������ʱ��: 2017-12-04 08:57
ϡ�н��� 2018,42(10),1024-1031 DOI:10.13373/j.cnki.cjrm.xy17090028
��ѹ-�������ƶԳߴ粻�Գ����������Gdþ�Ͻ���֯��֯��Ӱ��
���� ������ �α��� ��һ�� ������
ժ Ҫ��
����������������Ʊ�Mg-8Zn-2Ca-2Gd-1Zr-1Nd�Ͻ������, ������м�ѹԤ���κ��ٽ����������Ʊ��� (��=5%, 10%, 15%) �����ò�˾�������� (OM) , ɨ��������� (SEM) ��X���������� (XRD) ������ѹ�����Ʊ��ζ�þ�Ͻ�����֯����֯���ݱ��Ӱ�졣�������:�ߴ粻�Գ��������þ�Ͻ�ѹ�����������Ʊ���ʱ, ��ѹ���� (��=5%, 10%, 15%) ����, Ӳ��ֵ�����Ҵ���Ӳ��ֵ�ֲ�����������, �ž۵ڶ�����������ɢ�ֲ�, ���гߴ�С��1��m�ĵڶ���������ɢ�ֲ��ڻ�����, �����ָ�ϡ��Ԫ�صڶ����黯��ƫ���ڻ��徧�����紦, ������ɢ�ֲ��ڻ���;��紦�ĵڶ���������ֹλ��������þ�Ͻ����ƺ�Ӳ����ߵ���Ҫԭ�ߴ粻�Գ��������þ�Ͻ��ڼ�ѹ-���Ʊ��ι�����, ����=10%ʱ, (0002) ����֯��ǿ�Ƚ��͡��ǻ���֯���γ��Ҽ��ܶ���ǿ, ʵ�����α�֯�������������ϸ������ѹ����ʼ֯���Ŵ��ԡ��ߴ粻�ԳƱ��������ۺ�������ʵ���α�֯�����������Ҫԭ��
�ؼ��ʣ�
��Gdþ�Ͻ�;�ߴ粻�Գ�;�ȼ�ѹ;��������;֯�������;
��ͼ����ţ� TG146.22;TG339
����飺���� (1992-) , Ů, ���ɹź��ͺ�����, ˶ʿ�о���, �о�����:ϡ������þ�Ͻ���֯��֯���о�;E-mail:1249715008@qq.com;;*������, ����;�绰:13848261235;E-mail:lzlflying@126.com;
�ո����ڣ�2017-09-21
����������Ȼ��ѧ������Ŀ (51364032);���ɹ���Ȼ��ѧ������Ŀ (2018MS05039) ����;
Microstructure and Texture of Dimensional Asymmetric Spray Deposited Magnesium Alloy Containing Gd by Extruding-Rolling
Li Xin Li Zhenliang Duan Baoyu Li Yiming Xu Yulei
School of Materials and Metallurgy, Inner Mongolia University of Science & Technology
Analysis and Test Center, Inner Mongolia University of Science & Technology
Abstract��
The billets of Mg-8Zn-2Ca-2Gd-1Zr-1 Nd alloy were prepared by spray-deposition ( the Osprey process) . And room temperature rolling deformation ( �� = 5%, 10%, 15%) following the hot extrusion was carried out. The effects of extruding-rolling deformation on the microstructure and texture evolution of magnesium alloy were investigated by Zeiss metallographic microscope ( OM) , scanning electron microscopy ( SEM) and X-ray diffraction ( XRD) . Results showed that for the size asymmetric extruded billet of magnesium alloy during the room temperature rolling deformation, as pass reduction increased ( �� = 5%, 10%, 15%) , hardness values increased and its distribution showed non-uniformity. Agglomeration secondary phases dispersed gradually, wherein the second phase particles with a size less than 1 ��m