
J. Cent. South Univ. (2018) 25: 1263-1273
DOI: https://doi.org/10.1007/s11771-018-3823-7

Microstructure and mechanical properties of strontium-modified ADC12 alloy processed by heat treatment
HUANG Zhi-xiang(��־��)1, 2, YAN Hong(�ƺ�)1, 2, WANG Zhi-wei(��־ΰ)1, 2
1. School of Mechanical and Electrical Engineering, Nanchang University, Nanchang 330031, China;
2. Key Laboratory of Light Alloy Preparation & Processing in Nanchang City, Nanchang 330031, China
 Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Central South University Press and Springer-Verlag GmbH Germany, part of Springer Nature 2018
Abstract: The effects of heat treatment and strontium (Sr) addition on the microstructure and mechanical properties of ADC12 alloys were investigated, and two-stage solution treatment was introduced. The results indicated that the addition of Sr obviously refined the microstructure of ADC12 alloys. When 0.05 wt% Sr was added into the alloy, the eutectic Si phase was fully modified into fine fibrous structure; ��-Al and ��-Al5FeSi phases were best refined; and the eutectic Al2Cu phase was modified into block-like Al2Cu phase that continuously distributed at the grain boundary. The ultimate tensile strength (UTS) (270.63 MPa) and elongation (3.19%) were increased by 51.2% and 73.4% respectively compared with unmodified alloys. After the two-stage solution treatment (500 ��C, 6 h+520 ��C, 4 h), for 0.05 wt% Sr modified ADC12 alloys, the Si phases transformed into fine particle structure and Al2Cu phases were fully dissolved. The peak hardness value of the alloys processed by the two-stage solution treatment was increased by 8.3% and 6.8% respectively compared to solution treatment at 500 ��C and 520 ��C. After the aging treatment (175 ��C, 7 h), the hardness and UTS were increased by 38.73% and 13.96% respectively when compared with the unmodified alloy.
Key words: ADC12 alloy; strontium; heat treatment; microstructure; mechanical properties
Cite this article as: HUANG Zhi-xiang, YAN Hong, WANG Zhi-wei. Microstructure and mechanical properties of strontium-modified ADC12 alloy processed by heat treatment [J]. Journal of Central South University, 2018, 25(6): 1263�C1273. DOI: https://doi.org/10.1007/s11771-018-3823-7.
1 Introduction
ADC12 alloy belongs to Al�CSi�CCu series alloy, which is widely used in the industry due to its high specific strength, good heat and electricity conductivity, and good corrosion resistance. It also has good casting behavior, but the microstructure of the as-cast alloy is coarse. The eutectic Si phase always presents coarsen plate-like structure, and the ��-Al5FeSi phase presents coarsen noodle-like structure. All of them will cause stress concentration, which results in the reduction of the tensile properties. So the alloy is always modified by adding small amount of Sr, Bi, Sb or rare earth (RE) [1�C3]. At present, Sr is one of the common modifying agents which are widely used in the industry. Several studies found that Sr could effectively modify the Si phase and refine the ��-Al phase which strengthened the Al�CSi alloy [4, 5].But there is a lack of investigation on the effects of Sr addition on the Fe-rich and Cu-rich phase of Al�CSi�CCu alloys.
Furthermore, Al�CSi�CCu alloys can also be strengthened by heat treatment [6�C8]. However, the addition of Sr has a great effect on the solution treatment of Al�CSi�CCu alloys [9, 10]. Generally, the solution temperature should be below the melting point. But a higher solution temperature shortens the solution time and improves the solubility of Cu-rich phase and Mg-rich phase in the matrix, which is benefit for the mechanical properties. In order to further improve the mechanical properties, multi-stage solution treatment was studied by many investigators. LUNA et al [11] studied the effects of multi-stage solution treatment on the tensile properties of Al�CSi�CCu�CMg alloys. The results show that the two-stage solution treatment produced better tensile properties than conventional heat treatment. SOKOLOWSKI et al [12] reported that the application of the two-stage solution treatment (2 h at 495 ��C followed by 4 h at 515 ��C) in 319 alloys resulted in an optimum combination of strength and ductility compared with conventional heat treatment.
In this work, the effects of Sr content, solution treatment and aging treatment on the microstructure and mechanical properties of ADC12 alloys were studied. And two-stage solution treatment was tested to further improve the mechanical properties of Sr modified ADC12 alloys and shorten the solution time.
