Article ID: 1003-6326(2005)03-0571-06
Fabrication of nano-crystalline W-Ni-Fe alloy with Mo and rare earth element additives
YAN Jian-wu(�̽���)1, 2, ZHOU Ji-cheng(�ܼ̳�)1, TIAN Li(�� ��)1,
LU Shi-qiang(³��ǿ)2, CHEN Tong-cai(��ͬ��)2, XU Li-min(������)2
(1. School of Physics Science and Technology, Central South University,
Changsha 410083, China;
2. Department of Materials Science and Engineering,
Nanchang Institute of Aeronautical Technology, Nanchang 330034, China)
Abstract: Three kinds of nano-crystalline high density alloys(86W-7Ni-3Fe-4Mo, 90W-4Ni-2Fe-4Mo and 90W-4Ni-2Fe-3.8Mo-0.2RE) were fabricated by a technique combining lower temperature vacuum sintering with high-energy ball milling mechanical alloying. The crystalline size and microstructures of the specimens sintered at different sintering temperatures were examined by X-ray diffraction(XRD) and scanning electron microscope(SEM). The results show that the optimal sintering temperature of 86W-7Ni-3Fe-4Mo, 90W-4Ni-2Fe-4Mo and 90W-4Ni-2Fe-3.8Mo-0.2RE alloys are 1300-1350��. When they are sintered at 1300�� for 75min, the hardness of three kinds of specimens can reach above HRC30, the relative density can reach above 96%,and 90W-4Ni-2Fe-3.8Mo-0.2RE alloy possesses the best integrated properties, its hardness is HRC35 and its relative density is 98%.
Key words: tungsten high density alloys; nano-crystalline; mechanical alloying; lower temperature sintering CLC
number: TB383 Document code: A
1 INTRODUCTION
Tungsten based high-density alloys are crucial materials because of their unique combination of high density, high temperature mechanical properties, small coefficient of thermal expansion[1, 2]. They play an important role in fields like national defense, war industry, aviation and space flight. Moreover, their consumption in fields like electronic information, energy source and machine is steadily going up[3-7]. Tungsten based high-density alloys are typically fabricated by liquid phase sintering mixed elemental powders. However, the high sintering temperature and long sintering time always lead to rapid microstructural coarsening and the distortion caused by gravity. Tungsten grain sizes usually rang from 40��m to 60��m. In order to meet higher requirements on properties[8], present interest has been on reducing sintering temperature of tungsten based high-density alloys[9-12].
The small quantities of additives, such as Mo and RE(rare earth element) or RE oxide make it possible to improve mechanical properties of W-Ni-Fe high-density alloys. On the one hand, the functions of little Mo as an additive are as follows: firstly, Mo can replace W and Fe partly, has solid solution hardening effect on W phase and binder phase; secondly, Mo can reduce the solubility of W in binder phase and retard grain growth in sintering process. As a result the microstructures are refined and thus the room temperature mechanical properties and high temperature strength of alloys can be improved. Generally, when the Mo element increases from 1.0% to 25.0%(mass fraction), the density and ductility of alloys decrease, but the hardness and strength increase[13]. On the other hand, the functions of RE or RE oxide(0.2%-5%[14, 15]) are listed below: firstly, it can improve the elasticity and strength of alloys; secondly, it can reduce the brittle temperature, increase recrystallization temperature; thirdly, it can improve the ability of resistance to thermo-fatigue and thermal vibration. Now, a technique combining mechanical alloying with proper sintering condition is considered to be an effective and novel way to fabricate W-Ni-Fe high-density alloys. When this technique is performed, not only mechanical properties can be improved but also the sintering temperature can be reduced greatly[16-20]. In this article, three kinds of nano-crystalline high density alloys(86W-7Ni-3Fe-4Mo, 90W-4Ni-2Fe-4Mo and 90W-4Ni-2Fe-3.8Mo-0.2 RE) were fabricated by a technique combining high-energy ball milling mechanical alloying at lower temperature sintering in vacuum. A primary optimized technique for fabricating high-properties tungsten based high-density alloys was put forward.
