文章编号:1004-0609(2010)03-0407-08
添加SiC对不同尺寸AZ91D镁合金坯料半固态组织的影响
李元东1, 2,文 靖1,陈体军1, 2,杨 建1,马 颖1,姜向东1
(1. 兰州理工大学 甘肃省有色金属新材料省部共建国家重点实验室,兰州 730050;
2. 兰州理工大学 有色金属合金反加工教育部重点实验室,兰州 730050)
摘 要:AZ91D镁合金经重熔加入0.3%(质量分数)SiC细化后浇注成不同尺寸(直径)的锭料。研究SiC对不同尺寸AZ91D镁合金坯料半固态等温热处理组织的影响。结果表明:未经SiC细化处理AZ91D镁合金的半固态组织存在明显的尺寸效应,从心部到边缘,固相颗粒尺寸由大逐渐变小,如d 70 mm试样内的固相颗粒尺寸从心部的150 μm变为边缘的110 μm,并趋于圆整,液相逐渐增多;随着坯料尺寸的增加,由心部到边缘的组织差异进一步加大。SiC细化的AZ91D镁合金坯料经半固态等温热处理后,其组织中的固相颗粒尺寸整体变得细小,d 70 mm试样内的固相颗粒均不大于80 μm,边缘和心部的固相颗粒尺寸变得很相近,在70 μm与80 μm之间,球化圆整且分布均匀;经SiC处理的半固态压铸件中,气孔等缺陷明显减少。
关键词:镁合金;SiC颗粒;半固态等温热处理;尺寸效应;晶粒细化
中图分类号:TG146.22 文献标识码:A
Effects of SiC addition on microstructure of AZ91D alloy initial billet with various size during semisolid isothermal treatment
LI Yuan-dong1, 2, WEN Jing1, CHEN Ti-jun1, 2, YANG Jian1, MA Ying1, JIANG Xiang-dong1
(1. State Key Laboratory of Gansu Advanced Non-ferrous Metal Materials,
Lanzhou University of Technology, Lanzhou 730050, China;
2. Key Laboratory of Non-ferrous Metal Alloys and Processing, Ministry of Education,
Lanzhou University of Technology, Lanzhou 730050, China)
Abstract: AZ91D magnesium alloy was remelted; then, 0.3%(mass fraction) SiC particles as grain refiner were introduced into the melt; and finally, the melt was poured into cavities with different diameters to form ingots. Those ingots were cut into some billets with determined diameters, and heated to semisolid temperature. The effect of SiC addition on microstructure of mutative-size AZ91D initial billet during semisolid isothermal heat treatment was studied. The results show that there is an obvious dimensional effect on microstructure for semi-solid AZ91D alloy without SiC. In other words, the microstructures from center to edge for the AZ91D billet are different. The size of solid particles gradually changes from large to small. For example, the size of solid particles of the billet with d70 mm changes from 150 μm to 110 μm, and the particles tend to be gradually spheroid and more liquid. With increasing diameter of the billet, the difference of microstructures from center to edge for the billet further increases. For AZ91D alloy with SiC addition, the average size of solid particles becomes smaller than that without SiC addition after isothermal treatment. The size of solid particles of the billet with d 70 mm is not larger than 80 μm. And the solid particle sizes of the billet with SiC from edge and center areas are almost of identical dimension, between 70 μm and 80 μm and in spheroid shape with homogeneous distribution. Casting defects for AZ91D alloy with SiC addition, such as porosity, decrease significantly after SiC semisolid die-casting.