2 Experimental
2.1 Preparation of samples
The material used in the experiment was ADC12 alloy, and Sr was added into the melt in the form of Al�C10 wt% Sr master alloy. The ADC12 ingots were placed in an alumina crucible and melted in a resistant furnace at 750 ��C. After the ingots completely melted, the weighted Al�C10 wt% Sr master alloys were added into the melt. Then the melt was heated up to 770 ��C and maintained for 20 min to melt the master alloy. Finally, the melt was poured into a preheated permanent mold (200 ��C) when the melt temperature was dropped to 720 ��C. The chemical compositions of tested ADC12 alloys with different Sr additions were collected in Table 1.
Table 1 Chemical compositions of samples (mass fraction, %)

2.2 Heat treatment procedure
The alloys with 0.05 wt% Sr addition were solution treated in a box resistor-stove with the temperature accuracy of ��5 ��C. The schedule of solution treatment is shown in Table 2. After solution treatment, the alloys were quenched in warm water at 60 ��C. Then artificial aging was conducted at 175 ��C for different times.
Table 2 Schedule of solution treatment

2.3 Materials characterization
The samples were etched by 0.5 vol% HF solution and the microstructures were examined using an optical microscope (Nican-M300 microscope) and a scanning electron microscope (SEM: JEOL JSM-6701F) equipped with energy dispersive spectrometer (EDS: OXFORD X-act). The micro-hardness was measured by a HV-1000A Vickers hardness tester with the load of 2.94 N and holding time of 10 s. It was the average value from at least five independent measurements. The ultimate tensile strength (UTS) and elongation of the samples were also measured. The as-cast samples were machined to a diameter of 6 mm and a gage length of 30 mm (ASTM B557M specification) and then pulled to fracture in a screw driven Instron tensile testing machine (SUNS, UTM5105) at a cross-head speed of 1 mm/min in air at room temperature. Image-Pro Plus 6.0 analyzer software was applied to measure the secondary dendrite arm spacing (SDAS) of the samples by averaging the distance between adjacent side branches on the longitudinal section of a primary arm. And the mean diameter of ��-Al phase and two parameters (mean area and aspect ratio) of eutectic Si particle were also calculated with Image-Pro Plus 6.0 analyzer software. Approximately 50 different areas of each microstructure were measured to minimize the errors. The three parameters were defined according to the follow equations:
 (1)
(1)
 (2)
(2)
 (3)
(3)
where Di is the diameter of a single ��-Al phase; Ai is the area of a single eutectic Si phase; Ll/Ls is the ratio of longest to shortest dimensions of a single Si particle; n is the number of particles of a single field; m is the number of the fields.
3 Results and discussion
3.1 Effects of Sr addition on microstructures
Figure 1 shows the microstructures of as-cast ADC12 alloy with different Sr additions. As shown in Figure 1(a), the outline of ��-Al phase of unmodified alloys is not clear, and the coarse plate-like eutectic Si phase and coarse needle-like ��-Al5FeSi phase are clearly observed. Both of them act as potential site for crack initiation, which cause the deterioration of the mechanical properties, especially the elongation [13]. When 0.01 wt% Sr is added into the alloy, the outline of the ��-Al phase tends to be clear, the coarse plate-like Si phase changes into short rod-like, and the coarse needle-like ��-Al5FeSi phase changes into short rod-like as shown in Figure 1(b). With the addition of 0.05 wt% Sr, as shown in Figure 1(c), the outline of ��-Al phase is most clear, the microstructure is best refined and the Si phase is fully modified to fine fibrous structure, which shows the best modification effect. When Sr addition increases up to 0.09 wt%, the outline of ��-Al phase trends to be obscure and the eutectic Si phase begins to coarsen as shown in Figure 1(d). It can be inferred that Sr addition obviously modifies the eutectic Si phase and refines ��-Al5FeSi phase of ADC12 alloys. And the best modification effect is obtained when the Sr addition is 0.05 wt%.
Table 3 depicts the quantitative metallography results of the as-cast ADC12 alloys with different Sr additions. It can be seen that the mean diameter of ��-Al phase, SDAS and the mean area and aspect ratio of Si phase both decreases after the addition of Sr. It is reasonable to conclude that Sr has an effect on refinement of ��-Al phase and modification of Si phase. When the Sr addition is 0.05 wt%, the mean diameter of ��-Al phase, SDAS and mean area and aspect ratio of Si phase were decreased to 28.08 ��m, 20.86 ��m, 34.93 ��m2 and 3.87 respectively, reaching its minimum. They were decreased by 43.34%, 42.90%, 71.26% and 72.86% compared with unmodified alloys. It indicates that the efficiency of Sr modification reaches to its highest when Sr addition reaches 0.05 wt%.