dispersed in the matrix, while shredded secondary phases enriched rare earth elements segregated at the matrix grain boundary. A large number of secondary phase were dispersed in the matrix and grain boundaries which could prevent dislocation slip, and that was an important reason for the increase of hardness of magnesium alloy after rolling deformation. During the extruded-rolling deformation of dimensional asymmetric Mg alloy, at �� = 10%, the basal texture strength of ( 0002) was reduced, prismatic texture and pyramidal texture appeared and enhanced, namely, deformation texture realized randomization. It was noted that the combined effect of grain refinement, initial texture heredity of extruded billet and size asymmetric deformation were the main reasons to realize texture randomization.
Keyword��
magnesium alloy containing Gd; dimensional asymmetry; hot extruded; room temperature rolling; texture randomization;
Received�� 2017-09-21
��Լþ�Ͻ�չ��Ҫԭ������ϲ���������Ա�������, �������������á������� (�Ͻ�����ϸ����ϡ��Ԫ�ص�֯�������) ��������������, ���������Ա�������һ����Ч�ֶΡ����������Ա��ζԲ��ϵ�Ӱ����Ҫ�����ڡ����ϳߴ粻�����ԡ��͡����ܲ������ԡ�������, ��ͨ������þ�Ͻ����֯�������������[1,2,3,4,5]��ϸ��þ�Ͻ������Ա���ʱ, ������λ�����Ƴ̽϶�, ����ͨ�������� (aλ���ӻ���������) ���ǻ��滬�ơ����绬�� (grain boundaries sliding, GBS) ��ת���ȷ�ʽ��Э�������ȱ����ͷ�Ӧ��[5,6,7,8]��Koike[7]�о����ֵ������ߴ�ϸ����10��m����ʱ, �����·ǻ��滬�Ʊ�ɹᴩ���������ڲ������Ż��Ͻ����Ա���, �Ҿ����ߴ�С��10��mʱþ�Ͻ��ֳ����ó�����[6,8]�����ӺϽ�Ԫ�ؿ�ͨ���ı�ԭ����ɢ���ʡ��Ѷ����� (stacking fault energy, SFE) ��Ӱ��þ���������α���ƵĻ�Ծ�̶�, ϡ��Gd, Nd����ǿþ����Գ���ʹ�ǻ��滬��ϵͳ��������, ���Լ������滬����ռ����[3,9,10,11];Ca, ZrԪ����ͬʱϸ�����弰�ڶ���ߴ�, �������ƺϽ����ǿ�ȡ���俹������ߺϽ��е����[2,12]���ߴ粻�ԳƵ�þ�Ͻ�ѹ�� (�����ߴ�5��m) ��֯�����Ϊ���� ֯�������Ǵ�ͳ (0002) ����֯��, �����ֳߴ粻�ԳƸ������ڷǻ��滬��ϵ�����ҶԺ������Ʊ���Ҳ�����Ӱ��[2,4]��Ŀǰ�ڶ�Ԫ�ظ��ϸߺϽ�þ�Ͻ���, ���������ϸߵĺϽ�Ԫ�غʹ�����ɢ�ֲ��ڶ������Ӷ�þ�Ͻ����Ե�Ӱ���о����١�
֯�������Ǵ�ͳ (0002) ����֯��, �����ֳߴ粻�ԳƸ������ڷǻ��滬��ϵ�����ҶԺ������Ʊ���Ҳ�����Ӱ��[2,4]��Ŀǰ�ڶ�Ԫ�ظ��ϸߺϽ�þ�Ͻ���, ���������ϸߵĺϽ�Ԫ�غʹ�����ɢ�ֲ��ڶ������Ӷ�þ�Ͻ����Ե�Ӱ���о����١�
������Gd/Nd���ϸߺϽ��������þ�Ͻ�Ϊʵ�����, �ص��о���ѹ���������Ʊ��ι��̶Գߴ粻�Գ�þ�Ͻ���֯���ܼ�֯��Ӱ��, Ϊ���������������ܼ��Ż����ƹ����ṩ�о�������
1 ʵ��
1.1 ���������ѹ���Ʊ�
ʵ����þ�Ͻ�ѧ�ɷ� (��������, %) ΪMg-8Zn-2Ca-2Gd-1Zr-1Nd, ���ù�ҵ��������Ϊþ�Ͻ���������, ��Osprey�豸���Ʊ��Ͻ������, ��������ѹ��Ϊ0.6~0.9 MPa, �����¶�ԼΪ760~830�档��8000 k N��ѹ���϶Գ����������ȼ�ѹԤ���γɰ���, ��ѹ�¶�340��, ��ѹ��25��1�����ò�˾�������� (OM) ������������ (EDS) ��QUANTA400��ɨ��������� (SEM) �Լ�ѹ����֯��ò���з�����
1.2 ��������ʵ��
����12 mm��15 mm��ѹ���ӹ��ɡ���Բ���Ρ���������, �����ߴ�ʾ��ͼ��ͼ1��ʾ�����������ڶ��������Ͻ���, ���ƹ�������:ѡȡ3������Բ���Ρ��ߴ粻�Գ������ֱ�����ۼƵ��� (��ѹ����//����ED//RD;Բ����Ϊ�����桢ֱ����Ϊ������) , �����α��γ̶�Ϊ5%, �������ۼ�ѹ����Ϊ5%, 10%, 15%������Ϊ�о���������������Բ����������ڲ�˾�����¹۲�����֯, ����ȡһ������ά��Ӳ�����ϲ���Ӳ��, ����ʱ��49 N�غ�, ���غ�15 s�ͷš��ߴ粻�Գ���������Ӳ�ȴ��ʾ��ͼ��ͼ2��ʾ, ��������Բ������������λ��Ϊԭ�� (0) , �ֱ����ϡ�������ÿ��0.6 mmȡһ����, ��ȡ3���� (��0.6/��1.2/��1.8 mm) ;ÿ����Ӳ��ֵ����3�β���ȡƽ��ֵ��
��������֯���뼷ѹ��֯��������BRUKERD8-ADVANCE��X���������� (XRD) �Ͻ���, �ⶨʱ����Cu��, �ܵ�ѹΪ40 kV, �ܵ���Ϊ40 m A, �����Ƕȷ�ΧΪ��=2.5��~72.5��, ��=0��~360��, ���Բ���5��, �������Ʊ���������������Ʊ�������ͬ���ñ���þ�۽��п۱���, ���
 6�ż�ͼ��
6�ż�ͼ��
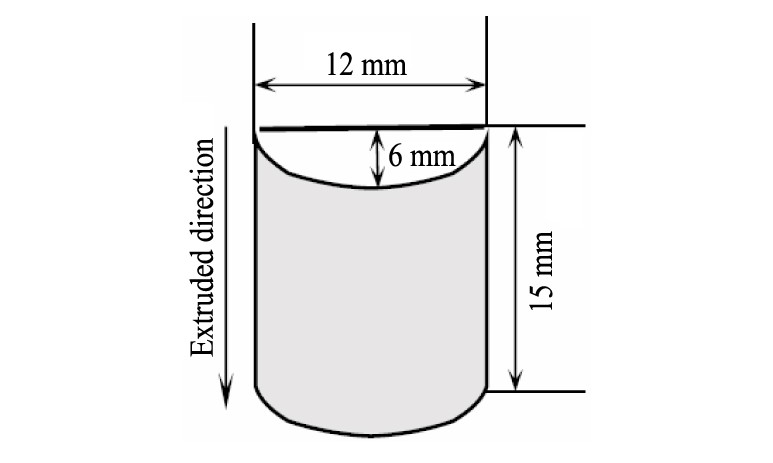
ͼ1 ���������ߴ�ʾ��ͼFig.1 Schematic diagram of size of rolled sample
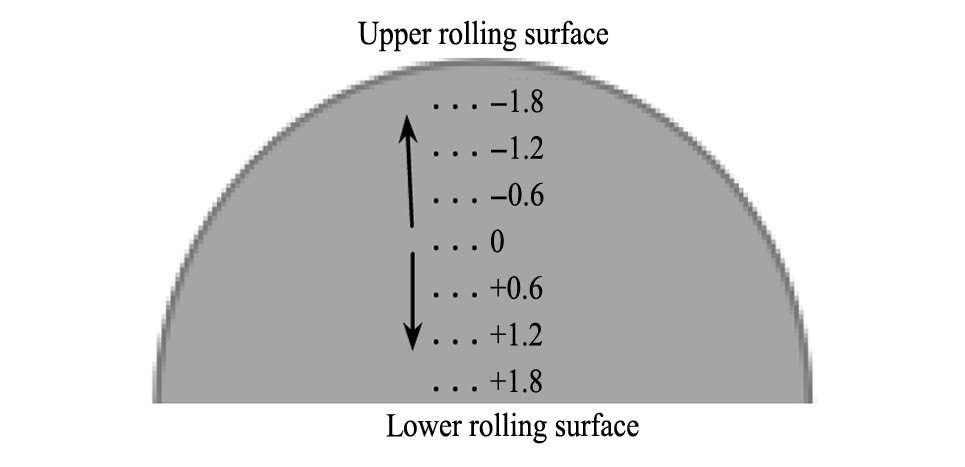
ͼ2 �ߴ粻�Գ���������Ӳ�ȴ��ʾ��ͼFig.2Schematic diagram of hardness of size-asymmetry rolled sample
2 ���������
2.1 ��ѹ������ѹ-����������Ӳ��
��ѹ����ѹ���ʷֱ�Ϊ5%, 10%��15%������������Ӳ�ȶԱ�ͼ��ͼ3��ʾ����ѹ����ƽ��ά��Ӳ��ΪHV 70.7��
��ͼ3��֪, �������Ʊ��κ�����Ӳ�Ⱦ����ڼ�ѹ��Ӳ��ֵ, ��������ι����в��������Եļӹ�Ӳ��, ��ѹ����Ϊ10%ʱӲ��ֵ��� (ƽ�����ֵΪHV 95.9) �� (1) ��ͬһ��������, �������������ijߴ粻�Գ�, ����˱��κ�Ӳ��ֵ�ķֲ�������, Խ���������� (Բ����) ��Ӳ��ֵԽ�� (ͼ3) , ��ѹ����Ϊ5%ʱ��Ӳ��ֵ���������� (��������λ��Ӳ����ԭʼ��ѹ��Ӳ��ֵ���) �� (2) ����ѹ���� (��=5%, 10%, 15%) ������, ���������� (Բ����) �ı��β�Խ��Խ��, �����β�Խ������λ�ö����������ƶ�, Ӳ��ֵ�������������dz������ߡ�Ϊ�о���Ӳ��ֵ�仯ԭ��, �Լ�ѹ�������ƺ���������֯���й۲첢�Ժ��֯�����м�������
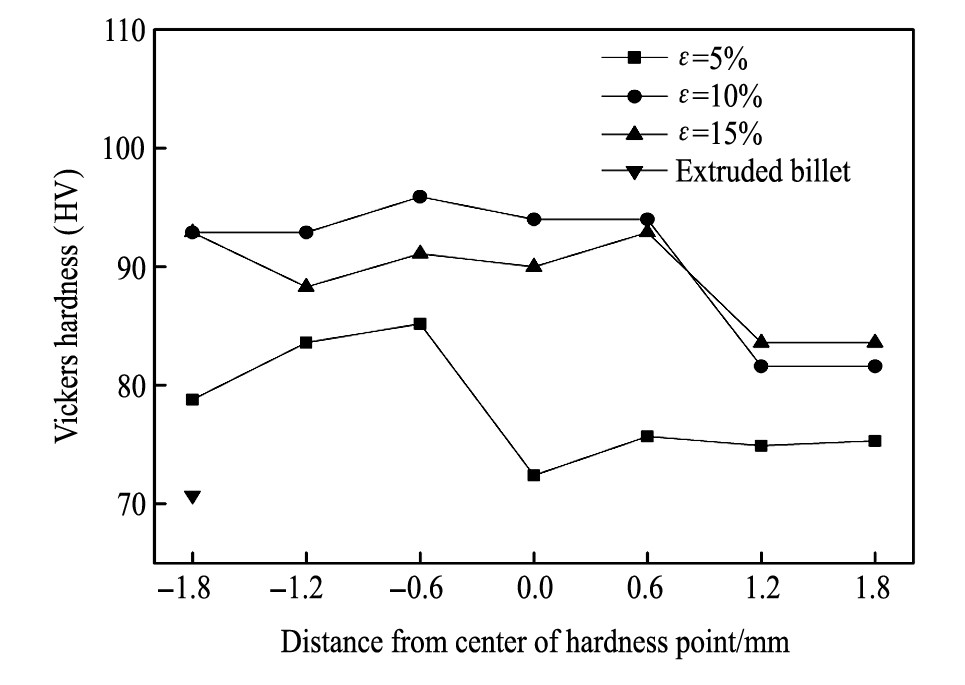
ͼ3 ��ѹ����ѹ���ʷֱ�Ϊ5%��10%��15%����������Ӳ�ȶԱ�ͼFig.3 Comparison of hardness of extruded billet and different percentages of reduction (��=5%, 10%and 15%) rolling samples
2.2 ��ѹ������ѹ-������������֯
2.2.1 ��ѹ�����༰SEM��֯��ò
ͼ4Ϊ��ѹ�����ࡢSEM����֯����ͼ4 (a) ���Կ���, �����Ļ��徧���ߴ��С, ƽ�������ߴ�Լ3��m, ͬʱ���ڴ����ؼ�ѹ����ֲ�������״�ߴ粻���ȵĵڶ������� (�ߴ�ϴ��Լ��2��m, ��С�IJ���1��m) ��
��ͼ4 (b) ��֪��ѹ�����ε���SEM���еڶ������������ֳĶ�, ���ο�״������ (ͼ4 (c) A��) ��ߴ�Լ3~5��m, ����ɫ�ž��� (ͼ4 (d) B��) �ߴ���ԶС��1��m�������������1��֪, ���ο�״����A���й����˴����Ͻ�Ԫ��Zn��ϡ��Ԫ��Gd, Nd, ��A��Ϊ����ϡ��Ԫ��MgGd-Nd-Zn��, ��ɫB����Ϊ�ߴ�С��1��m��MgZn-Zr�ࡣ
��1 ͼ4 (c) �а�����A��ͼ4 (d) �л�ɫ��B��EDS���������Table 1EDS analysis results of white phase A in Fig.4 (c) and gray phase B in Fig.4 (d) ����ԭͼ
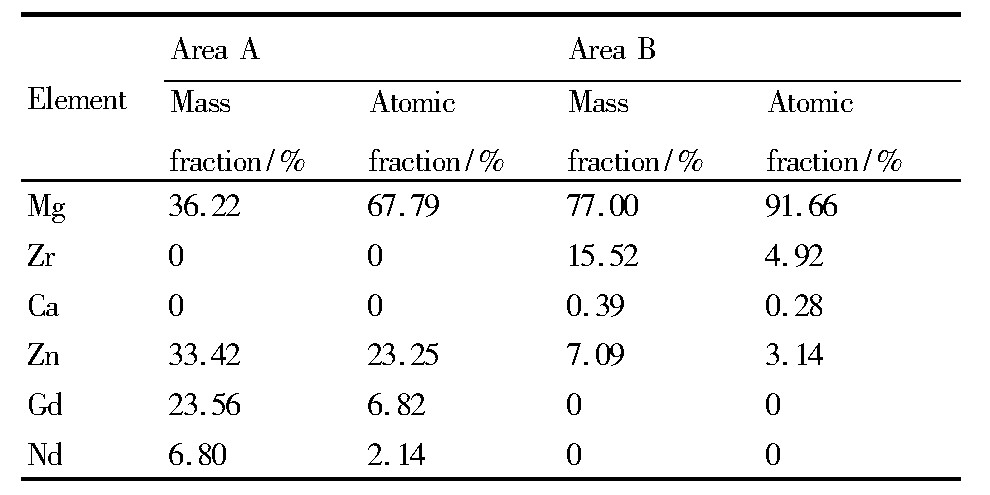
��1 ͼ4 (c) �а�����A��ͼ4 (d) �л�ɫ��B��EDS���������Table 1EDS analysis results of white phase A in Fig.4 (c) and gray phase B in Fig.4 (d)
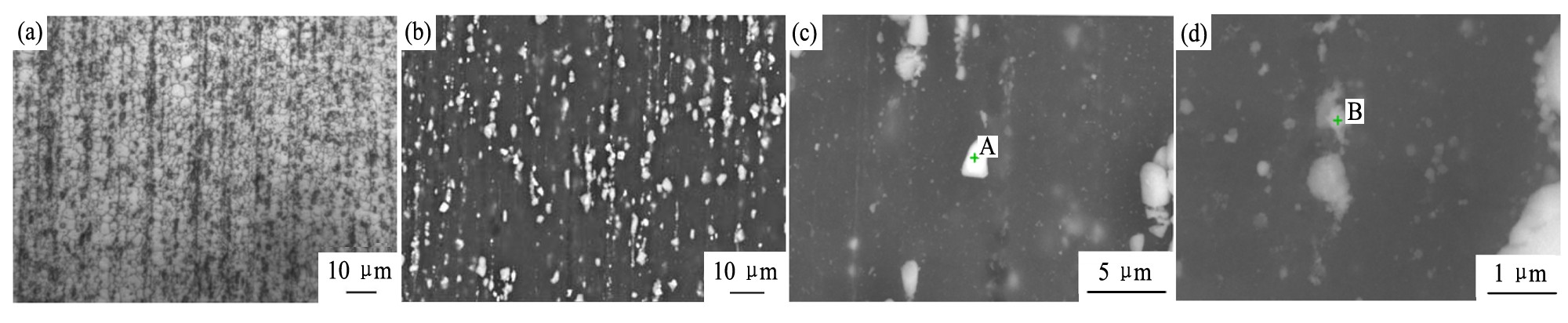
ͼ4 ��ѹ�����ࡢSEM����֯Fig.4 Metallographic and SEM microstructures of extruded billet
(a) OM image of microstructure; (b) SEM image of microstructure; (c) SEM image of white bright second phase; (d) SEM image of gray second phase

ͼ5 ѹ����5%��10%��15%�����İ�Բ���������֯Fig.5 OM images of microstructures of semicircular section with percentages of reduction of 5%, 10%and 15%
(a, b) ��=5%; (c, d) ��=10%; (e, f) ��=15%
2.2.2 ��ͬѹ���ʶԼ�ѹ-��������������֯��Ӱ��
ͼ5Ϊѹ���ʷֱ�Ϊ5%, 10%��15%������Բ���洦��ͬ����������֯��Ƭ��
��ͼ5�ɼ�, ����ѹ���� (��=5%, 10%, 15%) ������, �������ߴ�ϴ���徧����ѹ����, �ֻ��徧����Ϊ����״, һЩϸС�����Ἧ���ڴ�����Χ (��ͼ5 (d) ��ʾ) ����ѹ���д������ž�״̬�ĵڶ������������Ʊ��κ�����ɢ�ֲ� (ͼ5 (a, c, e) ) , ���гߴ�С��1��m�ĵڶ���������ɢ�ֲ��ڻ����� (ͼ5 (d) �к�ɫ��״��) , �����ڶ��������黯��ƫ���ڳߴ�ϴ������紦 (��ͼ5 (f) ��ʾ) , ��Щ��ɢ�ֲ��ڻ����Ϻ;��紦�ĵڶ����������谭λ��������ʹþ�Ͻ�Ӳ��������ߡ������Ʊ����н�����֯��δ�����Ͼ�, �������±���ʱþ������Ҫ������������ɡ�
2.3 ��ѹ������ѹ-��������֯���о�
ͼ6Ϊ��ѹ�� (��=0) ���������Ʊ��� (��=5%, 10%, 15%) ��þ�Ͻ�������X��������ͼ�ס�
��ͼ6��֪: (1) ����֮ǰ, ��ѹ���� (0002) ����ȡ��, �ߴ粻�ԳƼ�ѹ������=5%���ƺ���ȡ����ƫת���´��������� ��ȡ��, ���������滬��ϵ����, ���ֱ仯��ߴ粻�Գ����Ʒ���������������Ӧ��Ӧ��״̬�йء�������Բ�����������ƽֱ��������ֱ���������������Ӵ�ʱ, �����Ա��ι��̾��������첽���ƶ��γ�һ������������, ���������ܽ������������һ�������ϴ�ļ���Ӧ�����ı�����Ӧ��״̬�뾧��ȡ��[13,14]�� (2) þ�Ͻ�ѹ�� (��=0) ���������Ʊ��κ�, ���ѹ���� (��=0, 5%, 10%, 15%) ������, (0002) �����������
��ȡ��, ���������滬��ϵ����, ���ֱ仯��ߴ粻�Գ����Ʒ���������������Ӧ��Ӧ��״̬�йء�������Բ�����������ƽֱ��������ֱ���������������Ӵ�ʱ, �����Ա��ι��̾��������첽���ƶ��γ�һ������������, ���������ܽ������������һ�������ϴ�ļ���Ӧ�����ı�����Ӧ��״̬�뾧��ȡ��[13,14]�� (2) þ�Ͻ�ѹ�� (��=0) ���������Ʊ��κ�, ���ѹ���� (��=0, 5%, 10%, 15%) ������, (0002) ����������� �������ʡ������Ρ��仯 (��=10%ʱ��ֵƫ��) ,
