稀有金属 2015,39(11),1048-1055 DOI:10.13373/j.cnki.cjrm.2015.11.015
铜互连线低磨料化学机械平坦化机制
李炎 张宏远 刘玉岭 王傲尘 李洪波
河北工业大学微电子技术与材料研究所
摘 要:
主要研究了低磨料浓度下铜互连线的平坦化机制,建立了凸处和凹处的铜膜去除模型,并在MIT 854铜布线片上进行了验证实验,进一步证明了机制模型的正确性。在工作压力存在的条件下,凸处铜膜的去除以化学机械作用为主,凹处铜膜去除以化学作用为主,由此得出,在忽略机械作用对化学反应增益作用的前提下,低磨料浓度有利于得到较高的高低处速率差,进而实现晶圆的表面平坦化。在MIT 854铜布线片上进行了实验验证,实验证明,当磨料浓度为0.5%时,铜膜的去除速率已达到最大值,此时,线宽/线间距(L/S)为100μm/100μm,50μm/50μm和10μm/10μm的铜线条剩余高低差分别由初始的470,460和450 nm变为平坦化后的30.0,15.0和3.1 nm,另外还得出宽线条比窄线条对抛光液的利用率要高,为了实现进一步的平坦化,提高窄线条区域对抛光液的利用率成为重中之重。
关键词:
低磨料浓度;化学机械平坦化;机械作用;化学作用;铜互连线;
中图分类号: TN305
作者简介:李炎(1986-),男,河北廊坊人,博士研究生,研究方向:半导体技术与材料;E-mail:Liyan424424@126.com;;刘玉岭,教授;电话:022-60204128;E-mail:Lyl@hebut.edu.cn;
收稿日期:2013-11-21
基金:国家中长期科技发展规划02科技重大专项(2009ZX02308);河北省自然科学基金项目(E2013202247,F2012202094);河北省教育厅基金项目(2011128)资助;
Mechanism for Copper Interconnections Chemical Mechanical Planarization at Low Concentration of Abrasive
Li Yan Zhang Hongyuan Liu Yuling Wang Aochen Li Hongbo
Institute of Microelectronic Technique and Materials,Hebei University of Technology
Abstract:
Planarization mechanism of copper interconnections at low abrasive concentration was mainly studied,and the copper film removal models of the convex and concave positions were established. The validation experiments were conducted on the MIT 854 copper multi-layered wafers,which further proved the correctness of the mechanism. Under the work pressure,convex copper film removal was mainly decided by chemical mechanical action,concave copper film removal was mainly decided by chemical action,and thus,low abrasive concentration was conducive to a higher rate of difference without considering the gain effect of mechanical action on the chemical action,leading to the realization of the wafer surface planarization. Validation experiments on the MIT 854 copper multi-layered wafers showed that,when the abrasive concentration was 0. 5%,the removal rate of copper film reached the maximum value. Then the remaining height differences of the copper strip whose line width / line space( L / S) were 100 μm /100 μm,50 μm /50 μm and 10 μm /10 μm,respectively,decreased from the initial 470,460 and 450 nm to 30. 0 nm,15. 0 nm and 3. 1 nm after planarization. It was found that utilization rate of the wide line on the slurry was higher than that of the narrow line. In order to achieve further planarization,improving the utilization rate of narrow line region on the slurry became the priority.
Keyword:
low abrasive concentration; chemical mechanical planarization; mechanical action; chemical action; copper interconnections;
Received: 2013-11-21
化学机械平坦化( CMP) 技术是目前半导体加工的重要手段,也是多层布线层间平坦化中最终获得纳米级超光滑表面的最有效工艺方法,是当前能够实现局部和全局平坦化的唯一实用技术。 随着半导体产业的发展,器件的集成密度大大增加,集成电路中的阻容( RC) 延迟现象越来越严重[1 - 2]。大马士革镶嵌工艺是目前唯一成熟和已经应用到多层铜互连集成电路研究制造中的铜图形化工艺。因此,CMP技术成为了微电子技术发展的关键。传统化学机械抛光是采用抛光液与被抛光材料表面发生化学反应,通过大量磨料颗粒和抛光垫的机械磨削实现材料去除,容易产生凹陷、腐蚀和微观划痕等表面损伤,这些表面损伤很难由CMP技术去除,而且大量的磨料颗粒会以化学键力和铜膜表面形成异常牢固的化学吸附层,给后续的清洗工艺带来了极大的困难[3 - 5]。为了实现全局的平坦化,大量的抛光液中都含有腐蚀抑制剂苯并三唑( BTA) ,但是在CMP过程所形成的Cu- BTA膜较为牢固,也会影响器件的性能。因此, CMP工艺已经开始向低机械作用( 低磨料浓度) 的较为温和的铜膜去除机制转变,并且新型的腐蚀抑制剂也成为影响微电子发展的关键因素。那些由低磨料浓度而减少的机械作用则需要更加强烈的化学作用来补偿,为了在低磨料浓度下实现高的化学反应速率,微量的磨料作为反应催化剂来提高CMP速率的工作正在被研究。之前也有很多学者研究无磨料条件下的CMP工艺与材料,但是由于微量的磨料是作为化学反应催化剂参与到CMP中的,因此在无磨料CMP中,铜膜的去除速率得不到保证。由此可知,低磨料浓度下的不含BTA的抛光液及相应的CMP工艺成为现阶段的关键技术[6 - 7]。为了实现和BTA一样的钝化效果,则抛光液中的化学组分需在铜膜凹处与铜形成难溶物,而凸处则在摩擦力作用下不断的被去除,循环往复,最终实现了铜膜表面的平坦化。本课题组已经通过大量实验证实,抛光液中的大分子螯合剂在CMP条件下,能快速地与凸处氢氧化铜所电离出的铜离子进行化学反应,在凹处,铜被氧化为氧化铜和氢氧化铜,而形成一层致密的钝化层。从而实现铜膜表面的平坦化。但是在以往的研究中,大量磨料粒子在CMP过程中会削弱凹处的钝化层, 从而使凹处的铜膜去除速率上升,不利于实现平坦化。因此,本文对低磨料浓度下,铜膜的平坦化机制进行了论证[8 - 10]。
1实验
实验在法国Alpsitec公司生产的E460E抛光机上进行,抛光垫为IC 1000TM。MIT 854铜布线片为实验材料,其剖面图和单元结构图分别如图1和2所示。采用美国AMBIOS公司生产的XP-300台阶仪测量抛光前后不同线宽/线间距( line width / line space,L / S) 的铜线条的台阶高度( step height, hs) 以及布线片的膜厚。台阶高度和膜厚由存在于布线片一条直径上的5个点( 中心至边缘) 的平均值确定。实验用自主研发的碱性铜抛光液完成,抛光液由纳米Si O2溶胶、FA/OⅡ型多羟多胺螯合剂和多元胺醇型非离子表面活性剂组成。
2模型建立
2. 1机械摩擦作用部分抛光机结构示意图如图3所示。
在机械摩擦作用方面,根据Preston方程[11 -12],