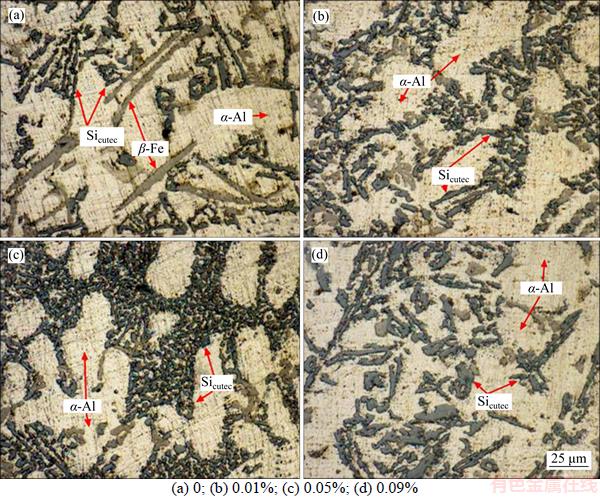
Figure 1 Microstructures of alloy with different Sr additions:
Table 3 Quantitative metallography results of as-cast ADC12 alloys with different Sr additions

Generally, the involved mechanisms of Sr modification contain two aspects. Firstly, according to Hume-Rothery��s rules [14], Sr atoms are hard to enter into ��-Al phase��s crystal lattice and form solid solution due to the large difference in atomic radius between Al and Sr atoms. Therefore, Sr atoms enriched in the front of the solid-liquid interface during solidification, which promoted the composition undercooling. The composition undercooling accelerated the nucleation and growth of ��-Al phase, which results in the refinement of ��-Al phase. At the same time, the rapidly growth of ��-Al phase suppressed the growth along the axis direction of eutectic Si and ��-Al5FeSi phase. It leads to the refinement of the eutectic Si phase and ��-Al5FeSi phase. The similar observations were found by ESPINOZA-CUADRA et al [9].
In addition, Sr atoms easily attach to the growth front of Si phase, which prevents the growth of step of the Si phase crystal and promotes the production of twinning. So the Si phases tend to grow along other directions. Therefore, the Si phase was changed into fine fibrous structure. Furthermore, according to LU et al [15], for Al�CSi alloys, the ideal atomic radius ratio of modifier compared to Si is 1.646. In fact, the atomic ratio of Sr (1.84) is close to the ideal atomic ratio. So Sr was regarded as an effective modifying agent for Al�CSi alloys. However, an excess Sr addition results in the coarsening of the microstructure (Si phase, ��-Al phase and ��-Al5FeSi phase). This is due to the reduction of composition undercooling as compared to the alloy with 0.05 wt% Sr addition, which destroys the stability of the solid/liquid interface. In this study, the Sr addition of 0.09 wt% was considered as excess addition.
The SEM images of the unmodified and 0.05 wt% Sr modified ADC12 alloy are shown in Figure 2. EDS was used to investigate the inter-metallic compounds. Figure 3 and Table 4 are the EDS analysis results of the four points marked in the SEM images. According to the EDS analysis results and MOHAMED��s work [16], the separated light phase (marked spectrum 1) in the unmodified alloys is eutectic Al2Cu phase. And the light block-like phase (marked spectrum 2) that continuously distributes at the grain boundary in the alloy modified with 0.05 wt% Sr is block-like Al2Cu phase. As shown in Figures 2(a) and (b), it can be observed that eutectic Al2Cu phases transform into continuously distributed block-like Al2Cu phase when 0.05 wt% Sr was added into the alloys. It indicates that the addition of Sr promotes the formation of block-like Al2Cu phase. According to LI et al [17], the continuously distributed block-like Al2Cu is more difficult to dissolve during solution treatment. The short rod-like phase (marked spectrum 3) slightly darker than Al2Cu phase is ��-Al5FeSi phase, and the bone-like phase (marked spectrum 4) is ��-Al8Fe2Si phase, as shown in Figure 2(c), both of them are observed in the 0.05 wt% modified alloys. The size of the ��-Al5FeSi phase significantly reduces as compared to the unmodified alloys (shown in Figure 1(a)).
3.2 Effects of Sr additions on tensile properties
Figure 4 shows the tensile properties of the ADC12 alloys with different Sr additions at room temperature. It can be seen that the UTS and elongation both improve when the Sr addition increases from 0 to 0.05 wt%. It is known that the mechanical properties are largely dependent on the size, shape and distribution of the ��-Al phase, Si phase and inter-metallic compounds [18, 19]. As discussed above, the addition of Sr results in the modification of eutectic Si phase and refinement of ��-Al and ��-Al5FeSi phase, which improves the mechanical properties of the alloys. The alloy with 0.05 wt% Sr addition exhibits the best tensile properties, because of the formation of fully modified structure. The UTS (270.63 MPa) and elongation (3.19%) are increased by 51.2% and 73.4% as compared to the unmodified alloys, respectively. When the addition of Sr increases up to 0.09 wt%, the tensile properties declined slightly as compared to the alloys with Sr addition of 0.05 wt%. This is partly due to the coarsening of Si phase, ��-Al phase and ��-Al5FeSi phase.