Key words: magnesium alloy; SiC particle; semisolid isothermal heat treatment; dimensional effect; grain refinement
镁合金作为“21世纪的绿色工程材料”,主要应用在汽车零部件和3C产品壳体上[1?3]。然而,镁合金在熔融状态下易燃、易氧化、易爆炸,为镁合金产品的生产带来困难以至生产成本提高。半固态成形技术是一种可以生产出近终形零件的先进成形技术[4?5],而镁合金半固态成形工艺可以有效地避开上述缺点[6?7]。从加工的工艺流程来看,镁合金半固态加工与传统的成形相比增加制备浆料的工序。浆料的制备方法,有最初的机械搅拌法和电磁搅拌法,现在的化学晶粒细化法、液相线铸造法、超声波处理法、紊流效应法和倾斜板法等[5, 8?10]。现在,除机械搅拌法和电磁搅拌法应用于工业生产外,其他方法仍是处于实验室阶段。机械搅拌法设备比较复杂,制备的浆料性能不稳定、组织不均匀,不适合于大批量工业生产。电磁搅拌法在半固态加工中应用最广泛,但设备复杂、造价高,制备浆料的成本较高。近几年来,由于半固态等温热处理法制备镁合金半固态坯料的设备简单、节约能源、工序简化,使得半固态等温热处理研究备受人们的关注[11?12]。在镁合金半固态等温热处理的实际生产中发现,当坯料的直径增加时,坯料心部和边缘的组织存在很大差别[13]。为了将镁合金半固态等温热处理更好应用于实际生产,有必要研究SiC对不同尺寸AZ91D镁合金半固态等温热处理组织的影响。在此,本文作者对未细化(d 15 mm、d 70 mm)和经SiC细化的AZ91D(d 15 mm、d 45和d 70 mm)进行半固态等温热处理,对比不同条件下的半固态等温热处理过程中的组织演变,探索SiC加入对不同直径坯料半固态组织的影响。
1 实验
所用的AZ91D合金成分为(质量分数):Al 8.3%~9.7%,Zn 0.35%~1.00%,Mn 0.15%~0.50%,Si 0.10%, Cu 0.03%,Ni 0.002%,Fe 0.005%,余量为Mg。由于AZ91D的液相线为596 ℃,固相线为468 ℃,结合所用的试样尺寸将保温温度设定为585 ℃。首先,制备半固态等温热处理所需的坯料。第1种是不在金属液中加入SiC:用井式炉将AZ91D进行重熔,当温度达到690~710 ℃时,将1%的六氯乙烷加入进行精炼,并保温静置15 min;当温度升到700~710 ℃时,进行除渣浇铸。第2种是在金属液中加入SiC细化(加入量为0.3%):当重熔温度达到690~710 ℃时,将1%的六氯乙烷加入进行精炼;然后,升温到780 ℃,将SiC与镁粉混合加入金属液中(m(SiC)?m(Mg)=1?3),保温30 min后将坩锅取出冷却到700~710 ℃,进行除渣浇铸。以上2种方法均把金属型模具预热到150~ 200 ℃。然后,在金属型模具中分别浇铸成d15 mm×200 mm、d 45 mm×150 mm、d 73 mm×160 mm的锭料;将镁合金锭料加工成所需尺寸的坯料,分别为d15 mm×10 mm、d 45 mm×80 mm和d 70 mm×112 mm的坯料。把未加SiC的坯料d 15 mm×10 mm和d 70 mm×112 mm放入箱式炉中保温加热,保温温度设定为585 ℃,保温时间分别设为30和110 min,观察显微组织随着坯料直径改变时的变化情况,在不同半径处取点观察,所观察的位置如图1所示。由于坯料直径的增大,要加上棒料加粗需要的额外均匀热透时间,故其保温时间必将延长。在585 ℃时观察坯料中心温度随时间的变化情况,得出d 70 mm×112 mm在585 ℃时最佳保温时间是110 min[13]。所以,将d 45 mm×80 mm和d 70 mm×112 mm坯料的半固态等温热处理时等温时间调节为110 min。为了便于对比,将加SiC细化后坯料d 15 mm×10 mm、d 45 mm×80 mm、d 70 mm×112 mm放入箱式炉中保温加热,保温温度设定为585 ℃,保温时间分别设为30、110和110 min,观察显微组织随着坯料直径改变时的变化情况。从把试样放入炉中时开始计时,到达时间后立即取出试样水淬。制成金相试样,用4%的HNO3水溶液腐蚀,在MEF-3金相显微镜上观察组织变化。压铸试验在DAK-450压铸机上进行。
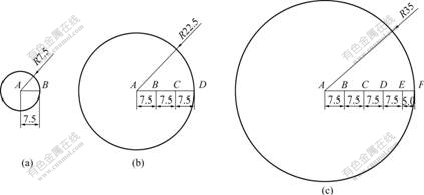
