As a result, the strength and elongation of the alloys at room temperature decrease obviously[1-2]. To overcome these problems, melt-conditioned high-pressure die-casting (MC-HPDC) process, which is combined with melt conditioning by advanced shear technology (MCAST) and conventional HPDC process, has been applied. MCAST process is a novel technology for conditioning liquid metal prior to solidification processing for creation of fine and uniform solidification microstructures, hence can reduce the cast defects significantly and improve mechanical properties[9]. The aim of the present research is to investigate the effect of MCAST process on the microstructure and properties of the AZ91+2%Ca (mass fraction) (AZX912) alloy.
2 Melt-conditioned high-pressure die-casting (MC-HPDC) process
In the MCAST process, liquid metal is fed into a twin screw device, in which a pair of co-rotating and fully intermeshing screws rotate inside a heated barrel with accurate temperature control. The liquid metal in the MCAST unit is subjected to intensive shearing under high shear rate and high intensity of turbulence. Therefore, the conditioned liquid metal has extremely uniform temperature, uniform composition and well dispersed inclusion particles. The MCAST unit can be directly attached to a standard cold chamber HPDC machine, as seen in Fig.1, which is named as MC-HPDC. During the MC-HPDC process, the alloy melt is conditioned inside the MCAST unit at a pre-set temperature for the barrel and screws, and mechanically sheared by the pair of the screws before being transferred to the HPDC machine. The MCAST treatment can be carried out either above or below the liquidus temperature of the alloy. When the MCAST treatment temperature is higher than the liquidus temperature of alloy, the shearing of the melt is in a totally liquid state; whilst semisolid slurry is created from the alloy melt if the temperature is preset to be lower than the liquidus. The distinguished advantages of MCAST are observed in other Mg and Al alloys[9-10].
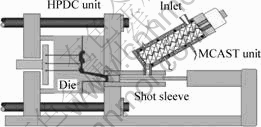
Fig.1 Schematic illustration of MC-HPDC process
3 Experimental
Commercial AZ91D ingots were melted in a steel crucible under the protection of N2+0.02%SF6 (volume fraction) mixed gas. When the temperature of the alloy melt reached 680 ?C, 2% (mass fraction) of preheated pure calcium was plunged into the melt. For MC-HPDC process, the melt was poured into an MCAST unit and subjected to 45 s intensive shearing at a fixed rotation speed of 800 r/min, and then it was transferred into the shot sleeve of a cold-chamber HPDC machine. The liquidus temperature of the alloy was determined by cooling curve analysis, and two melt conditioning temperatures were preset with one above and the other below the liquidus. For conventional HPDC process, the melt was directly poured into the shot sleeve at 680 ?C. The tensile test samples with a diameter of 6.4 mm and a gauge length of 25 mm were cast by the HPDC machine.
The specimens for optical microscopy (OM) were prepared using standard grinding and polishing procedures. A Zeiss Axio Vision optical imaging system was used for the OM observation and the quantitative measurements of microstructural features. Polarized light optical microscopy was used to distinguish different primary α-Mg grains. The mechanical properties of the alloys were tested at a constant tensile speed of 2 mm/min on an Instron tensile test machine (Model 5569).
4 Results
4.1 Liquidus temperature of AZX912 alloy
Fig.2 shows the cooling curve and its first derivative curve of AZX912 alloy under the air cooling condition. The liquidus temperature of the alloy was determined to be 588 ?C. The MCAST treatment temperature was set at 596 ?C, which is higher than liquidus temperature, and at 582 ?C, which is lower than the liquidus temperature.