其中RR表示机械去除速率,Kp为一常数,p表示工作压力,V表示抛盘转速,考虑到CMP过程中流量和磨料浓度以及剪应力的因素,因此方程应该变为

式中,Fnormal,Fshear分别代表晶圆受到的正压力和剪应力,剪应力实际上指的是单位润湿面上的流体阻力,计算公式为:

图1 MIT 854铜布线片的剖面图Fig. 1 Cross sectional view of MIT 854 wafer

图2 MIT 854铜布线片单元结构图Fig. 2 Unit structure diagram of MIT 854 pattern wafer

图3抛光机结构示意图Fig. 3 Schematic diagram of polishing machine

式中,μ 是抛光头和抛光垫之间的动摩擦因数,A为接触面积,将晶圆上的质点与抛光液中磨料粒子的接触方式看做是两球体间的赫兹接触,则接触半径为:

式中,R1,R2分别为两球体的半径; E1和E2分别为两接触体的弹性模量; μ1和 μ2分别为两接触体的泊松比,则接触面积为:

假定抛光垫上抛光液流量为Q1,磨料浓度为Cabrasive,则总的面积Asum可表示为

晶圆上每一个对应的质点受到的剪应力表达式为

其中

晶圆上每一个质点受到的正应力表达式为

因此,晶圆上每个质点的机械去除速率为


则单位时间内整个晶圆( 晶圆半径为Rwafer) 的机械作用表达式为[13 -15]:

2. 2物理化学作用部分抛光液流动如图4所示,经过极短的时间t,抛光液右端( 截面积S1) 由A1移动到B1,左端( 截面积S2) 由A2移动到B2, 两端移动的距离分别为L1和L2,则右端流入的抛光液体积 ΔV1为:

上端流入的抛光液体积 ΔV2为

假设抛光液为理想流体,理想流体不可压缩,则

下端的力F1对抛光液做正功W1,大小为

而

所以

同理作用于左端的力F2为

它对抛光液做负功W2,大小为

则两侧外力对抛光液所做的功W可写作

机械能的改变等于流出抛光液的机械能E2,mechanical减去流入抛光液的机械能E1,mechanical,即

图4抛光液流动示意图Fig. 4 Schematic diagram of slurry flow process

式中,v1和v2分别表示液体在两位置时的流速,h1和h2分别表示液体在两位置时的相对高度,ρ 为液体密度,理想流体没有粘滞性,液体在流动中机械能不会转化为内能,所以

即

化简后得:

因为A1和A2是随机取的点,所以上式可表示为

此方程的形式符合伯努利方程,当抛光液水平流动时,可表达为

两边乘以 ΔV得:

即

此方程表示压力势能+ 动能= 常数,其中压力势能是由于某质元 Δm因为处于压力F的压力场中而具有的能量, 是物体由于形变而具有的能量[16 - 17]。
将抛光垫上网格看作一个个小的管道,在抛光过程中,由于抛头压在抛光垫上,这些管道也就变成封闭的管道,由于抛光液所受的向心力不能支持其做圆周运动,因此抛光液有沿着圆周运动的切线方向做离心运动的趋势,故抛光液的流动方向由1截面到2截面,在1截面和2截面间使用方程( 28) 得:

考虑到沿程所损失掉的机械能以及抛盘对抛光液所做的功Wslurry,式( 29) 应该改为

其中hf表示沿程水头损失,根据达西-维斯巴赫公式可知

式中,l为管长,d为管径,vaverage为抛光液在管内的平均速度,v2averageg- 1/2为速度水头,即单位重量的抛光液所具有的动能,根据波拉修斯公式可知

而Re为流体的雷诺数,计算方法为

所以

式中,r为抛光液的运动粘滞系数,进而得到

因为抛光垫质地较硬且抛头压力不变,则

进而得到

假定1截面为抛光垫中心处,而2截面为抛光垫边缘处,由于抛光垫转速较大,抛光液在抛光垫作用下顺时的转速远大于抛光液自身沿孔道的流速[18],则可以得到

则

而已知

式中,μvis为液体动力粘滞系数,则

以Q2表示沟槽中抛光液的流量,L表示抛光垫中所有孔道的总长度,S表示孔道横截面积,则

进一步可以得到

如图5所示。
物体A,B叠放在水平面C上,假设物体B为抛光头,物体A为晶圆,用水平向右的力F拉物体
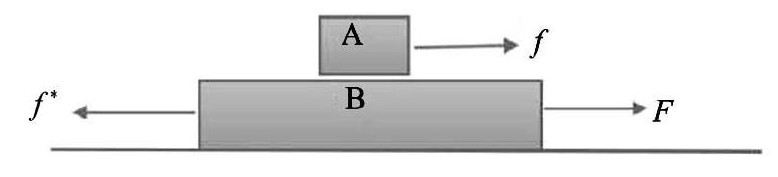
图5静摩擦过程剖面图Fig. 5 Static friction process profile
B,使物体A,B以共同的加速度向右运动,发生了一段位移s,在此过程中,摩擦力f对物体A做正功W1,static,大小为:

摩擦力f*对B做负功W2,static,大小为

系统做功总量Wstatic为

式( 46) 表明系统内的一对静摩擦力即使对晶圆做功,但由于相对位移为零,而没有热能产生,内能不增加,只有物体间机械能的转移。因此抛光头与晶圆之间没有热能产生,内能不增加。
如图6所示,质量为m的抛光头A以水平初速度V1与质量为M,长为L置于光滑水平面上的抛光垫B接触,并不从抛光垫B上掉下,A,B间动摩擦因数为 μ,抛光垫B移动距离为s,在此过程中,设A和B所受的滑动摩擦力分别为F和F*,则有

滑动摩擦力F对A做负功W1,sliding,大小为

而摩擦力F*对B做正功W2,sliding,大小为

摩擦力对系统做的总功Wsliding为

设定物体在不同位置的速度分别为va和vb,对A和B分别列动能定理方程,可得

两式相减得,


图6滑动摩擦过程剖面图Fig. 6 Sliding friction process profile
式中mv2a/2 - ( M + m) v2b/2为系统所损失的机械能,由能量守恒定律可知,这部分损失的机械能转化为内能,所以过程中产生的内能为