�������ʡ������Ρ��仯 (��=10%ʱ��ֵƫ��) ,  ���������ֵǿ������, ������ڱ��� (��ѹ������) ���������ھ���ȡ�ϵ����Ӷ�ʵ�ָ����ϵ�Ľ������������ϡ�
���������ֵǿ������, ������ڱ��� (��ѹ������) ���������ھ���ȡ�ϵ����Ӷ�ʵ�ָ����ϵ�Ľ������������ϡ�
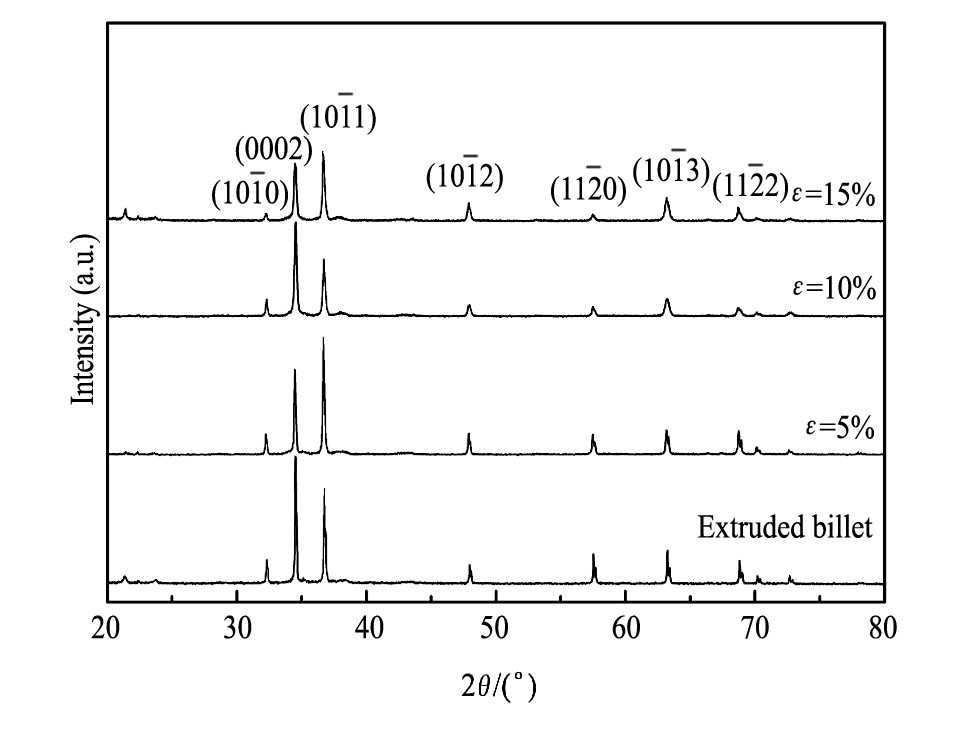
ͼ6 þ�Ͻ�ѹ�����������Ʊ��κ�þ�Ͻ��X��������ͼ��Fig.6X-ray diffraction patterns of magnesium alloy extruded and magnesium alloy during deformation at room tem-perature
�����ڦ�=10%ʱ��Ӳ��ֵ��� (��ͼ3��ʾ) , �Ҧ�=10%����X���������ǿ��ƫ�� (��ͼ6) , Ϊ��һ����ȷ��=10%�����ͼ�ѹ���ľ���֯������, ���伫�����ͶӰͼ��������������������þ�ϼ�ѹ�������γ̶Ȧ�=10%���ƺ�����ּ������ͶӰͼ������ͼ7, ���ͼ6����˴�ѡȡ���� (0002) ���������� ��ͼ�����д����Ե�
��ͼ�����д����Ե� �漫ͼ�ֱ���þ�Ͻ�����֯����ͼ���жԱȷ�����
�漫ͼ�ֱ���þ�Ͻ�����֯����ͼ���жԱȷ�����
��ͼ7��֪, �������Ʊ��κ�{0002}��ͼ����ܶ���4.5��Ϊ2.5�һ�����TD��RD������ƫת��
��ͼ7 (a) ��֪�� (0002) ����������ܶ�Ϊ4.5, �� �����ϼ��ܶ�ˮƽΪ9, �ﵽ���,
�����ϼ��ܶ�ˮƽΪ9, �ﵽ���,  �漫ͼ����ܶ�ˮƽΪ4.5, ���Ĵ����ܶ�ˮƽΪ0�����, δ�����Ƶļ�ѹ�����ڽ�ǿ��
�漫ͼ����ܶ�ˮƽΪ4.5, ���Ĵ����ܶ�ˮƽΪ0�����, δ�����Ƶļ�ѹ�����ڽ�ǿ�� ����֯�������� (0002) ���档
����֯�������� (0002) ���档
��ͼ7 (b) ���Կ�����������ѹ��10%��������Ȼ���� �����֯��, ���伫�ܶ�ˮƽǿ������Ϊ2.5 (ԶС�ڼ�ѹ��) , ����, ������һ������
�����֯��, ���伫�ܶ�ˮƽǿ������Ϊ2.5 (ԶС�ڼ�ѹ��) , ����, ������һ������ ����֯����
����֯���� ��֯��, ��Щ����ͼ6������Ǻϡ��ɼ�, þ�Ͻ���������Ʊ��ι�����ʵ�����α�֯���������[2,4], ������=10%ʱ, ����ڼ�ѹ�������֯�� (0002) ������֯��
��֯��, ��Щ����ͼ6������Ǻϡ��ɼ�, þ�Ͻ���������Ʊ��ι�����ʵ�����α�֯���������[2,4], ������=10%ʱ, ����ڼ�ѹ�������֯�� (0002) ������֯�� ���ܶ�ˮƽ�����Ͳ�����
���ܶ�ˮƽ�����Ͳ����� ��֯����
��֯����
���о���, �����д���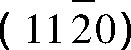 ����֯�������� (0002) ����֯���ļ�ѹ���ӹ��ɳߴ粻�Գ����������ٽ�����������ʱ (��ѹ����//����) , ������ۼ�ѹ���ʿɴ�15% (��ͼ3��ʾ) ���о�����[15,16], AZ31þ�Ͻ�������ѹ���ʳ���15.37%����������, ����������ѹ���ʳ���5.79%�ͷ������ѡ�HCP�ṹþ�Ͻ����ͶԳƽṹ, �������µı��λ����л��滬��ϵ�����滬��ϵ���滬��ϵ������, �����λ��ơ������ѡ��Ŀ���˳������Ϊ:���滬��ϵ�����������滬��ϵ���滬��ϵ[17]�����á���ѹ�����ơ����������Ƴߴ粻�Գ�����, ����ѹ���� (��=5%, 10%, 15%) ����, �ڽ�����֯�в�δ�����Ͼ� (ͼ5) , ���������ƹ����в�ͬ���ͻ���ϵ��˳�����������������������������, þ�Ͻ���ֳ�һ�����������ԡ�
����֯�������� (0002) ����֯���ļ�ѹ���ӹ��ɳߴ粻�Գ����������ٽ�����������ʱ (��ѹ����//����) , ������ۼ�ѹ���ʿɴ�15% (��ͼ3��ʾ) ���о�����[15,16], AZ31þ�Ͻ�������ѹ���ʳ���15.37%����������, ����������ѹ���ʳ���5.79%�ͷ������ѡ�HCP�ṹþ�Ͻ����ͶԳƽṹ, �������µı��λ����л��滬��ϵ�����滬��ϵ���滬��ϵ������, �����λ��ơ������ѡ��Ŀ���˳������Ϊ:���滬��ϵ�����������滬��ϵ���滬��ϵ[17]�����á���ѹ�����ơ����������Ƴߴ粻�Գ�����, ����ѹ���� (��=5%, 10%, 15%) ����, �ڽ�����֯�в�δ�����Ͼ� (ͼ5) , ���������ƹ����в�ͬ���ͻ���ϵ��˳�����������������������������, þ�Ͻ���ֳ�һ�����������ԡ�
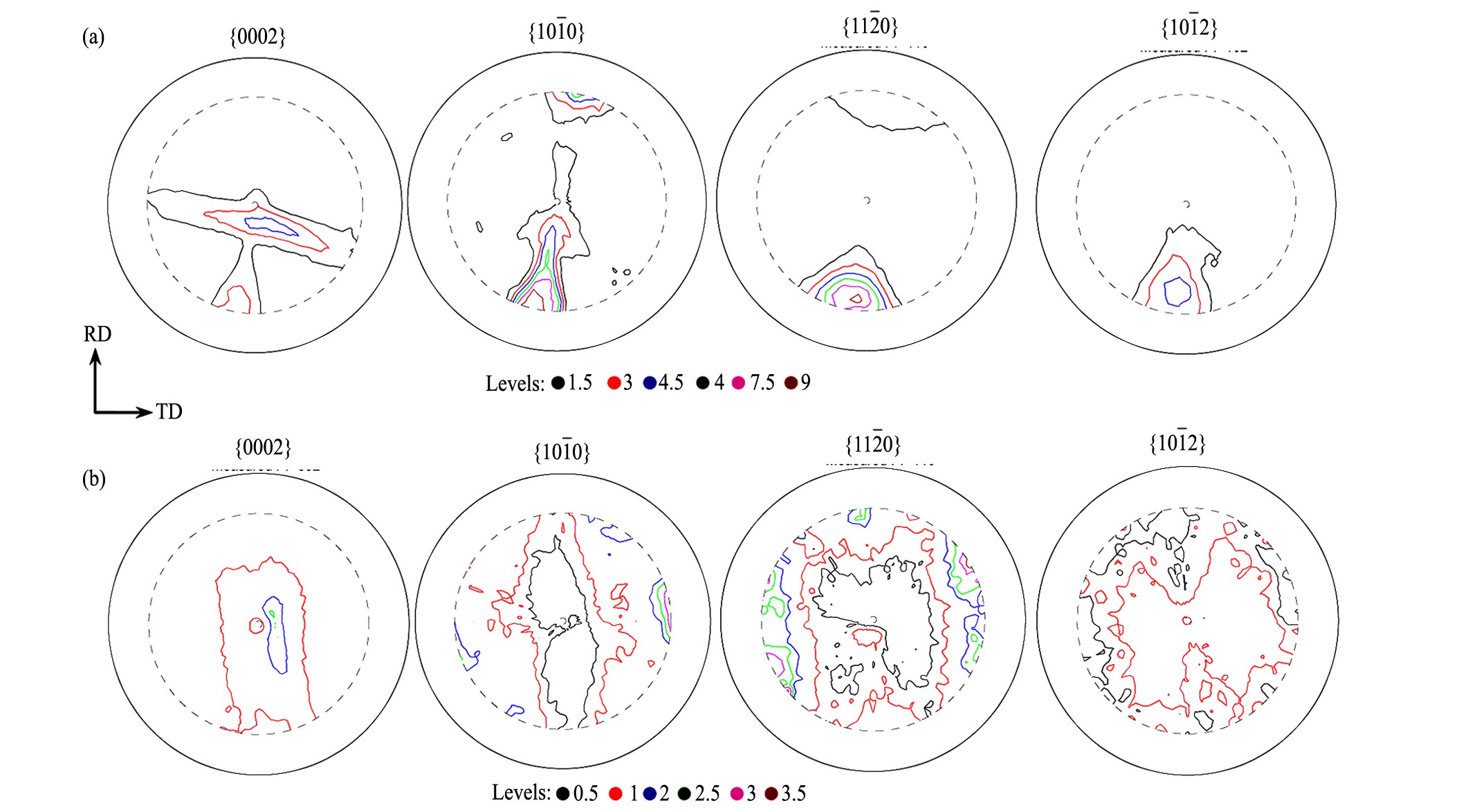
ͼ7 �������þ�Ͻ�ѹ����ѹ���ʦ�=10%���ƺ�ļ�ͼ

ͼ7 �������þ�Ͻ�ѹ����ѹ���ʦ�=10%���ƺ�ļ�ͼ
�����ƹ�����, ����ѹ���� (��=5%, 10%, 15%) ����, ���桢���桢�������ֵǿ�����彵��, ����������������ֵ�����С (��ͼ6��ʾ) , ��ѹ����Ϊ10%ʱʵ�����α�֯��������� (��ͼ7 (b) ) , ����ȼ�ѹ���ġ���������ȡ�����ơ��Ѵ������ (����ܶ�ˮƽ��9��Ϊ3.5) , ��ʱ���� (0002) ����֯��ǿ�Ƚ���, ���������������ͷǻ��� (���桢��) ֯����
�ߴ粻�Գ��������þ�Ͻ��ڼ�ѹ���������Ʊ��κ�δ�����Ͼ���ʵ������֯�����������Ҫԭ����:
��һ, �����ߴ��ȡ���Ӱ�졣�������ڻ���ϵ��������ʱ�һ��徧���ߴ�ϴ��Ӧ�����ʽϸߵ�����²Ÿ���������ϸ��þ�Ͻ������±���ʱ�������������֮������Ը�����������Ϊ1.5, <a>λ���ɷ����ӻ��浽����Ľ�����, ���ҷǻ��滬�ƿ��Թᴩ���������ڲ�, ͬʱ���ܷ������¶�̬�ظ����γ�С�ǶȾ��� (С�ǶȾ������Ǿ�ת��ʱ�ɵ�������ȡ��) [7,14]����ʵ�������������þ�Ͻ��ھ�����ѹ��, þ���徧���ߴ��Ϊ3��m���� (��ͼ4 (a) ��ʾ) , ���Ϊ�������Ʊ����ṩ�����õĻ��徧���ߴ�, ���ܴ�ʹ���ֻ���ϵ����������ϸ��þ�Ͻ���ι�����, ����ȡ�ϵ��� (��ͼ6��ʾ) �������������������ϵȴ�ܽ������������ϲ�����ʵ���α�֯��������� (��ͼ7 (b) ��ʾ) ������, ���������ǿ�Ӧ�����������, �������ٽ���Ӧ���Ȼ��ƴ�Ķ� (Mg���������������Ӧ��Ϊ4.9~34.3MPa, �����������Ӧ����Ϊ0.49 MPa[18]) , �ʵ����α�������С���ι����в����ķ���Ӧ��С������������������
�ڶ�, �Ͻ�Ԫ��Ӱ�졣ϡ��Gd, Nd��þ���нϴ���ܶ�, ����ǿþ����Գ���ʹ�ǻ��滬��ϵͳ�������������Լ������滬����ռ�ı���[10,19];����CaԪ�ز�����ͬʱϸ�����弰�ڶ��ྦྷ���ߴ�, ͬʱ�������þ�Ͻ����ܵ��½���������������������ߺϽ�ǿ��������[2,4,12]��
�Ͻ�Ԫ�ص����Ӻ����γɴ�����ɢ�ֲ��ĵڶ������ӡ��Ͷ���þ�Ͻ����, ���ڵڶ�����������ߴ硢��״�ͷֲ���ͬ, �Լ��ڶ�����α������������IJ���, ʹ����Ͻ�����Ա��θ�Ϊ����, ��ʱ�������о���������Ѳ����Ը��ƶ���þ�Ͻ��������ѧ����, ��ͱ���Ҫ���ǵڶ������ӵı��λ����Լ��ڶ���������������ò����������þ�Ͻ���������Ĺؼ�����������ѹ���� (��=5%, 10%, 15%) ����, һ����ߴ�С��1��m�ĵڶ���������ɢ�ֲ��ڻ�����ǿ������;��һ����ߴ�ϴ� (Լ3~5��m) ��ϡ��Gd/Nd�ڶ������ӱ��ι����пɱ�ѹ����黯, ���谭λ���˶������� (��ͼ5) , ��������Χ���ڽ϶�С�ǶȾ���Ҳ������λ��, �ٽ���ǶȾ����γɶ�ʹ����ȡ��ֲ���Ϊ�����
����, ��ѹ�����Ʒ������Ƴߴ粻�ԳƲ��������ڷǻ���֯�����������ߴ�ԳƵļ�ѹ�������Ʊ��κ���֯�������Ҫ������֯��[3], ���ߴ粻�ԳƵļ�ѹ�������ƺ����桢��֯����ȫ������, �һ���֯���ļ��ܶ�ˮƽ�ϵ�[4]��þ�Ͻ����������ijߴ粻�Գ�, �ᵼ�����ƹ�����þ���徧������״̬�ı���Ӱ����滬�Ƶ�Schmid����, ����Ӱ�����֯������������[20]�����о��в��á���Բ���Ρ���ѹ����Ϊ����������þ�Ͻ����Ե�Ӱ����Ҫ��: (1) ��ѹ����ʼ֯���ġ��Ŵ��ԡ�Ӱ�졣��ѹԤ���κ���{1120}//ED������֯��Ϊ��, ���Ϊ{0002}//ED�Ļ���֯�� (��ͼ7 (a) ��ʾ) , ��ʹ�������ƹ��� (ED//RD) �ж�����������״̬Ϊ:{0002}��������������ƽ�С�{1120}��������������ֱ��{1010}�����������������һ���Ƕȶ�������ദ����ȡ���ݹ�ʽ:��=APcos��cos����֪ (��Ϊ�����ڻ��������ػ��Ʒ����ϵļ���Ӧ������;PΪ��������;AΪ������) , ����������ת��ʱ, Schmid���� (cos��cos��) ���������ȡ���������ڵõ�����ļ���Ӧ����, ʹ�æ����ڴﵽ�����ǻ��滬��ϵ�������ٽ�ֵ��c, �����ۼ�ѹ���������ʹ������ϵ��������, ����ʵ��֯��������� (2) ��Բ�������������ƹ����������������������������, �����첽����ԭ������, ���γɡ���������ʹ�����ڷ���ѹ�����ε�ͬʱ�ɲ������ӵļ��б��Ρ����ӵļ���Ӧ�䲻�����������Ͼ��γ�, ��ѹ�������ʱ��ñȳ������Ƹ���ĵ�ЧӦ��, ͨ���ı������еľ���ȡ���ʹ����֯��ǿ�ȼ��������ӷǻ��滬��, �����þ�Ͻ���������[6,13,15,21,22,23]��
3 ����
1.�ߴ粻�Գ��������þ�Ͻ�ѹ�����������Ʊ���ʱ, ��ѹ���� (��=5%, 10%, 15%) ����, Ӳ��ֵ������Ӳ��ֵ�����������Ϸֲ������ȡ���ѹ���д������ž�״̬�ĵڶ������Ӿ����Ʊ��κ�����ɢ�ֲ�, ���гߴ�С��1��m�ĵڶ�����ɢ�ֲ��ڻ�����, ������Gd, NdԪ�صڶ��������黯����ƫ���ڳߴ�ϴ���徧�����紦, ��Щ��ɢ�ֲ��ڻ���;��紦�ĵڶ������ӿ���ֹλ�����������Ʊ��κ�þ�Ͻ�Ӳ����ߵ���Ҫԭ��
2.�ߴ粻�Գ��������þ�Ͻ��ڼ�ѹ���������Ʊ���ʱ, ����=10%ʱ (0002) ����֯��ǿ�Ƚ���, �ǻ��� (���桢��) ֯��������������ǿ, ʵ�����α�֯�������������ϸ������ѹ����ʼ֯���Ŵ��Ժͳߴ粻�ԳƱ��������ۺ�������ʵ������֯�����������Ҫԭ��
�����
[1] Yuan W, Mishra R S. Grain size and texture effects on deformation behavior of AZ31 magnesium alloy[J]. Materials Science and Engineering A, 2012, 558 (24) :716.
[2] Li Z L, Liu F, Yuan A P, Duan B Y, Li Y M, Li X W.Effect of rolling deformation on microstructure and texture of spray deposited magnesium alloy containing Mg-Nd-Zn typed LPSO[J]. Journal of Materials Science and Technology, 2017, 33 (7) :630.
[3] Li Z L, Zhang J, Wang X W, Chen W, Zhai J.Effects of extrusion-rolling deformation texture of spraydeposited magnesium alloys modified by Ca and Nd[J].Chinese Rare Earths, 2015, 36 (3) :21. (������, ���, ��ѩ��, ��ΰ, �Ծ�. Ca/Nd�Ͻ��������þ�Ͻ�ѹ-���Ʊ���֯����Ӱ��[J].ϡ��, 2015, 36 (3) :21.)