Figure 2 SEM images of as-cast ADC12 alloys:
3.3 Effects of solution treatment on hardness and microstructures
SAMUEL et al [20] reported that the incipient melting of Al5Mg8Si6Cu2 and Al2Cu phase take place in Al�CSi�CCu�CMg alloys when solution temperature exceeds 505 ��C. It resulted in the reduction of the mechanical properties. In order to avoid the incipient melting, the first stage solution temperature should be lower than 505 ��C. Furthermore, according to MOHAMED et al [16], the second stage solution temperature of as-cast Al�CSi�CCu�CMg alloys should not exceed 520 ��C, even a higher temperature homogenizes the alloying elements of the alloy. Therefore, the first stage solution temperature of 500 ��C and second stage of 520 ��C are suitable for as-cast ADC12 alloys. The effects of solution temperature and time on hardness of the 0.05 wt% Sr modified ADC12 alloys after aging hardening (175 ��C for 7 h) are shown in Figure 5. It can be seen that the hardness of the alloys increases rapidly first, and then decreases with the increase of solution time. And the time required reaching peak hardness increases with the increasing solution temperature. This is because that the higher the solution temperature, the faster the process of spheroidization of Si phase, dissolution of Al2Cu phase and homogenization of alloying elements. The maximum peak hardness value is obtained after two-stage solution treatment, which is increased by 8.3% and 6.8% respectively compared with conventional solution treatment at 500 ��C and 520 ��C.
Figure 6 shows the microstructures of the alloy subjected to different solution treatment methods. The mean area and aspect ratio of Si particles were measured to quantify the spheroidizing degree of Si phase, and the results are shown in Figure 7. As shown in Figures 6(c) and 7, it can be found that the Si phases presented particle-like morphology and uniformly distributed in the alloys after the two-stage treatment (500 ��C, 6 h+520 ��C, 4 h). And the minimum values of mean area (30.69 ��m2) and aspect ratio (1.32) of Si particles were obtained. It indicates that the Si phases are fully spheroidized by the two-stage solution treatment. When the alloys were solution treated at 500 ��C for 12 h, the two parameter values of Si particles were close to the alloys after the two-stage solution treatment. So the Si phases were almost fully spheroidized, although few Si particles did not fully neck into small fragments as shown in Figure 6(a). When the alloys were solution treated at 520 ��C for 8 h, the maximum values of the two parameters were obtained, and the facets occurred in the Si phase were observed as shown in Figure 6(b). It indicates that the coarsening of Si phase happened, which results in the deterioration of the peak hardness.

Figure 3 EDS patterns of locations marked in Figure 2
Table 4 EDS analyses corresponding to locations marked in Figure 2 (mass fraction, %)


Figure 4 Effects of Sr additions on tensile properties of ADC12 alloys
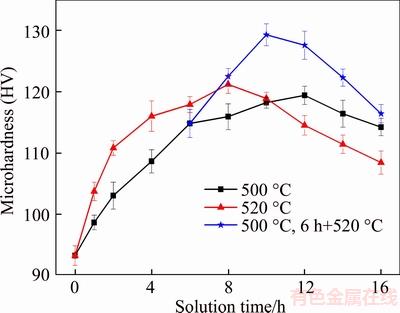
Figure 5 Effects of solution temperature and time on hardness of ADC12 alloys with 0.05 wt% Sr addition
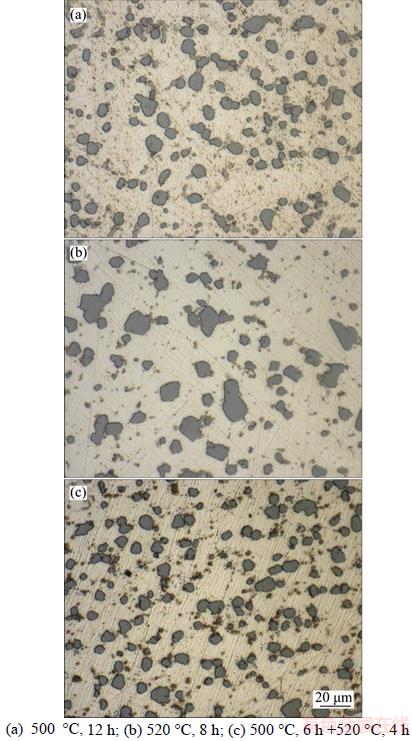
Figure 6 Microstructures of Sr modified ADC12 alloy with different solution treatment methods:

Figure 7 Effects of different solution treatment methods on mean area and aspect ratio of Si phases
Figure 8(a) shows the SEM image of the alloys after the two-stage solution treatment. As discussed above, the light phase is Al2Cu phase and the slightly darker phase is Fe-rich phase. As compared to the as-cast modified alloy (Figure 2(a)), it can be found that the light phase (Al2Cu phase) almost disappears, but there are still lots of Fe-rich phases distributed at the grain boundary. It indicates that Al2Cu phases are fully dissolved in the matrix but Fe-rich phases are hardly dissolved during the two-stage solution treatment. In order to investigate the homogeneity of the alloying elements in the matrix, EDS line scan with Fe and Cu elements was preformed through any grain boundary. The line-scanning patterns of Fe and Cu elements are shown in Figure 8(b). It can be seen that Cu elements homogeneously distribute in the alloy after the two-stage solution treatment. But Fe elements mainly distribute at the grain boundary, which also indicates that Fe-rich phase is hardly dissolved during the two-stage solution treatment.
