DOI: 10.11817/j.ysxb.1004.0609.2020-36421
����RSM-BBD��ȫβɰ��������������ѡ���Ż�
����1, 2��������1, 2��������1, 2���� ǫ1, 2�����Һ�3
(1. �����Ƽ���ѧ ������ɽ��Ч�����밲ȫ�������ص�ʵ���ң����� 100083��
2. �����Ƽ���ѧ ��ľ����Դ����ѧԺ������ 100083��
3. ���ּ��� ��ɽ����о�Ժ����ɽ 114002)
ժ Ҫ������ֿ�ɽ��ϸȫβɰ�����������ڵ���Ũ�ȵͺͳ����ٶ��������⣬ͨ��ѡ���Ż��������������������������Ч�������ȶ�ȫβɰ����������������Ͻ����ﻯ���������ڴ˻����Ͻ�����������ѡ���飬ȷ�������������ͣ���β���Design-Expert������Box-Behnken��Ӧ�淨(RSM-BBD)��Ʋ�������13�����飬����������������Ӧ��ع�ģ�ͣ��о������ؼ��佻�����ö�ȫβɰ����������Ӱ�죬���ڴ˻����ϲ��ö�Ŀ��滮���Ż�ȫβɰ��Ũ�ȡ����������ġ���������ҺŨ�ȵȲ�������ȡ����������ȫβɰ�������������ܵ�һ���ص�Ӱ�죬�����ܶ����ؽ�������Ӱ�죻���Ų������Ϊȫβɰ��Ũ��19.79%������������37 g/t����������ҺŨ��0.2%���Դ˲���������֤���飬�õ�����Ũ��Ϊ69.55%�������ٶ�Ϊ10.39 m/h��������Ҫ������ȫβɰ���������������з�����Ϊȫβɰ��������������Ƽ��Ż������ṩ����֧�š�
�ؼ��ʣ�����ɿ�ȫβɰ��BBD��Ӧ�淨��������������Ŀ���Ż���������������
���±�ţ�1004-0609(2020)-06-1437-09���� ��ͼ����ţ�TD853��X751���� ���ױ�־�룺A
������ᾭ�õĸ��ٷ�չ�����ǶԿ����Դ��������������������Դ����������ط�չ����֮���ҶԻ��������Լ���ȫ����Ҫ�����ߣ�ʹ�ó���ɿõ�Խ��Խ�㷺��ʹ��[1-3]������ȫβɰ������������乤�ռ�����ʵ�ֿ�ɽ�Ͽ��ɶ������� ��[4-5]�����ڴ�ѡ���ų���ȫβɰ��Ũ�Ƚϵͣ����ֱ�ӳ��뾮�£������������ˮ�������һ���Ӱ�����������[6-7]����ˣ�����ȫβɰ���������˵ȫβɰ���ij���Ũ�����Ʊ���Ũ�ȳ����Ͻ��Ĺؼ�[7]����Դ�ͳŨ���豸��ʽɰ�ִ��ڳ����ٶ����������ܻ����ص����⣬��ʵ������һ��ͨ��������������ʵ��ȫβɰ�Ŀ��ٳ���[8-9]������ȫβɰ���������������Ʊ���Ũ�ȳ����Ͻ���������ѧ�߽����˴����о��������Ⱞ���[10-11]�����ǵ�[12]�о�����Ӱ��ȫβɰ���������������ذ���βɰ��ʼŨ�ȡ�βɰ�����������������༰����������÷��[13��IJ��ΰ��[14]̽�����������Ͷ�����Ч����Ӱ�죻���µ�[15]�о�������������βɰ������Ӱ�죻�����ε�[16]���������[17]̽����������βɰ����������Ӱ�죻ONAL��[18]������һ��[19]�о�������������������������ö�βɰ����������Ӱ�죻�������[20]�����������ġ�βɰŨ�ȵ�Ϊ��������ȫβɰ�����������飬������SPSS�����ع�������������[7, 21]�ֱ������Ŵ��㷨��BP�������ȫβɰ�����������������Ż�����������[22]�о������������ġ���������ҺŨ�Ⱥ���Ũ�������ض�ȫβɰ�����ٶȺͳ���Ũ�ȵ�Ӱ�졣�����ɹ���������������͵��ġ���������Һ����Ũ��(���¼��������Ũ��)��ȫβɰ������Ũ��(���¼��ɰ��Ũ��)�����ض�βɰ����������Ӱ������о������ǶԸ�����֮��Ľ���������ö�βɰ��������Ӱ���̽��ȴ�������
����������ǰ���о��Ļ����ϲ���Design- Expert�����е�Box-Behnken���������̽�������ؼ��佻��������ö�ȫβɰ����������Ӱ�죬��������Ӧ�淨�Ը����������Ż������ڴﵽ�����ٶ���졢����Ũ������ҳɱ���͡�
1 ԭ�Ϻ��Լ�
1.1 ȫβɰ
��������ȫβɰȡ���ֿ�ҵ���Ź�˾ij������ɹ��ɺⶨ���������ʺͻ�ѧ�ɷ֣��������1��2��ʾ���������������������������ͼ1��ʾ�����ݴ˼������ó���������d10��d30��d50��d60�ֱ�Ϊ6.26��18.2��34.9��44.9 ��m��������ϵ��������ϵ���ֱ�Ϊ7.18��1.18�����Կ���������ȫβɰϸ���������Ƚ϶࣬����С��74 ��mϸ��������ռ82.6%�����ȹ�ϸ��������ϴ���ˮ�����γɽ��ˮĤ��������Ȼ�����ٶȷdz�С[23]��ԶԶ�������㶯̬��ɰ��Ҫ�����������������
��1 ȫβɰ��������
Table 1 Physical properties of total tailings

��2 ȫβɰ��ѧ���
Table 2 Chemical analysis of total tailings (mass fraction, %)

1.2 ������
����������������ſ��Է�Ϊ�������͡��������ͼ���������3�֣��˴�����ѡ�õ�������Ϊ����ͬԴ�Ƽ�����˾�����ľ۱�ϩ������߷����������������������;۱�ϩ����(APAM����Է�������Ϊ1500��)���������;۱�ϩ����(CPAM�����Ӷ�Ϊ60)���������;۱�ϩ����(NPAM����Է�������Ϊ1000��)��

ͼ1 ȫβɰ�����������
Fig. 1 Analysis results of total tailings particle size
2 ������ѡ������
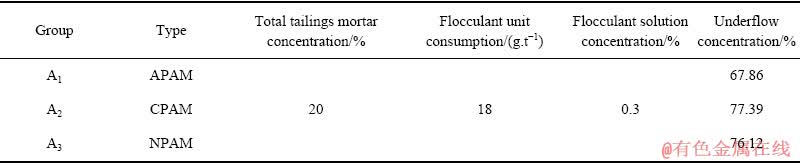
���ڲ�ͬ�ﻯ���ԺͲ�ͬŨ�ȵ�ȫβɰ������ͬ���������͵�����Ч������ڽϴ���졣Ϊ��ѡȡ���ʵ������������ÿ��Ʊ������������飬��ɰ��Ũ�Ⱥ������������Լ�������Ũ�ȱ��ֲ��䣬ѡȡ��ͬ���͵�������(������1500�����������Ӷ�60�ͷ�����1000��)�������飬����ȫβɰ����Ȼ���ó������жԱȷ����������鷽����������3��ʾ����Ȼ����������3�����͵��������������߶ԱȽ����ͼ2��ʾ��
��3 3������������������
Table 3 Test results of three types of flocculants
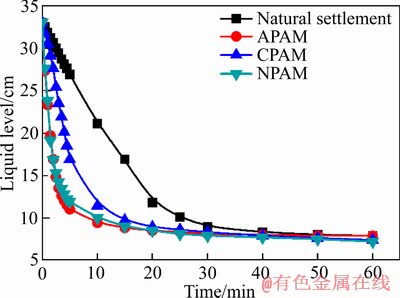
ͼ2 ����������Ȼ��������
Fig. 2 Analysis results of total tailings particle size
��ͼ2���Կ�����ȫβɰ��Ȼ���ó���ʱ���dz������ķֽ��档������������Ѹ���γ������ķֽ��棬�ҳ����ٶ����������������������������ij����ٶ���죬����������Σ����������������ij����ٶ����Ե������������������ij����ٶȡ����������ɱ�������������1500����Ϊ13Ԫ/kg��������(���Ӷ�60)��Ϊ25Ԫ/kg����������Ϊ16Ԫ/kg���ɴ˿ɼ����������͵������Ը����������ͺͷ������ͣ�����Ч��������ʮ�������������������������������ɱ�����Щ�����Ҵ�������������Һ�Ĺ����Ͽ�������ͬ��Ũ�ȵ������Ӻͷ�������Һ������������Ҫ1 h��������������Ҫ2 h�ſ��γɾ�����Һ���ۺϿ����������ɱ�Ͷ��ͽ��蹤�գ������������������������ѡ��
3 ������������
3.1 ���������������
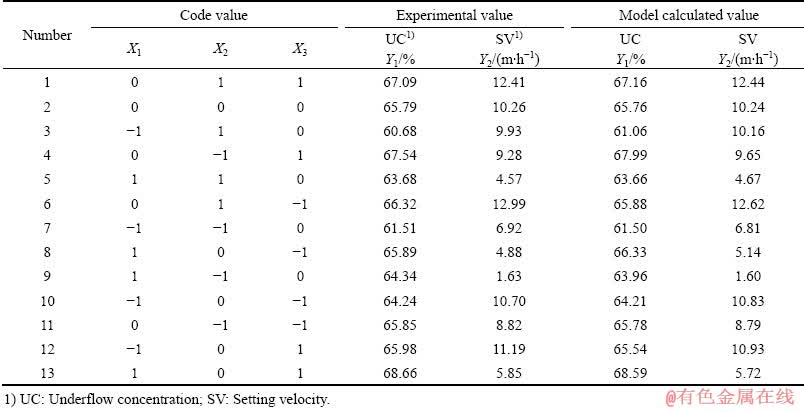
ȫβɰ����������Ч����Ҫ��ȫβɰ��Ũ��(TTMC)������������(FUC)����������ҺŨ��(FSC)3�������Լ������ؼ佻�����õ�Ӱ�죬��3���������ʱ�����ܹ���Ч�����������Ч�������ܹ���Ч���ͳɱ���Ϊ���о�ȫβɰ������Ũ��X1������������X2����������ҺŨ��X3�����ؼ��佻�����ö��Ͻ���������Ũ��(���¼�Ƶ���Ũ��)Y1�ͳ����ٶ�Y2����������Ч����Ӱ�첢ȷ�����ŵ���ȷ���������ǰ�ھ���̽������ȷ��ȫβɰ��Ũ��Ϊ18%~22%������������Ϊ35~45 g/t����������ҺŨ��Ϊ0.2%~0.4%���ҡ��ݴ�����Design-Expert�����е�Box-Behnken�������������ˮƽ�����飬�������鷽�����4��ʾ��
3.2 ������
�������鷽���ͽ�����5��ʾ��������Desing-
Export���������������ж�Ԫ�ع���ϣ��ó���Ӧ�溯����ʽ(1)��(2)��ʾ��
��4 ��Ӧ��Ӱ�����ؼ�ˮƽ
Table 4 Factors and levels of response variables

��5 ��Ӧ�������������
Table 5 Design and results of response surface analisis


 (
( ) (1)
) (1)


 (
( ) (2)
) (2)
3.3 ��Ӧ��ع�ģ�Ϳɿ��Է���
Ϊ����֤������Ӧ�潨���ĺ���ģ���Ƿ�ɿ�����Ҫ������з���������������6��ʾ���ɱ�6���Կ�������ģ��Fֵ������F0.95(3,9)=3.86�����Ҹ�ģ��P��0.001���������ģ�ͻع�Ч�����������ϵ��R2�ֱ�Ϊ0.983��0.996���ӽ�1�����ҷֱ��Ե���Ũ�Ⱥͳ����ٶ�ģ�͵�����ֵ��Ԥ��ֵΪ�ݺ��������ɢ��ͼ�����ԡ�5%���Ϊ���½��ޣ���ͼ3��ʾ����ͼ3���Կ���������Ũ��ģ���������ڡ�5%��Χ�ڣ��������ٶ�ģ�ͳ�������⣬�����Ҳ���ڡ�5%��Χ�ڣ�����������ģ�����Ч���ã��ɿ��Խϸߡ�
3.4 ����������
3.4.1 ��Ӧ����������ض�����Ч����Ӱ��
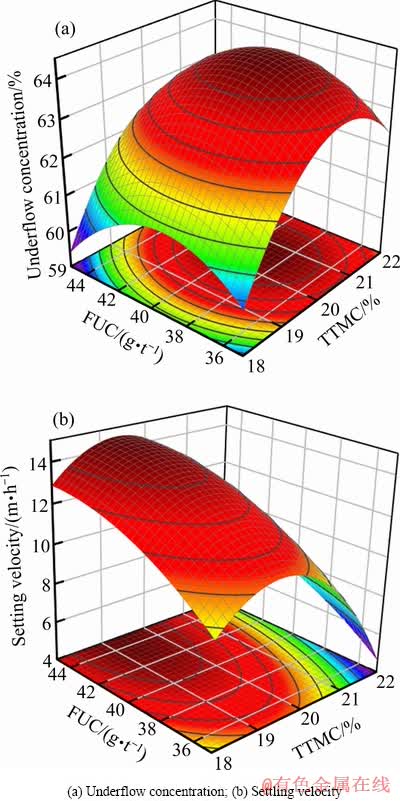
��ͼ4��ϱ�6��Ӧ��ģ�ͷ���������Կ�������Ӧ��ģ���и������ض���ȫβɰ����������Ч��������Ӱ�죬�����ض���������Ч����Ӱ����ͼ4��ʾ����������һ�����ض���������Ч����Ӱ�콫�����������ع̶�Ϊ0����ˮƽ����ͼ4���Կ����������������ĺ���������ҺŨ�Ȳ���ʱ������Ũ�Ⱥͳ����ٶȾ�����ɰ��Ũ�ȵ�������������С��������19%~21%֮��ﵽ�������ɰ��Ũ�ȵ�����ȫβɰ��������Ч����ʼ��ǿ���ڽӽ��������ɰ��Ũ��ʱ����ʱ����Ũ�Ⱥͳ����ٶ���Ȼ��������ȫβɰ���Žṹ��ǿ�ȡ��������ˣ����Žṹ�����ƻ����Ͻ���С������֮���յ�ˮ�ֺ������ڲ���ˮ�����ڼ�����������ɰ��Ũ�ȴ������Ũ��ʱ��βɰ����������������ǿ����Ҳ���������ˮ�־Ͳ��ױ���������ˣ�����Ũ�ȱ仯�Ͳ�̫���ԣ��������ٶ������½��������ϲ���Һ��ʼ���ǣ����Žṹ��С[24]����ȫβɰ��Ũ�Ⱥ���������ҺŨ�Ȳ���ʱ������Ũ���������������ĵ�������������С��������39~41 