[4] Li Z L, Liu F, Yuan A P, Duan B Y, Li X W, Li Y M.Effects of rolling deformation on texture and LPSO phase of spray-deposited magnesium alloys containing Nd[J].Acta Metallurgica Sinica, 2016, 52 (8) :938. (������, ����, Ԭ��Ƽ, �α���, ����ΰ, ��һ��.���Ʊ��ζ����������Ndþ�Ͻ�֯����LPSO���Ӱ��[J].����ѧ��, 2016, 52 (8) :938.)
[5] Barnett M R, Keshavarz Z, Beer A G, Atwell D. Influence of grain size on the compressive deformation of wrought Mg-3Al-1Zn[J]. Acta Materialia, 2004, 52 (17) :5093.
[6] Xu J F, Zhai Q Y. Phase structure and dislocations in rapidly solidified AZ91D magnesium alloy[J]. Rare Metal Materials and Engineering, 2004, 33 (8) :835. (�����, ������.��������AZ91Dþ�Ͻ����ṹ��λ��[J].ϡ�н��������빤��, 2004, 33 (8) :835.)
[7] Liu X Y, Zhao X C, Yang X R, Jia J P. Progress in research on creep behavior of ultrafine/nano-grained[J]. Chinese Journal of Rare Metals, 2016, 40 (12) :1282. (������, ������, ������, �ֽ�ƽ.��ϸ��/�����������ϵ������Ϊ�о���չ[J].ϡ�н���, 2016, 40 (12) :1282.)
[8] Kim W J, Chung S W, Chung C S, Kum D. Superplasticity in thin magnesium alloy sheets and deformation mechanism maps for magnesium alloys at elevated temperatures[J]. Acta Materialia, 2001, 49 (16) :3337.
[9] Kim H L, Park J S, Chang Y W. Effects of lattice parameter changes on critical resolved shear stress and mechanical properties of magnesium binary single crystals[J]. Materials Science and Engineering A, 2012, 540 (4) :198.
[10] Hantzsche K, Bohlen J, Wendt J, Kainer K U, Yi S B, Letzig D. Effect of rare earth additions on microstructure and texture development of magnesium alloy sheets[J]. Scripta Materialia, 2010, 63 (7) :725.
[11] Stanford N, Atwell D, Beer A, Davies C, Barnett M R.Effect of microalloying with rare-earth elements on the texture of extruded magnesium-based alloys[J]. Scripta Materialia, 2008, 59 (7) :772.
[12] Wang J, Zhang J S, Zong X M, Xu C X, You Z Y, Nie K B. Effects of Ca on the formation of LPSO phase andmechanical properties of Mg-Zn-Y-Mn alloy[J]. Materials Science and Engineering A, 2015, 648 (11) :37.
[13] Xia W J, Cai J G, Chen Z H, Chen G, Jiang J F. Microstructure and room temperature formability of AZ31magnesium alloy produced by differential speed rolling[J]. Chinese Journal of Nonferrous Metals, 2010, 20 (7) :1247. (��ΰ��, �̽���, ����, �¸�, ������.�첽����AZ31þ�Ͻ������֯�����³�������[J].�й���ɫ����ѧ��, 2010, 20 (7) :1247.)
[14] Chen Z H. Wrought Magnesium Alloy[M]. Beijing:Chemical Industry Press, 2005. 48. (����.����þ�Ͻ�[M].����:��ѧ��ҵ������, 2005. 48.)
[15] Qu J H, Yao L M, Wang F. Evolution of textures for AZ31 magnesium alloy sheet by different rolling techniques[J]. Light Alloy Fabrication Technology, 2008, 36 (9) :29. (���һ�, Ҧ·��, ����. AZ31þ�Ͻ��ڲ�ͬ���Ʒ�ʽ�µ�֯���ݱ�[J].��Ͻ�ӹ�����, 2008, 36 (8) :29.)
[16] Zhang Q L, Hu Y X, Wang L L, Sun Y W, Zhou Y L.Microstructure of magnesium alloy thin plate cross-rolled after extrusion[J]. Hot Working Technology, 2007, 36 (9) :1. (������, ����ѧ, ������, ��عε, �����.��ѹ�����Ƶ�þ�Ͻ𱡰���֯�о�[J].�ȼӹ�����, 2007, 36 (9) :1.)
[17] Agnew S R, Duygulu O. Plastic anisotropy and the role of non-basal slip in magnesium alloy AZ31B[J]. International Journal of Plasticity, 2005, 21 (6) :1161.
[18] Hu G X, Cai X, Rong Y H. Fundamentals of Materials Science[M]. Shanghai:Shanghai Jiao Tong University Press, 2010. 180. (������, �̫�, ��ӽ��.���Ͽ�ѧ���� (������) [M].�Ϻ�:�Ϻ���ͨ��ѧ������, 2010. 180.)
[19] Agnew S R, Yoo M H, Tome C N. Application of texture simulation to understanding mechanical behavior of Mg and solid solution alloys containing Li or Y[J]. Acta Materialia, 2001, 49 (20) :4277.
[20] Liu F, Li Z L, Li X, Sun H. Effect of rolling direction on second phase and texture of spray-deposited magnesium alloy containing Nd[J]. Chinese Journal of Rare Metals, 2018, 42 (5) :463. (����, ������, ����, ���.���Ʒ�������������Ndþ�Ͻ�ڶ��༰֯��Ӱ��[J].ϡ�н���, 2018, 42 (5) :463.)
[21] Meng Q, Cai Q W, Jiang H T, Hu S P, Li Z. Effect of differential speed rolling on static recrystallization and grain refinement of AZ31 magnesium alloy[J]. Journal of University of Science and Technology Beijing, 2011, 33 (1) :47. (��ǿ, ������, ������, ��ˮƽ, ����.�첽���ƶ�AZ31þ�Ͻ�̬�ٽᾧ������ϸ����Ӱ��[J].�����Ƽ���ѧѧ��, 2011, 33 (1) :47.)
[22] Jiang H T, Duan X G, Cai Z X, Wang D. Superplastic process and deformation mechanism of asymmetrically rolled AZ31 magnesium alloy[J]. Journal of Materials Engineering, 2015, 43 (8) :7. (������, ������, ������, ����.�첽����AZ31þ�Ͻ��ĵij����Թ��ռ����λ���[J].���Ϲ���, 2015, 43 (8) :7.)
[23] Hiroyuki W, Toshiji M, Koichi I. Effect of temperature of differential speed rolling on room temperature mechanical properties and texture in an AZ31 magnesium alloy[J]. Journal of Materials Processing Technology, 2007, 182 (1-3) :644.