系统克服滑动摩擦力所做的总功等于机械能的减少量,这部分机械能就转化为了系统的内能,即摩擦生热。所以在CMP过程中,上盘克服摩擦力所做的功为:

其中HS,PS分别为抛光头和抛光垫的转速,n为抛光垫在单位时间内转的圈数;
下盘抛光垫克服摩擦力所做的功为:

其中上盘所产生的内能为

下盘产生的内能为

在化学反应中,阿伦尼乌斯方程描述了化学反应速率与反应活化能的关系,具体为

其中Z表示反应物分子之间在单位时间内单位体积中所发生的碰撞的总数是NA( 阿弗加德罗常数) 的Z倍,B为取向因子,它代表有效碰撞次数与总碰撞次数的比值,Ea表示反应活化能,R为摩尔气体常量,T为热力学温度。由于在CMP过程中,上下盘都会产生内能,相当于降低了反应需要的活化能,阿伦尼乌斯方程应改为

因此单位时间单位体积内化学速率表达式为:

单位时间内总的化学速率表达式

将( 43) 代入( 62) 可得,

抛光液总流量可表达为

式中Qsum表示输液管总的流量,Qwaste表示从抛光垫直接流走而浪费掉的流量[19 - 21]。
2. 3平坦化机制在CMP过程中,铜膜凸处直接接触抛光垫,同时存在机械作用和化学作用,因此有:

式中RRconvex和RRchemical,convex分别表示铜膜凸处去除总速率和化学去除速率,RRgain是指其他机械作用对化学作用的增益值( 主要包括由于磨料粒子间的相互摩擦而增加的化学反应速率及磨料粒子作为化学反应的载体而增加的分子碰撞几率等等) ; 而凹处不和抛光垫直接接触,主要以化学反应为主, 因此

式中RRconcave和RRchemical,concave分别表示铜膜凹处去除总速率和化学去除速率,为了实现铜布线表面的全局平坦化,则需要实现尽可能高的高低处速率差。由( 65) 和( 66) 可知,

在不考虑RRgain的前提下,由于凸处抛光液密度大于凹处,根据( 63) 可知,

在不考虑互连线表面铜层厚度的前提下,最终亦能实现平坦化,由式( 67) 中机械作用项可知,磨料浓度越低,凹凸速率差越大,因此,在不考虑机械研磨作用对化学反应的增益值RRgain时,低磨料浓度更有利于提高平坦化的效率。此外,如何在低磨料浓度CMP时最大幅度地削弱RRgain的增益作用是实现低磨料平坦化的关键问题。
3结果与讨论
为了保证CMP过程中铜膜的去除速率满足要求,在验证平坦化效率之前,还需对固定工艺条件下的铜膜去除速率进行探索。压力为13. 78 k Pa, 上下盘转速HS,PS为105,100 r・min- 1,流量为200 ml・min- 1,铜镀膜片的抛光速率结果如图7所示。由图7可知,不同螯合剂浓度下,当磨料浓度从0% 增大到0. 5% ( 体积分数) 过程中,铜膜的去除速率呈现大幅度提升。当磨料浓度继续增大时, 铜膜的去除速率逐步趋于平稳。因此抛光液中磨料浓度暂时定为0. 5% 。
压力为13. 78 k Pa,转速HS,PS为105,100 r・min- 1,用不同磨料浓度的抛光液对MIT 854铜布线片进行化学机械抛光,在忽略机械作用对化学作用的增益效果前提下,不同宽度的线条区域所剩的台阶高度hs如图8所示( 台阶高度均表示除去增益去除量之后的高度,而该增益去除量则由机械作用对台阶去除量的影响来得到) 。图8为磨料浓度对不同尺寸铜线条平坦化的影响,由图8可见,随着磨料浓度的增大,各种宽度的线条所剩的台阶高度均上升,L/S = 100 μm/100 μm的铜线条所剩高低差变化范围为30 ~ 65 nm; L/S = 50 μm /50 μm的铜线条所剩高低差变化范围为15 ~ 30 nm,L / S = 10 μm /10 μm的铜线条所剩高低差变化范围为3. 1 ~ 10. 2 nm。剩余hs越小说明CMP过程中去除的台阶高度越多,则平坦化效果越好。 因此,在不考虑机械作用对化学反应的增益效果条件下,磨料浓度越小越有利于平坦化,这也证明了2. 3中所得结论。