g/tʱ�ﵽ������ٶ��������������������������ӵ�������С���������ƽ������������������IJ���Խ��Խ�ã������������������ԭ���ǹ�������������������֮����������ǿ��ͬʱ�������ű������ʲ���һ����Ӱ�죬��ȫβɰ����ѹ����ˮ����[25]����ɰ��Ũ�Ⱥ����������IJ���ʱ������Ũ�Ⱥͳ����ٶȾ�����������ҺŨ�ȵ���߶���С����������������Ũ��������������Ч�����͡�������Ϊ����Ũ��������������Һ���ȱ����Ѷȴ��ȷ�ɢ��ɰ���е��Ѷ�Ҳ���������ij���Ч�����[26]��
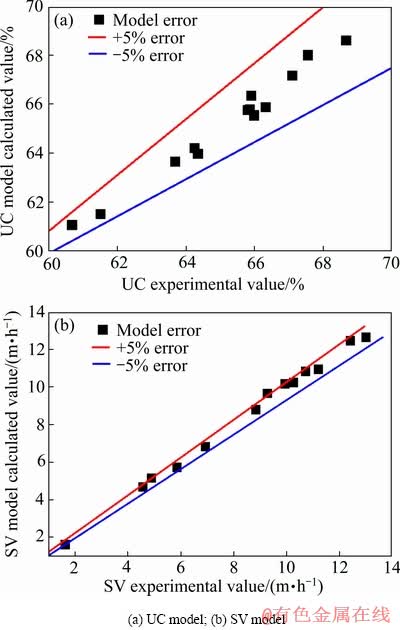
ͼ3 ��Ӧ��ģ�ͼ���ֵ������ֵ�ıȽ�
Fig. 3 Comparison of calculated and experimental values of response surface model
��6 ��Ӧ��ع�ģ�ͷ������
Table 6 Analysis of variance with regression model of different response surfaces


ͼ4 ��Ӧ��������Ӱ�����
Fig. 4 Effect analysis of single factor on response variables
3.4.2 ��Ӧ������������ö�����Ч����Ӱ��
�ɱ�6����Ӧ��ģ�ͷ���������Կ�������Ӧ�����֮��Ľ������У�X1X2��PֵС��0.001����X1X3��X2X3��Pֵ������0.1������X1X2��ȫβɰ��Ũ��������������֮��Ľ������ö�ȫβɰ��������Ч��������Ӱ�졣����������ҺŨ�ȹ̶���0.3%ˮƽ���о�ȫβɰ��Ũ��������������֮��Ľ������öԵ���Ũ�Ⱥͳ����ٶȵ�Ӱ�죬�����ͼ5��ʾ����ͼ5���Կ�����ȫβɰ��Ũ�ȶԵ���Ũ�Ⱥͳ����ٶȵ����þ��ܵ����������ĵ�Ӱ�죻�����������Ľ�Сʱ������Ũ�Ⱥͳ����ٶȾ�����ɰ��Ũ�ȵ�������������С��������19%~21%֮��ﵽ������뵥���ط������һ�£������������������������ӣ�ȫβɰ��Ũ�ȶ�����Ч����Ӱ�������ͬ��ͬ�������������ĶԵ���Ũ�Ⱥͳ����ٶȵ����þ���ȫβɰ��Ũ�ȵ�Ӱ�죻��ȫβɰ��Ũ�Ƚϵ�ʱ������Ũ���������������ĵ�������������С��������39~41 g/t֮��ﵽ��������ٶ����������������������������뵥���ط������һ�£���������ȫβɰ��Ũ�ȵ����ӣ����������Ķ���������Ч����Ӱ����������ԭ����ȫβɰ��Ũ�ȶ�����Ч����Ӱ��������������ġ�
ͼ5 ��Ӧ�������������Ӱ�����
Fig. 5 Effect analysis of response surface parameter interaction
4 ��������������Ŀ���Ż�
��ȷ����ѵ�ȫβɰ������������ʱ����ȫβɰ��Ũ�ȡ����������ĺ���������ҺŨ�ȵ����ؽ�������Ż������ڻ����ѵ���������Ч�������о��Ե���Ũ�Ⱥͳ����ٶ����Ϊ�Ż�Ŀ�꣬����Ũ�Ⱥͳ����ٶȳʸ���أ����������Ũ�ȵ�ǰ���£���������߳����ٶȡ������ֳ�Ũ�ܺ�����������������Ũ��Ӧ������60%�������ٶ�Ӧ������6 m/h������Ϊ�˽��ͳɱ��������ܼ�������������[22]�����ݷ����Թ滮ԭ�����������¶�Ŀ���Ż�ģ��[27]��
 (3)
(3)
ʽ�У�Y1��Y2��X1��X2��X3�Ķ����ͬ�ϡ�
���ʽ(1)~(3)����MATLAB�����Թ滮��⣬���Խ���������㣬�ó������������Ų���Ϊȫβɰ��Ũ��19.79%������������37 g/t����������ҺŨ��0.2%����������Design-Expert���������Ż��������һ�£����Դ˲���������֤���飬����ƪ�����������������������Ũ��Ϊ69.55%�������ٶ�Ϊ10.39 m/h��������Ҫ�ÿ�ÿ�괦��βɰ��Լ300��t�����������ɱ�Ϊ300��10000��37��10-3��13=144.3��Ԫ����ԭ��ʹ�÷�������������273��Ԫ��Ͷ��ɱ���������47.2%���ҽ���ʱ����̡�
5 ������������
ȫβɰ���ڹ�Һ������������Һ��Ϊ�����࣬����Ϊ��ɢ�ࣻ��Ϊ��Һ�����ܶȲ�ͬ���������������ؿ����½���������ϸ����ﵽ��Һ�����Ŀ��[26]��������Ȼ�����ٶȹ�����һ��Ҫͨ���������������ӿ�����ٶȡ�ȫβɰ��������������һ�����ӵ�������ѧ����[28]��������һ�����ø߷�������ͨ�������;����кϲ�ϸ������Ȼ��ͨ���������ý�ϸС�����ۼ���һ���γ����ţ��������Ų�������βɰ���ٳ���������֮���ˮ���ϱ�����������Ũ�Ȳ�������[29]���Ӷ�ʵ��ȫβɰ�����������������ͼ6��ʾ��
6 ����

ͼ6 ���������û�����������������
Fig. 6 Flocculant action mechanism and flocculating settling process: (a) Adsorption and neutralization; (b) Bridging effect; (c) Flocculation settlement
1) ��������ȫβɰ��϶��Ϊ47.5%����ˮ��Ϊ2.5%��pHֵΪ10.5����Ҫ�ɷ�ΪSiO2������û�л��ԣ���������Ҫ��ȫβɰϸ���������Ƚ϶࣬����С��74 ��mϸ��������ռ82.6%�����ȹ�ϸ��������ϴ���������������������㶯̬��ɰ��Ҫ��
2) ����ȫβɰ�����ص㣬����������ѡ�����飬���������ͬ�������£���������������������������������Ч��Ҫ�ã����ҳɱ��ϵͣ���ˣ�����ѡ������������������
3)����Ũ�Ⱥͳ����ٶȲ����ܵ����ص�Ӱ�죬����������֮�佻�����õ�Ӱ�죬������ȫβɰ��Ũ��������������֮��Ľ������ö�ȫβɰ��������Ч��������Ӱ�졣
4) �����������Ų���Ϊȫβɰ��Ũ��19.79%������������37g/t����������ҺŨ��0.2%�����Դ˲���������֤���飬�������������Ũ��Ϊ69.55%�������ٶ�Ϊ10.39 m/h��������Ҫ����������Ͷ��ɱ���ԭ��������47.2%��
5) ��ȫβɰ���������������з�����������һ�����ø߷�������ͨ�������;����кϲ�ϸ������Ȼ��ͨ���������ý�ϸС�����ۼ���һ���γ����ţ��������Ų����������βɰ����������֮���ˮ���ϱ�����������Ũ�Ȳ�����������ʵ��������������Ϊȫβɰ��������������Ƽ��Ż������ṩ����֧�š�
REFERENCES
[1] �ŵ���. ���й���ҵ�ɳ�����չ�����˼��[J]. ����ɿ�챨, 1997, 13(2): 3-5.