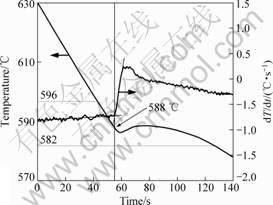
Fig.2 Determination of liquidus temperature and MCAST temperature of AZX912 alloy by cooling curve analysis
4.2 Microstructure of conventional HPDC AZX912 alloy
Fig.3 shows the two typical microstructures of conventional HPDC AZX912 alloy. Although the casting parameters are set the same, their microstructures are of significant differences. In the sample shown in Fig.3(a), a large amount of coarse dendrites named as externally- solidified crystals (ESCs)[11] are accumulated in the centre part of the sample, and the average size of these ESCs is 250 μm. In contrast, in the sample shown in Fig.3(b), only some small ESCs are seen to scatter across the section. Segregation band is observed in both samples, but the band in the sample with less ESCs is more obvious than the one with more ESCs. Higher magnification observation of the edge, band and centre part of the samples are shown in Fig.4. In the sample with more ESCs, one can see that some large cracks and holes appear between the ESCs in the centre (Fig.4(a)) but very few in the edge area (Fig.4(e)). On the other hand, in the sample with less ESCs, the amount of porosity is less and no large cracks are detected throughout

Fig.3 Microstructures of conventional HPDC AZX912 alloy (cross section) with different amounts of externally-solidified crystals (ESCs): (a) With more ESCs; (b) With less ESCs
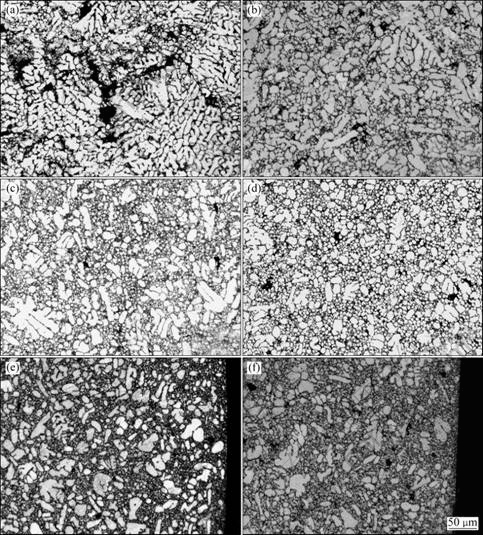
Fig.4 Detailed microstructures of HPDC AZX912 alloy: (a, c, e) From sample with more ESCs; (b, d, f) From sample with less ESCs; (a, b): Centre; (c, d) Band; (e, f) Edge
the section (Figs.4(b), (d) and (f)). It should be mentioned that the casting conditions of these two samples, i.e. pouring temperature and HPDC casting parameters, are almost same, but their microstructures exhibit significant difference. This means that some minor variation of the operation parameters, which cannot be detected by the operator, can affect the microstructure of HPDC sample greatly.
4.3 Microstructure of MC-HPDC AZX912 alloy
Fig.5 shows the microstructures of MC-HPDC processed AZX912 alloy with different MCAST treatment temperatures. For the sample processed at 582 ℃, which is lower than the liquidus temperature of the alloy, the relatively large and spherical particles are primary α-Mg phase (α1) produced inside the MCAST unit[12]. The quantitative analysis shows that the volume fraction of α1 is about 8% with the average diameter of 58 μm. When the alloy melt is transferred from the MCAST unit into the shot sleeve, some α-Mg with a smaller diameter (α2) will form inside the shot sleeve, as seen in Figs.6(a) and (c). The quantitative analysis shows that the volume fraction of α2 is about 12% with the average diameter of 18 μm. For the sample processed at 596 ℃, which is above the liquidus temperature of the alloy, no α1 is formed inside the MCAST unit, and solidification begins when the melt is transferred into the shot sleeve. The α2 formed inside the shot sleeve is very small with near globular shape. The quantitative analysis shows that the volume fraction of α2 is about 25% with the average diameter of 20 μm. The band is also observed in both the MC-HPDC samples. Higher magnification observation shows that the amount of porosity in the MC-HPDC samples (as shown in Fig.6) is much less than that in the conventional HPDC samples.
4.4 Mechanical properties
The mechanical properties of AZX912 alloy processed by MC-HPDC and conventional HPDC are shown in Fig.7. It can be seen that the properties data of conventional HPDC sample are very scattering. The highest value of UTS is 238 MPa with the elongation of 5.36%, while the lowest UTS value is 179 MPa with the elongation of 1.74%. In contrast, the mechanical properties of MC-HPDC samples are much more stable and higher than those of the HPDC samples. The lowest elongation value of MC-HPDC samples is 4.19% and the highest value can reach 7.5%.
5 Discussion
5.1 Die filling and solidification of HPDC process
In conventional cold chamber HPDC process, the pouring temperature is often 80-100 ?C higher than the liquidus temperature of the alloy. When the superheated melt is poured into the shot sleeve, heterogeneous nucleation takes place immediately in the undercooled liquid close to the shot sleeve wall. The majority of the nuclei are transferred by the convection caused by the process of pouring to the overheated liquid region and dissolved, but a small proportion of the nuclei can survive and grow rapidly into coarse dendrites (i.e. ESCs) due to the great temperature gradient inside the melt. For magnesium alloys, the fraction of ESCs was reported up to 20%[13], and it could be even high as 80% in the area close to the shot sleeve wall[14]. When the plunger moves forward, a mixture of ESCs and melt is injected into the die cavity. Therefore, from this point of view, the cold chamber HPDC process can be treated as a kind of semi-solid processing, as the die is filled with the semi-solid slurry of the alloys. But the ESCs formed inside the shot sleeve of conventional cold chamber HPDC are commonly with coarse dendritic morphology[11], which is different from semi-solid forming process requiring the semisolid slurry with spherical solid particles homogenously distributing throughout the liquid matrix.