2 EXPERIMENTAL
The high pure initial element powders, such as W, Ni, Fe, Mo and RE oxide powders(La2O3+Y2O3) were blended in mass ratios of 86��7��3��4, 90��4��2��4��0 and 90��4��2��3.8��0.2, respectively, then subjected to mechanical alloying. Milling was conducted in a QM-ISP2-CL planetary ball mill equipped with stainless balls and vials. The mass ratio of balls to powders was 5��1. The rotation rate was 400r/min and the milling time was 15h. The experiments were performed in high purity argon atmosphere. Sheet specimens with size of d14mm��3mm were obtained after powders were performed to high pressure of 500MPa and sintering in vacuum furnace(1300��, 75min; 1350��, 60min; 1400��, 80min).
The crystalline size and microstructures of tungsten grains were examined by X-ray diffraction meter(XRD, D8 ADVANCE) and scanning electron microscope(SEM, FEI Quanta 200), respectively. The density and hardness were examined by Archimedes principle and a HR-150A Rockwell hardness tester respectively. The density, hardness and microstructure of specimens under different sintering conditions were analyzed.
3 RESULTS
3.1 Variation of tungsten grain size before and after sintering
Tungsten crystalline sizes of three specimens were calculated by means of TOPAS 2P software according to XRD patterns. The results are listed in Table 1. It can be seen that the tungsten crystalline sizes lightly increase but remain nano-crystalline sizes for all specimens sintered at 1300�� for 75min.
3.2 Variation of hardness and density under different sintering conditions
Fig.1 shows the relationships between the hardness, density and sintering condition respectively. It can be seen that the variation of hardness is in agreement with that of density. When sintering temperature increases, the hardness and density decrease. The reason is that the grain grows and tungsten element dissolves into matrix while sintering temperature increases.
3.3 Microstructures of sintered specimens
Figs.2-4 show the microstructures of the tungsten based high-density alloys under different sintering conditions. It can be seen that with the increasing sintering temperature from 1300�� to
Table 1 Variation of W grain size before and after sintering

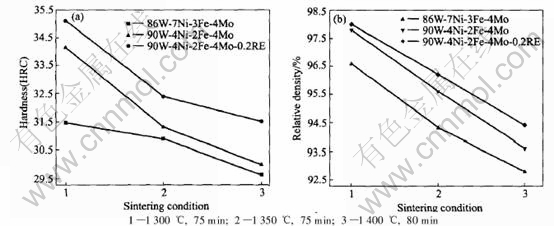
Fig.1 Variation of hardness and relative density under different sintering conditions
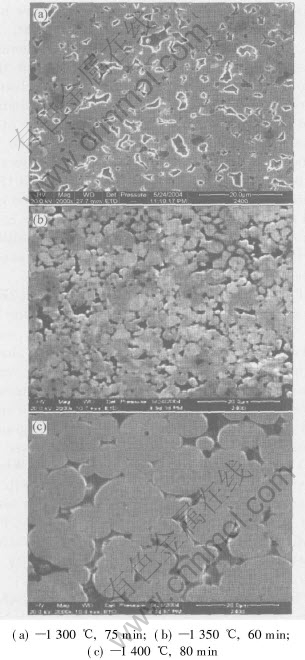
Fig.2 Microstructures of 90W-4Ni-2Fe-3.8Mo-0.2RE specimen
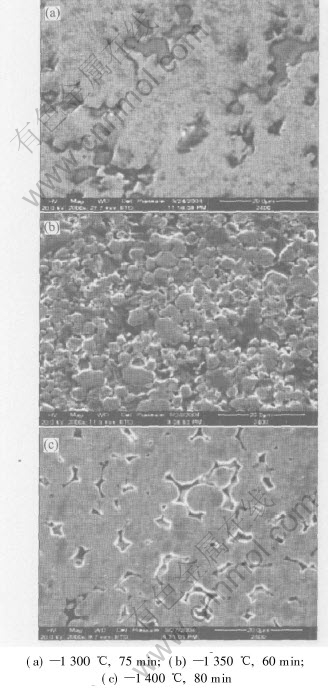
Fig.3 Microstructures of 90W-4Ni-2Fe-4Mo specimen
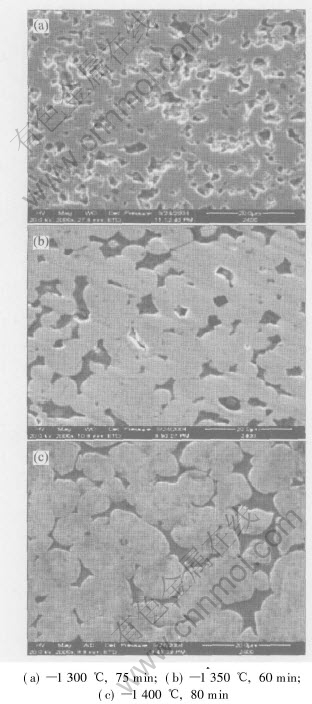
Fig.4 Microstructures of 86W-7Ni-3Fe-4Mo specimen
1400��, tungsten phase gradually gets spherical and tungsten grain sizes slightly enlarge. It also can be seen that the grains remain nano-crystalline at 1300�� and grow to micrometer at 1350�� and then grow to big size at 1400��. It can be concluded that high-energy ball milling technique can prepare nanocrystalline pre-alloyed powders and can reduce the sintering temperature. When the sintering temperature increases from 1300�� to 1400��, tungsten phase(the lighter colored phase in pictures) in same composition specimens gradually changes from irregular to spherical shape and the grain sizes become bigger.