It is known that the hardness of the alloys is largely dependent on the morphology and size of Si phases and the dissolution of Al2Cu phase in the matrix. The solubility of Al2Cu phase in the matrix improves with the increase of solution temperature. Therefore, the lower peak hardness of the alloys processed by solution treatment at 500 ��C may be attributed to the lower solubility as compared to the two-stage treatment, although the Si phase is fully spheroidized. And the lower peak hardness of the alloys solution treated at 520 ��C is attributed to the coarsening of Si phase. For the 0.05 wt% modified ADC12 alloys, the two-stage solution treatment not only avoids the coarsening of Si phase but also improves the solubility of Al2Cu phase. So the peak hardness of the alloy processed by the two-stage solution treatment is higher than conventional solution treatment at 500 ��C and 520 ��C.

Figure 8 SEM-EDS images of Sr modified ADC12 alloys after two-stage solution treatment:
3.2 Effects of aging treatment on mechanical properties
According to SJ LANDER et al [21], the aging temperature of about 170 ��C is suitable for the Al�CSi�CCu�CMg alloys in order to obtain a finer microstructure and better yield strength. So the effects of aging temperature on the mechanical properties of Sr modified ADC12 alloys were not discussed and the aging temperature of 175 ��C was used in this work. Figure 9 shows the effects of aging time on the hardness, UTS and elongation of 0.05 wt% Sr modified ADC12 alloys (aging treated at 175 ��C) processed by the two-stage solution treatment (500 ��C, 6 h+520 ��C, 4 h). It can be seen that the hardness and UTS are both improved when the aging time increases from 0 to 7 h. This is resulted from the formation of GP zones and the precipitation of ��'' phases. However, the hardness and UTS decrease when the aging time exceed 7 h. It can be attributed to the precipitation of �� and ��' phases [22]. The optimal hardness value (HV 129.3) and UTS (308.4 MPa) were obtained after aging treatment for 7 h, which are increased by 25.4% and 10.9% respectively as compared to the alloy without aging treatment. The elongation of the alloys decreases with the increase of aging time. However, it changes slightly when the aging time is longer than 7 h.
LANDER et al [21], the aging temperature of about 170 ��C is suitable for the Al�CSi�CCu�CMg alloys in order to obtain a finer microstructure and better yield strength. So the effects of aging temperature on the mechanical properties of Sr modified ADC12 alloys were not discussed and the aging temperature of 175 ��C was used in this work. Figure 9 shows the effects of aging time on the hardness, UTS and elongation of 0.05 wt% Sr modified ADC12 alloys (aging treated at 175 ��C) processed by the two-stage solution treatment (500 ��C, 6 h+520 ��C, 4 h). It can be seen that the hardness and UTS are both improved when the aging time increases from 0 to 7 h. This is resulted from the formation of GP zones and the precipitation of ��'' phases. However, the hardness and UTS decrease when the aging time exceed 7 h. It can be attributed to the precipitation of �� and ��' phases [22]. The optimal hardness value (HV 129.3) and UTS (308.4 MPa) were obtained after aging treatment for 7 h, which are increased by 25.4% and 10.9% respectively as compared to the alloy without aging treatment. The elongation of the alloys decreases with the increase of aging time. However, it changes slightly when the aging time is longer than 7 h.

Figure 9 Effects of aging time on hardness and tensile properties of alloys aging treated at 175 ��C
4 Discussion
It is known that the size and morphology of eutectic Si phases and intermetallic compounds have a great effect on the temperature and time of solution treatment. On the one hand, the Si phase was spheroidized during solution treatment. As discussed above, the eutectic Si phase of the ADC12 alloys with 0.05 wt% Sr addition presents fine fibrous structure, which is easier to spheroidize and coarsens as compared to the unmodified alloys [21]. In order to avoid the coarsening of Si phases, a lower solution temperature or a shorter solution time is needed for the Sr modified ADC12 alloys.