图1 不同直径锭料上所取观察点的示意图
Fig.1 Schematic diagram of observation points at ingot with various diameters (mm): (a) d 15 mm; (b) d 45 mm; (c) d 70 mm
2 结果与讨论
2.1 未加SiC细化坯料的组织
图2所示为未加入SiC细化d15 mm坯料在585 ℃时保温30 min的显微组织。从图2(b)中看到白色的α(Mg)固溶体已经从树枝晶转变成球状颗粒,颗粒圆整、较小、分布均匀,平均颗粒尺寸为96 μm,固相率是55%。但是,在图2(a)所示的显微组织中还存在很多不规则的大块状和一些小块状颗粒,颗粒不圆整、不均匀,并且晶界和晶内只包含少量的液相,经计算固相率为67%。所取的观察B点(图2(b))处于试样的边缘,A点(图2(a))处于心部。在将试样进行半固态等温热处理的过程中,边缘部位首先受热,再逐渐将热传到心部,这样就导致加热温度的滞后,使得边缘和心部的最佳球化时间不一致,导致镁合金的锭料边缘和心部的原始组织大小不一[14]。由凝固理论知道[15],当金属液体浇入铸模之后,结晶首先从模壁开始。温度较低的模壁有强烈的吸热和散热作用,使得靠近模壁的薄层液体产生极大的过冷,加上模壁可以作为非均匀形核的基底,因此,在此薄层液体中立即产生大量的晶核,并同时向各个方向生长。由于晶核数目多,邻近的晶核很快彼此相遇,不能继续生长,这样便在靠近模壁处形成一层很薄的等轴细晶粒区。在表层细晶区形成的同时,一方面模壁的温度由于被液态金属加热而迅速升高,另一方面由于金属凝固后的收缩,使细晶区与模壁脱离,形成一空气层,给液态金属的散热造成困难。此外,细晶区的形成还释放出大量的结晶潜热,也促使模壁温度升高。上述原因造成模壁温度升高导致液态金属冷却减慢,温度梯度变得平缓,形成柱状晶区。在柱状晶长到一定程度后,在铸锭中部开始形核长大;由于中部液体温度大致均匀,所以,每个晶粒的生长在各个方向上也接近一致,即形成粗大的等轴晶。因此,图2所示的显微组织中存在明显差异的AZ91D镁合金半固态组织。因此,不将AZ91D镁合金坯料进行细化处理将很难获得良好的半固态组织。
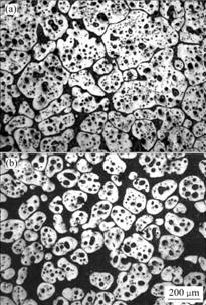
图2 未加SiC细化的直径为15 mmAZ91D镁合金坯料在585 ℃保温30 min的显微组织
Fig.2 Microstructures of billet with diameter of 15 mm and without SiC after isothermal heat treatment at 585 ℃ for 30 min: (a) Center of billet; (b) Edge of billet
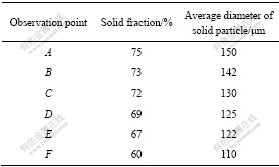
在585 ℃时将坯料直径为70 mm的AZ91D镁合金在炉中保温110 min,所得组织如图3所示。图3是按锭料从心部到边缘排列的。结合表1,初生α(Mg)固溶体颗粒仍旧有着由坯料边缘向心部逐渐增大、液相逐渐减少、边缘部位球化完整、晶粒尺寸细小、心部晶粒尺寸大而且不规则这一规律。与直径为d15 mm的坯料组织相比,心部晶粒的直径明显增大,固相率也有所增加,但边缘处差异不是很大。由此得出,在对坯料进行半固态等温热处理时,坯料直径的增大将导致坯料内部各部位组织的差异趋势进一步增大。这样将使坯料中含一些不规则的半固态组织,而且心部的颗粒尺寸很大,会导致在后期成形的产生气孔。因为颗粒尺寸太大和形状不规则使半固态组织在成形的过程中不能进行很好地排气,不能实现理想半固态组织可以进行层流排气的优点,从而减少成形组织中的气孔。

图3 未加SiC细化的直径为70 mm的AZ91D镁合金坯料在585 ℃保温110 min的金相组织
Fig.3 Microstructures of billet with diameter of 70 mm and without SiC after isothermal heat treatment at 585 ℃ for 110 min: (a) Point A; (b) Point B; (c) Point C; (d) Point D; (e) Point E; (f) Point F
表1 未加SiC细化的直径为70 mm的坯料上所取颗粒的平均直径和固相率
