���±�ţ�1004-0609(2016)-03-0486-08
ǿ���������������������Ϊ�����7075���Ͻ����Ч����Ӱ��
����1��������1���� �h1�������1���� ��1����չ־2������1
(1. ������ѧ ���ϵ�Ź����о��������ص�ʵ���ң����� 110819��
2. ��ɽ�ݰ�����Ͻ�Ƽ�����˾����ɽ 215335)
ժ Ҫ������һ�����Ͷ���-ת����ǿ����װ�ã�ͨ��ˮģ��ʵ������������ʵ�����ϵķ����о�ǿ�������ö����Ͻ��������������ݵ�Ӱ����ɣ������о����7075���Ͻ�ij������á����������ǿ���ж�����ݾ���ǿ�ҵ�����ͷ�ɢ���ã��ܹ���ͨ�����������ת��Ϊ�dz�ϸС�����ݣ������ȷֲ�������֮�С�����ǿ�������ö�7075���Ͻ���зdz���Ч�ij������á����ʵ��ij��������£�����1 min�������Ͻ��ܶ�ָ��Di��13.20%���͵�0.65%��ʵ��������ĺ�����2.90 ��L/g���͵�1.10 ��L/g�����������ڴ�ͳ��ת��������������ϸ�о�����ʱ���Լ���������ʱ����⺬����Ӱ�죬������ǿ���й��ո�Ч�����Ļ�����
�ؼ��ʣ�7075���Ͻ�ǿ���У����������ݣ����ף�ˮģ��
��ͼ����ţ�TG249.71���� ���ױ�־�룺A
���������Ͻ���������[1-2]�����Ͻ���Ʒ�ı�����������ѧ���ܺͿ���ʴ���ܣ����ҺϽ��е�������������[3]������һ���̶������ܽ��������壬���Ͻ����������У���ռ80%���ϡ�����Һ̬���̬ת��ʱ����ܽ�ȷ������ұ仯������Һ̬�����ܽ�ȴ�Լ���ڹ�̬���е��ܽ�ȵ�20�������Ͻ�����������һ��������������γɣ������ͨ�����������Գ��κ��ȴ���ȥ��[4-5]����ˣ��ںϽ�����֮ǰҪ���г�����������ֹ��������̳����������ɡ�Ŀǰ���Ͻ��úʹ����о��ε���Ҫ�����������ۼ�������ת������[6-8]����ճ�����[9]������������[10-12]�����������[13-14]��ǿ���г�����[15]�ȡ����ڻ����Ѻá��ɲ������Լ��ȶ��Է��棬��ת��������ĿǰӦ����Ϊ�㷺�ķ�������Ъʽ��ת����ͨ����Ҫ10~20 min[6-7]����ˣ���ת�������ij���Ч�ʻ��д��ڽ�һ����ߡ���������������ת�������о���Ҫ������ת���Ż���ƣ����������Ż��ȷ��档������ת�������������ת��ת���ܹ�ϸ�������������ݲ���һ���̶�����߳���Ч��[6-7]�����ǽϸߵ�ת�ٻ��������IJ������γ����У��Ӷ��ٽ��������������̣����һ�����������Ĥ�ľ��룬�Ӷ���Ⱦ����[16]�����������о��������������ǿ���д�������Ͻ������������֯ϸ��Ч��[17]���Ҷ����Ͻ�������Եij�������[18-19]�����ڴ�ԭ���������һ�ֶ���-ת����ǿ����װ�ã���������װ�����ڴ�����Ͻ�����[20]������������������ͳ���������LM25���Ͻ���зdz���Ч�ij�������[15]���������Ͷ���-ת��ǿ����װ���ڶ��Ӻ�ת�Ӽ�ϸС�ļ�϶�Ͷ����Ͽ������ṩǿ�������ã������ڶ��ӵĴ��ڸı�����������������������Һ����Ҳ��������еIJ������������������������Ĥ����Ŀ����ԡ��������߲������Ͷ���-ת��ǿ����װ�ã��о�ǿ��������������ݵķ�ɢ������Ϊ���Լ���7075���Ͻ�ij������ã���̽��ǿ���и�Ч�������õĻ�����
1 ʵ��
��ʵ�����Al-5.6%Zn-2.5%Mg-1.6%Cu-0.20%Cr- 0.12%Fe-0.10%Si-0.02%Ti(��������)7075���Ͻ���Ϊʵ����ϡ�7 kg�Ͻ��ڵ���¯���ۻ��������¶�740 �档�������Ͷ���-ת��װ�ý��г����������¶�690~710 �棬����ɵײ�ͨ�룬�����������1 L/min����������ʾ��ͼ��ͼ1��ʾ������-ת��ǿ����װ���ɶ��ӡ�ת�ӡ�������Ϳɵ��ٸ��ٵ����ɡ����ӹ������ֱں�3 mm��ת��ֱ��27.8 mm��ת���붨�Ӽ�϶0.1 mm������ʱ���ٵ��ͨ������������ת�Ӹ�����ת��һ���棬�ڶ��Ӻ�ת�Ӽ�ϸС�ļ�϶�Ͷ����Ͽ������ṩǿ�������ã���һ���棬�������в���ǿ�ƶ�����������������ת��ת��Ϊ0~10000 r/min�����ɵ�������Alscan������(ABB-ALSCANTM��)��RPT��ѹ���̲�����[21-22]�ⶨ�����е��⺬�������ü�ѹ���̷��ⶨ�⺬��ʱ�����彽������Ԥ�ȵ�200 ��ı�״�����ģ��(�ײ��ھ�30 mm�������ھ�40 mm����40 mm���ں�1.5 mm)�У�����ֱ���һ������ѹ��(������)����������� (8 kPa)���̡������ܶ�ָ��Di�������������⺬���ĸߵͣ�DiԽС˵���������⺬��Խ�ͣ���֮Խ�ߡ�Di����ʽ��ʾ��
 (1)
(1)
ʽ�У�DaΪ������(��һ������ѹ��)�����������ܶȣ�DvΪ��������������������ܶȡ�

ͼ1 ǿ���г�������ʾ��ͼ
Fig. 1 Schematic illustration of degassing process with high shear technology
�������������������п�����������֯������ȱ�ݵĹ۲졣ˮģ��ʵ���������л��������������н��С�������280 mm����280 mm����350 mm��ˮģ������в��ø����������������¼������ˮ�еķ�ɢ��������ƶ������
2 ��������
2.1 ǿ���д��������ݵ��������ɢ����
����ˮģ��ķ����о�ǿ���ж����ݵ�Ӱ�졣�������Ϊ1 L/min���ڶ���-ת����ǿ����װ�������£�ˮ�����ݳߴ�ͷֲ�����ת��ת�ٵı仯��ͼ2��ʾ����ת��Ϊ0ʱ���ײ�ͨ������ͨ�����Ӳ���ϵ�ϸС���ײ���һ����ϸ�����ã����ݳߴ���12 mm���ҽ��͵�5~10 mm��ת��ת��Ϊ1000 r/minʱ�����ݳߴ�õ�����ϸ����ϸ����1~2 mm������ת��ת�ٵ����ӣ����ݳߴ��һ����С����ת�ٴﵽ4000 r/minʱ�����ݳߴ��С��1 mm���£���һ�����ת��ת�٣����ݳߴ����б�С�����ƣ����仯����
��ͼ2���Կ�����ת��ת�ٶ����ݵķֲ�Ҳ������ҪӰ�졣��ת��ת�ٵ���3000 r/minʱ���������ݳߴ�õ�����ϸ��������������Ӱ�쵽������仯������ת����3000���ӵ�4000 r/minʱ�������Ӱ�������������仯����ת��ת�ٸ���5000 r/minʱ������Ӱ����������������������������Ӱ��������ռ���������ת��ת�ٵı仯��ͼ3��ʾ����ת��ת�ٸ��� 5000 r/minʱ�������Ӱ��������ռ��������ﵽ95%���ϡ�
�Ա�ͼ2(a)��(f)�ɼ���ǿ�������������ݷ����������ı仯����Ҫԭ��������3�����棺1) ������ת��֮����к�С�ļ�϶��ת�Ӹ�����תʱ��ϸС�ļ�϶����ǿ�������ã����������飬�Ӷ��������ݵ�������2) �����ڽϸ�ת���£�ǿ����װ�ý����ݺ�ˮ�ӵײ����벢�ض��Ӳ�ڵĿ���������ܹ�����ǿ�ƶ�������ˣ������顢��ɢ���ݵ�ͬʱ�����ݾ��ȷֲ�����ͼ2(e)��(f)��ʾ��3) ����ԽС�������ݵ��ϸ��ٶ�Խ�����Ӷ��ӳ���������ˮ�е�ͣ��ʱ�䡣��ˣ�������������������£���ͼ2(a)��(f)��ʾ��ʩ��ǿ���д�����ˮ�����ݳߴ��С���������ࡢ�ֲ����ȣ�����ͣ��ʱ��������ˮ�б�����������ӡ��������߳���Ч��������Ҫ���塣
2.2 ǿ���еij���Ч��
�ڻ��ǿ���д���������ݷ�ɢ�����Ӱ����ɺ����մɲ����Ʊ���ǿ����װ�ö�7075���Ͻ�������г������о�ǿ���д����Գ���Ч����Ӱ�졣����ת��ת��6000 r/min���������1 L/min������ʱ��1 min��7075���Ͻ����ǰ���ܶȺ��ܶ�ָ���ı仯��ͼ4��ʾ����ͼ4�ɼ����ڳ���֮ǰ���������������ܶ�Da����������������ܶ�Dv���ܶ�ָ��Di�ֱ�Ϊ2.740 g/cm3��2.380 g/cm3��13.20%������ǿ���г�����Da��Dv�ֱ����ӵ�2.764 g/cm3��2.746 g/cm3����Di���������͵�0.65%����˵��ǿ���������£�����1 min�Ѿ��ﵽ�dz��õij���Ч����Ϊ�˽�һ����֤����Ч��������Alscan�����ǶԳ���ǰ����⺬�����вⶨ���������������֮ǰ�����������⺬��Ϊ2.90 ��L/g��������1 minǿ���г������������е��⺬�����͵�1.10 ��L/g����Ȼ��ǿ���г������зdz��ߵij���Ч�ʡ�

ͼ2 ����ݳߴ�ͷֲ�����ת��ת�ٵı仯
Fig. 2 Variations of size and distribution of Ar bubbles with rotor rotation speeds
����ǰ�����֯�ԱȶԳ���Ч����һ��֤ʵ�����ý��������Գ���ǰ������������������������֯���й۲졣ͼ5��ʾΪ����ǰ�����ݽ���ĺ����Ƭ�Ͷ�Ӧ������֯�����������������ͼ5(a1)��ʾ�������������е��⺬���ϸߴﵽ2.90 ��L/g�����������������̹����и�ѹ�Ĵ��ڴٽ�������������γ��˽϶�����ߴ�����ף����׳��ֽϹ��������(��ͼ5(a2)��(a3))����һ������ѹ�������������̵���������ͼ5(b1)��ʾ���������£��Ӻ����Ƭ�Ϲ۲첻�����ԵĴִ����ס�������֯���������д�����(100~300 ��m)������ȱ��(��ͼ5(b2))����һ����ͼ��Ŵ���ͼ5(b3)��ʾ���������۲���ֲ���֦���䡣

ͼ3 �����Ӱ��������ռ���������ת��ת�ٵı仯
Fig. 3 Variation of volume fraction of Ar bubble affecting area with rotor rotation speed

ͼ4 ����ǰ��7075���Ͻ��ܶȺ��ܶ�ָ���ıȽ�
Fig. 4 Comparison of densities and density index of 7075 alloy with and without degassing
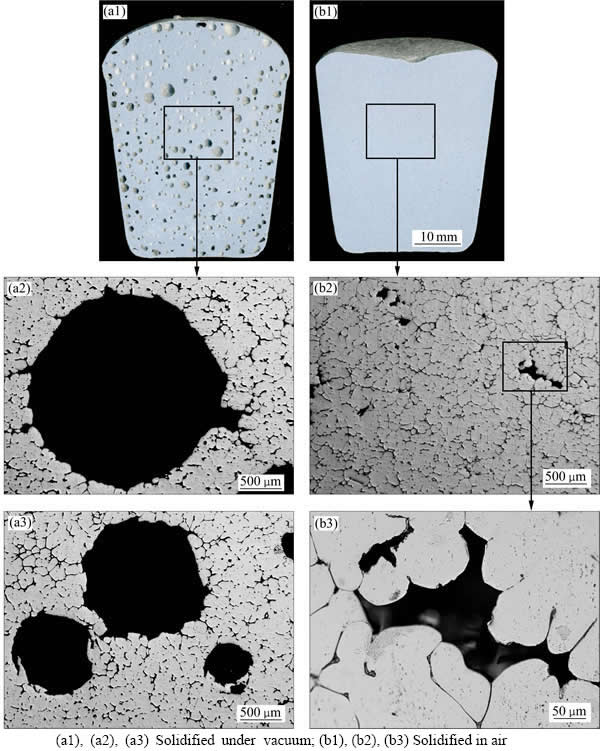
ͼ5 ����ǰ7075���Ͻ��������ݽ���Ͷ�Ӧ������֯
Fig. 5 Sectioned samples and corresponding microstructures of 7075 alloy before degassing