On the other hand, the Cu-rich phase dissolved into the matrix during solution treatment. As discussed above, the Al2Cu phase mainly presents as eutectic Al2Cu phase in the unmodified alloys, but the addition of Sr promotes the formation of block-like Al2Cu phase. HAN et al [23] reported that the eutectic Al2Cu phase fragmented into small particles, then spheroidized, and finally dissolved into the matrix by radial diffusion during solution treatment. But the block-like Al2Cu phase only dissolved by radial diffusion. So it is more difficult to dissolve into the matrix than eutectic Al2Cu phase. Therefore, a higher solution temperature or a longer solution time is needed for the Sr modified alloy to dissolve the block-like Al2Cu phase. Moreover, the solubility of Al2Cu phase is higher, and the processes of spheroidizaion, dissolution and homogenization are faster at high solution temperature.
For the 0.05 wt% Sr modified ADC12 alloys, the block-like Al2Cu phase was difficult to dissolve into the matrix when it was solution treated at 500 ��C, and the processes of spheroidization and homogenization are slow. So a longer solution time was needed to reach the peak hardness. When the alloys were solution treated at 520 ��C, the coarsening of Si phase and incipient melting easily happened during solution treatment which affects the ductility of the alloys. In order to further improve the mechanical properties, the alloys were first solution treated at a relatively low temperature (500 ��C) to avoid incipient melting and the coarsening of Si phase. And then solution treated at a relatively high temperature (520 ��C) to accelerate the dissolution of the block-like Al2Cu phase, improve the solubility of Al2Cu phase and homogenize casting elements. After the two-stage solution treatment (500 ��C, 6 h+520 ��C, 4 h), the Al2Cu phases fully dissolved into the matrix, the Cu elements homogeneously distributed in the matrix and the Si phases well spheroidized. So the two-stage solution treatment was suitable for the as-cast ADC12 alloys modified with 0.05 wt% Sr.
5 Conclusions
1) Sr was effective to modify the eutectic Si phase and refine the ��-Al phase and ��-Al5FeSi phase of ADC12 alloys, which results in the improvement of tensile properties. Moreover, the eutectic Al2Cu phases were transformed into block-like Al2Cu phase that continuously distributed at the grain boundary as Sr added into the alloy, which was more difficult to dissolve into the matrix during solution treatment. When the alloy modified with 0.05 wt% Sr, the coarse plate-like Si phases were modified into fine fibrous structure, and the needle-like iron-rich phases were modified into short rod structure. The UTS and elongation were increased by 51.2% and 73.4% respectively compared with the unmodified alloys.
2) Two-stage solution treatment was suitable for the as-cast ADC12 alloys modified with 0.05 wt% Sr because of the modification of the Si phases and formation of continuous distributed block-like Al2Cu phase. After the two-stage solution treatment (500 ��C, 6 h+520 ��C, 4 h), the Si phases transformed into fine particle structure and evenly distributed in the alloy, the Al2Cu phase fully dissolved into the matrix, Cu element uniformly distributed in the matrix and the iron-rich phase maintained short rod like structure, which was beneficial for the elongation of the alloys. The peak hardness of the alloys during the two-stage solution treatment was increased by 8.3% and 6.8% respectively compared with conventional solution treatment at 500 ��C and 520 ��C. After the artificial aging treatment (175 ��C, 7 h), the hardness (HV 129.3) and UTS (308.4 MPa) were increased by 38.73% and 13.96% respectively when compared with as-cast ADC12 matrix, but the elongation (3.15%) decreased slightly.
References
[1] LI Zheng-hua, YAN Hong. Modification of primary ��-Al, eutectic silicon and ��-Al5FeSi phases in as-cast AlSi10Cu3 alloys with (La+Yb) addition [J]. Journal of Rare Earths, 2015, 76(9): 995�C1003. DOI: 10.1016/S1002- 0721(14)60517-2.
[2] HU Zhi, YAN Hong, RAO Yuan-sheng. Effects of samarium addition on microstructure and mechanical properties of as-cast Al-Si-Cu alloy [J]. Transactions of Nonferrous Metals Society of China, 2013, 23(11): 3228�C3234. DOI: 10.1016/ S1003-6326(13)62857-5.
[3] JIANG Wen-ming, FAN Zi-tian, DAI Yu-chen, LI Chi. Effects of rare earth elements addition on microstructures, tensile properties and fractography of A357 alloy [J]. Materials Science and Engineering A, 2014, 597(3): 237�C244. DOI: 10.1016/j.msea.2014.01.009.