Table 1 Average diameters of solid particles and solid fractions of observation points at billet with diameter of 70 mm and without SiC
2.2 添加SiC细化的坯料组织
图4所示为加入SiC细化直径为15 mm的坯料在585 ℃保温30 min的显微组织。从图4(b)中看到白色的α(Mg)固溶体已经从树枝晶转变成圆整的球状颗粒,非常细小,而且分布均匀,平均颗粒直径为70 μm,固相率为56%。从图4(a)中可看到一些大的初生相颗粒,但整体上颗粒圆整、分布均匀,平均颗粒直径为63 μm,固相率为64%。SiC细化后再进行半固态等温热处理,使得坯料内部和边缘颗粒尺寸变得细小,圆整且均匀。心部还存在一些较大的颗粒及高的固相率,这是由于等温时边缘和中心有热量滞后而造成的,使心部没有充分的球化时间。但是,若使心部组织充分球化,就得延长保温时间。在半固态等温热处理过程中,晶粒的熔化分离与合并长大同时存在, 只是处于动态的分离与合并中,前期主要表现为初生树枝晶熔化分离,后期合并长大逐渐成为主流。这种长大的趋势一方面是由于Ostwald熟化,即大晶粒长大,小晶粒重熔;另一面是由于如此高的固相率(40%~60%),合并长大机理是不可避免的。粗化过程随着保温时间的延长,还将继续进行[11]。延长保温时间使心部充分球化,必然导致边缘的保温时间过长,使初生颗粒粗化。故从整体来说这样获得了理想的半固态组织。
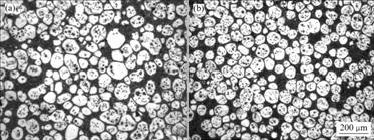
图4 加入SiC细化的直径为15 mm的AZ91D镁合金坯料在585 ℃保温30 min的显微组织
Fig.4 Microstructures of billet with diameter of 15 mm and with SiC after isothermal heat treatment at 585 ℃ for 30 min: (a) Center of billet; (b) Edge of billet
图5所示为d 45 mm坯料在585 ℃保温110 min的组织。从图5(a)中看到α(Mg)固溶体颗粒呈现圆整的形状,颗粒尺寸变小而且分布均匀,此时液相很少,只有晶界处和初生颗粒内部有少量的液相。由A点到D点处颗粒平均直径和固相率变化如表2所列。结合表2和图5可以看出,初生相颗粒尺寸有由大逐渐减小的趋势,但是变化并不是很大,颗粒形状趋于更圆整,液相增多。图5(d)所示的照片中颗粒相当圆整,分布均匀,颗粒相对要细小些。由于热量的滞后导致心部和边缘的球化时间不一致,边缘处点D受热时间最长,故球化完整,颗粒细小。当逐渐向心部靠近,热量的传导开始滞后,这一情况越到心部表现越明显,使得心部和边缘有差异。但是,从整体上来说,此时的固相颗粒尺寸已减小很多,心部和边缘尺寸变化不是很大,初生颗粒都变得圆整,边缘液相稍有增加。经SiC细化后,使整体组织得到改善,不再出现未细化AZ91D镁合金坯料由于尺寸变化而导致半固态等温热处理组织产生巨大差异的情况。在585 ℃将d 70 mm AZ91D镁合金在炉中保温110 min所得组织如图6所示。
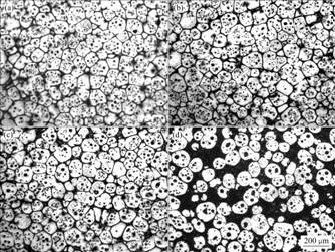
图5 加入SiC细化的直径为45 mm的AZ91D镁合金坯料在585 ℃保温110 min的显微组织
Fig.5 Microstructures of billet with diameter of 45 mm and with SiC after isothermal heat treatment at 585 ℃ for 110 min: (a) Point A; (b) Point B; (c) Point C; (d) Point D
表2 加入SiC细化的直径为45 mm的坯料上所取颗粒的平均直径和固相率
Table 2 Average diameters of solid particles and solid fractions of observation points at ingot with diameter of 45 mm and with SiC
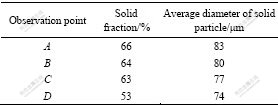

图6 加入SiC细化的直径为70 mm的AZ91D镁合金坯料在585 ℃保温110 min的显微组织