GU De-sheng. Thoughts on sustainable development of mining industry in China[J]. World Mining Express, 1997, 13(2): 3-5.
[2] ��Ϧ��, �� ��, ���ٷ�, �� ��. �������Դ����������̽��[J]. �й���ɫ����ѧ��, 2017, 27(6): 1236-1262.
LI Xi-bing, ZHOU Jian, WANG Shao-feng, LIU Bing. Review and practice of deep mining for solid mineral resources[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(6): 1236-1262.
[3] ������, �Խ���, ������, �� ��. ¶��ת������ѿ���ģʽ[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2012, 43(4): 1434-1439.
WANG Xin-min, ZHAO Jian-wen, ZHANG Qin-li, WU Peng. Optimal mining model of transition from open-pit to Underground mining[J]. Journal of Central South University (Science and Technology), 2012, 43(4):1434-1439.
[4] �Ⱞ��, �� ��, ���齭.����������״������[J]. ������ɽ, 2016(7): 1-9.
WU Ai-xiang, WANG Yong, WANG Hong-jiang. Status and prospects of the paste backfill technology[J]. Metal Mine, 2016(7): 1-9.
[5] �����. �ҹ��������շ�չ�ļ�������[J]. �й���ɽ����, 2010, 39(5): 1-3.
YU Run-cang. Development and innovation of cemented filling technology in China[J]. China Mine Engineering, 2010, 39(5): 1-3.
[6] KURANCHIE F A, SHUKLA S K, HABIBI D, KAZI M. Load-settlement behavior of a strip footing resting on iron ore tailings as a structural fill[J]. International Journal of Mining Science and Technology, 2016, 26(2): 247-253.
[7] ������, �Խ���. ȫβɰ�����������������[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��), 2016, 47(5): 1675-1681.
WANG Xin-min, ZHAO Jian-wen. Optimal flocculating sedimentation parameters of unclassified tailings slurry[J]. Journal of Central South University(Science and Technology), 2016, 47(5): 1675-1681.
[8] ������, ������, ������. ȫβɰ�Ͻ��Ż����������� ��[J]. �й���ɫ����ѧ��, 2017, 27(2): 392-398.
KE Yu-xian, WANG Xin-ming, ZHANG Qin-li. Flocculating sedimentation characteristic of pre-magnetized crude tailings slurry[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(2): 392-398.
[9] ������, ���齭, �Ⱞ��, ��ѧ��, ������. ȫβɰ�����������ɼ������[J]. �����Ƽ���ѧѧ��, 2010, 32(6): 702-707.
JIAO Hua-zhe, WANG Hong-jiang, WU Ai-xiang, JI Xue-wen, YAN Qing-wen. Rule and mechanism of flocculation sedimentation of unclassified tailings[J]. Journal of University of Science and Technology Beijing, 2010, 32(6): 702-707.
[10] �Ⱞ��, �� ��, ������, ������. ȫβɰ����������Ӱ������[J]. �й���ɫ����ѧ��, 2016, 26(2): 439-446.
WU Ai-xiang, ZHOU Jing, YIN Sheng-hua, WANG Lei-ming. Influence factors on flocculation sedimentation of unclassified tailings[J]. The Chinese Journal of Nonferrous Metals, 2016, 26(2): 439-446.
[11] �� ��, �Ⱞ��, ���齭, ��˹��, �� ��. ������������β��Ũ�ܵ�Ӱ�����[J]. �����Ƽ���ѧѧ��, 2013, 35(11): 1419-1423.
WANG Yong, WU Ai-xiang, WANG Hong-jiang, LIU Si-zhong, ZHOU Bo. Influence mechanism of flocculant dosage on tailings thickening[J]. Journal of University of Science and Technology Beijing, 2013, 35(11): 1419-1423.
[12] �� ��, ��Բ��, ��ΰΰ, ������, �� ��. β����������Ӱ�����ص������о�[J]. ������ɽ, 2008(5): 149-151, 153.
WANG Xing, QU Yuan-yuan, HU Wei-wei, HAN Wen-liang, WU Miao. Experiment research on factors influencing tailing pulp flocculation settling[J]. Metal Mine, 2008(5): 149-151, 153.
[13] ����÷, ���ٻ�, �� ��, ��־��, �ᴺ. ��ͬ����������β�������Ч�������о�[J]. Ӧ�û����빤�̿�ѧѧ��, 2017, 25(4): 835-844.