ͼ6��ʾΪ�����������ݽ���ĺ����Ƭ�Ͷ�Ӧ������֯���������������ͼ6(a1)�Ϳ�������������ͼ6(b1)����������С�����٣����ۺ��ѹ۲쵽���ף��������������ְ��µ���״��
�����������������֯����ͼ6(a2)��ʾ������һ�����������ס���һ����ͼ��Ŵ���ͼ6(a3)��ʾ���������۲���ֲ���֦���䡣����ͼ6(b1)��ͼ6(b2)��ʾ���ڿ���������������δ�������Ե����ף����ֲ����ڽϿ��ľ��硣��һ����ͼ��Ŵ���ͼ6(b3)��ʾ���Ͽ��ľ��粢���������ǵ��۵㹲����֯���ɼ���ǿ���г���1 min�ﵽ�˽Ϻõij���Ч����
����ʱ����Ϊ����Ҫ�Ĺ��ղ����Գ���Ч��������Ҫ��Ӱ�졣ת��ת��6000 r/min���������1 L/min����7075���Ͻ���700 �����10��20��30��60 s���ܶȡ��ܶ�ָ���仯��ͼ7��ʾ����ͼ7�ɿ��������ų���ʱ����ӳ��������������������ܶ�Da�仯������������������������ܶ�Dv������ȿ������Ӻ������ӵ����ơ��ܶ�ָ��Di���ų���ʱ����ӳ�����20 s�ķ�Χ�ڿ��ٽ��ͣ���20~30 s�ķ�Χ�ڽ����ٶȱ�������30~60 s�ķ�Χ�ڽ��͵ķ����Ѿ���С��˵��ǿ���г���30~60 s�Ѿ��ﵽ�Ϻõij���Ч����Ϊ�˽�һ������ǿ���г�����������Ч�ʣ��������߽�ǿ�����봫ͳ��ʯīת����ת���������˱Ƚϡ����ô�ͳ��ת������������ͬ�����������7075���Ͻ���г�������10 min�������⺬����2.90 ��L/g���͵�1.13 ��L/g��������ǿ���г���1 min����ʹ�����⺬�����͵�1.10 ��L/g���ɼ�ǿ���г����ڽ϶̵�ʱ�����˸��õij���Ч����

ͼ6 ������7075���Ͻ��������ݽ���Ͷ�Ӧ������֯
Fig. 6 Sectioned samples and corresponding microstructures of 7075 alloy after degassing

ͼ7 7075���Ͻ��ܶȺ��ܶ�ָ�������ӳ�����ʱ��ı仯
Fig. 7 Variation of densities and density index of 7075 alloy with degassing time
ǿ���д�����7075���Ͻ���������ij������ã�����Ҫ�������£�1) ǿ���ж����ݾ����������������ã��Ӷ���С���ݳߴ磬�������������ݵ�����������ͬ�������������£����ݳߴ�ԽС�����ܵı����Խ����������ѹΪ0�������е����ѹ����������е����ѹ�������������е���������������ɢ������������ݳ�Һ�棬��Ҳ���������塣����ԽС����������������Ľ���Խ�������ɢ�ٶ�Խ�죬����Ч��Խ��(��ͼ2)��2) ǿ���������£������в���ǿ�ƶ������Ӷ���ϸС������ݾ��ȷֲ��������У�������������������õķ�Χ��Ҳ��������߳���Ч�ʣ�3) ǿ���������²���ϸС�����ݣ�����ԽС������������ͣ��ʱ��Խ���������������е��ϸ��ٶ�v��ѭStokes���ɣ�
 (2)
(2)
ʽ�У�vΪ������ϸ��ٶȣ�rΪ����ݰ뾶�� Ϊ������ܶȣ�
Ϊ������ܶȣ� Ϊ��������ܶȣ�
Ϊ��������ܶȣ� Ϊ������ȣ�gΪ�������ٶȡ��ɼ����ݳߴ�ԽС���ϸ��ٶ�Խ�������������е�ͣ��ʱ��Խ����Ϊ�����������ɢ�ṩ�����ʱ�䡣�ۺ�����3����������ؿɿ�������ǿ���г��������У���λ��������ڵ����������������ܵı�����������ӣ����Բ����˽ϸߵij���Ч�ʡ�
Ϊ������ȣ�gΪ�������ٶȡ��ɼ����ݳߴ�ԽС���ϸ��ٶ�Խ�������������е�ͣ��ʱ��Խ����Ϊ�����������ɢ�ṩ�����ʱ�䡣�ۺ�����3����������ؿɿ�������ǿ���г��������У���λ��������ڵ����������������ܵı�����������ӣ����Բ����˽ϸߵij���Ч�ʡ�
2.3 ��������ʱ��Գ���Ч����Ӱ��
���Ͻ������ͨ��Ҫ����һ��ʱ�䣬�Ӷ�ʹ�����������е�ϸС�Ķ����������ݺ�����Ĥ�ϸ��Ӷ�������ŵij���Ч�����������߿���ǿ���г��������徲��ʱ��ԺϽ����⺬����Ӱ�죬������ͼ8��ʾ��
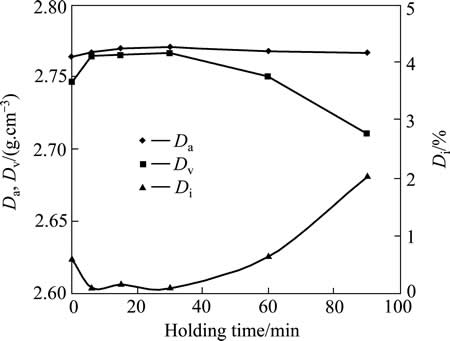
ͼ8 7075���Ͻ��ܶȺ��ܶ�ָ�������ӳ���������ʱ��ı仯
Fig. 8 Variation of densities and density index of 7075 alloy with isothermal holding time after degassing
����1 minǿ���г����Ͻ�������700 �汣�£����ž���ʱ����ӳ����������������ܶ�Da�仯������������������ܶ�Dv����������Ӻ͵����ơ��ܶ�ָ��Di�ı仯������Dv�仯�������Ͻ������������5 min���ܶ�ָ��Di��һ�����ͣ�Ȼ����5~30 min��Χ�ڴ��ڽϵ�ˮƽ������ʱ�䳬��30 min���ܶ�ָ����ʼ���ӡ��Ͻ�������������������е�ϸС����ݺ�����Ĥ���ϸ������Լ�������������[23]���ڳ������5 min��Χ�ڣ��ϸ��������������ã��Ӷ�ʹ��Di��һ�����ͣ���5~30 min��Χ�ڣ����ߴﵽ���Ƶ�ƽ�⣬��ˣ��ܶ�ָ��Di�仯������ʱ�䳬��30 min�������������������������ã��Ӷ�Di��ʼ���ӡ���ˣ������ǿ���г�����5~30 min��ʹ�����塣
3 ����
1) ���Ͷ���-ת����װ�þ���ǿ�������ã��ܹ���ͨ�����������顢��ɢ������ϸ�����ݵijߴ磬��������������ʹ����ȷֲ�������������Ӱ����������������
2) ����ǿ���г���������7075���Ͻ�������и�Ч�������á���ת��ת��6000 r/min���������1 L/min�������³���1 min���ܹ����Ͻ��ܶ�ָ��Di��13.20%���͵�0.65%�������⺬����2.90 ��L/g���͵�1.10 ��L/g������ڴ�ͳ��ʯīת����ת������ǿ���г�����������Ч��������ߣ�����ʱ���������̡�ǿ���и�Ч��������Ҫ����Ϊǿ�������������ݳߴ��С���������ӣ���������ͣ��ʱ�����ӣ������������ݵ��ܱ�������ṩ�˸�������ɢʱ�䣬�ٽ�����������ݵ���ɢ��
3) ����ǿ���г����������г���������ʱ��ͳ�������(����)ʱ��Գ���Ч����������ҪӰ�졣����60 s����ʵ�ֽϺõij���Ч�������������ñ���5~30 min�ںϽ����⺬�������ڽϵ͵�ˮƽ��
REFERENCES
[1]SAMUEL A M, SAMUEL F H. Various aspects involved in the production of low-hydrogen aluminium castings[J]. Journal of Materials Science, 1992, 27(24): 6533-6563.