图7磨料浓度对铜膜去除速率的影响Fig. 7 Effect of abrasive concentration on removal rate of cop- per film
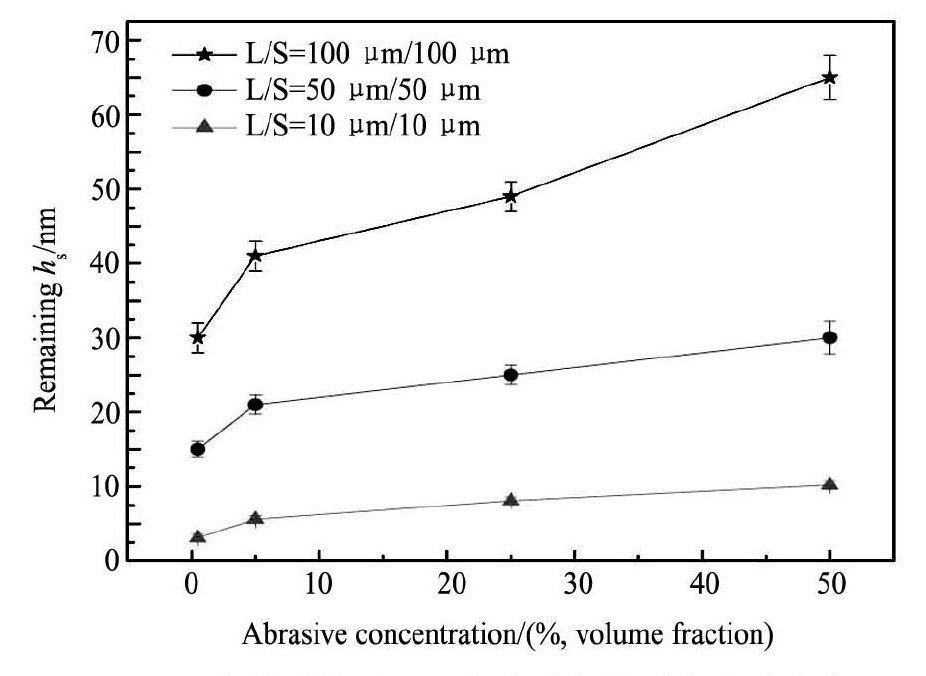
图8不含增益值时不同宽度线条的剩余台阶高度Fig. 8Remaining step height of different width lines without gain effect
图9为磨料浓度为0. 5% 时,不同宽度铜线条抛光前后的台阶轮廓图。由图9可知,L/S为100 μm /100 μm,50 μm /50 μm和10 μm /10 μm的铜线条的初始hs分别为470,460和450 nm; 抛光后,L/S = 100 μm/100 μm,50 μm/50 μm和10 μm /10 μm的铜线条所剩余的高低差分别为30. 0, 15. 0和3. 1 nm。磨料浓度一定时,由式( 65) 可知, 凸处的铜膜去除速率主要由抛光压力决定,在压力存在条件下,Q1几乎不变,根据式( 43) 可知, 在总流量不变的前提下,管道横截面积增大必然导致Q2增大,由式( 64) 可知,此时Qwaste将变小,则在宽线条的区域内,直接被体系带走而浪费掉的抛光液减少了,相当于提高了抛光液的利用率。 因此,为了实现窄线条区域的进一步平坦化,则需要提高窄线条区域抛光液的利用率,这将成为下一步工作的关键。

图9抛光前后铜线条轮廓图Fig. 9 Copper lines profile before and after CMP
( 1) L/S = 10 μm/10 μm,pre-CMP; ( 2) L/S = 50 μm/50 μm,pre-CMP; ( 3) L /S = 100 μm /100 μm,pre-CMP; ( 4) L / S = 10 μm /10 μm,post-CMP; ( 5 ) L / S = 50 μm /50 μm, post-CMP; ( 6) L / S = 100 μm /100 μm,post-CMP
4结论
通过对经典公式有关参数的修正,得到了适用于CMP过程的材料去除速率公式和平坦化模型,根据公式得出了影响低磨料浓度化学机械平坦化的关键问题是机械作用对化学作用的增益效果,在忽略该增益效果的前提下,通过比较不同线条宽度部分的台阶高度剩余量,证明了低磨料浓度有利于实现平坦化,与此同时,材料的去除速率也有很好的保证。此外,提高窄线条区域抛光液的利用率也成为今后工作的主要目标。