Fig.6 Microstructures of billet with diameter of 70 mm and with SiC after isothermal heat treatment at 585 ℃ for 110 min: (a) Point A; (b) Point B; (c) Point C; (d) Point D; (e) Point E; (f) Point F
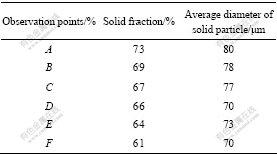
结合表3和图6(a)可以看出,初生α(Mg)固溶体颗粒相对于未加入SiC细化的尺寸减小很多,而且固相颗粒也变得圆整,从心部到边缘,颗粒尺寸仍旧有减小的趋势,但是心部与边缘颗粒尺寸相差不是很大,边缘颗粒圆整些,液相也稍有增加,此时心部和边缘组织形态相差很近。由此可知道,经过SiC细化的不同尺寸AZ91D镁合金的坯料在半固态等温热处理后颗粒尺寸都有减小,而且随着坯料尺寸的增加,边缘和心部的颗粒大小、圆整度、分布已经接近,液相稍有变化。未经细化的AZ91D镁合金坯料随着尺寸的增加,半固态等温热处理后初生颗粒尺寸和固相率有很大的增大趋势。由表2和3可知,细化后半固态等温热处理所得初生颗粒的尺寸和固相率仍有增大的趋势,但是这种趋势将不是很大,坯料发生尺寸变化后经过SiC细化仍可获得良好的半固态。
表3 加入SiC细化的直径为70 mm的AZ91D镁合金坯料上所取颗粒的平均直径和固相率
Table 3 Average diameters of solid particles and solid fractions of observation points at ingot with diameter of 70 mm and with SiC
2.3 添加SiC对半固态等温热处理后压铸组织的影响
图7所示为将坯料半固态等温热处理(保温温度585 ℃,保温时间110 min)后在压铸机上压铸成形的组织。图7(a)所示为未加SiC细化的坯料经由半固态等温热处理后压铸坯料的显微组织。由图7(a)可以看出,初生α相颗粒尺寸很大,形状不圆整,有黑色孔洞存在,这些是压铸过程中产生的气孔。图7(b)所示为SiC细化的坯料半固态等温热处理后压铸成形的金相照片,初生颗粒细小且圆整,没有黑色小孔出现。在液态压铸过程中,由于金属液体是紊乱流动的,压铸件中一般存在气孔,而在半固态压铸时,金属液体是层流形式流动的,能够很好地排气,减少压铸件中的气孔。由图7可知,若半固态浆料制备得不好,是不能发挥半固态成形所应有的特点的。

图7 AZ91D镁合金坯料在585 ℃保温110 min后压铸坯料的显微组织
Fig.7 Microstructures of die-casting billet with diameter of 70 mm after isothermal heat treatment at 585 ℃ for 110 min: (a) Without SiC; (b) With SiC
3 结论
1) 未加SiC细化处理的AZ91D镁合金的半固态组织存在明显的尺寸效应,从心部到边缘固相颗粒的尺寸大逐渐变小,由块状趋于圆整,液相明显增多。
2) 在AZ91D镁合金中加入0.3% SiC后,坯料经半固态等温热处理,固相颗粒尺寸整体变得细小,边缘和心部固相颗粒的尺寸变得很相近,球化圆整且分布均匀,使得整体组织得到优化。
3) 随着尺寸的增大,未加SiC细化的AZ91D坯料由心部到边缘的组织(固相颗粒尺寸及固相率)差异将增加。加入SiC细化后,从d 15 mm、d 45 mm、d 70 mm 3种不同直径的坯料半固态等温热处理后的组织中观察到心部到边缘的组织差异呈现增大的趋势将被减小。
4) 未加SiC细化的AZ91D镁合金半固态等温热处理后,在压铸件中容易产生气孔等缺陷,而经SiC细化处理后,压铸件中气孔等缺陷明显减少。
REFERENCES
[1] 刘 正, 王 越, 王中光, 李 锋, 申志勇. 镁基轻质材料的研究与应用[J]. 材料研究学报, 2000, 14(5): 449?456.
LIU Zheng, WANG Yue, WANG Zhong-guang, LI Feng, SHEN Zhi-yong. Developing trends of research and application of magnesium alloys[J]. Chinese Journal of Material Research, 2000, 14(5): 449?456.