[2]DAVIS J R. ASM specialty handbook, aluminum and aluminum alloys[M]. Metals Park, OH: ASM international, 1993: 199-231.
[3]���ľ�, ���ʹ�, �� ��, �� ��, �� ��, ������, �� ��. 7050���Ͻ����¸���Ӧ�������[J]. �й���ɫ����ѧ��, 2015, 25(5): 1185-1192.
QI Wen-juan, SONG Ren-guo, QI Xing, WANG Chao, LI Hai, JIN Ji-rong, SUN Bin. Hydrogen-induced additive stress and hydrogen embrittlement in 7050 aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(5): 1185-1192.
[4]CHAIJARUWANICH A, DASHWOOD R J, LEE P D, NAGAUMI H. Pore evolution in a direct chill cast Al-6 wt% Mg alloy during hot rolling[J]. Acta Materialia, 2006, 54(19): 5185-5194.
[5]CHAIJARUWANICH A, LEE P D, DASHWOOD R J, YOUSSEF Y M, NAGAUMI H. Evolution of pore morphology and distribution during the homogenization of direct chill cast Al-Mg alloys[J]. Acta Materialia, 2007, 55(1): 285-293.
[6]WANG Li-ping, GUO Er-jun, HUANG Yong-chang, LU Bin. Rotary impeller refinement of 7075 Al alloy[J]. Rare Metals, 2009, 28(3): 309-312.
[7]WARKE V S, SHANKAR S, MAKHLOUF M M. Mathematical modeling and computer simulation of molten aluminum cleansing by the rotating impeller degasser. Part ��: Removal of hydrogen gas and solid particles[J]. Journal of Materials Processing Technology, 2005, 168(1): 119-126.
[8]WARKE V S, TRYGGVASON G, MAKHLOUF M M. Mathematical modeling and computer simulation of molten metal cleansing by the rotating impeller degasser. Part ��: Fluid flow[J]. Journal of Materials Processing Technology, 2005, 168(1): 112-118.
[9]ZENG Jian-min, GU Ping, WANG You-bing. Investigation of inner vacuum sucking method for degassing of molten aluminum[J]. Materials Science and Engineering B, 2012, 177(19): 1717-1720.
[10]ESKIN G I. Cavitation mechanism of ultrasonic melt degassing[J]. Ultrasonics Sonochemistry, 1995, 2: s137-s141.
[11]ESKIN D, ALBA-BAENA N, PABEL T, SILVA M. Ultrasonic degassing of aluminium alloys: basic studies and practical implementation[J]. Materials Science and Technology, 2015, 31(1): 79-84.
[12]ۧϲ��, �� ��, ������, ������, ��͢��. ������������Al-Si�Ͻ�ij���Ч��������ϸ��[J]. ����ѧ��, 2008, 44(4): 414-418.
QIE Xi-wang, LI Jie, MA Xiao-dong, ZHANG Zhong-tao, LI Ting-ju. Degassing effect and grain refinement of Al-Si alloy under ultrasound field[J]. Acta Metallurgica Sinica, 2008, 44(4): 414-418.
[13]WU Rui-zhi, QU Zhi-kun, SUN Bao-de, SHU Da. Effects of spray degassing parameters on hydrogen content and properties of commercial purity aluminum[J]. Materials Science and Engineering A, 2007, 456: 386-390.
[14]WU Rui-zhi, SHU Da, SUN Bao-de, WANG Jun, LI Fei, CHEN Hai-yan, LU Yan-ling. Theoretical analysis and experimental study of spray degassing method[J]. Materials Science and Engineering A, 2005, 408: 19-25.
[15]ZUO Y B, JIANG B, ZHANG Y, FAN Z. Degassing LM25 aluminium alloy by novel degassing technology with intensive melt shearing[J]. International Journal of Cast Metals Research, 2013, 26(1): 16-21.