4 DISCUSSION
4.1 Mechanism of sintering of nano-crystalline W-Ni-Fe alloy with Mo and RE additives
Generally, the decrease of free energy supplies the sintering driving force. It attributes to the following factors: the grains contact interface(sintering necking) increases and straightens; the total surface area and surface free energy decrease, the total volume and surface area of pores decrease, and the lattice distortion is eliminated. In order to keep the sintering going on, the powder and tungsten grains tend to coarsen. The effect of sintering condition on the tungsten grain sizes and microstructures is shown in Figs.2-4. When it is sintered at 1350�� holding for 60min, or sintered at 1400�� holding for 80min, tungsten grain sizes are 1.5-5��m and 4-15��m, respectively. But tungsten grain sizes are invisible when it is sintered at 1300�� holding for 75min. We can calculate tungsten crystalline sizes by means of TOPAS 2P software according to data from XRD patterns. The results are listed in Table 1.The crystalline sizes of 90W-4Ni-2Fe-3.8Mo-0.2RE, 90W-4Ni-2Fe-4Mo and 86W-7Ni-3Fe-4Mo are 39.6, 37.1 and 43.1nm, respectively, bigger than that of the crystalline sizes before sintering. However the tungsten crystalline sizes keep nanometer and don��t exceed 40nm. It proves that this sintering condition is suitable for fabricating nano-crystalline W-Ni-Fe high-density alloys.
The microstructures of specimen of 90W-4Ni-2Fe-3.8Mo-0.2RE alloy are shown in Fig.2. As can be seen in Fig.2(a), tungsten phase is not spheroidized and binder phase distributes irregularly around tungsten phase, the microstructures are refined and pores are few, the hardness of the specimen is high. In Fig.2(b) tungsten phase has been spheroidized but its shape isn��t regular. In Fig.2(c) the tungsten phase is not only spherical but also grains have grown apparently, but the grain sizes aren��t uniform. It can be seen clearly spherical isometric tungsten grains disperse among liquid phase, big tungsten grains connect with others partly or totally along interface of grains. It can be summarized that nano-crystalline alloys are suitable to be sintered at 1300-1350��. At this sintering temperature, tungsten grains can be refined and pores are few. Compared with the conventional technique of the same composition alloys, the vacuum sintering temperature of nanocrystalline alloys decreases by 100-150��.
Fig.3 shows microstructures of 90W-4Ni-2Fe-4Mo alloys. When it is sintered at 1300�� for 75min, nubbly shape tungsten grains connect each other, binder phase is embedded in tungsten phase irregularly. The reason is that the sintering temperature isn��t high enough in solid phase sintering processing. However, When the specimen is sintered at 1350�� for 60min, the tungsten grains are spherical and the binder phase(dark phase in Fig.3) agglomerates around tungsten phase. When it is sintered at 1400�� for 80min, the growth of tungsten grains is apparent and they connect each other. Compared with specimen of 90W-4Ni-2Fe-3.8Mo-0.2RE, the microstructures of 90W-4Ni-2Fe-4Mo alloys are coarse, and the density is lower.