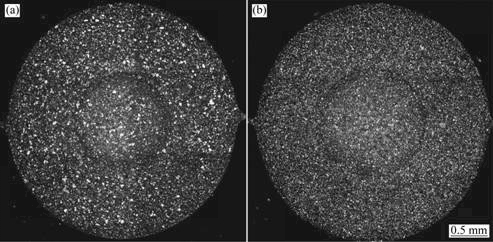
Fig.5 Microstructures of MC-HPDC AZX912 alloy with different MCAST process temperatures: (a) 582 ?C; (b) 596 ?C
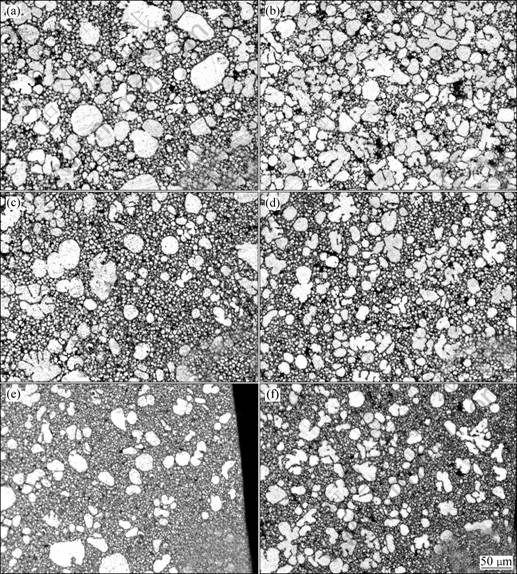
Fig.6 Detailed microstructures of MC-HPDC AZX912 alloy: (a, c, e) From sample treated at 582 ?C; (b, d, f) From sample treated at 596 ?C; (a, b) Centre; (c, d) Band; (e, f) Edge
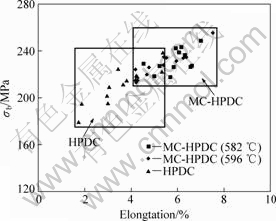
Fig.7 Mechanical properties of alloy prepared by different processes
Some researchers have investigated the migration of ESCs during the die filling and their effects on the microstructure formation of HPDC castings[11, 13]. They suggested that the ESCs tended to migrate toward the centre line, and the ESCs were also associated with the formation of the defect band, thus strongly affected the properties of the castings. However, the fraction and morphology of ESCs are connected with the nature of solidification in the shot sleeve, and it is difficult to control as many factors could influence the formation of the ESCs, such as pouring temperature, shot sleeve temperature, the lubrication of the shot sleeve, and the holding time of the melt staying inside the shot sleeve [11, 13]. In this study, samples obtained from the same processing conditions, which means the same pouring and shot sleeve temperature and other HPDC process parameters, have greatly different microstructures as shown in Fig.3(a) and (b). The only variation might be the pouring speed, which is controlled by the same person, and the time of the melt remaining inside the shoot sleeve, which might be less than 1 s of variation for different shots. But the small variation in these parameters dramatically affects the amount of ESCs and the properties of HPDC castings. That is why it generates scattering mechanical properties data. In the industrial scale, this means low yield rate of the casting products.
5.2 Die filling and solidification of MC-HPDC process
In MC-HPDC process, after the intensive shearing inside the MCAST unit, the melt is with uniform temperature and chemical composition and well dispersed inclusion particles throughout the entire volume of the liquid. These individual particles are very fine with a narrow size distribution, and more importantly, they are believed to be completely wetted by the liquid metal under the intensively forced convection. When this kind of melt flows into shot sleeve, nucleation will occur throughout the entire volume of the liquid and each nucleus will survive and the survived nuclei will grow into spherical particles rather than dendrites or rosettes[12].
The MCAST temperature can be set either above or below liquidus temperature of the alloy. It looks like that they are two types of processing, as some α-Mg phases can be formed inside the MCAST unit when its temperature is lower than the liquidus temperature of the alloy, and no α-Mg is formed in the MCAST unit for the other case. But when we take a closer look, we find that these two processes are in essential the same principle. When the MCAST temperature is below the liquidus temperature of the alloy, some solid α-Mg can be formed inside the MCAST unit. Under the intensive shearing condition, these α-Mg solid particles are with spherical morphology. After this semisolid slurry flows into the shot sleeve, nucleation occurs throughout the remaining liquid and grows granularly. When the MCAST treatment temperature is above the liquidus temperature of the alloy, no α-Mg particles are formed inside the MCAST unit, but the α-Mg particles are also nucleated throughout the melt in the shot sleeve and grow into spherical morphology. In both cases, therefore, the slurries with spherical α-Mg distributing throughout the melt are obtained in the shot sleeve before the die-filling. Then, during die filling process, the slurry in which the spherical solid particles are homogenously distributed, fills the die in laminar flow. As a result, the formation of pores and cracks has been reduced dramatically[15]. In addition, the variation of solid fraction in the slurry with spherical solid has much less influence on the viscosity than in the slurry with dendrite solid phase. Therefore, the mechanical properties of the MC-HPDC samples are much more stable and higher than those of the conventional HPDC processed samples.