SUI Shu-mei, SU Rong-hua, HAI Long, YOU Zhi-zhong, GAO Hui-chun. Experimental study on effect of different flocculations to iron tailings[J]. Journal of Basic Science and Engineering, 2017, 25(4): 835-844.
[14] IJ��ΰ, ������, ������, ������. �������ڽ������Ӧ���е������о�[J]. ��ұ, 2016, 25(1): 22-25.
MU Hong-wei, L�� Wen-sheng, LI Shu-lei, CHE Sai-jie. Experimental study on the flocculant applied in cemented filling[J]. Mining and Metallurgy, 2016, 25(1): 22-25.
[15] ���齭, ������, �Ⱞ��, ������, ������. ȫβɰŨ�������о�������Ũ�ܻ�����е�Ӧ��[J]. �����Ƽ���ѧѧ��, 2011, 33(6): 676-681.
WANG Hong-jiang, CHEN Qin-rui, WU Ai-xiang, ZHAI Yong-gang, ZHANG Xin-pu. Study on the thickening properties of unclassified tailings and its application to thickener design[J]. Journal of University of Science and Technology Beijing, 2011, 33(6): 676-681.
[16] ������, ��־ǿ, ���Һ�, �� ǫ, �����. ���ֿ�ɽ��ϸ����ȫβɰ������������������[J]. ��ҵ�о��뿪��, 2017(3): 19-23.
LI Li-tao, YANG Zhi-qiang, WANG Zhong-hong, GAO Qian, LIU Rui-cheng. Experimental study on the flocculation and settling characteristics of the slurry with extra-fine iron total tailings in Angang mine[J]. Mining Research and Development, 2017(3): 19-23.
[17] ������, �ܵǻ�, ������, �Խ���. ��ϸȫβɰ��������ʵ���о�[J]. ������ѧѧ��(��Ȼ��ѧ��), 2013, 38(2): 451-455.
ZHANG Qin-li, ZHOU Deng-hui, WANG Xin-min, ZHAO Jian-wen. Experimental study on flocculating sedimentation of ultra-fine unclassified tailings[J]. Journal of Guangxi University(Natural Science Edition), 2013, 38(2): 451-455.
[18] ONAL G, OZER M, ARSLAN F. Sedimentation of clay in ultrasonic medium[J]. Minerals Engineering, 2003, 16(2): 129-134.
[19] ����һ, ������, �� ��, ��־��. ������Ӧ�淨�ⳡ������ȫβɰŨ�ܳ�������[J]. �й���ɫ����ѧ��, 2018, 28(9): 1908-1917.
ZHU Li-yi, L�� Wen-sheng, YANG Peng, WANG Zhi-kai. Thickening sedimentation of unclassified tailings under influence of external field based on response surface method[J]. The Chinese Journal of Nonferrous Metals, 2018, 28(9): 1908-1917.
[20] �ӡ, ������, ������. ��������������ϸβɰ��������Ӱ��������о�[J]. �ƽ�, 2019, 40(11): 31-35.
YANG Gong-yin, CUI Peng-yan, CHEN Yu-ming. Experimental study on the influence of flocculant on settlement characteristics of overflow ultrafine tailings[J]. Gold, 2019, 40(11): 31-35.
[21] ������, �Խ���, �ŵ���. ȫβɰ���������ٶ��Ż�Ԥ��ģ��[J]. �й���ɫ����ѧ��, 2015, 25(3): 793-798.
WANG Xin-min, ZHAO Jian-wen, ZHANG De-ming. Optimal prediction model of flocculating sedimentation velocity of unclassified tailings[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(3): 793-798.
[22] ������, �Ⱞ��, ���齭, ������, ��ʢ��. ȫβɰ������������ʵ���о�[J]. �����Ƽ���ѧѧ��, 2011, 33(12): 1437-1441.
JIAO Hua-zhe, WU Ai-xiang, WANG Hong-jiang, LIU Xiao-hui, YANG Sheng-kai. Experiment study on the flocculation settlement characteristic of unclassified tailings[J]. Journal of University of Science and Technology Beijing, 2011, 33(12): 1437-1441.
[23] ZHAO Ru, ZHANG Zheng, SHI Jiang-bo. Characterization of stress corrosion crack growth of 304 stainless steel by electrochemical noise and scanning Kelvin probe[J]. Journal of Central South University, 2010, 17(1): 13-18.
[24] ������, ���齭, �Ⱞ��, �� ��, �� ��. ����������ȫβɰ�Ͻ��������Ե�Ӱ��[J]. ���ϴ�ѧѧ��(��Ȼ��ѧ��),2016, 47(10): 3523-3529.