The microstructures of 86W-7Ni-3Fe-4Mo alloys are shown in Fig.4, which contain high Ni, Fe content and lower W content. As a result, the microstructures are different from those of the above specimens with different compositions. When this alloy is sintered at 1300�� for 75min, vermin-form binder phase is irregularly dispersed among tungsten phase and many pores can be found. Grains are not spherical because of lower sintering temperature and large amount of binder phase. When it is sintered at 1350�� for 60min, tungsten grains are spheroidized, the tungsten grains connect each other and the proportion of binder phase is much more than that of the above two alloys. When this alloy is sintered at 1400�� for 80min, the grains become irregular, the growth of grains is obvious. Since there is large amount of binder phase in the specimen, the hardness of alloys is lower. As shown in Figs.2-4, when alloys are sintered at 1400�� for 80min, the grain sizes of 86W-7Ni-3Fe-4Mo alloy are visibly bigger than those of other two alloys. This presents that the growth rate of grains increases with the increasing binder phase amount.
In the course of tungsten grains spheroidizing and growing, tungsten element dissolves and diffuses in the binder phase. The bigger the tungsten grains are, the bigger the pores are, resulting in low density and bad mechanical properties. In this research, the hardness of three W-Ni-Fe-Mo high density alloys is greatly enhanced compared with conventional W-Ni-Fe high density alloys. As Mo can replace W and Fe partly, it has solid solution hardening effect on W phase and binder phase. Especially, when Mo and RE are added simultaneously in 90W-4Ni-2Fe-3.8Mo-0.2RE, Mo and RE baffle the diffusing of tungsten, decrease the solubility of W in binder phase and retard grains growth in sintering process. As a result the grains of 90W-4Ni-2Fe-3.8Mo-0.2RE alloys are refined and the density increases thus it has the optimal mechanical properties among three kinds of alloys.
4.2 Thermodynamics of sintering of nano-crystalline W-Ni-Fe alloy
Sintering is a process in which system surface area shrinks. Reduction of the surface free energy results in the decrease of the free energy of system, which is the driving force for sintering. Assume A1 and A2 are the total area of compact before and after sintering, respectively, A2-A1=��A��0. The variation of surface free energy of compact is ��Fs=�Ħ�A��0. This formula illustrates that, the surface free energy decreases in sintering process. �� is the surface energy of unit area. The bigger the absolute value of ��A is, the easier the sintering can take place at low temperature. So, the surface energy reduction can be one of the driving forces for sintering. The longer the ball milling time is, the smaller the powder sizes are and then the bigger the surface energy is. As a result, the driving force for sintering is enhanced and the thermodynamic condition is more easily realized.
In high-energy ball milling processing, longer ball milling time results in finer particles and higher specific surface area of powders, and as well as high reserved energy of system because of a lot of tension, stress, defects and large amount of interfaces appear in powders. As a result, the reactivity of powders is greatly improved and reserved energy can reach more than 10kJ/mol. The entropy change or release of heat by reducing unit surface area of sintering powders after high-energy ball milling greatly increase. The unit surface energy �� of powders greatly increases and thus the sintering temperature decreases accordingly. Therefore, when prealloyed powders of 90W-4Ni-2Fe-4Mo, 90W-4Ni-2Fe-3.8Mo-0.2RE and 86W-7Ni-3Fe-4Mo are sintered in vacuum, the driving force for sintering is enhanced and thermodynamic condition is more easily realized. As a result, the sintering temperature is greatly reduced.
5 CONCLUSIONS
1) High-energy ball milling mechanical alloying technique can increase sintering driving force greatly. Compared with conventional techniques, the vacuum sintering temperature of 90W-4Ni-2Fe-4Mo, 90W-4Ni-2Fe-3.8Mo-0.2RE and 86W-7Ni-3Fe-4Mo alloys can be 1300�� to 1350�� when high-energy ball milling mechanical alloying technique is adopted.
2) Since Mo can replace W and Fe partly, it has solid solution hardening effect on W phase and binder phase and the hardness of three kinds of W-Ni-Fe high density alloys is increased greatly. Mo and RE baffle the diffusing of tungsten, decrease the solubility of W in binder phase and retard grain growth in sintering. As a result, the grain structures of alloys with Mo and RE additives are fined and their densities are increased when they are sintered at 1300�� for 75min, the hardness of three kinds specimens can reach above HRC 30,the relative density can reach above 96%,and 90W-4Ni-2Fe-3.8Mo-0.2RE alloy possesses the best integrated properties, its hardness is HRC 35 and its relative density is 98%.
3) Under the same sintering condition, the tungsten grain size of 86W-7Ni-3Fe-4Mo alloy is bigger than those of both 90W-4Ni-2Fe-4Mo and 90W-4Ni-2Fe-3.8Mo-0.2RE alloys. This explains that as the ratio of Ni to Fe increases, tungsten solubility in binder phase and tungsten grains growth rate increase during sintering.