[4] TIMPEL M, WANDERKA N, SCHLESIGER R, YAMAMOTO T, ISHEIM D, SCHMITZ. Sr-Al-Si co-segregated regions in eutectic Si phase of Sr-modified Al-10Si alloy [J]. Ultramicroscopy, 2013, 132(3): 216�C221. DOI: 10.1016/j.ultramic.2012.10.006.
[5] TEBIB M, SAMUEL A M, AJERSCH F, CHEN X G. Effect of P and Sr additions on the microstructure of hypereutectic Al-15Si-14Mg-4Cu alloy [J]. Materials Characterization, 2014, 89(3): 112�C123. DOI: 10.1016/j.matchar.2014.01.005.
[6] YAN Hong, CHEN Fan-hui, LI Zheng-hua. Microstructure and mechanical properties of AlSi10Cu3 alloy with (La+Yb) addition processed by heat treatment [J]. Journal of Rare Earths, 2016, 34(9): 938�C944. DOI: 10.1016/ S1002- 0721(16)60118-7.
[7] WU Yi-feng, WANG Ming-pu, LI Zhou, XIA Fu-zhong, XIA Chen-dong, LEI Qian, YU Hong-Chun. Effects of pre-aging treatment on subsequent artificial aging characteristics of Al-3.95Cu-(1.32Mg)-0.52Mn-0.11Zr alloys [J]. Journal of Central South University, 2015, 22(1): 1�C7. DOI: 10.1007/s11771-015-2487-9.
[8] HUANG Yuan-chun, LI Qing, XIAO Zheng-bing, LIU Yu, ZHANG Huan-huan. Influence of precipitation on recrystallization texture of AA3104 aluminum alloy [J]. Journal of Central South University, 2015, 22(10): 3683�C3688. DOI: 10.1007/s11771-015-2910-2.
[9] ESPINOZA-CUADRA J, GALLEGOS-ACEVEDO P, MANCHA-MOLINAR H, PICADO A. Effect of Sr and solidification conditions on characteristics of intermetallic in Al�CSi 319 industrial alloys [J]. Materials & Design, 2010, 31(1): 343�C356. DOI: 10.1016/j.matdes.2009.06.017.
[10] FARAHANY S, OURDJINI A, IDRSI M H, SHABESTARI S G. Evaluation of the effect of Bi, Sb, Sr and cooling condition on eutectic phases in an Al�CSi�CCu alloy (ADC12) by in situ thermal analysis [J]. Thermochimica Acta, 2013, 559(5): 59�C68. DOI: 10.1016/j.tca.2013.02.024.
[11] LUNA I A, MOLINAR H M, ROM N M J C, BOCARDO J C E, TREJO M H. Improvement of the tensile properties of an Al-Si-Cu-Mg aluminum industrial alloy by using multi-stage solution treatments [J]. Materials Science & Engineering A, 2013, 561(2): 1�C6. DOI: 10.1016/j.msea. 2012.10.064.
N M J C, BOCARDO J C E, TREJO M H. Improvement of the tensile properties of an Al-Si-Cu-Mg aluminum industrial alloy by using multi-stage solution treatments [J]. Materials Science & Engineering A, 2013, 561(2): 1�C6. DOI: 10.1016/j.msea. 2012.10.064.
[12] SOKOLOWSKI J H, DJURDJEVIC M B, KIERKUS C A, NORTHWOOD D O. Improvement of 319 aluminum alloy casting durability by high temperature solution treatment [J]. Journal of Materials Processing Technology, 2001, 109(1): 174�C180. DOI: 10.1016/S0924-0136(00)00793-7.
[13] SHIN S S, KIM E S, YEOM G Y, LEE J C. Modification effect of Sr on the microstructures and mechanical properties of Al�C10.5Si�C2.0Cu recycled alloy for die casting [J]. Materials Science & Engineering A, 2012, 532(1): 151�C157. DOI: 10.1016/j.msea.2011.10.076.
[14] HUME-ROTHERY W, MABBOTT G W. The freezing points, melting points, and solid solubility limits of the alloys of silver and copper with the elements of the B sub-groups [J]. Philosophical Transactions of the Royal Society A��Mathematical Physical & Engineering Sciences, 1934, 233(3): 1�C97.
[15] LU S Z, HELLAWELL A. The mechanism of silicon modification in aluminum-silicon alloys: Impurity induced twinning [J]. Metallurgical & Materials Transactions A, 1987, 18(10): 1721�C1733. DOI: 10.1007/BF02646204.