[16]DISPINAR D, AKHTAR S, NORDMARK A, SABATINO M D, ARNBERG L. Degassing, hydrogen and porosity phenomena in A356[J]. Materials Science and Engineering A, 2010, 527: 3719-3725.
[17]ZUO Y B, FAN Z, CUI J Z. Grain refinement of AZ91D alloy by intensive melt shearing and its persistence after remelting and isothermal holding[J]. China Foundry, 2013, 10(1): 39-42.
[18]ZUO Y, JIANG B, ENRIGHT P, SCAMANS G M, FAN Z. Degassing of LM24 Al alloy by intensive melt shearing[J]. International Journal of Cast Metals Research, 2011, 24(5): 307-313.
[19]ZUO Y B, LI H T, XIA M X, JIANG B, SCAMANS G M, FAN Z. Refining grain structure and porosity of an aluminium alloy with intensive melt shearing[J]. Scripta Materialia, 2011, 64(2): 209-212.
[20]FAN Z, ZUO Y B, JIANG B. A new technology for treating liquid metals with intensive melt shearing[J]. Materials Science Forum, 2011, 690: 141-144.
[21]DISPINAR D, CAMPBELL J. Critical assessment of reduced pressure test. Part ��: Porosity phenomena[J]. International Journal of Cast Metals Research, 2004, 17(5): 280-286.
[22]DISPINAR D, CAMPBELL J. Critical assessment of reduced pressure test. Part ��: Quantification[J]. International Journal of Cast Metals Research, 2004, 17(5): 287-294.
[23]���һ�, ���㷿, ���෨. �����������̶���ѧ[J]. �й���ɫ����ѧ��, 2000, 10(2): 217-220.
ZHANG Zhong-hua, BIAN Xiu-fang, LIU Xiang-fa. Kinetics of degassing hydrogen in aluminum melt[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(2): 217-220.
Dispersion behaviour of Ar bubbles under intensive shearing and its effect on degassing effect of 7075 alloy
ZUO Yu-bo1, KANG Yi-yao1, LIN Yue1, ZHU Qing-feng1, LI Lei1, LI Zhan-zhi2, CUI Jian-zhong1
(1. Key Laboratory of Electromagnetic Processing of Materials, Ministry of Education,
Northeastern University, Shenyang 110819, China;
2. Giant Light Metal Technology (Kunshan) Co., Ltd., Kunshan 215335, China)
Abstract: The water simulation and alloy melt degassing experiments were carried out to study the effect of intensive shearing on Ar bubbles and its effect on the degassing of 7075 alloy by the application a newly developed stator-rotor type high shear unit. The results show that the intensive shearing can significantly disperse the Ar bubbles and improve the uniformity of their distribution. The alloy degassing experiments show that the high shearing can evidently degas 7075 aluminium alloy with a high efficiency. Under a proper degassing condition, after degassing for 1 min, the density index decreases from 13.20% to 0.65% and the measured concentration of hydrogen in the melt Al obviously reduces from 2.90 ��L to 1.10 ��L, which shows a much higher efficiency than that using the conventional rotary degassing method. The effects of the degassing time and isothermal holding time after degassing on hydrogen content were also studied and the mechanism of high efficient degassing of intensive shearing was analyzed.
Key words: 7075 aluminium alloy; intensive shearing; degassing; bubbles; porosity; water simulation
Foundation item: Project(51374067) supported by the National Natural Science Foundation of China; Project(LJQ2014032) supported by Program for Liaoning Excellent Talents in University, China; Project(2012CB619506) supported by the National Basic Research Development Program of China
Received date: 2015-05-06; Accepted date: 2015-09-28
Corresponding author: ZUO Yu-bo; Tel: +86-24-83689561; E-mail: zuoyubo@epm.neu.edu.cn
(�༭ ����)
������Ŀ��������Ȼ��ѧ����������Ŀ(51374067)������ʡ�ߵ�ѧУ�����˲�֧�ּƻ�������Ŀ(LJQ2014032)�������ص�����о���Ŀ(2012CB619506)
�ո����ڣ�2015-05-06�������ڣ�2015-09-28
ͨ�����ߣ����������ڣ���ʿ���绰��024-83687734��E-mail: zuoyubo@epm.neu.edu.cn