REFERENCES
[1]QU X H, FAN J L.The injection molding and solid sintering of nano powders of tungsten heavy alloy [J]. Material Research Trans, 2001,15(1): 130-134.(in Chinese)
[2]Posthill J B, Edmonds D V. Matrix and interfacial precipitation in the W-Ni-Fe system [J]. Metall Trans A, 1986, 17A: 21-34.
[3]GE Q L, XIAO Z S, HAN H Q. The application and development trend of high functional material in fields of high technique [J]. The Powder Metallurgy, 2000, 10(1): 12-16.(in Chinese)
[4]PANG Q L. The research and development of high density alloy [J]. China Tungsten Industry, 2000, 15(4): 34-36. (in Chinese)
[5]CHEN J, HUANG B Y. The study of metal powder and production technique [J]. Material Report, 1994(2): 15-18. (in Chinese)
[6]HUANG B Y, FAN J L. The study and application of nano W alloy material [J]. China Tungsten Industry, 2001,16(5, 6): 38-44.
[7]Anish U, German R M. Densification and dilation of sintered of sintered W-Cu alloys [J]. The Inter J of Powder Metallurgy, 1998, 34(2): 43-52.
[8]LIU G J. The production, study and application of W high density alloys [J]. Refractory and Hard Material in Foreign Countries 1995, 11(1): 14-43.(in Chinese)
[9]LIU Z G, ZHANG B S, ZHUANG Y Z.The lower temperature sintering of high density alloys [J]. Chinese Journal of Rare Metals, 1995, 19(3): 168-172.(in Chinese)
[10]LI S L, LU R W, LIU S S, et al. Shrinkage and sintered property of W-Ni-Cu heavy alloy [J]. Chinese Journal of Rare Metals, 2003, 27(4): 448-451.(in Chinese)
[11]ZHANG C H, WANG F C, LI S K. Microstructure and properties of tungsten alloy deformed by hydrostatic extrusion [J]. The Chinese Journal of Nonferrous Metals,2001, 11(S1): 88-91.(in Chinese)
[12]HUANG J Z, LI J R. The influences of different compound powders on microstructure and physical mechanical properties of W-Ni-Cu high density alloys [J]. Rare Metals and Hard Alloys,1989(97): 67-72.(in Chinese)
[13]ZHANG W L. Alloying and adulteration technique [J]. Rare Metals and Hard Alloys, 1991(3): 13-15.(in Chinese)
[14]Bose G, German R M. Rhenium alloying of tungsten high density alloys [J]. The Inter J of Powder Metallurgy, 1999, 21(3): 9-13.(in Chinese)
[15]YAN J W, ZHOU J C, LU S Q, et al. The development of tungsten high density alloys�� investigation [J]. Metals Processing in Foreign Countries, 2004, 6: 1-5.(in Chinese)
[16]George D, Gurwell W E. Freeze dried tungsten high density alloys [J]. Advances in Powder Metallugy, 1989, 1: 355-368.
[17]FAN J L, HUANG B Y, Qu X H.W-Ni-Fe nanostructure materials synthesized by high energy ball milling [J]. Trans Nonferrous Met Soc China, 2000, 10(1): 57-59.
[18]Rgu H J, Hong S H, Back W H. Mechanical alloying process of 93W-5.6Ni-1.4Fe tungsten heavy alloy [J]. Journal of Materials Processing Technology, 1997(67): 292-297.
[19]LI R H, ZHANG L C, HUANG J H, et al. The relationship between mechanical properties and nickel to iron ratios of resolutionized/quenched W-Ni-Fe alloys [J]. Journal of University of Science and Technology Beijing, 2002, 24(1): 38-40.(in Chinese)
[20]YAN J W, ZHOU J C, LU S Q, et al. Investigation on development of tungsten heavy alloys [J]. Material Report, 2004(11): 33-35.(in Chinese)
(Edited by LI Xiang-qun)
Foundation item: Project(No60171043) supported by the National Natural Science Foundation of China; Project(ZX200301008) supported by the Center for Materials Science and Technology of Jiangxi Province, China
Received date: 2004-10-09; Accepted date: 2005-01-11
Correspondence: ZHOU Ji-cheng, Professor, PhD; Tel: +86-731-8836381, 13017393993; E-mail: jicheng@mail.csu.edu.cn