[16] MOHAMED A M A, SAMUEL F H, KAHTANI S A. Influence of Mg and solution treatment on the occurrence of incipient melting in Al�CSi�CCu�CMg cast alloys [J]. Materials Science & Engineering A, 2012, 543(5): 22�C34. DOI: 10.1016/j.msea. 2012.02.032.
[17] LI Z, SAMUEL A M, SAMUEL F H, RAVINDRAN C, VALTIERRA S. Effect of alloying elements on the segregation and dissolution of CuAl2 phase in Al-Si-Cu 319 alloys [J]. Journal of Materials Science, 2003, 38(6): 1203�C1218. DOI: 10.1023/A:1022857703995.
[18] JIANG Wen-ming, FAN Zi-tian, CHEN Xu, WANG Ben-jing, WU He-bao. Combined effects of mechanical vibration and wall thickness on microstructure and mechanical properties of A356 aluminum alloy produced by expendable pattern shell casting [J]. Materials Science & Engineering A, 2014, 619(12): 228�C237. DOI: 10.1016/ j.msea. 2014.09.102.
[19] YAN Hong, HUANG Zhi-xiang, QIU Hong-xu. Microstructure and mechanical properties of CNTs/A356 nanocomposites fabricated by high-intensity ultrasonic processing [J]. Metallurgical & Materials Transactions A, 2017, 48(2): 910�C918. DOI: 10.1007/s11661-016-3872-1.
[20] SAMUEL F H. Incipient melting of Al5Mg8Si6Cu2 and Al2Cu intermetallics in unmodified and strontium-modified Al-Si-Cu-Mg (319) alloys during solution treatment [J]. Journal of Materials Science, 1998, 33(9): 2283�C2297. DOI: 10.1023/A:1004383203476.
[21] SJLANDER E, SEIFEDDINE S. Artificial ageing of Al�CSi�CCu�CMg casting alloys [J]. Materials Science & Engineering A, 2011, 528(24): 7402�C7409. DOI: 10.1016/j.msea.2011.06.036.
[22] MA Z, SAMUEL E, MOHAMED A M A, SAMUEL A M, SAMUEL F H, DOTY H W. Influence of aging treatments and alloying additives on the hardness of Al�C11Si�C 2.5Cu�CMg alloys [J]. Materials & Design, 2010, 31(8): 3791�C3803. DOI: 10.1016/j.matdes.2010.03.026.
[23] HAN Y M, SAMUEL A M, SAMUEL F H, VALTIERRA S, DOTY H W. Effect of solution treatment type on the dissolution of copper phases in Al-Si-Cu-Mg type alloys [J]. Transactions of the American Foundrymen's Society, 2008, 116: 79�C90.
(Edited by FANG Jing-hua)
���ĵ���
�ȱ��ʼ��ȴ�����ADC12�Ͻ�����֯����ѧ���ܵ�Ӱ��
ժҪ�������о����ȣ�Sr�����ʡ��������������ܴ����Լ�ʱЧ������ADC12�Ͻ�����֯����ѧ���ܵ�Ӱ�졣���������Sr�����ӿ�����������ADC12�Ͻ������֯����Sr������Ϊ0.05 wt%ʱ������������ȫת��ΪϸС��ά״����-Al��ͦ�-Al5FeSi��õ��˽ϼѵ�ϸ��Ч����ͬʱAl2Cu��ת��Ϊ��״���������ֲ��ھ��紦���伫����ǿ��(270.63 MPa)���쳤��(3.19%)�ϻ���Ͻ�ֱ������51.2%��73.4%�����������ܴ�����500 ��C��6 h+520 ��C��4 h����������ת��ΪϸС����״��Al2Cu����ȫ�ܽ⣻���ֵӲ�Ƚ�500 ��C��520 ��C�µ������ܴ����ֱ������8.3%��6.8%��ʱЧ������175 ��C��7 h������Ӳ�Ⱥͼ�����ǿ�Ƚϻ���Ͻ�ֱ������38.73%��13.96%��
�ؼ��ʣ�ADC12�Ͻ��ȣ��ȴ���������֯����ѧ����
Foundation item: Project(51364035) supported by the National Natural Science Foundation of China; Project(20133601110001) supported by the Ministry of Education Tied up with the Special Research Fund for the Doctoral Program for Higher School, China; Project(KJLD14003) supported by the Loading Program of Science and Technology of College of Jiangxi Province, China; Project(2012-CYH-DW-XCL-002) supported by the Production and Teaching and Research Cooperation Plan of Nanchang Non-party Experts and Doctor, China
Received date: 2016-12-06; Accepted date: 2017-01-23
Corresponding author: YAN Hong, PhD, Professor; Tel: +86�C791�C83969633; E-mail: hyan@ncu.edu.cn; ORCID: 0000-0003- 1835-3675