[2] POLMEAR I J. Magnesium alloys and applications[J]. Materials Science & Technology, 1994, 10(1): 1?16.
[3] AGHION E, BRONFIN B. Magnesium alloys development towards the 21st century[J]. Materials Science Forum, 2000, 350/351: 19?30.
[4] FLEMINGS M. C. Behavior of metal alloys in the semisolid state[J]. Metallurgical and Materials Transactions, 1991, 22A(5): 957?981.
[5] 罗守靖, 田文彤, 谢水生, 毛卫民. 半固态加工技术及应用[J]. 中国有色金属学报, 2000, 10(6): 765?773.
LUO Shou-jing, TIAN Wen-tong, XIE Shui-sheng, MAO Wei-min. Technology and applications of semi-solid forming[J]. The Chinese Journal of Nonferrous Metals, 2000, 10(6): 765?773.
[6] 倪红军, 王渠东, 丁文江. 镁合金半固态铸造成形技术(SSP)的研究与应用[J]. 铸造技术, 2000, 21(5): 36?39.
NI Hong-jun, WANG Qu-dong, DING Wen-jiang. The study and application of SSP thixomolding of magnesium alloys[J]. Foundry Technology, 2000, 21(5): 36?39.
[7] FAN Z. Semisolid metal processing[J]. International Materials Reviews, 2002, 47(2): 49?85.
[8] PAN Q Y, APELIAN D. Semi-solid metal (SSM) processing methods: An overview[C]// HUANG Wei-dong. Proceedings of 2007 Xi’an International Symposium on Solidification. Xi’an: Northwestern Polytechnical University, 2007: 32?39.
[9] TZIMAS E. Evolution of microstructure and rheological behavior of alloys in the semisolid state[D]. Philadelphia: Drexel University, 1997.
[10] APELIAN D. Semi-solid processing routes and microstructure evolution[C]// TSUTSUI Y, KIUCHI M, ICHIKAWA K. Proceeding of the 7th International Conference on the Processing of Semi-solid Alloys and Composites. Tsukuba: National Institute of Advanced Industrial Science and Technology, 2002: 25?30.
[11] 李元东, 郝 远, 阎峰云, 陈体军. AZ91D镁合金在半固态等温热处理中的组织演变[J]. 中国有色金属学报, 2001, 11(4): 571?575.
LI Yuan-dong, HAO Yuan, YAN Feng-yun, CHEN Ti-jun. Structural evolution of AZ91D magnesium alloy during semi-solid isothermal heat treatment[J]. The Chinese Journal of Nonferrous Metals, 2001, 11(4): 571?575.
[12] 杨明波, 代 兵, 赵玮霖. 半固态等温热处理制备非枝晶组织合金坯料的研究进展[J]. 重庆工学院学报, 2004, 18(6): 56?59.
YANG Ming-bo, DAI Bing, ZHAO Wei-lin. Research development on non-dendritic structure alloy slurry produced with semi-solid isothermal treatment[J]. Journal of Chongqing Institute of Technology, 2004, 18(6): 56?59.
[13] 文 靖, 李元东, 陈体军, 杨 建. AZ91D镁合金金属型锭料尺寸变化对等温热处理组织的影响[J]. 热加工工艺, 2009, 38(4): 111?115.
WEN Jing, LI Yuan-dong, CHEN Ti-jun, YANG Jian. Effect of ingot size of magnesium alloy AZ91D on microstructure during isothermal heat treatment[J]. Hot Working Technology, 2009, 38(4): 111?115.
[14] 李元东, 郝 远, 陈体军, 马 颖. 原始组织对半固态AZ91D镁合金重熔行为的影响[J]. 中国有色金属学报, 2004, 14(3): 366?371.
LI Yuan-dong, HAO Yuan, CHEN Ti-jun, MA Ying. Effects of different primary microstructure on semi-solid melting behavior of AZ91D magnesium alloy[J]. The Chinese Journal of Nonferrous Metals, 2004, 14(3): 366?371.
[15] FLEMINGS M C. Solidification processing[M]. New York: McGraw-Hill Inc, 1974.
基金项目:国家重点基础发展计划资助项目(2007CB613700);兰州理工大学博士科研启动基金(SB01200701)
收稿日期:2009-04-27;修订日期:2009-09-28
通信作者:李元东,副教授,博士;电话:0931-2976795;E-mail: liyd@lut.cn
(编辑 杨 华)