6 Conclusions
1) The amount and morphology of ESCs have great effects on the defects formation of HPDC castings.
2) MCAST can generate finer and more spherical ESCs for MC-HPDC castings.
3) MC-HPDC process can provide cast products with fine and uniform microstructure, uniform chemical composition and much reduced or eliminated cast defects.
4) The mechanical properties of MC-HPDC castings are superior to those of the conventional HPDC castings.
References
[1] STOUDT M. Magnesium: Applications and advanced processing in the automotive industry [J]. JOM, 2008, 60(11): 56-56
[2] LI P, TANG B, KANDALOVA E G. Microstructure and properties of AZ91D alloy with Ca additions [J]. Materials Letters, 2005, 59: 671-675.
[3] SRINIVASAN A, PILLAI U T S, PAI B C. Microstructure and mechanical properties of Si and Sb added AZ91 magnesium alloy [J]. Metallurgical and Materials Transactions A, 2005, 36(8): 2235-2243.
[4] YUAN G Y, WANG Q D, DING W J. High temperature deformation behavior of permanent casting AZ91 alloy with and without Sb addition [J]. Journal of Materials Science, 2002, 37(1): 127-132.
[5] TANG B, WANG X S, LI S S, ZENG D B, WU R. Effects of Ca combined with Sr additions on microstructure and mechanical properties of AZ91D magnesium alloy [J]. Materials Science and Technology, 2005, 21(5): 574-578.
[6] HIRAI K, SOMEKAWA H, TAKIGAWA Y, HIGASHI K. Effects of Ca and Sr addition on mechanical properties of a cast AZ91 magnesium alloy at room and elevated temperature [J]. Materials Science and Engineering A, 2005, 403: 276-280.
[7] WU G, FAN Y, GAO H, ZHAI C, ZHU Y P. The effect of Ca and rare earth elements on the microstructure, mechanical properties and corrosion behavior of AZ91D [J]. Materials Science and Engineering A, 2005, 408: 255-263.
[8] SHIH T S, WANG J H, CHONG K Z. Combustion of magnesium alloys in air [J]. Materials Chemistry and Physics, 2004, 85(2/3): 302-309.
[9] FAN Z, XIA M, ZHANG H, LIU G, PATEL J B, BIAN Z, BAYANDORIAN I, WANG Y, LI H T, SCAMANS G M. Melt conditioning by advanced shear technology (MCAST) for refining solidification microstructures [J]. International Journal of Cast Metals Research, 2009, 22(1/4): 103-107.
[10] FAN Z, WANG Y, ZHANG Z F, XIA M, LI H T, XU J, GRANASY L, SCAMANS G M. Shear enhanced heterogeneous nucleation in some Mg- and Al-alloys [J]. International Journal of Cast Metals Research, 2009, 22(1/4): 318-322.
[11] GOURLAY C, LAUKLI H, DAHLE A K. Defect band characteristics in Mg-Al and Al-Si high-pressure die castings [J]. Metallurgical and Materials Transactions A, 2007, 38(8): 1833-1844.
[12] FAN Z, LIU G. Solidification behaviour of AZ91D alloy under intensive forced convection in the RDC process [J]. Acta Materialia, 2005, 53: 4345-4357.
[13] LAUKLI H, GOURLAY C, DAHLE A. Migration of crystals during the filling of semi-solid castings [J]. Metallurgical and Materials Transactions A, 2005, 36(3): 805-818.
[14] SANNES S, GJESTLAND H, WESTENGEN K, LOHNE O, LAUKLI H I. Magnesium die casting for high performance [C]// Proceedings of the 6th International Conference Magnesium Alloys and Their Applications. Wolfsburg, Germany, DGM, 2003: 725-731.
[15] FAN Z, LIU G, WANG Y. Microstructure and mechanical properties of rheo-diecast AZ91D magnesium alloy [J]. Journal of Materials Science, 2006, 41(12): 3631-3644.
(Edited by YANG Bing)
Foundation item: Project(2007CB613704) supported by the National Basic Research Program of China
Corresponding authors: HAN En-hou; Tel: +86-24-23893841; Fax: +86-24-23894149; E-mail: ehhan@imr.ac.cn; FAN Zhong-yun; Tel: +44-1895-266406; Fax: +44-1895-269758; E-mail: zhongyun.fan@brunel.ac.uk
DOI: 10.1016/S1003-6326(09)60279-X