YANG Liu-hua, WANG Hong-jiang, WU Ai-xiang, LI Hong, CHEN Hui. Effect of flocculation settling on rheological characteristics of full tailing slurry[J]. Journal of Central South University, 2016, 47(10): 3523-3529.
[25] MURTHY S N, NOVAK J T. Influence of cations on activated-sludge effluent quality[J]. Water Environment Research, 2001, 73(1): 30-36.
[26] ���˱�, �Ⱞ��, ���齭, �� ΰ, �� ��. ȫβɰ�������������о�[J]. ��ҵ�о��뿪��, 2015, 35(7): 35-38.
PENG Nai-bing, WU Ai-xiang, WANG Hong-jiang, SUN Wei, CHEN Hui. Research on flocculation sedimentation technology of unclassified-tailings[J]. Mining Research and Development, 2015, 35(7): 35-38.
[27] ������, �ƹ���, ϯ����, �� ��, ţ����. �糧�Ż���ú�IJ�ȷ���Ի���Լ�������Թ滮����[J]. �й��������ѧ��, 2009, 29(5): 11-15.
ZHANG Xiao-xuan, HUANG Guo-he, XI Bei-dou, XU Hong, NIU Yan-tao. Inexact chance-constrained nonlinear programming method for coal blending in power plants[J]. Proc CSEE, 2009, 29(5): 11-15.
[28] ADDAI-MENSAH J. Enhanced flocculation and dewatering of claymineral dispersions[J]. Powder Technol, 2007, 179(1/2): 73-78.
[29] ��־ǿ, �̺���, ������, �Ⱞ��, ������. ��������ȫβɰ��������Ӱ�������о�[J]. �й���ɽ����, 2015, 44(1): 41-44.
LIU Zhi-qiang, CHENG Hai-yong, WANG Yi-ming, WU Ai-xiang, YIN Jian-dong. Experimental research of flocculant influence on settlement characteristic of unclassified tailings[J]. China Mine Engineering, 2015, 44(1): 41-44.
Selection and optimization of flocculation sedimentation parameters of unclassified tailings slurry based on RSM-BBD
WEN Zhen-jiang1, 2, YANG Xiao-bing1, 2, LI Li-tao1, 2, GAO Qian1, 2, WANG Zhong-hong3
(1. Key Laboratory of High Efficient Mining and Safety of Metal Mine, Ministry of Education, University of Science and Technology Beijing, Beijing 100083, China;
2. School of Civil and Resource Engineering, University of Science and Technology Beijing, Beijing 100083, China;
3. Design and Research Institute of Angang Mine, Anshan 114002, China)
Abstract: In view of the problems of low bottom flow concentration and slow settling speed in the flocculation settling of finer whole tailings in Angang mine, the flocculation settling effect was improved by selecting and optimizing flocculation settling parameters. Firstly, the physicochemical analysis of test materials, such as total tailings and flocculants, were carried out, and the flocculants were optimized on the basis, of which the flocculants types were determined. Secondly, 13 groups of tests were designed and carried out by Box-Behnken Response Surface Method (RSM-BBD) in Design-Expert software. Based on the test results, the response surface regression model was established, and the various factors and their interaction were studied for flocculation and sedimentation of total tailings. On this basis, the multi-objective programming was used to optimize the proportion of parameters, such as the total tailings mortar concentration(TTMC), the flocculant unit consumption(FUC)and the flocculant solution concentration(FSC). The results show that the flocculation settling of the total tailings is affected not only by single factor, but also by interaction of multiple factors. The optimum parameters are 19.79% of the TTMC, 37 g/t of the FUC and 0.2% of the FSC. The validation test with these parameters show that the underflow concentration(UC) is 69.55% and the settling velocity(SV) is 10.39 m/h, which meet the requirements. Finally, the mechanism of the total tailings flocculation settling is analyzed, which provides theoretical support for the design and optimization control of the whole tailings flocculation settling parameters.
Key words: filling mining method; total tailings; RSM-BBD; flocculation sedimentation; multi-objective optimization; flocculation sedimentation mechanism
Foundation item: Project(2017YFC0602903) supported bythe National Basic Research Development Program of China
Received date: 2019-06-18; Accepted date: 2019-11-05
Corresponding author: GAO Qian; Tel: +86-18600173341; E-mail: gaoqian@ces.ustb.edu.cn
(�༭ ����)
������Ŀ�������ص��з��ƻ��ص�ר����Ŀ(2017YFC0602903)
�ո����ڣ�2019-06-18�������ڣ�2019-11-05
ͨ�����ߣ��� ǫ�����ڣ���ʿ���绰��18600173341 ��E-mail��gaoqian@ces.ustb.edu.cn

